
A food processor switches from PVC gaskets to “premium” silicone seals sourced from an unqualified supplier, assumes the job is done, and three years later faces a product recall tied to cyclic siloxane contamination — not because silicone is inherently dangerous, but because the wrong grade, improperly post-cured, was installed in a hot-fill application running above 150°C. Meanwhile, a pharmaceutical manufacturer keeps running legacy PVC tubing in a drug-contact fluid path, quietly accumulating DEHP migration data that will eventually cost $50,000–$200,000 and six to twelve months to resolve through a full extractables and leachables study. Both outcomes were avoidable. The question isn’t simply “which material is safer” — it’s whether the right grade, the right cure system, and the right certification are matched to the actual application.
Silicone is not the same as plastic and is not equally hazardous. Food- and medical-grade silicone, properly formulated and post-cured, migrates negligible quantities of regulated substances compared to flexible PVC or polycarbonate. The key variables are cure system, post-cure protocol, operating temperature, and supplier qualification — not the material category alone.
That answer is accurate as far as it goes, but it papers over a genuinely complex materials decision that procurement teams, plant engineers, and regulatory affairs managers get wrong in both directions. Some facilities over-specify silicone where standard-grade thermoplastics perform perfectly well, absorbing a 3–5× unit-cost premium for no measurable safety gain. Others under-specify it — running commodity silicone in food or pharmaceutical contact without verifying post-cure, platinum catalyst residue, or compliance with FDA 21 CFR 177.2600 or EU EC 1935/2004 — and discover the gap only when an auditor does. The material science separating silicone from conventional plastics is real, the regulatory distinctions are meaningful, and the failure modes on both sides are predictable once you know where to look.

Chemical Architecture Decoded: How Si-O-Si Bonds Differ From Carbon-Chain Plastics in Toxicological Terms
The health profile of any material starts at the bond level. Engineers who evaluate food-contact or medical-contact materials by brand name or regulatory certificate alone are working one level of abstraction too high — what matters toxicologically is what the polymer releases, under what conditions, and whether those released species interact with mammalian biology. That question has a structural answer.
The PDMS Backbone: Why Bond Energy Is a Toxicological Argument, Not Just a Materials Property
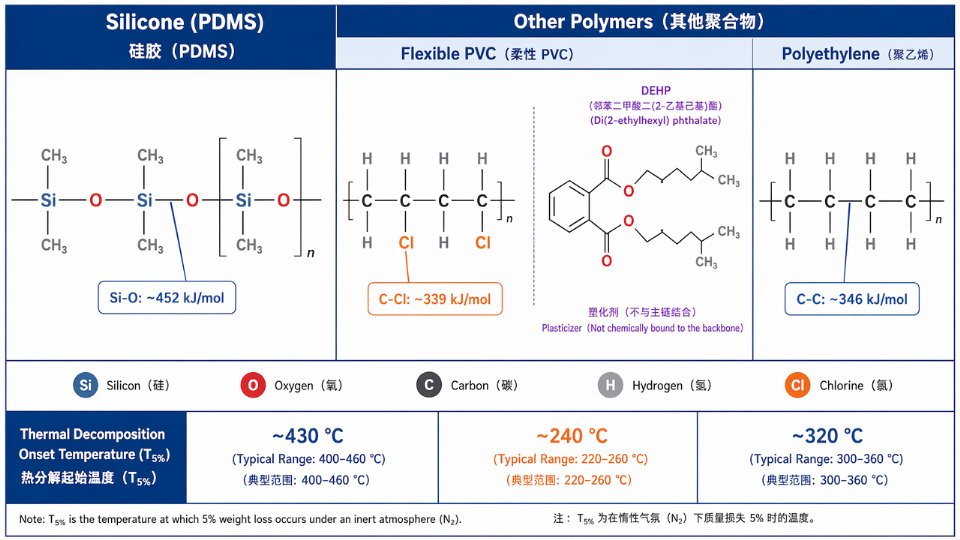
Polydimethylsiloxane — the base polymer in virtually all industrial and food-contact silicone — is built on an alternating silicon-oxygen backbone: –Si(CH₃)₂–O–Si(CH₃)₂–O–. The Si-O bond carries an energy of approximately 452 kJ/mol. Compare that to the C-C backbone bond in polyethylene at ~346 kJ/mol, the C-Cl bond in PVC at ~339 kJ/mol, or the C-H bonds in most thermoplastic backbones at ~413 kJ/mol. Higher bond energy is not a marketing talking point; it is the reason silicone elastomers resist thermal degradation at temperatures where PVC is already evolving hydrogen chloride and polyurethane is already fragmenting into isocyanate-related decomposition products.
