
Sealing a substrate that flexes, vibrates, or thermally cycles is where conventional coatings earn their failure modes. A rigid epoxy cracks at stress concentrations; a standard sealant debonds when the joint moves more than the product spec admits. Either way, you’re looking at moisture ingress, corrosion under insulation, warranty claims, or a production line pulled for unplanned maintenance — costs that dwarf whatever you saved on materials.
Liquid rubber is a pourable or spray-applied elastomeric material that cures into a seamless, flexible membrane capable of elongation at break ranging from 300% to 900% depending on whether the base chemistry is silicone, polyurethane, or butyl. It bonds to irregular surfaces, bridges dynamic cracks, and — in silicone-based grades — maintains those properties continuously from -60°C to +230°C. Industries use it for waterproofing, encapsulation, corrosion protection, and vibration damping where no rigid alternative can follow the substrate.
What makes liquid rubber genuinely useful in practice is less about any single property and more about the combination: it gets into geometry that sheet goods cannot cover, it moves with the structure, and the chemistry can be tuned for the threat environment — UV, fuel splash, thermal shock, or dielectric stress. That range of application is what this article works through, starting with where the material actually earns its place and where engineers reach for it over the alternatives.

Waterproofing and Roofing Membranes: Where Liquid Rubber Earns Its Market-Leading Volume
Roofing represents the single largest volume application for liquid rubber globally, and the reason is geometric rather than chemical. A commercial roof is rarely a flat rectangle. It’s punctured by exhaust stacks, drain assemblies, HVAC curbs, conduit penetrations, and parapets with inside corners that change angle unpredictably. Sheet membranes—EPDM rolls, TPO, modified bitumen—depend on lapped seams and termination bars to handle every transition. Each lap is a potential failure path. Liquid rubber eliminates the lap entirely. A spray or roller-applied coating conforms continuously across a 90-degree parapet return, over a pipe boot, and onto the flat field in one monolithic film with no mechanical joint to lift, bridge, or admit water.

Substrate Compatibility and Priming Requirements
Silicone-based liquid rubber adheres to a wider substrate range than most procurement specs acknowledge. Concrete, primed metal decking, aged modified bitumen, existing EPDM (provided it’s clean and delamination-free), and wood sheathing all accept silicone coatings with minimal surface preparation—typically a single-coat moisture-cure silicone primer or, on tight concrete, none at all. This low-surface-energy adhesion mechanism is a real processing advantage: it cuts primer material cost and shortens the installation window between surface prep and topcoat.
Polyurethane liquid rubber, by contrast, demands more aggressive surface preparation and is sensitive to residual moisture—surface moisture above roughly 5% by weight on concrete can cause pinholing and adhesion failure. On damp substrates or in coastal climates where dewpoint control is unreliable, silicone formulations carry meaningfully lower field-rejection risk.
Silicone liquid rubber coatings do not chalk, embrittle, or suffer UV degradation after 20+ years of continuous outdoor exposure, unlike acrylic or polyurethane alternatives.True
Silicone's Si-O backbone has a bond dissociation energy (~450 kJ/mol) significantly higher than the UV photon energies that degrade carbon-chain polymers. Long-term field installations and accelerated weathering data consistently confirm negligible chalking or tensile loss after extended UV exposure.
Dry Film Thickness Standards and Multi-Pass Application
DFT requirements are not arbitrary. Vertical surfaces—parapets, flashings, curb sidewalls—typically call for 20–40 mils (0.5–1.0 mm) dry. Horizontal field areas that collect ponding water require 60–80 mils (1.5–2.0 mm) to handle sustained hydrostatic pressure and foot traffic abrasion. These figures depend on substrate porosity, expected ponding duration, and traffic class; a roof with documented 72-hour ponding cycles should be specified toward the upper bound.
Achieving consistent DFT over large areas by single-pass spray is unreliable. Standard commercial practice is two to three passes with inter-coat timing matched to the product’s tack-free window—typically 30–90 minutes depending on temperature and humidity. Each pass runs perpendicular to the last. Wet film thickness gauges checked every 50–100 m² are the only honest quality control tool; relying on coverage-rate calculations alone routinely produces low spots over porous substrates.
Performance Benchmarking and Specification Standards
Against acrylic roof coatings, silicone liquid rubber wins on every durability dimension that matters for long-term asset protection: UV resistance, ponding water tolerance, and service temperature range (-60°C to +230°C continuous for standard silicone grades). Acrylics cost less per liter but commonly require recoating within 8–12 years; silicone systems are routinely warranted for 15–20 years with only inspection maintenance.
Against polyurethane, the comparison is closer. Polyurethane delivers higher abrasion resistance and works better under foot-traffic exposure. Its weakness is hydrolysis: sustained ponding accelerates degradation of the urethane linkage, raising the realistic service life question on low-slope roofs.
Commercial roofing specifications typically reference ASTM D6694 (silicone coating standard), ASTM D412 for tensile strength and elongation (expect 300–600% elongation at break depending on silicone formulation hardness), and ASTM D522 for mandrel bend at low temperature—a critical test for installations in climates that see sustained sub-zero winters where brittle failure at penetration transitions is a documented failure mode.
Installation Condition Limits
Substrate temperature should be at least 5°C above dewpoint and above 4°C absolute minimum for most silicone formulations. Humidity windows vary by chemistry: moisture-cure silicones actually benefit from ambient humidity (40–70% RH is workable) but fail if applied over wet substrates. Spray application of high-solids silicone has a pot life of effectively unlimited single-component time, but two-component polyurethane systems commonly give 20–45 minutes of workable pot life at 20°C—shorter at higher temperatures. On a 500 m² roof in summer, a slow spray crew will waste material and create application defects if they underestimate line-speed requirements.
Electronics Encapsulation and Potting: Protecting PCBs, Sensors, and Power Modules
Electronic assemblies fail in predictable ways. Moisture finds a path to a bias voltage and starts electrochemical migration. A resonant vibration frequency hits the natural frequency of a through-hole component and the solder joint cracks after 10 million cycles. A power module runs through 500 thermal cycles between -40°C and +125°C and the encapsulant delaminates from the substrate, pulling a bond wire with it. Liquid rubber encapsulants — silicone-based in particular — address all three failure modes, but only when the right product is matched to the right process and assembly type.
