
Silane coupling agent quality failures rarely announce themselves at the receiving dock — they surface three weeks later as delamination on a bonded assembly line, or as adhesion test rejections that force you to quarantine an entire production batch. By then the cost isn’t just the material; it’s downtime, scrap, customer claims, and the engineering hours spent tracing the root cause back to a lot of Z-6030 or APTES that quietly drifted outside spec. Procurement teams that treat silane coupling agents as a commodity buy on price, get burned on consistency, and spend the savings twice over fixing the fallout.
To compare silane coupling agent suppliers effectively, evaluate four factors in combination: verified purity by GC analysis (industrial grades should reach 95–98%, electronic grades above 99%), batch-to-batch coefficient of variation below 0.5% for key parameters like methoxy content and hydrolysis rate, current regulatory certifications including REACH and RoHS, and documented process controls such as ISO 9001 scope covering synthesis — not just packaging.
What makes this comparison genuinely difficult is that most suppliers will hand you a COA that looks identical on paper. The real differentiators are buried in how that COA was generated, how often production lots are actually tested, and whether the supplier’s quality system has ever been audited under conditions that matter to your application. The sections that follow give you the specific technical and commercial levers to cut through the paperwork.

Decoding Quality Metrics: What Technical Specifications Actually Tell You About a Silane Coupling Agent
A purity number on a technical data sheet is a starting point, not a conclusion. Procurement teams that treat “97% purity by GC” as sufficient due diligence are comparing suppliers on incomplete information — and often discover the gap only after a batch failure or a customer complaint. Here is what the specification sheet should contain, and what each parameter actually means on the production floor.
Why the Impurity Profile Matters More Than the Purity Number
Gas chromatography gives you a percentage of the main peak. What it does not automatically tell you is the identity of the remaining fraction. A silane coupling agent at 97% purity from a well-controlled synthesis route may carry residual ethanol or methanol as primary byproducts — solvents left over from the methanolysis or ethanolysis step. These are essentially benign at typical use concentrations. They evaporate, they do not react adversely with most substrates, and they are expected.
The dangerous impurities are different in kind. Disiloxane byproducts form when the silane undergoes partial self-condensation during storage or synthesis, and they contribute no coupling functionality — they dilute your active agent without appearing as an obvious defect. More critically, unreacted chlorosilane intermediates carry hydrolyzable chloride that releases HCl in the presence of moisture. Even a small concentration can deactivate platinum catalysts in addition-cure silicone systems or initiate corrosion pathways in aluminum-filled composites long before any visible sign appears. Ask your supplier: what does the 3% contain? A credible supplier can answer that question with supporting GC data.
Hydrolyzable Chloride Content: The Hidden Corrosion Risk
Chloride content does not appear on every standard CoA, but it should be non-negotiable for any electronics or precision-adhesive application. The working benchmarks are below 20 ppm for electronics-grade silanes and below 50 ppm for general industrial grades. These thresholds exist because chloride ions migrate under electrical bias, accelerate metal corrosion in copper and aluminum interconnects, and — at concentrations that seem trivial by weight — are sufficient to poison the platinum catalyst in hydrosilylation systems. A formulator troubleshooting unexplained cure inhibition in an addition-cure silicone should request chloride content data before suspecting any other variable.
Refractive Index and Specific Gravity as Fast IQC Gatekeepers
Before sending a sample to the GC lab, incoming quality control can screen a lot in under five minutes. Refractive index and density are fast, non-destructive, and highly sensitive to substitution or dilution. For vinyltrimethoxysilane, the expected refractive index at 20°C (nD20) is approximately 1.392 and density runs near 0.974 g/cm³ — though exact values depend on temperature calibration and instrument accuracy. A deviation of more than ±0.002 in refractive index from the supplier’s stated value is a reliable trigger for full re-analysis. It does not confirm what is wrong, but it confirms something is. Specific gravity deviations above ±0.005 g/cm³ carry the same implication. These checks cost almost nothing and can prevent a contaminated batch from entering your mixing room.
Color: Not Cosmetic in Optical and Transparent-Bond Applications
APHA (Hazen) color rating looks like an aesthetic metric until you are formulating a UV-cure optical fiber coating or a transparent structural adhesive. In those applications, color above APHA 20 introduces haze, causes downstream spectrophotometric measurement errors, and signals potential oxidation or contamination in the silane itself. Reputable suppliers targeting premium segments hold APHA below 15. Commodity product commonly ships at APHA 20–30. That difference is invisible in a black-filled rubber compound and critical in a clear laminating adhesive.
Functional Group Assay: The Parameter That Confirms What the Molecule Can Actually Do
Purity by GC tells you the molecule is present. Functional group assay tells you the molecule is intact and active. For amino-functional silanes, back-titration with standardized acid quantifies the amine content directly. For methacryloxy and epoxy silanes, FTIR peak ratio analysis at characteristic absorption bands — the methacrylate C=O stretch near 1715 cm⁻¹, the epoxide ring deformation near 910 cm⁻¹ — gives a rapid semi-quantitative check that the reactive group has not hydrolyzed or polymerized during storage.