In practical terms, a silicone gasket running continuously at 180°C in a food-processing autoclave line is operating well within its thermal stability envelope. The same service condition applied to a flexible PVC part would accelerate plasticizer migration and initiate early-stage dehydrochlorination — a process that begins with measurable HCl evolution onset near 100°C and accelerates sharply above 150°C.
| Polymer Type | Backbone Bond | Bond Energy (kJ/mol) | Thermal Decomposition Onset (°C) |
|---|---|---|---|
| Silicone (VMQ/PDMS) | Si-O | ~452 | ~350–450 |
| Polyethylene (HDPE/LDPE) | C-C | ~346 | ~300–400 |
| PVC (flexible, plasticized) | C-Cl | ~339 | ~100–150 (HCl evolution onset) |
| Polyurethane | C-O / C-N | ~360 / ~305 | ~180–250 |
| Polycarbonate / epoxy | C-O + aromatic | ~360 | ~250–350 |
The decomposition onset figures reflect the onset of meaningful degradation product generation under real processing conditions, not catastrophic failure temperatures. Procurement teams evaluating material safety data sheets should read decomposition onset data alongside migration test data, not instead of it.
What Carbon-Chain Plastics Require That Silicone Does Not
The structural vulnerability of thermoplastic polymers is not the backbone itself — it is what formulators must add to make the backbone functional. Flexible PVC requires plasticizers: typically phthalate esters including DEHP, DBP, and BBP, all currently listed as REACH SVHCs with Article 33 declaration thresholds at 0.1% w/w. These are small molecules, molecular weights in the 300–500 Da range, with no covalent bond to the polymer matrix. They migrate. EU migration studies document DEHP transfer into fatty foods at 40°C in the range of 0.1–5 mg/dm²/day depending on contact duration, fat content, and part geometry. The endocrine-disruption mechanism — competitive binding at androgen and estrogen receptors — operates at tissue concentrations in the ppb range.
Polycarbonate and epoxy-lined food-contact materials introduce BPA, a monomer residue with a specific migration limit under EU regulation of 0.05 mg/kg food. EFSA’s 2023 re-evaluation reduced the tolerable daily intake to 0.2 ng/kg body weight per day — a reduction by a factor of roughly 20,000 from the prior TDI — reflecting accumulating evidence on immunotoxic endpoints. PVC heat stabilizer systems historically relied on organotin compounds (dibutyltin, dioctyltin), which carry their own reproductive and hepatotoxic profiles at elevated exposures.
Silicone requires none of these additives to reach its target performance envelope. It achieves flexibility through polymer chain architecture — varying chain length, crosslink density, and methyl/phenyl/trifluoropropyl side-group ratios — rather than through small-molecule additives that remain physically dispersed and thermodynamically motivated to migrate into contact media.
Silicone is just another plastic and carries the same plasticizer migration risks as PVC.False
Silicone is an inorganic-organic hybrid polymer with a Si-O-Si backbone, not a carbon-chain thermoplastic. It contains no phthalate plasticizers, no BPA, and no halogen-based flame retardants. Its flexibility is achieved through crosslink architecture, not small-molecule additives.
The Inorganic-Organic Hybrid Structure: Why Mammalian Metabolism Handles PDMS Differently
The siloxane backbone is genuinely unusual in polymer chemistry: it is inorganic in character, analogous in some respects to silica and silicate minerals, with organic methyl groups attached at silicon. This hybrid nature has a practical biological consequence. Mammalian metabolic enzyme systems — cytochrome P450 oxidases, esterases, glucuronidases — evolved to process carbon-chain organic molecules. The high-molecular-weight crosslinked PDMS network that constitutes a cured silicone elastomer part is not a substrate for those enzyme systems. It is not metabolized, and it does not accumulate in tissue in the way lipophilic organic compounds do.