Three Failure Modes, One Material Family
Moisture ingress is the most common field failure driver in unsealed assemblies. Once humidity crosses a threshold (typically above 85% RH in IEC 60068-2-78 testing conditions), ionic contamination on the PCB surface generates leakage currents that degrade insulation resistance by orders of magnitude within hours. A fully potted assembly eliminates the ionic pathway entirely. A conformal coating — the thin 25–200 µm film applied by spray, selective coat, or dip — creates a barrier that slows ingress without completely preventing it under sustained immersion, which is why immersion-rated products move to full potting.
Mechanical shock and vibration load solder joints through a different mechanism: cyclic strain accumulation. The encapsulant modulus matters enormously here. A rigid epoxy, with a Young’s modulus in the 2,000–4,000 MPa range after cure, transfers vibration energy directly into component leads and pads. A silicone liquid rubber with a Shore A hardness of 20–40 has a modulus several orders of magnitude lower, absorbing strain before it reaches the metallurgy. For automotive-grade assemblies running IEC 60068-2-64 random vibration profiles, this difference translates directly to MTBF.
Thermal cycling delamination is the failure mode that eliminates epoxy from most power electronics applications. Epoxy’s coefficient of thermal expansion (CTE) mismatches ceramic substrates and copper planes badly, generating interfacial stress on every cycle. Silicone’s elongation at break — 300–900% depending on formulation — means it stretches and recovers rather than debonding.
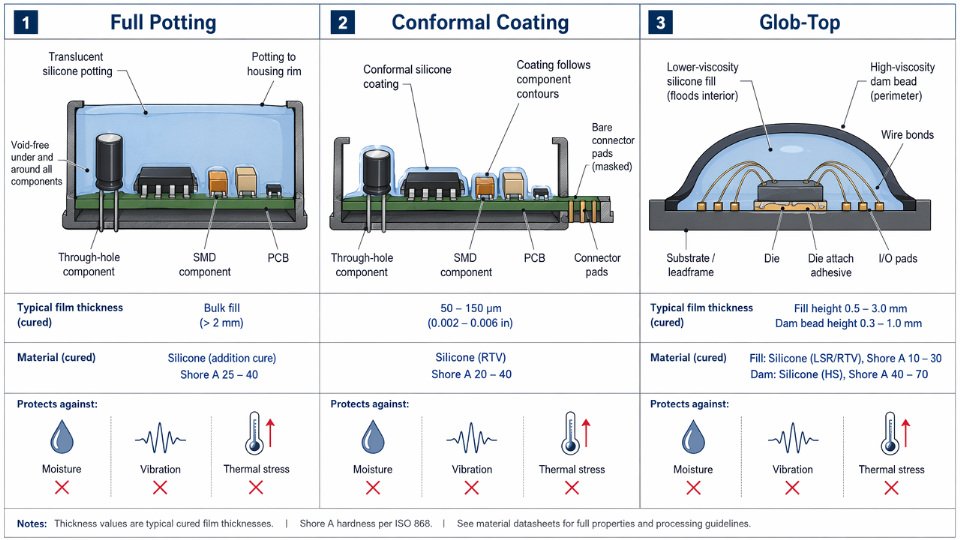
Potting vs. Conformal Coating vs. Glob-Top
These are not interchangeable processes and they demand different material specifications. Potting requires low viscosity (typically 1,000–8,000 mPa·s at application temperature) so the compound self-levels and wicks under components without trapping voids. Cure speed matters for throughput: a two-part addition-cure silicone that gels in 30–60 minutes at 80°C fits most inline oven processes; slower cure at room temperature saves energy but occupies fixtures longer.
Conformal coating needs film-forming rheology — thixotropic enough to hold thickness on vertical surfaces but thin enough to penetrate under low-standoff components. Selective coating with a programmable nozzle demands viscosity stability over a production shift; a batch-to-batch variation of more than ±5% in viscosity will produce non-conforming film thickness and a rework queue.
Glob-top encapsulation on bare-die or wire-bonded assemblies requires a dam-and-fill approach: a high-viscosity bead forms the perimeter, a lower-viscosity fill floods the interior. Silicone glob-top materials with dielectric strength of 18–25 kV/mm and volume resistivity above 10¹⁴ Ω·cm protect fine wire bonds without the stress concentration that would lift a stiff epoxy off the die surface.
Silicone encapsulants meeting UL 94 V-0 are available as standard catalog products from multiple qualified suppliers.True
UL 94 V-0 silicone potting and conformal coating compounds are commercially qualified and listed; this is not a specialty-only designation for silicone chemistry, unlike some other polymer families.
Reworkability: The Factor That Changes the Procurement Decision
On high-value assemblies — engine control units, medical monitors, power inverters — epoxy encapsulation is essentially permanent. You cannot recover a $400 PCB from a cured epoxy pot without destroying it. Silicone encapsulants can be cut, peeled, or carefully excavated with a solvent (certain aromatic or siloxane-based solvents work depending on cross-link density) to access components for repair or swap. For EMS shops running high-mix, high-value work, this reworkability converts from a nice-to-have into a direct cost-reduction lever. Factor it against the slightly higher material cost of silicone versus polyurethane when evaluating TCO, not just purchase price per kilogram.
EV Battery Module Applications
Battery pack design has made silicone liquid rubber one of the faster-growing electronics encapsulation applications. Cell-to-cell isolation in a 400V or 800V pack architecture requires materials qualified to 1,500–3,000 Vdc isolation depending on system voltage class and BMS topology. Silicone’s combination of dielectric performance, operating temperature range (-60°C to +230°C continuous for standard grades), and vibration damping addresses multiple design requirements with one material. Thermal interface management between cell arrays and cooling plates uses pourable silicone compounds with engineered thermal conductivity (typically 1.5–4.0 W/m·K for filled grades, depending on filler loading and type) — a separate but adjacent product category often sourced from the same supplier qualification run.
Certification Baseline for Procurement Specs
Specify IPC-CC-830 for conformal coating electrical performance. MIL-I-46058C remains relevant for defense and aerospace supply chains even though it was inactivated for new designs — many primes still require it contractually. IEC 60068-2 series testing (thermal cycling, humidity, vibration, salt mist) is the standard qualification battery for automotive and industrial electronics. When qualifying a new liquid rubber encapsulant supplier, ask for test reports against these standards on the specific lot viscosity and cure schedule you intend to run — not generic datasheet claims against a lab-optimized process that doesn’t match your line.
Industrial Mold-Making and Tooling: Rapid Fabrication of Complex Cavity Molds
Liquid silicone rubber has quietly become the default tooling material for anyone who needs a dimensionally faithful negative mold without the lead time or cost of machined steel. The working principle is simple but the engineering behind it is not: pour or brush the uncured rubber over a master pattern, let it cure at room temperature or with mild heat, and you have a flexible mold that picks up every feature the original surface carries — undercuts, reverse drafts, grain textures down to approximately 20 µm, and internal geometries that a CNC spindle simply cannot reach. No draft angle is required. That single fact changes the geometry conversation entirely for prototype engineers and small-batch production teams.