A certificate of analysis that reports only GC purity without functional group assay is insufficient for qualifying a silane coupling agent in reactive adhesive or composite applications.True
Functional group degradation — through hydrolysis, self-condensation, or thermal exposure — can occur without a detectable change in GC purity, because the degraded species may co-elute or represent only a small mass fraction. Functional assay directly confirms the molecule retains its coupling capability.
Request CoAs that carry both parameters side by side. If a supplier cannot provide functional group assay data on request, that absence tells you something about their quality system.
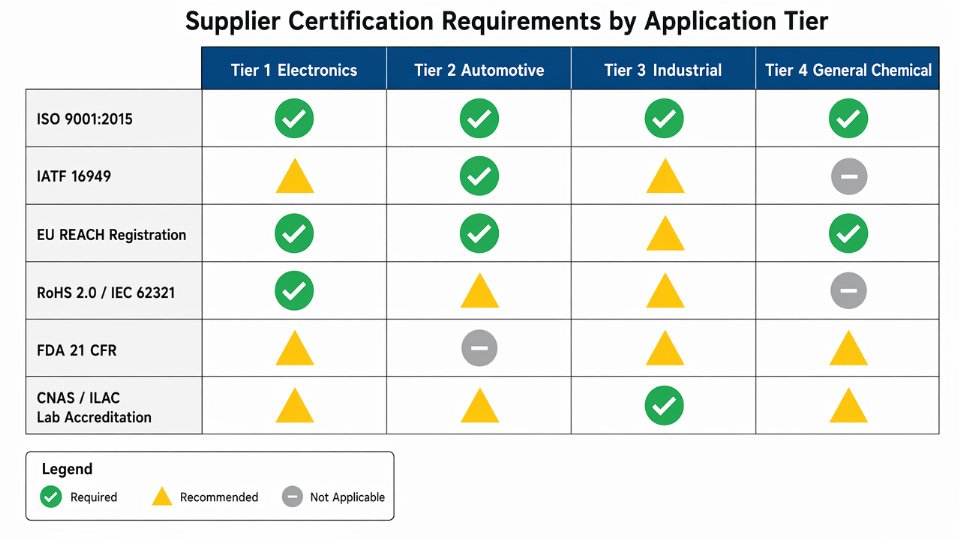
Certification Landscape: REACH, RoHS, ISO, and Application-Specific Compliance Requirements Mapped to Supplier Tiers
Certifications are not interchangeable. A supplier holding an ISO 9001 certificate while lacking REACH registration is operationally useless if you’re shipping into the EU. Understanding which compliance documents matter for your specific application — and how to verify they’re genuine — separates a credible procurement audit from a checkbox exercise.
EU REACH: Registration Numbers vs. Inventory Listings
The most common confusion procurement teams encounter is conflating C&L Inventory notification with full REACH registration. Notification costs almost nothing and proves nothing about supply chain legality. Full registration under REACH Regulation (EC) No 1907/2006 requires a Registration Number in the format 01-XXXXXXXXXX-XX-XXXX — that number is traceable on ECHA’s public dissemination portal in under two minutes.
The major commodity silane coupling agents — VTMS (vinyltrimethoxysilane), APTES (3-aminopropyltriethoxysilane), MPTS (3-mercaptopropyltriethoxysilane), and GPS (3-glycidoxypropyltrimethoxysilane) — are registered under REACH, and a supplier genuinely in the supply chain can provide either a Registration Number or a valid Supply Chain Communication letter from their Only Representative (OR). An OR is a legal entity established in the EU that accepts regulatory responsibility on behalf of non-EU manufacturers. If a Chinese supplier offers you neither, assume they are not a legitimate downstream link in a REACH-compliant chain. Getting this wrong exposes your EU customer to import seizure risk, not just a compliance paperwork issue.
Most major silane coupling agents including VTMS, APTES, MPTS, and GPS are already registered under REACH, so buyers sourcing these substances should be able to receive a traceable registration number from any legitimate supplier.True
ECHA's public dissemination database confirms registrations for these substances. The 12–36 month and EUR 50,000–250,000 registration burden applies primarily to less common or recently developed silane structures, not to these high-volume commodity grades.
RoHS 2.0: Scope Is Narrower Than Most Assume
RoHS 2.0 (Directive 2011/65/EU, amended by 2015/863/EU) applies when the silane coupling agent ends up in electrical and electronic equipment placed on the EU market. If you’re using silane for PCB surface adhesion promotion or conformal coating bonding layers, your supplier should provide a Declaration of Conformity that references specific IEC 62321 test results for the ten restricted substances. Critically, a generic RoHS “declaration” letter without a referenced test report is not acceptable documentation. Request the actual IEC 62321 test data, ideally from a CNAS- or ILAC-accredited laboratory.
ISO 9001:2015: Certificate vs. Functioning QMS
A certificate issued after a one-day audit at a new facility and a certificate maintained through biannual third-party surveillance audits by Bureau Veritas, SGS, or TÜV Rheinland represent entirely different operational realities. Ask for the most recent surveillance audit report summary — not just the certificate face page. Legitimate suppliers share corrective action records and closure evidence without hesitation. Refusal to share audit summaries is a warning signal.