This is not the same as saying silicone is completely inert under all conditions. The nuance lies in molecular weight and network state.
D4, D5, D6: The Cyclic Siloxane Exception Engineers Need to Understand
Low-molecular-weight cyclic volatile methylsiloxanes — octamethylcyclotetrasiloxane (D4), decamethylcyclopentasiloxane (D5), and dodecamethylcyclohexasiloxane (D6) — are not the silicone elastomer. They are residual oligomers present in uncured or incompletely post-cured silicone formulations as byproducts of the polymerization process. D4 in particular is under regulatory scrutiny: EFSA has established a TDI of 0.1 µg/kg body weight per day based on reproductive toxicity endpoints in rats, where the NOAEL was approximately 150 mg/kg bw/day — providing more than a 10,000-fold safety margin over typical migration from properly post-cured food-grade silicone parts (measured in the range of 0.001–0.01 mg/kg food).
The operational distinction is critical: a properly post-cured silicone part is not the same material as a low-grade silicone fluid or an uncured compound. A post-cure cycle at 200°C for 2–4 hours reduces residual cyclic siloxanes by more than 90%. In a typical food equipment manufacturing operation, parts sourced from a supplier who skips or shortens the post-cure step to reduce cycle time will carry substantially higher residual D4/D5 — not because silicone is inherently problematic, but because the manufacturing discipline was not applied.
Procurement warning: Certificate of compliance to a food-contact regulation does not by itself confirm post-cure completion. When sourcing silicone parts for food or pharmaceutical contact, request supplier documentation of post-cure time and temperature as a specific process parameter, separate from the material composition certificate.
This distinction — between the chemistry of a properly finished silicone elastomer and the chemistry of residual oligomers in under-processed stock — is exactly the kind of detail that gets lost when purchasing decisions are made on price alone. The D4/D5 concern is real; it applies to specific conditions and specific supply chain failure modes, not to the PDMS backbone itself.
The Plasticizer Problem: What Leaches From Conventional Plastics and Why Silicone Doesn’t Have an Equivalent
The core toxicological difference between silicone and conventional plastics isn’t abstract chemistry — it shows up in extraction studies, regulatory dossiers, and E&L validation programs that cost procurement teams anywhere from $50,000 to $200,000 and six to twelve months of timeline. Understanding why plastics leach, and why silicone’s migration profile is structurally different, is the single most actionable insight a food-process or pharmaceutical packaging engineer can carry into a material selection meeting.
Why Plasticizers Migrate: The DEHP Mechanism in Flexible PVC
Phthalate plasticizers like DEHP are not chemically bonded to the PVC polymer chain. They are physically dispersed throughout the matrix — in some flexible PVC formulations, plasticizer loading reaches 40–50% by weight — held in place by weak van der Waals interactions rather than covalent bonds. This means migration into adjacent media is thermodynamically inevitable whenever a concentration gradient exists, which it always does when PVC contacts food, biological fluid, or solvent.
Published EU migration studies place DEHP migration from flexible PVC into fatty food simulants at 40°C in the range of 0.1–5 mg/dm²/day, a figure that scales with contact temperature, contact time, and the lipid content of the product. In a three-shift food processing environment where PVC tubing or gaskets are in continuous contact with cream, cooking oil, or meat brine, cumulative exposure over a single production day can be significant. DEHP is a REACH Substance of Very High Concern (SVHC), listed under Annex XIV alongside DBP, BBP, and DIBP, and is classified as a reproductive toxicant under EU CLP. California Proposition 65 carries the same reproductive toxicant designation.
Organotin heat stabilizers add a second leachable category that often escapes initial scrutiny. Di-n-octyltin (DOTC) compounds, used to stabilize PVC during processing, are reproductive toxins that can migrate from PVC tubing used in fluid handling applications. Silicone tubing contains no tin-based chemistry of any kind — the absence is structural, not a formulation choice that varies by supplier.