Condensation-Cure vs. Addition-Cure: Why the Chemistry Choice Has Real Consequences
Both cure systems produce usable molds, but they are not interchangeable. Condensation-cure (tin-catalyzed) silicones are more tolerant of contaminated or oily master surfaces and cost less per kilogram. Their shrinkage runs 0.3–0.8% depending on section thickness and post-cure humidity — acceptable for art casting or decorative reproduction, problematic for tight-tolerance technical parts.
Addition-cure (platinum-catalyzed) silicones shrink less than 0.1% and demolding is typically possible within 4–16 hours at 23°C, faster with mild oven cure at 60–80°C. The liability is catalyst poisoning. Sulfur compounds, tin-based catalysts (including residues from condensation-cure silicone, which is a frequent and expensive mistake on shared benches), certain amine-based plasticizers, and even some clays and modeling compounds will inhibit platinum and leave the mold surface tacky or completely uncured.
Platinum-catalyzed silicone molds can be permanently ruined by contact with sulfur-containing materials such as sulfur-based clay or natural latex during the cure stage.True
Sulfur acts as a catalyst poison for platinum complexes used in addition-cure silicone systems. Even trace contamination from fingerprints on a sulfur-clay master or shared mixing equipment can prevent crosslinking in the contact zone, leaving a sticky, non-functional mold surface that cannot be salvaged.
The practical inhibition test costs almost nothing: apply a small mixed drop of the addition-cure rubber to the suspect material, wait the stated pot life plus 25%, and check cure. If the drop is still tacky, the master surface needs sealing with shellac, epoxy primer, or a dedicated silicone sealer before full-scale pouring.
Shore A Hardness Selection Logic
Hardness drives how the mold behaves during demolding and under casting pressure. For deep undercuts — think architectural bracket details or figurine work with overhanging geometry — a 20–30 Shore A compound flexes enough to peel away without tearing the cast part. The tradeoff is dimensional drift under any meaningful injection or casting pressure.
Semi-rigid 40–60 Shore A molds handle low-pressure resin casting and produce sharper, more repeatable dimensions across a longer run. When you move into production volumes with polyurethane resins or low-melt alloys, 60–80 Shore A silicone backed with a rigid mother mold (GRP shell, poured plaster, or machined aluminum jacket) is the standard approach. The rigid shell controls dimensional creep; the silicone liner handles the undercuts.

Mold Life and What Actually Degrades It
Addition-cure silicone molds yield roughly 20–50 pours with polyurethane resins before surface erosion becomes visible — and polyurethane is aggressive, particularly fast-demold, high-exotherm systems. Wax casting extends that to 100–300 cycles because the thermal and chemical load is far lower. Plaster and gypsum composites can push past 500 pulls from a single mold when a proper release agent is applied consistently. Skipping or diluting release agents is the most common cause of premature mold failure in small shops; the surface begins to micro-tear and the detail reproduction degrades progressively rather than catastrophically, which makes it easy to miss until the scrap rate is already unacceptable.
Process Controls That Determine Mold Quality
Vacuum degassing is non-negotiable for any pour thickness above roughly 10 mm. Mixed rubber held at 300–700 mbar absolute for 2–4 minutes removes entrapped air before it stabilizes into surface voids. Mix ratio accuracy matters equally: platinum-catalyzed systems are typically 10:1 or 1:1 by weight, and deviation beyond ±2% shifts the cure state measurably, affecting both mechanical properties and shrinkage.
Application range for these molds spans art casting, architectural heritage reproduction, special effects prosthetics, and food-grade confectionery work. Food-contact molds require silicone formulations compliant with FDA 21 CFR 177.2600 — not all silicones qualify, and the specification should appear on the technical data sheet rather than in a sales conversation.
Pipe Rehabilitation, Underground Infrastructure, and Corrosion-Resistant Linings
Replacing a corroded 600 mm diameter municipal sewer running beneath a city street costs anywhere from $800 to $3,500 per linear meter once you account for excavation, traffic management, service diversions, and reinstatement — and that range widens considerably in urban cores or rock ground. Spraying a continuous liquid rubber liner inside the existing host pipe, by contrast, typically runs $150 to $600 per linear meter depending on pipe diameter, liner thickness, access conditions, and material chemistry. The math drives adoption faster than any specification document.
Trenchless Rehabilitation: How the Process Actually Works
In centrifugal spray lining, a rotating spray head is pulled through the pipe at a controlled rate — typically 0.3 to 1.2 m/min depending on target wet film thickness — depositing liquid rubber in a uniform layer against the pipe wall. For polyurethane-based systems, the two-component mix reacts within seconds; the centrifugal action holds material against vertical and overhead surfaces before gel time is reached. The result is a seamless, jointless liner with no preferential leak paths at couplings or bell-and-spigot joints, which is exactly where older pipelines tend to fail first.

Finished liner thickness for pressure-rated water mains commonly falls between 3 and 6 mm. For gravity sewers exposed to aggressive biogenic corrosion, 6 to 12 mm is more realistic. Thinner coatings save material cost but offer reduced buffer against pinholes and mechanical damage during reinstatement work.
Chemical Resistance in Municipal Wastewater: Not All Liners Are Equal
Biogenic sulfide corrosion is the dominant deterioration mechanism in concrete sewers. Hydrogen sulfide at 200 to 500 ppm generates sulfuric acid concentrations at the pipe crown that can drop surface pH below 2. Standard Portland concrete dissolves under those conditions within years. Epoxy liners resist acid well but are brittle — a 0.3 mm shrinkage crack from thermal cycling or slight pipe movement opens a path for attack. Polyurethane liners tolerate elongation of 300 to 600% (chemistry and crosslink density dependent), which accommodates minor differential settlement without cracking.
Silicone-based liquid rubber liners outperform polyurethane in continuous H2S service above 150°C, relevant in industrial sewer mains receiving heated process effluent.True
Silicone chemistry maintains elasticity and chemical resistance from -60°C to 230°C continuous service, whereas standard polyurethane begins to soften and hydrolyze above 100–120°C in wet acidic conditions. For ambient-temperature municipal sewers, a high-quality aromatic or aliphatic polyurethane is typically cost-competitive and sufficient.