IATF 16949 for Automotive Applications
Suppliers serving tire reinforcement or automotive sealant applications should either hold IATF 16949 certification or demonstrate an active implementation roadmap with a defined completion timeline. Tier 1 automotive OEM supply chains increasingly require this upstream. A supplier with ISO 9001 only, serving automotive, is already a risk flag worth escalating internally before qualification.
Food-Contact and Medical-Adjacent Requirements
FDA 21 CFR compliance letters apply at the product level, not company level — confirm the letter references the specific silane grade you’re purchasing, not the company broadly. For medical device bonding using silane-treated substrates, USP Class VI biocompatibility testing applies to the cured or treated article, not necessarily the neat silane itself. These distinctions matter when your regulatory team submits device filings.
Verifying Chinese Manufacturer Certifications
Cross-reference ISO certificates through the CNCA public database (cnca.gov.cn), where legitimate certificates carry traceable registration codes. For laboratory test data, verify the issuing lab’s CNAS accreditation number against the CNAS public list (cnas.org.cn). Factory audit reports from SGS or Intertek — conducted under their standard manufacturing audit protocols and bearing a unique report reference number — are internationally recognized and verifiable directly with those certification bodies. A supplier who provides a certificate without a traceable reference number to an issuing body should be treated as unverified until confirmed otherwise.
Batch-to-Batch Consistency: Statistical Process Control Indicators That Predict Supplier Reliability
A single certificate of analysis tells you what happened in one batch on one day. It tells you almost nothing about what will happen to your process six months from now. For silane coupling agents used in precision rubber compounding, fiber sizing, or electronics encapsulants, lot-to-lot drift is the failure mode that catches plants off guard — showing up as adhesion failures, moisture uptake spikes, or cure inconsistencies long after the initial qualification passed without issue.
Cpk Is the Number to Ask For First
Process capability index (Cpk) translates specification limits and real process variation into a single, comparable figure. A Cpk above 1.33 is the accepted floor for critical parameters in precision applications — it means the process sits at least four standard deviations inside the spec window on the tighter side. For silane coupling agents, the parameters that matter most are purity (by GC), hydrolyzable chloride content, and functional group assay such as methoxy or vinyl content. Commodity suppliers rarely track Cpk formally. When you ask, you learn fast: a supplier who can hand you a multi-lot Cpk report within 48 hours has a functioning SPC system. One who responds with a fresh CoA is showing you they don’t.
Request Cpk data across a minimum of 20–25 consecutive production lots, not a cherry-picked selection. Top-tier suppliers maintain a CV below 0.5% across key parameters; commodity-tier production routinely runs 2–5% CV, which translates directly into variability in your coupling efficiency and, in filled systems, in tensile strength scatter across production runs.
A Cpk above 1.33 is the accepted minimum for critical parameters in precision manufacturing applications.True
This threshold corresponds to a process centered at least 4 standard deviations from the nearest specification limit, giving a theoretical defect rate below 64 ppm — the standard cited in automotive and electronics quality systems such as IATF 16949 and semiconductor supplier qualification programs.
What a 12-Month CoA Pack Reveals
Ask for 10–20 consecutive lot CoAs covering a full calendar year. This is not bureaucratic box-ticking — it surfaces three things a single data point never can. First, drift: a slow shift in hydrolyzable chloride trending toward the upper limit signals process erosion or a feedstock change. Second, seasonal variation: silane production in China’s Yangtze River Delta industrial belt runs into genuine ambient humidity challenges during June–September. Moisture-sensitive intermediates and drum-filling operations are vulnerable, and summer lots sometimes show measurably higher chloride content if a supplier’s facility lacks rigorous humidity control. Third, step changes: an unexplained jump in a parameter mid-year usually marks a raw material source switch or a process adjustment the supplier never disclosed.
Raw Material Integration Is a Structural Advantage
Chlorosilane feedstock quality — specifically SiCl4 and CH3SiCl3 purity and consistency — sets the ceiling on what any downstream silane producer can achieve. Suppliers sourcing chlorosilanes from spot markets absorb upstream variation they cannot fully control. Integrated producers operating within captive organosilicon clusters, where feedstock quality is monitored end-to-end, have a structural consistency advantage that shows up in Cpk data rather than marketing language.
Packaging SOP Is Not a Minor Detail
Silane coupling agents begin degrading the moment they contact moisture. Inconsistent nitrogen-blanketing during drum filling — an SOP issue, not a chemistry issue — can degrade purity within the first four weeks of storage. Request documented packaging procedures and, where possible, headspace oxygen and moisture data from filled drums. Acceptable headspace moisture typically runs below 100 ppm depending on the specific silane; anything higher shortens effective shelf life and shifts your incoming QC results even before the material is used.
Incoming Qualification Protocol
Run your first three production lots through full in-house analysis before releasing any to your process. Build a correlation study between your IQC method and the supplier’s CoA methodology — differences in GC column, injection technique, or reference standard can create systematic offsets that look like lot variation but are purely analytical. Once the correlation is established, set documented alert limits (typically 70–80% of the way to the spec limit) and action limits before full production use. This structure means you catch drift early, when it is still manageable, rather than during a customer complaint investigation.