Operational warning: Organotin migration from PVC fluid-handling lines is rarely tested during incoming QC because no plasticizer-specific panel is requested. Plants running PVC tubing in direct-contact pharmaceutical or infant-food service often carry this extractables risk unknowingly for years, until a regulatory audit or product recall triggers a full E&L study.
BPA in Polycarbonate: Temperature and pH as Accelerators
Bisphenol A release from polycarbonate is governed by hydrolysis of the carbonate ester linkage, and that rate is not constant — it accelerates sharply at pH extremes and elevated temperature. This is directly relevant to autoclave sterilization (134°C, repeated cycles), alkaline CIP cleaning circuits (pH 11–13), and acidic process fluids. EFSA’s 2023 re-evaluation reduced the tolerable daily intake (TDI) for BPA to 0.2 ng/kg body weight per day — a reduction of approximately 20,000-fold from the previous TDI — reflecting accumulating evidence on endocrine disruption at low-dose chronic exposure. The EU specific migration limit (SML) remains 0.05 mg/kg food, but the gap between that regulatory threshold and the newly established TDI is now a legitimate design-risk conversation for any product engineer specifying PC in repeated-use food or pharmaceutical contact.
What Silicone Actually Migrates — and in What Quantities
Crosslinked food-grade silicone does migrate trace compounds, principally low-molecular-weight cyclic siloxanes (D4, D5, D6) from incompletely post-cured product. EFSA migration data for properly post-cured silicone places total migration typically below 0.5 mg/dm², with D4 specifically at 0.001–0.01 mg/kg food. The NOAEL for D4 in oral rat studies is approximately 150 mg/kg body weight per day, which means the safety margin between observed migration and established no-adverse-effect levels exceeds 10,000-fold under typical food-contact conditions.
The post-cure step is operationally non-negotiable. A secondary oven cycle at 200°C for two to four hours reduces residual cyclic siloxanes by more than 90%. Peroxide-cured silicone that skips post-cure carries benzoic acid and toluene as decomposition byproducts — another reason pharmaceutical and infant-product specifications routinely mandate platinum-catalyzed LSR with confirmed post-cure documentation.
Food-grade silicone migration poses the same leachable risk as flexible PVC in fatty food contactFalse
DEHP migration from flexible PVC into fatty food simulants at 40°C has been measured at 0.1–5 mg/dm²/day in EU studies, while D4 migration from post-cured food-grade silicone is typically 0.001–0.01 mg/kg food — orders of magnitude lower — and the NOAEL for D4 provides a >10,000x safety margin over that migration level.
In a typical pharmaceutical fill-and-finish operation, qualifying a new plastic peristaltic tubing material requires a full extractables and leachables study — analytical method development, spiking studies, formal risk assessment — running $50,000–$200,000 and six to twelve months before the component can be used in a validated process. Specifying platinum-cured pharmaceutical-grade VMQ silicone, with confirmed post-cure and supplier documentation against FDA 21 CFR 177.2600 and ISO 10993-1, does not eliminate the E&L obligation, but the extractables profile is narrower, better characterized in regulatory literature, and has established safety thresholds that are rarely approached in practice. The validation workload compresses materially.