For drinking water contact, NSF/ANSI 61 certification is non-negotiable — not just a procurement checkbox. Uncertified liner materials can leach plasticizers or cure byproducts into potable water at detectable levels. AWWA C210 provides the coating qualification framework for the steel pipe substrate side of that equation.
Storage Tank Linings and the Adhesion Problem with Pure Silicone
Above-ground steel tanks storing fuels, dilute acids, or process chemicals present a different challenge. Pure silicone rubber has excellent chemical resistance but adhesion to bare steel is weak without primer systems — peel strengths can fall below 1 N/mm under immersion conditions. Polyurethane-modified silicone hybrids resolve this by incorporating urethane segments that bond aggressively to prepared steel while the silicone network handles chemical resistance and thermal cycling.
Surface preparation to Sa 2.5 per ISO 8501-1, with a minimum 40 µm anchor profile, is the baseline requirement. Skip that step or accept Sa 2.0 to save blasting time, and you introduce disbondment risk under the hydrostatic head of a full tank — a failure mode that typically doesn’t manifest until the tank has been in service for 12 to 18 months, long after the applicator has left site.
Holiday testing per NACE SP0188 or ASTM D5162 at a voltage appropriate to the liner thickness catches pinholes before the tank goes into service. For 3 to 6 mm liners, low-voltage wet sponge testing is inadequate; high-voltage spark testing at 100 V per 25 µm of DFT is the accepted method. A single 2 mm pinhole in a 50,000-liter acid storage tank is enough to initiate substrate corrosion that undermines the surrounding coating from beneath.
Secondary Containment: Vertical Surfaces and Sag Resistance
Chemical plant spill berms, transformer oil pits, and battery room floor systems demand a liner that cures vertical and sloped surfaces at 3 to 6 mm thickness without sagging before the material gels. Thixotropically modified two-component polyurethane systems handle this reliably; application temperature windows typically sit between 5°C and 40°C substrate temperature, and surface moisture above 4% by weight can cause adhesion failure or foam blistering in moisture-sensitive formulations. Measure it — don’t assume.
A berm that looks fully cured but contains a disbonded zone under a floor-wall junction is effectively no containment at all when a drum of sulfuric acid tips over.
Automotive and Aerospace Sealing, Gasketing, and Vibration Isolation
Few application environments stress a sealant material harder than an engine bay or a turbine nacelle. Temperatures cycle violently, chemical exposure is continuous, and in aerospace specifically, a seal failure is not a warranty claim—it’s a safety investigation. This is where liquid rubber earns its highest-value placements, and where chemistry selection carries genuine consequence.
Formed-in-Place and Cured-in-Place Gaskets on Assembly Lines
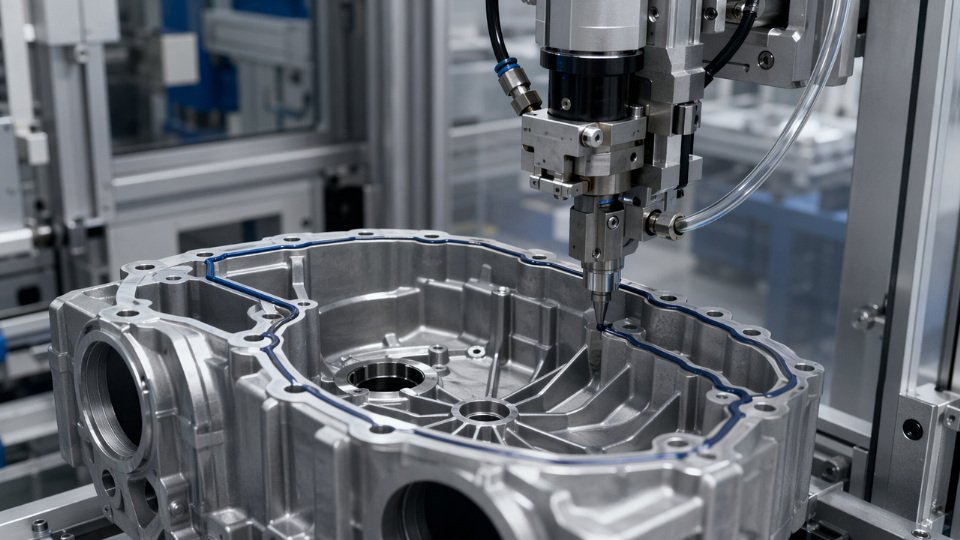
RTV silicone liquid rubber dispensed robotically onto mating flanges—FIPG for formed-in-place, CIPG for cured-in-place variants applied before assembly—has progressively replaced die-cut stamped gaskets in high-volume powertrain manufacturing. The operational logic is straightforward. A single transmission housing design may historically require 15–30 distinct gasket part numbers to cover model variants and tolerance classes. Replacing those with one qualified liquid RTV compound cuts managed SKUs to near zero, eliminates the tooling costs of stamped gasket dies, and removes the risk of the wrong gasket being pulled from inventory during a repair.
There is a less obvious engineering benefit: liquid RTV conforms to surface irregularities and waviness that stamped gaskets cannot. On aluminum die-cast housings, surface flatness can vary 0.05–0.15 mm across a flange—liquid rubber fills that variation without demanding higher clamping torque, which matters because over-torquing aluminum fastener bosses is a well-documented failure mode in field repair. Bead width and height are controlled by dispense parameters; most OEM specs call for cured bead cross-sections of 1.5–3.5 mm, calibrated to the specific flange gap and bolt pattern.
Under-Hood Chemical and Thermal Demands
Continuous under-hood service sits at 150–175°C for valve cover, oil pan, and timing cover applications, with excursion peaks reaching 230°C during hard driving or towing cycles. That thermal envelope eliminates most organic sealants. Silicone liquid rubber—particularly acetoxy or oxime-cure one-component systems, or two-component addition-cure variants for precision controlled environments—holds its mechanical properties across that full range. Equally important is fluid compatibility: engine oil, automatic transmission fluid, ethylene glycol-based coolant, and fuel vapor all contact sealant surfaces simultaneously. Poorly selected materials swell, lose adhesion, and extrude into oil passages. Qualifying against GM9985867 or Ford WSS-M4G323 involves immersion soak tests in each fluid at elevated temperature, followed by peel adhesion and compression set measurements—not just a datasheet skim.
Silicone-based liquid rubber maintains service integrity at continuous temperatures up to 230°C with specialty grades reaching 300°C, covering the full thermal range of automotive under-hood applications.True
Silicone polymer backbone (Si–O bonds) provides thermal stability well beyond carbon-chain elastomers; specialty phenyl or fluorosilicone grades extend performance to 300°C continuous.