Technical Support Depth as a Proxy for Supplier Expertise: Questions to Ask Before Signing a Supply Agreement
Paper documents — certificates, spec sheets, CoA binders — tell you what a supplier claims about their product. A structured technical conversation tells you whether they actually understand it. For silane coupling agents, where the difference between a 95%-purity industrial grade and a 99%-purity electronic grade can mean the difference between a field failure and a 10-year service life, supplier expertise is not a soft differentiator. It is a procurement risk factor.
Tiered Technical Qualification Questions
Start simple and escalate. The progression itself is diagnostic.
A basic question: “Can you identify the major impurity species in this product and describe the synthesis route at a process level?” A genuine manufacturer will distinguish between hydrolysis by-products (methanol or ethanol, depending on alkoxy group), residual starting silanes, and oligomeric species formed during condensation side reactions. A trading company will send you the product data sheet again.
An intermediate question: “What loading level do you recommend for a silica-filled EPDM compound targeting 55–65 Shore A hardness, and what mixing protocol do you suggest?” The answer depends on the silane chemistry, the silica surface area (BET), and the mix temperature window — a technically grounded supplier will ask you clarifying questions before answering. That back-and-forth is a positive signal, not evasion.
An advanced question: “Can you provide surface coverage density data in µmol/m² for your aminosilane grade on our specific fumed silica?” This requires the supplier to have run — or to be willing to run — elemental analysis or thermogravimetric testing on a characterized substrate. Coverage density typically ranges from 1 to 4 µmol/m² depending on silane molecular weight, reaction conditions, and silica hydroxyl density. A supplier who can quote that range and explain what drives the variance is operating from real laboratory data.

Why Response Quality Outweighs Response Speed
A reply within two hours that cites only internal product literature is worth less than a reply within 48 hours that references Plueddemann’s mechanism for silane adhesion promotion, or a peer-reviewed study on hydrolysis kinetics under varying pH and temperature conditions. The latter tells you the supplier has R&D staff who read primary literature, not just application engineers who forward datasheets. When evaluating written responses, look specifically for quantified claims with stated test conditions, acknowledgment of application-specific limitations, and recommendations that could be falsified by your own bench testing.
Suppliers with genuine in-house R&D routinely reference peer-reviewed silane chemistry literature in technical responses, not just internal product datasheets.True
Application chemists at silane manufacturers with active synthesis and formulation programs engage directly with academic and industry literature on hydrolysis kinetics, surface coverage, and adhesion promotion mechanisms — this is a consistent differentiator from trading intermediaries who lack laboratory staff.
Application Laboratories as a Real Differentiator
Ask for a written list of application test capabilities, not a marketing summary. Relevant capabilities include glass fiber sizing evaluation (pull-out force, interlaminar shear strength), mineral filler surface treatment optimization for thermoplastic compounds (Mooney viscosity, bound rubber content), and silane primer adhesion testing on aluminum or concrete substrates (cross-cut adhesion, salt-spray resistance). Request one or two recent test reports — redacted for client confidentiality is acceptable — to verify that the described capability is active, not aspirational.
Non-Conformance Response as a Quality Culture Indicator
Ask directly: “Walk me through what happens internally when a customer reports a performance anomaly linked to a lot deviation.” The answer separates quality-managed suppliers from those running on informal exception handling. You want to hear about a documented 8D process, a formal root cause investigation with traceability back to production records, and a closed CAPA with defined verification criteria. Suppliers who can share anonymized examples of past 8D reports are giving you hard evidence of quality culture — far more reliable than an ISO 9001 certificate displayed on a website.
How SiliconChemicals Structures Technical Engagement
SiliconChemicals organizes its application chemistry team by end-market — composites and rubber compounding, sealants and adhesives, coatings and primers, and electronics and optical materials — so that customer queries reach a chemist with direct formulation experience in that segment. Response SLAs for technical queries are defined in writing before a supply agreement is signed, not negotiated after a complaint arises. For customers in evaluation or scale-up phases, the team can prepare customized silane blends or pre-treated filler samples — surface-modified calcium carbonate, treated fumed silica, functionalized glass beads — for in-house trials before any volume commitment is made. That capability shortens qualification cycles and eliminates the ambiguity of comparing a supplier’s lab data against your own production conditions.
Supply Chain Transparency and Risk Resilience: Evaluating a Silane Supplier’s Production and Logistics Infrastructure
Post-2020 supply chain experience taught procurement teams a hard lesson: a technically excellent silane coupling agent from an unreliable supplier can shut down a production line just as effectively as a substandard product. Evaluating supply security is no longer optional due diligence — it belongs in the same evaluation framework as purity specs and batch consistency.
China’s Organosilicon Industrial Cluster Advantage
Geography matters far more in organosilicon chemistry than most buyers realize. Silane coupling agents are downstream derivatives of chlorosilane intermediates — methyltrichlorosilane, dimethyldichlorosilane — which are energy-intensive and infrastructure-heavy to produce. Manufacturers located within integrated silicone industrial parks in Jiangxi, Zhejiang, Yunnan, or Xinjiang provinces sit adjacent to chlorosilane producers, shared utility grids, and common waste treatment systems. That co-location translates directly into lead time stability.