Aerospace Sealants: Where Qualification Outlasts Development Cycles
In airframe assembly, polysulfide sealants (MIL-PRF-81733) dominate fuel tank applications due to their exceptional fuel impermeability and long qualification history. Silicone liquid rubber takes over where temperatures exceed polysulfide’s ceiling—nacelle acoustic panel bonding, engine pylon wire bundle grommets, and avionic enclosure seals in zones exposed to high radiant heat. Qualification under aerospace MIL-SPEC callouts involves temperature cycling to -60°C, UV and ozone exposure, and mandated lot-by-lot traceability. Lead times for approved-source materials run 12–26 weeks; procurement teams managing MRO inventory for these compounds need safety stock discipline that is categorically different from standard industrial purchasing.
Vibration Isolation Mounts and Dynamic Mechanical Performance
Cast or injection-molded liquid rubber bonded into metal-insert anti-vibration mounts—engine isolators, subframe bushings, exhaust hangers—depends on a specific balance of storage modulus and loss factor across temperature. A mount that stiffens excessively below -20°C transmits road shock directly to the cabin; one that loses damping above 100°C stops isolating engine harmonics. Silicone compounds maintain a flatter dynamic stiffness curve from -50°C to +150°C than natural rubber or EPDM, which is why premium powertrain mounts in demanding applications pay a material cost premium of 2–4× over natural rubber without hesitation.
Battery Pack Sealing in Electric Vehicles
EV battery packs introduce a sealing challenge that didn’t exist at scale a decade ago. One-component moisture-cure silicone seals the perimeter of battery enclosures against water ingress while tolerating thermal cycling as cells charge and discharge. More critically, intumescent silicone compounds—loaded with expandable graphite or similar agents—are now specified as thermal runaway propagation barriers between cell groups. When a cell enters runaway and temperatures spike locally above 200–300°C, the intumescent layer expands to fill gaps, slowing heat transfer to adjacent cells and buying the seconds needed for BMS protective action. This is an active and fast-moving qualification space; OEM callouts vary significantly and most tier-1 battery assemblers are running their own internal material qualification programs rather than relying on existing standards.
Textile Coating, Flexible Fabric Composites, and Wearable Technology Substrates
Textile coating is rarely the first application engineers associate with liquid rubber, yet it represents one of the fastest-growing consumption segments — and one where silicone chemistry holds structural advantages that polyurethane simply cannot match once operating conditions move beyond room temperature or the substrate needs to retain its drape.
Why Silicone Liquid Rubber Behaves Differently on Fiber Substrates
The viscosity window matters enormously here. Low-viscosity silicone grades — typically 500–5,000 mPa·s before catalysis — flow into fiber interstices under modest coating pressure, creating mechanical interlocking between the cured elastomer and individual filaments. Polyurethane at equivalent dry film thickness tends to bridge across fiber bundles rather than penetrate them, producing a stiffer hand and a coating layer that delaminates under repeated flexion. The practical consequence: a silicone-coated woven fiberglass conveyor belt running through a continuous bread-baking oven at 240–260°C will outlast a polyurethane-coated equivalent by a factor that experienced plant engineers typically put at 3–5×, depending on oven humidity and belt tension cycling. Polyurethane simply degrades thermally in that envelope.

Industrial Technical Textiles: Where Thermal and Structural Demands Converge
High-temperature food processing conveyor belts are the most volume-significant case. Silicone-coated fiberglass fabric running at 220–260°C continuous service carries FDA and EU food-contact compliance relatively straightforwardly with platinum-cure systems, while surviving the thermal shock of cold product loading — something that cracks peroxide-cure coatings at belt joints within months. Architectural tensile membrane structures present a different challenge: PTFE/silicone composite membranes for stadium canopies and façades require UV stability across 20–30-year service life with no yellowing or surface tack development. The silicone coating on these structures typically runs 0.15–0.4 mm per side, applied by knife-over-roll at controlled line tension. Airbag fabric coating is the tightest-specification case in this family — silicone coat weight is dialed to within ±2–3 g/m² to control porosity precisely, because both under- and over-permeation affect deployment timing and internal pressure curves.
Soft Robotics, Wearables, and Stretchable Electronics
Elongation at break above 400% — readily achieved with standard addition-cure silicone formulations, and reaching 700–800% with specifically engineered soft-robotics grades — allows a coated or molded silicone substrate to follow a human knee or elbow through full anatomical flexion without fatigue cracking. That range is not achievable with thermoplastic polyurethane at the film thicknesses wearable device designers need. Liquid silicone rubber is screen-printed or molded into strain-sensitive microchannels (filled with conductive fluid), pneumatic actuator bladders, and stretchable interconnect substrates where the elastomer itself forms the circuit carrier. Getting the coating thickness uniform below 0.1 mm across a patterned textile surface requires either precision screen printing or a gravure-derived transfer process — knife-over-roll alone is not adequate for feature resolution below about 0.3 mm.
Platinum-cure silicone is preferred over peroxide-cure for skin-contact wearable applications.True
Peroxide-cure systems leave residual peroxide decomposition byproducts that can cause skin sensitization. Platinum-cure (addition-cure) systems, when properly post-cured, produce no volatile byproducts and pass ISO 10993 cytotoxicity, sensitization, and skin irritation testing more reliably, which is why medical-grade and wearable-grade LSR specifications consistently require addition cure.
Application Methods and Performance Validation
Knife-over-roll handles continuous flat fabric up to about 0.05–0.5 mm coat weight per pass; dip coating suits three-dimensional or tubular textile forms where wrap geometry prevents blade access. Wash durability for skin-contact wearables is typically validated to 100+ cycles at 60°C per ISO 6330 — coatings that fail this often do so at seam edges, not flat panels, pointing to adhesion prep rather than silicone formulation as the root cause. UV resistance per ISO 4892-2 xenon arc at 1,000 hours should show no perceptible yellowing for platinum-cure silicone; this is a procurement checkpoint worth including in supplier qualification because lower-grade silicone blended with phenyl extenders can show slight discoloration that disqualifies architectural and consumer wearable applications.
Breathability trades directly against coat weight. Below roughly 30 g/m² total silicone add-on, useful moisture vapor transmission is preserved; above 60–80 g/m², the fabric behaves essentially as an impermeable membrane. Where that boundary sits for a given application depends on weave geometry and fiber denier — it cannot be read from a datasheet alone and requires prototype testing with the actual base fabric.
Comparing Liquid Rubber Chemistries Side by Side: Silicone vs. Polyurethane vs. Butyl vs. EPDM
Choosing the wrong chemistry doesn’t just mean suboptimal performance — it means premature failure, unplanned maintenance windows, and in some cases scrapped product or process downtime. The four dominant liquid rubber families each have genuine strengths and hard limits. Understanding both is what separates a defensible specification from a costly one.

Temperature Range and Thermal Stability
Silicone’s inorganic Si–O backbone is the decisive advantage here. Continuous service from -60°C to +230°C, with specialty high-phenyl grades holding integrity up to +300°C — no organic elastomer competes at either extreme. Polyurethane tops out at roughly 100–120°C in continuous service; push beyond that and you get creep, bond-line softening, and eventual hydrolytic degradation if moisture is present. Butyl and EPDM both perform adequately from approximately -40°C to +130°C, which covers most ambient construction and utility applications but rules them out anywhere near engine bays, industrial ovens, or high-heat electronics housings.
UV, Ozone, and Weathering Resistance
Silicone and EPDM both handle UV and ozone exposure well — silicone because its backbone is inherently non-organic, EPDM because its saturated polymer chain offers few sites for ozone attack. Aromatic polyurethanes yellow and chalk within one to three seasons outdoors; if you’re specifying a polyurethane coating for an exposed roof in a high-UV climate, you need aliphatic isocyanate chemistry, which narrows your supplier options and raises cost. Butyl is reasonable for weathering but trails EPDM on UV stability over multi-decade service.
Chemical Resistance, Elongation, and Tear Strength
Polyurethane’s elongation at break ranges from roughly 400–800% depending on formulation hardness, and its abrasion and tear resistance is genuinely superior to silicone in demanding mechanical environments. Silicone can deliver 300–700% elongation but with lower tear strength — a real constraint in applications involving sharp aggregate contact or mechanical abrasion cycles. Where polyurethane loses credibility is sustained immersion above 50°C in water or dilute acid; ester-based polyurethanes hydrolyze, and the timeline is not years but months under aggressive conditions. Silicone is broadly inert to dilute acids, alkalis, and most hydraulic fluids, which explains its dominance in fluid-contact sealing and semiconductor process environments.
Silicone liquid rubber outperforms polyurethane in hydrolytic stability at elevated temperaturesTrue
Silicone's Si–O backbone does not undergo hydrolysis under typical industrial exposure conditions, whereas ester-based polyurethane formulations are well-documented to degrade through hydrolytic chain scission when immersed in water above 40–50°C over extended periods.
Butyl stands apart on water vapor transmission — it is among the lowest of any elastomer, which is why it remains the chemistry of choice for vapor barriers and pneumatic sealing where moisture ingress tolerance is near zero.
Adhesion and Cure Complexity
Polyurethane bonds readily to concrete, metal, and most plastics without elaborate surface preparation. Silicone is more demanding — low-energy substrates like polyolefins or contaminated metal require specific primers, and bond failures traced back to skipped priming steps are a common field problem. EPDM, applied as pre-cured sheet or liquid, also requires surface activation for reliable adhesion to smooth substrates.
Cure mechanism complexity matters at the production level. Addition-cure silicones deliver tighter dimensional control and faster demold cycles but are poisoned by sulfur, tin, and certain amine compounds — a plant-floor contamination risk that catches processors unfamiliar with the chemistry.
Selecting by Scenario: A Practical Decision Framework
| Application Scenario | Recommended Chemistry | Primary Reason | Key Risk if Wrong |
|---|---|---|---|
| Exposed tropical roofing with ponding | Silicone | UV + hydrolytic stability | Polyurethane cracks, yellows within 2–4 years |
| Underground pipe with H₂S exposure | PU-silicone hybrid | Chemical resistance + adhesion | EPDM loses integrity; plain PU degrades |
| Automotive flange/RTV sealing | RTV silicone | Temperature range + oil resistance | Butyl or PU creep under thermal cycling |
| High-cycle production mold | Addition-cure silicone | Release + dimensional fidelity | PU molds degrade after 20–50 cycles |
| Cold-climate vapor barrier | Butyl | Lowest WVTR available | Silicone’s higher permeability allows moisture ingress |
Total Cost of Ownership: Where Silicone Often Wins
Material cost per kilogram for silicone runs two to four times higher than polyurethane and significantly above EPDM or butyl, depending on grade and order volume. That number alone drives many procurement decisions — incorrectly. A roofing membrane that requires recoating every five to seven years, plus the associated labor and application cost, can easily exceed the 15–20 year service life of a properly applied silicone system. Factor in reduced maintenance mobilizations, avoided production downtime in industrial settings, and lower warranty exposure, and the 10-year cost calculation frequently reverses. The honest recommendation is to run a full lifecycle cost model for any high-stakes application before letting the material price line item make the decision for you.
Application Methods, Equipment, and Process Control for Industrial Liquid Rubber Operations
Getting chemistry right is half the battle. The other half is applying it correctly — and that’s where most field failures actually originate.
Matching Application Method to Viscosity and Job Scale
Brush and roller application suits small repair patches and touch-up work, typically under 10 m², where the material viscosity runs between 5,000 and 30,000 mPa·s. Below that range the product sags on vertical surfaces; above it, you’re fighting drag marks and pinholes from incomplete leveling. For large-area work — roofing, tank linings, floor coatings — plural-component spray is the standard industrial choice, requiring materials formulated to 1,000–8,000 mPa·s at application temperature. Confined spaces like pipe annuli or cable conduit joints call for injection, often with a slow-reactive formulation to allow full cavity penetration before gelation begins. Mold-making and electronics encapsulation almost always use vacuum casting: pulling the mixed compound to below 5 mbar removes entrapped air that would otherwise read as voids in a finished part or create weak points in a potted power module.

Plural-Component Spray Systems: Where Setup Errors Cost You the Most
Two-component silicone and polyurethane systems demand heated hose equipment when viscosity at ambient temperature exceeds roughly 3,000 mPa·s. Hose temperatures typically run 40–70°C depending on material specification — too cold and the A and B components don’t atomize uniformly; too hot with moisture-reactive polyurethanes and you’re generating CO₂ in the hose before the nozzle. Proportioning pump accuracy must hold to ±1% by volume across the full flow range. Drift beyond that shifts the stoichiometric ratio enough to alter cure rate, final hardness, and — critically for liners — chemical resistance.