A standalone chemical blender sourcing chlorosilane on spot markets from a third-party producer carries 2–4 additional supply chain nodes between raw material and finished product. Each node is a potential disruption point. An integrated cluster manufacturer, by contrast, can receive chlorosilane feedstock by dedicated pipeline or within a short intra-park logistics loop, often turning raw material to finished silane within 5–10 days rather than 3–6 weeks. When demand surges or freight markets tighten, that structural advantage compounds quickly.
Ask prospective suppliers to identify exactly where their plant sits relative to chlorosilane production. “We have good relationships with suppliers” is not the same answer as “our chlorosilane feed comes from a co-located producer within the same industrial park.” Push for specifics.
Dual-Sourcing of Chlorosilane Feedstock
Single-source feedstock dependency is a quiet supply risk that only surfaces during a shortage. A credible manufacturer should maintain at least two qualified chlorosilane suppliers and be willing to name both — or at minimum confirm audited qualification status for each. Ask directly: what is their minimum safety stock policy for key intermediates? A serious answer specifies inventory days rather than vague reassurances. Thirty to sixty days of strategic feedstock inventory is a realistic and operationally meaningful benchmark; anything below 15 days suggests a lean-running operation that has little buffer against upstream disruption.
Suppliers within integrated organosilicon industrial clusters in China typically maintain shorter and more stable lead times than standalone blenders due to co-located chlorosilane production.True
Chlorosilane is the primary feedstock for silane coupling agent synthesis. Physical proximity to chlorosilane production reduces transportation lead times, logistics risk, and spot-market price exposure, which are well-documented structural advantages of integrated chemical industrial parks.
Production Capacity Verification
Nameplate capacity and demonstrated sustainable capacity are not the same number, and that gap matters when your order volume spikes 30–50% due to a product launch or supply rebalancing event. Request a third-party capacity audit or a supervised site visit. During the visit, look for reactor utilization logs, maintenance schedules, and whether the distillation and purification trains are sized to match reactor output — bottlenecks often sit in finishing steps, not synthesis. A supplier running at 85–95% utilization routinely has almost no surge headroom; one running at 60–70% can absorb your volume increase without quality compromise.
Export Logistics Competence for Hazardous Materials
Silane coupling agents are classified as flammable liquids under dangerous goods regulations — typically UN 1993 (flammable liquid, N.O.S.) or UN 3082 (environmentally hazardous substance, liquid) depending on specific product and formulation. Proper export requires IMDG-compliant packaging, accurate SDS and DG declarations, and an export license in order. Beyond that, destination-country import compliance varies significantly: TSCA pre-manufacture notification for the United States, K-REACH registration for South Korea, CSCL compliance for Japan. A supplier who has shipped to your target market before — and can provide freight forwarder references and historical shipping documentation — carries meaningfully lower logistics execution risk than one encountering your destination requirements for the first time. Ask for copies of prior DG shipper declarations for your target trade lane. Silence or vague answers here is a genuine warning sign.
Force Majeure Preparedness
Ask any candidate supplier what happens to your orders if their primary plant faces a 30-day shutdown — whether from regulatory inspection, equipment failure, or an extreme weather event. Credible answers involve specific contingency mechanisms: a toll-manufacturing agreement with a qualified third-party plant, a dedicated bonded warehouse inventory buffer program for long-term contract customers, or a documented cross-plant production transfer protocol. Suppliers who simply say “it hasn’t happened” are answering a different question than the one you asked. Supply continuity agreements, even informal ones, signal that the supplier has stress-tested their own vulnerability and built mitigation into their commercial relationships — which is exactly the operational maturity that separates a strategic long-term partner from a transactional vendor.
Building a Structured Supplier Scorecard: A Practical Evaluation Matrix for Silane Coupling Agent Sourcing Decisions
Every section above has built toward a single practical outcome: replacing gut-feel vendor selection with a repeatable, defensible process. The scorecard below synthesizes those criteria into five weighted domains. Use it at the desktop stage, then again after an audit, and keep the completed sheets on file — they become your institutional memory when a supplier changes ownership or a new procurement manager inherits the program.
The Five-Domain Weighted Framework
| Evaluation Domain | Suggested Weight | Rationale |
|---|---|---|
| Product Quality | 30% | Purity, hydrolyzable chloride, functional group assay, and APHA color directly determine formulation performance and end-product yield |
| Batch Consistency | 25% | Process capability data predicts future defect rates better than any single CoA |
| Regulatory Compliance | 20% | Non-compliance blocks market access; retroactive remediation is expensive and slow |
| Technical Support Capability | 15% | Application depth separates manufacturers from traders; this domain exposes itself quickly under direct questioning |
| Supply Chain Resilience | 10% | Weighted lowest but capable of nullifying all other scores if a single disruption halts your line |
Scoring Anchors: What Each Level Actually Looks Like
Product Quality (30%)
Score 1 — Supplier provides a CoA with purity stated as a single number, no GC methodology cited, hydrolyzable chloride absent from the document, and APHA not reported. Score 3 — GC purity confirmed at 95–98%, hydrolyzable chloride below 50 ppm, functional group assay within ±2% of specification, APHA ≤ 20. Score 5 — GC purity consistently above 99% for high-performance grades or tightly held at the stated industrial-grade target, hydrolyzable chloride routinely below 20 ppm, functional group assay CV demonstrably below 0.5%, APHA ≤ 10 with the test method and instrument referenced on every CoA.