Static mixing heads work adequately for lower-viscosity, longer-pot-life systems. Dynamic heads are necessary when pot life falls below roughly 30 seconds or when one component is significantly higher viscosity than the other, because static elements alone can’t guarantee homogeneous mixing under those conditions. Flush protocol is non-negotiable at every break in spraying: uncured material left in a dynamic head will cure inside it, requiring full head replacement rather than a five-minute solvent flush. That’s a $200–800 repair versus a $10 flush — the economics are obvious.
Quality Control Checkpoints That Actually Catch Problems
Incoming material verification should include viscosity measurement against the supplier’s CoA range and a small-batch pot life check at site temperature. Ambient conditions shift pot life significantly; a product specified at 25°C may gel 30–40% faster at 35°C on a summer roof deck.
Wet film thickness gauges should be read every 50 m² at minimum, more frequently where applicators change or substrate texture varies. Holiday detection — electrical spark testing for pinholes — runs at 500–1,000 V for thin decorative or encapsulation films and at 2,000–5,000 V for thicker tank liners and pipe coatings. Skipping this step on immersion-service liners is how you get localized corrosion cells six months after installation. Adhesion pull-off testing per ASTM D4541 should confirm substrate bond strength before full-scale application proceeds; acceptable values depend on substrate type but values below 1.5 MPa on concrete typically indicate inadequate surface preparation.
Common Defects and Their Actual Root Causes
Fish-eye craters almost always trace to substrate contamination — residual cutting oils, finger contact, or silicone release agents from adjacent processes. A wipe-down with isopropanol and a fresh tack cloth before application costs minutes; rework costs hours.
Bubbling in polyurethane coatings typically means one of two things: substrate moisture driving CO₂ evolution during the urethane-forming reaction, or outgassing from a porous concrete surface that wasn’t sealed with a primer coat. Test substrate moisture content — above roughly 4% by weight on concrete is a risk threshold for most systems.
Delamination after cure almost always points to surface preparation failure rather than adhesive chemistry weakness. And cure inhibition in addition-cure silicones — where the surface remains tacky indefinitely — commonly results from sulfur contamination from certain rubbers, tin-based catalysts on adjacent tooling, or even residue from certain hand creams. It’s a frustrating defect because the material looks fine until you touch it.
Sulfur contamination from natural rubber tooling or certain adhesive tapes can permanently inhibit platinum-catalyzed silicone cure even at trace levelsTrue
Platinum catalyst poisoning by sulfur, nitrogen, phosphorus, and tin compounds is well-documented in silicone chemistry literature and confirmed by major silicone manufacturers in their processing guides.
Cure Monitoring Beyond the Datasheet’s Stated Time
Surface-dry time, through-cure time, and full property development are three distinct milestones — datasheets often report only the first. Shore A readings at defined intervals give a practical curve of hardness development. For critical encapsulation work — power electronics, sensors in aggressive environments — FTIR spectroscopy can confirm that reactive groups have crosslinked fully rather than merely appearing cured at the surface. Full mechanical and chemical resistance properties in silicone systems can take 24–72 hours at room temperature even after the material appears set; elevated post-cure at 100–150°C collapses that window considerably.
Safety and Environmental Controls
Polyurethane spray generates isocyanate aerosol. OSHA’s PEL sits at 0.02 ppm for common diisocyanates — a level reached quickly in enclosed spaces with inadequate ventilation. Supplied-air respirators, not cartridge respirators alone, are required for spray operations in confined or semi-enclosed areas. Condensation-cure silicones release acetic acid or methanol depending on formulation type; both require adequate ventilation and compatible storage conditions. VOC limits for indoor applications vary by jurisdiction but increasingly restrict solvent-borne formulations, making water-based or low-VOC silicone dispersions the practical choice for interior work. Maintain a documented PPE and emergency exposure protocol on site — not because regulations require the paperwork, but because isocyanate sensitization is irreversible once it occurs.
Frequently Asked Questions About Liquid Rubber Applications and Selection

Can liquid rubber be applied over existing coatings or waterproofing membranes?
Sometimes — but substrate compatibility drives everything. The first question is cohesive strength of the existing layer. Pull-off adhesion testing per ASTM D4541 or ISO 4624 is non-negotiable before overcoating: if the existing membrane pulls away from the substrate below 1.0 MPa, the new layer inherits that weak interface and will delaminate under hydrostatic cycling. Polyurethane liquid rubber bonds reasonably well over sound acrylic or aged bitumen if the surface is clean, dry, and lightly abraded. Silicone-based systems are more selective — they need either a primer or a mechanically keyed surface because silicone’s low surface energy works against adhesion as much as it works for weather resistance.
Full removal is required when the existing coating shows active blistering, osmotic bubbling, or inter-coat delamination exceeding roughly 5–10% of the total area. Patching over a failing membrane is how you turn a one-year problem into a two-year problem.
What is the shelf life of liquid rubber, and how should two-component systems be stored?
Single-component moisture-cure systems typically carry 9–15 months shelf life from manufacture, stored sealed at 5–25°C. The practical kill mechanism is moisture ingress: a partially opened pail in a humid warehouse can skin over within days. Part A/Part B polyurethane systems need dry, cool storage — avoid below 5°C because freeze-thaw cycling can separate fillers or induce crystallization in the isocyanate component, causing mixing ratio errors even when you think you’ve re-homogenized it. Part B (polyol) components are less moisture-sensitive but will absorb humidity over time, degrading open time and final film properties.
Mark every opened container with a date. If Part A has visible crystals or Part B has a surface film, don’t guess — test a small batch on a glass plate and check cure time against the datasheet before committing to a full pour.
How thick does liquid rubber need to be for effective waterproofing?
Dry film thickness (DFT) requirements depend on exposure class. For low-slope roofing under normal foot traffic, 1.5–2.0 mm DFT is a common specification floor. Below-grade applications — foundation walls, tunneling, tank linings — typically specify 2.0–3.5 mm because hydrostatic pressure and abrasive backfill both demand additional section. Potable water tank linings often require 2.5 mm minimum with holiday testing at 1,500–2,000V to confirm film continuity. Applying thinner to save material is a straightforward path to warranty claims: a 1.0 mm film on a concrete deck in a freeze-thaw climate will fatigue-crack at surface voids long before the material itself reaches its chemical lifetime.
Is liquid rubber food-safe or suitable for potable water contact?
All silicone liquid rubbers are food-safe by default.False
Food safety and potable water contact require specific certifications — FDA 21 CFR 177.2600 for silicone in repeated food contact, and NSF/ANSI 61 for potable water system components. A generic industrial silicone sealant may share base chemistry with a food-grade product but contain catalysts, plasticizers, or pigments not evaluated for extraction limits. Polyurethane and solvent-containing butyl systems are generally unsuitable for food or drinking water contact without explicit certification.