Batch Consistency (25%)
Score 1 — Supplier cannot supply more than the most recent CoA; no Cpk data exists. Score 3 — Twelve months of CoAs available on request, Cpk between 1.00 and 1.33 on critical parameters, no formal SPC program documented. Score 5 — Cpk > 1.33 across methoxy content, hydrolysis rate, and purity with a full 12-month CoA pack showing no out-of-trend results; written SPC monitoring procedure provided; shelf-life data from accelerated stability studies attached.
Regulatory Compliance (20%)
Score 1 — No REACH registration for EU-destined material, no ISO 9001 certificate, RoHS status unknown. Score 3 — REACH registered in the relevant tonnage band, ISO 9001 current, RoHS declaration available but not third-party verified. Score 5 — REACH registration documents available for review (not just claimed), ISO 9001 with scope explicitly covering silane production, application-specific certifications such as TSCA for the US market or GB standards for domestic China supply, and a written procedure for communicating regulatory changes to customers.
Technical Support Capability (15%)
Score 1 — Inquiries handled by a sales representative with no direct access to technical staff; application questions met with data sheet re-sends. Score 3 — Technical contact available, response within 48 hours, basic formulation guidance offered. Score 5 — Dedicated application laboratory with documented adhesion, coupling efficiency, and surface treatment test protocols; customization capability evidenced by at least one case of modified product specification; technical response within 24 hours with structured written recommendations.
Supply Chain Resilience (10%)
Score 1 — Single production site, no disclosed feedstock agreements, lead time stated as “subject to availability.” Score 3 — Stated production capacity buffer of at least 20% above your contracted volume, lead time commitments in writing, one backup logistics route identified. Score 5 — Auditable raw material inventory policy, minimum 30-day safety stock commitment, documented business continuity plan, and at least two qualified freight forwarder relationships.
Two-Stage Qualification Process
Desktop evaluation using the scorecard should come first. Request documentation, run the score, and only invite suppliers who reach 3.5 out of 5.0 into the next stage. Below that threshold, the gaps are typically structural — absent certifications, no SPC data, no technical staff — and unlikely to be resolved through dialogue.
For suppliers above 3.5, conduct an on-site or virtual audit within 60–90 days. Focus the audit on the production floor and QC laboratory, not the conference room. Verify that the SPC charts presented in the documentation are actually posted at the process station or accessible in the QC system in real time. A supplier that prints clean SPC charts for your visit but runs without them day-to-day is a score-3 operation dressed as score-5.

Before granting approved supplier status, require a production trial covering three consecutive lots shipped to your facility. Test each lot against your full incoming QC specification, not just the supplier’s CoA parameters. Three clean consecutive lots with Cpk data attached is the minimum evidence base for a sourcing decision you may carry for three to five years.
Total Cost of Ownership: The Price Trap
The instinct to award on unit price is understandable. It is also consistently expensive. Model TCO by summing unit purchase price, supplier qualification cost (internal engineering hours plus any third-party audit fees), incoming QC cost per lot, scrap and rework attributable to silane inconsistency, and technical support cost when problems require escalation.
A silane coupling agent supplier priced 8–12% higher but demonstrably superior in batch consistency and technical support often delivers lower total cost of ownership over a 12-month supply horizon.True
Downstream scrap, rework labor, and line downtime caused by inconsistent silane performance routinely exceed the price premium of a better-qualified supplier, particularly in rubber compounding, fiber sizing, and adhesive manufacturing where silane loading errors directly affect mechanical test pass rates.
The math depends heavily on your application’s scrap cost and your line’s sensitivity to silane variation — a commodity construction sealant is more forgiving than a structural adhesive used in load-bearing assemblies — but the direction of the calculation rarely reverses.
Re-Evaluation Cadence
Approved supplier status should not be permanent. Re-score annually using the same scorecard, updating the consistency domain with the previous 12 months of CoA data. Trigger an immediate out-of-cycle re-evaluation for any lot rejection, any process change notification received from the supplier, or any confirmed change in ownership, production site, or key personnel in the supplier’s QC function. Supplier quality programs erode silently; structured re-evaluation is the only reliable detection mechanism.
Red Flags and Disqualifying Signals: How to Identify Unqualified Silane Coupling Agent Suppliers Before Damage Occurs
Price pressure is real. So is the temptation to approve a new supplier based on a clean-looking certificate and a quote that comes in 15% below your current source. But in silane coupling agent procurement, the damage from a bad supplier rarely announces itself at goods receipt — it shows up three weeks later as adhesion failures, elevated scrap in a rubber compounding line, or a coating batch that fails cross-hatch adhesion at the customer’s incoming inspection. By then, the cost of that “cheaper” material has multiplied several times over. Knowing how to disqualify a suspect supplier before the first trial order is worth more than any post-delivery QC protocol.
Certificate of Analysis Red Flags
The CoA is the first document to scrutinize, and it rewards careful reading. A certificate whose issue date matches the purchase order date exactly — not the production date, but the PO date — is a strong indicator that the document was generated on demand rather than pulled from production-batch records. Legitimate lab workflows don’t work that way; testing happens before the product ships, and the paperwork trail should reflect that sequence.