Always request the specific certificate, not just the chemistry claim. Solvent-borne polyurethane and aromatic isocyanate systems should be excluded from food and water contact applications entirely.
What is the difference between RTV silicone and liquid silicone rubber (LSR)?
Both start from similar polydimethylsiloxane chemistry. The split is in the cure mechanism and process. RTV — room-temperature vulcanizing — cures at ambient conditions, either by atmospheric moisture (one-part) or by mixing a base with a crosslinker (two-part). LSR is a two-component, platinum-catalyzed system designed for injection into heated closed molds at 150–200°C. LSR enables tighter dimensional tolerances, flash-free parts, and high-volume automated production. RTV is better suited for field application, encapsulation, and mold-making. Neither is interchangeable in process equipment.
Can liquid rubber be used for permanently submerged applications?
Silicone performs well in continuous immersion — its Si-O backbone is essentially inert to water, and service life in submerged freshwater environments routinely extends beyond 20 years. Polyurethane is the concern: aromatic polyurethane grades hydrolyze progressively above 50°C in water, losing tensile strength and developing surface tackiness. Aliphatic polyurethane grades perform better but are still not the preferred choice where water temperature fluctuates or where chemical dosing occurs (as in aquaculture tanks or water treatment). Butyl rubber’s extremely low water vapor transmission rate makes it the material of choice for below-dam applications and reservoir liners where vapor diffusion matters as much as direct water contact.
How does UV exposure affect different chemistries over 10–20 years?
Aromatic polyurethane will yellow and chalk within 1–3 years of direct UV exposure — this is photodegradation of the aromatic isocyanate segment, not a coating defect. Switching to aliphatic isocyanate (HDI or IPDI-based) formulations substantially slows this but does not eliminate it; UV stabilizer packages add another 3–5 years of appearance retention. Acrylic-modified systems chalk more slowly but eventually lose elongation as the polymer embrittles.
Silicone carries a genuine UV advantage. The Si-O-Si backbone absorbs essentially no UV radiation in the terrestrial spectrum. No UV stabilizer additives are required to maintain mechanical properties, which is why silicone roof coatings and aerospace sealants tested after 15–20 years of outdoor exposure often show elongation retention above 80% of original values — a performance profile polyurethane cannot match at the same exposure duration without reformulation.
Sourcing Liquid Rubber from China: Supply Chain Transparency, Quality Assurance, and Partnering with SiliconChemicals
China’s position in organosilicon chemistry isn’t accidental. Three distinct production corridors—Jilin’s Xinghuo cluster, the Zhejiang coastal manufacturing belt, and Guangdong’s export-oriented processing zone—create an integrated feedstock-to-finished-product chain that Western buyers rarely find replicated elsewhere. A European or North American formulator typically purchases siloxane intermediates from one supplier, platinum catalyst from another, and crosslinker packages from a third, then compounds in-house. The Chinese cluster model collapses those tiers. Raw silicon metal, chlorosilane synthesis, polymerization, and compounding happen within the same regional ecosystem—sometimes within the same facility. That compression cuts lead times and reduces the margin stacking that occurs when materials change hands multiple times before reaching the compounder.

What SiliconChemicals Actually Manufactures and Supplies
The product portfolio maps directly to what a liquid rubber formulator or end-user needs at different points in their process. Dimethylsiloxane polymer intermediates and vinyl-terminated polydimethylsiloxane (Vi-PDMS) serve compounders who build their own RTV or LSR formulations. Platinum catalyst systems—both Karstedt-type and microencapsulated versions for extended pot-life applications—are supplied with documented activity specifications, not just nominal platinum content. Crosslinker packages (methylhydrosiloxane-based, formulated for controlled hydrogen evolution) ship with viscosity certificates and Si-H equivalent weight data per lot. For buyers who need a ready-to-use solution, compounded two-part liquid silicone rubber formulations are available across a viscosity range of roughly 500 to 80,000 mPa·s, with cure profiles calibrated for ambient, elevated-temperature, or platinum-catalyzed systems depending on the target application.
Quality Infrastructure That Holds Up to Scrutiny
ISO 9001 certification establishes the management framework, but the analytical infrastructure behind it is what actually protects batch consistency. In-house GPC characterizes molecular weight distribution on polymer intermediates—relevant because Mn and PDI directly affect viscosity stability and mechanical performance of the cured elastomer. A viscometer fleet covering Brookfield and cone-and-plate geometries handles both Newtonian intermediates and shear-thinning compounded products. Mechanical test capability per ASTM D412 (tensile and elongation) and ASTM D624 (tear strength) means cured film properties are verified, not inferred from formulation models. Lot traceability runs from raw material certificates through in-process checks to outbound CoA, which matters for customers operating under IATF 16949 automotive supplier requirements or IPC-610 electronics assembly standards.
SiliconChemicals provides per-lot CoA documentation including viscosity, cure time, and cured mechanical properties for compounded liquid rubber products.True
This is consistent with ISO 9001-compliant QMS practice and is a standard expectation for industrial chemical supply to regulated sectors including automotive and electronics.
Addressing Legitimate Buyer Concerns Directly
IP protection for proprietary formulations is handled through NDA frameworks before any formulation-level technical exchange. Regulatory documentation—REACH SVHC declarations, RoHS compliance letters, and TSCA inventory confirmation—is prepared in English and available before order placement, not after. Batch-to-batch viscosity variation is controlled to within ±10–15% of nominal, with tighter tolerances negotiable for high-volume qualified supply agreements. English-language TDS and SDS are standard, not a special request.
How the Partnership Model Works in Practice
Qualification sampling starts at 1–5 kg for lab-scale formulation work, scaling to 25 kg drums, 200 L drums, and IBC quantities as programs advance. Logistics options from Shanghai, Ningbo, and Guangzhou include CIF and DDP terms, which simplifies landed-cost calculations for procurement teams managing import compliance. Technical application support—formulation adjustment for specific cure schedules, viscosity targets, or substrate compatibility—is available before and after first purchase.
If you’re specifying liquid rubber for roofing membranes, electronics potting, industrial mold-making, or any of the segments covered in this article, submit your application parameters—substrate, service temperature range, required elongation, cure method, and regulatory requirements—and SiliconChemicals’ technical team will return a chemistry recommendation with supporting data, not a catalog link.