Identical analytical values across two or more lot numbers are a harder signal to miss once you know to look. Real production runs produce real variation. If methoxy content reads 36.7% on lot 2310, 2311, and 2312 with no decimal-place difference, someone is copying and pasting. Top-tier suppliers maintaining a coefficient of variation below 0.5% still show measurable lot-to-lot movement — they just keep it tightly bounded. Zero variation is not precision; it is fabrication.
Check for instrument reference and analyst identification. A GC purity result with no column type, no method reference, and no analyst signature is not an auditable record — it is a formatted number. Specification limits also tell you something: a supplier listing purity as “≥90% minimum” on a product they are marketing as electronic-grade or optical-grade material has either written their spec to fit their capability or is sourcing from a lower-grade production stream and relabeling.
Certification Red Flags
ISO 9001 certificates are not all equivalent. An ISO certificate issued by a certification body that does not appear on the IAF MLA (International Accreditation Forum Multilateral Recognition Arrangement) signatories list carries no verifiable third-party weight. Ask for the accreditation body name and verify it takes about two minutes on the IAF website.
REACH compliance claims deserve the same scrutiny. A supplier saying they are “REACH compliant” without being able to produce an ECHA registration number or an Only Representative authorization letter is making an unverifiable assertion. REACH registration for a silane coupling agent at meaningful tonnage bands costs EUR 50,000–EUR 250,000 and takes 12–36 months — suppliers who have genuinely done it can cite the registration number immediately. Those who haven’t often pivot to vague language about downstream user obligations.
A REACH compliance statement without a verifiable ECHA registration number or Only Representative letter provides no legal protection for EU importers.True
Under REACH, the obligation to register falls on manufacturers or importers above threshold tonnage bands. A downstream compliance claim from a supplier who has not completed registration does not satisfy the importer's own regulatory exposure in EU jurisdictions.
Expired certificate dates and inability to produce surveillance audit reports on request round out the certification warning list. A supplier who passed an audit two years ago but cannot show evidence of the subsequent surveillance visit has an unknown current status.
Technical Red Flags
Ask a direct synthesis question: what is the primary route used to produce this aminosilane, and what are the characteristic impurity species? A genuine manufacturer can answer without hesitation. A trading company or repackager typically deflects to the TDS or promises to “check with the factory.” Neither is acceptable for a supplier you are considering for a critical adhesive or sealant application.
Application guidance that contradicts established silane chemistry is a sharper red flag. Recommending aqueous silane treatment without specifying hydrolysis pH range and open-time limits, for instance, suggests the sales team is working from a generic script rather than real formulation experience. Aminosilanes hydrolyze and condense quickly in water; the pH window and concentration matter considerably. A supplier who does not raise these parameters unprompted probably cannot support your process engineers when things go wrong.
Technical data sheets that reproduce the structure, test sequence, and even the phrasing of a known competitor’s literature — with only the logo changed — indicate the supplier has no independent application development capability. This matters less for a commodity application and considerably more when you need troubleshooting support.
Supply Chain Red Flags
Refusal to disclose manufacturing location, even under a signed NDA, is disqualifying. Legitimate manufacturers have nothing to hide; the only reason to obscure a production site is that it is not the facility being implied, or that the actual source changes depending on availability. Frequent SKU number changes or product relabeling across short intervals point toward contract manufacturing from multiple undisclosed sources — meaning your lot-to-lot consistency is subject to whoever had available capacity that month.
Lead time volatility is a quantitative signal. Normal raw material market swings might shift lead times by two to three weeks. A supplier whose quoted lead time jumps from four weeks to twelve weeks with no corresponding movement in chlorosilane or methanol spot pricing is either heavily spot-sourcing or managing inventory poorly. Neither is a supply chain you want to depend on for a continuous production line.
Commercial Red Flags
Pricing significantly below the established market reference for a recognized silane grade is not automatically a negotiating win — it is a hypothesis that demands a structural explanation. Vinyltrimethoxysilane at below $2.00/kg CFR when the market reference sits at $2.80–$3.20/kg (a range that itself depends on methanol feedstock cost and chlorosilane supply conditions) should prompt a direct question: what specific cost structure makes that price sustainable? Valid answers exist — captive monomer supply, higher production scale, lower logistics cost on a specific trade lane. Vague answers, or no answer, typically indicate adulteration with lower-purity material, a financially distressed operation cutting corners on quality systems, or a one-time inventory liquidation that will not be repeatable. Any of those outcomes creates problems at different points in your supply relationship.
Disqualification decisions are easier when they are based on documented, objective criteria rather than gut feel or price pressure from management. The signals above are observable, recordable, and defensible — which matters when you need to explain to a procurement committee why you passed on the lowest bid.
Frequently Asked Questions About Evaluating Silane Coupling Agent Suppliers
How many silane suppliers should I qualify for a single product grade?
For any production-critical application — rubber compounding, glass fiber sizing, adhesive primers, electronic encapsulants — the practical minimum is a primary supplier plus one fully qualified backup. “Fully qualified” means the backup has passed your incoming QC protocol, completed at least one production trial, and has an approved lot on record. A dormant backup that never ships loses process alignment over time, so place at least a token order — even 200–500 kg per year — to keep the relationship current and confirm ongoing batch consistency.
Where silane is a single-source critical material with no viable reformulation alternative, split-volume dual sourcing at roughly 70/30 is the more defensible posture. The 30% allocation keeps your secondary supplier’s process tuned to your spec and gives you immediate ramp capacity if your primary supplier faces a plant shutdown or force majeure event. The qualification cost — typically 3–8 weeks of engineering time plus trial material — is a one-time investment that pays back within the first disruption you avoid.
What is the minimum documentation package I should require before running production trials?
Require all of the following before the first drum is opened on your floor:
- Current ISO 9001 certificate, including the certification body name and scope statement — not just a logo on a letterhead
- REACH registration confirmation or, at minimum, a full SDS with a complete regulatory section (Section 15) identifying the registration number or exemption basis
- Five consecutive lot CoAs for the exact product grade, showing numerical results — not just “pass” — with the test method referenced for each parameter
- Product specification sheet listing defined upper/lower limits and the analytical method used to verify each
- SDS and TDS in your country’s required language, current revision
- Export classification documentation (HS code, UN number for hazmat shipping, any relevant export control classification)
Receiving a partial package and proceeding to trial is a common procurement shortcut that routinely produces audit findings later. Get the full set upfront.
How do I evaluate a Chinese silane manufacturer’s quality system without an in-person audit?
Remote qualification has become workable when structured properly. A video facility walk-through conducted live — not a pre-recorded promotional reel — should include the QC laboratory, production area, and warehouse, with the auditor asking the supplier to pan to specific equipment and show instrument calibration tags in real time. That alone distinguishes a genuine manufacturer from a trading company.

Third-party audits by SGS, Intertek, or Bureau Veritas against ISO 9001 or a custom checklist are widely available in major Chinese chemical manufacturing regions and produce internationally recognized reports. Request that the audit report include QC lab equipment serial numbers and recent calibration records. Test reports issued by CNAS-accredited laboratories carry verifiable accreditation numbers you can cross-check against the CNAS public database. Reference checks with existing customers in your region — particularly buyers who have audited the facility themselves — remain one of the most reliable signal sources available.
CNAS laboratory accreditation numbers are publicly verifiable through the China National Accreditation Service database, allowing buyers to confirm report authenticity without travel.True
CNAS maintains a publicly searchable online registry of accredited laboratories, and each accreditation certificate carries a unique number that can be matched to the issuing body, scope, and validity period.
What shelf life should I expect, and how does packaging affect it?
Most trialkoxysilanes — vinyltrimethoxysilane, 3-aminopropyltriethoxysilane, glycidoxysilanes — carry a 12–24 month shelf life in sealed original packaging stored under nitrogen blanket at 5–30°C. Actual realized shelf life depends heavily on how well the container seal is maintained after first opening. Methoxysilanes are generally more hydrolytically stable than their ethoxy counterparts because methanol is a slightly poorer leaving group; they typically hold the longer end of that range under equivalent conditions.
Aminosilanes deserve a specific warning: they absorb atmospheric CO₂ readily and form carbamate complexes that shift viscosity and reduce reactive amino content measurably. Partially used containers of aminosilanes should be blanketed with dry nitrogen immediately after each draw and re-tested for amine value if more than 60–90 days have passed since opening, depending on your process sensitivity. Drum size selection matters — smaller containers sized to your batch consumption rate reduce the number of open/reseal cycles and are worth the unit price premium in high-sensitivity applications.
How should I handle a lot that fails incoming QC when the supplier’s CoA shows passing results?
Quarantine the lot immediately and do not consume it. Run a re-test using a second internal method or send a retained sample to an accredited third-party laboratory with a blind submission. Notify the supplier in writing with the specific parameter, your measured value, and the method used — not a general complaint. Request the original raw instrument data for the disputed lot: the GC chromatogram, the titration endpoint chart, the refractive index instrument log. A legitimate manufacturer can produce this within 24–48 hours. A supplier who cannot or will not provide raw data for a specific lot is telling you something critical about their QC infrastructure.
If the third-party result confirms your finding, trigger the supplier’s corrective and preventive action (CAPA) process formally and request a written root cause report within a defined window — 10 business days is a common contractual term. A single unexplained discrepancy warrants a hold. A repeated pattern warrants disqualification review regardless of price.
Is it safe to source through a distributor rather than direct from the manufacturer?
Distributors are appropriate in specific circumstances: low annual volumes where minimum order quantities are impractical, or geographic locations where direct logistics are uneconomical. The risk is not inherent to the distributor model — it lies in unauthorized repackaging and broken chain of custody. Verify that the distributor holds an explicit authorization letter from the manufacturer, that product arrives in original sealed containers with manufacturer labels intact, and that the CoA is manufacturer-issued, not the distributor’s own reformatted document.
Ask the distributor directly: “Can I speak with the manufacturer’s technical team if I have a formulation question?” If the answer involves multiple layers of escalation or uncertainty, your access to genuine application expertise is limited. SiliconChemicals sells direct globally specifically to eliminate repackaging risk and ensure that the CoA, the technical support, and the material in the drum all trace back to a single accountable production source.