Leachable Compounds by Polymer Type: Food and Pharma Contact Applications
| Polymer | Key Leachable(s) | Regulatory Status | Typical Migration Level | Health Classification |
|---|---|---|---|---|
| Flexible PVC | DEHP, DINP, organotin stabilizers | REACH SVHC (DEHP, DBP, BBP, DIBP); Prop 65 reproductive toxicant | 0.1–5 mg/dm²/day (fatty simulant, 40°C) | IARC Group 2B (DEHP); reproductive toxicant CLP |
| Polycarbonate | BPA | EU SML 0.05 mg/kg; EFSA TDI 0.2 ng/kg bw/day (2023) | Accelerates with temperature and pH extremes | Endocrine disruptor; reproductive concern |
| ABS | Butadiene oligomers, residual styrene | Residual styrene regulated under FCM framework | Variable; formulation-dependent | Styrene IARC Group 2A (possible carcinogen) |
| Polyurethane | MDI/TDI residuals, amine catalysts | No harmonized EU SML for all PU leachables | Depends on cure completeness | Isocyanates: respiratory sensitizers |
| Standard silicone (non-post-cured) | D4, D5, D6 cyclic siloxanes; peroxide byproducts if applicable | EFSA TDI D4: 0.1 µg/kg bw/day; EU under review | 0.01–0.5 mg/dm² depending on cure and post-cure | D4: endocrine concern at high dose; >10,000x safety margin at food-contact migration levels |
| Pharmaceutical-grade VMQ silicone (platinum-cured, post-cured) | Trace D4/D5; Pt residue <1 ppm | FDA 21 CFR 177.2600; USP Class VI; ISO 10993-1 | Typically Procurement risk that accumulates quietly: A supplier offering silicone parts at substantially below-market pricing is frequently cutting post-cure time. The parts will test within specification initially, but residual volatiles extracted during actual service — particularly in hot-fill or steam-cleaning applications — can elevate migration levels beyond compliant ranges. By the time a food safety audit detects the issue, the affected batches may already be in distribution. |
REACH SVHC Obligations: Where Plastics Carry Structural Liability
Under REACH Article 33, any supplier of an article containing a Substance of Very High Concern above 0.1% by weight must communicate that information down the supply chain. DEHP, DBP, BBP, and DIBP — all phthalate plasticizers routinely used to formulate flexible PVC — are SVHC-listed. For a component manufacturer sourcing PVC tubing or seals, this triggers active declaration obligations to customers and, in some product categories, to the European Chemicals Agency.
Silicone formulations, when produced without non-silicone processing aids or fillers that fall under REACH Annex XVII or the SVHC candidate list, carry none of these obligations. This is not marketing positioning — it is a structural difference in polymer architecture. Silicone does not require external plasticizers to achieve flexibility; that flexibility is intrinsic to the Si-O backbone. There is nothing to declare because there is nothing to leach.
Flexible PVC components in food or medical applications may trigger REACH Article 33 SVHC declaration obligations due to phthalate plasticizer contentTrue
DEHP, DBP, BBP, and DIBP are all listed on the REACH SVHC Candidate List as reproductive toxicants. Flexible PVC formulations commonly contain these plasticizers above the 0.1% w/w Article 33 threshold, creating mandatory supply-chain disclosure obligations.
All silicone products are automatically REACH-compliant without any supplier verificationFalse
While silicone polymers themselves do not contribute SVHC phthalates, silicone parts may contain fillers, colorants, or processing aids introduced by specific manufacturers that could fall under REACH obligations. Compliance requires a supplier-specific REACH declaration, not a blanket assumption based on polymer class.
ISO 10993 Biocompatibility: Silicone’s Medical Track Record and Where Plastics Have Failed
ISO 10993-1:2018 establishes the biological evaluation framework for medical devices, requiring a risk-based selection of tests from the series — including cytotoxicity (10993-5), sensitization (10993-10), and systemic toxicity (10993-11). Platinum-catalyzed silicone elastomers have accumulated decades of data across these tests in implantable, fluid-path, and patient-contact medical device applications. Long-term implantable grades regularly carry USP Class VI status — six biological tests including systemic injection, intracutaneous injection, and implantation — which represents one of the most demanding routine biocompatibility qualifications available.
The failure modes that have driven plastic medical device recalls are instructive by contrast. Polycarbonate components in IV drug delivery systems have generated leachable bisphenol A flags during extractables and leachables (E&L) studies. PVC blood bag tubing has generated DEHP migration concerns at levels requiring active regulatory management. ABS housings in contact with aggressive cleaning agents have produced unexpected leachables during ISO 10993-17 toxicological risk assessments. Each of these required engineering re-qualification, often at costs in the $50,000–$200,000 range and 6–12 months of elapsed study time.
Quick verdict: For any new fluid-path or patient-contact device component, silicone’s biocompatibility data package is typically the lowest-risk starting point for ISO 10993 compliance — not because the testing can be skipped, but because the historical dataset substantially reduces uncertainty in the risk assessment.
RoHS and Halogen-Free Certification: Where Silicone Starts With a Structural Advantage
Silicone contains no chlorine, fluorine (in standard VMQ grades), or bromine. It is inherently halogen-free, which matters both for RoHS compliance in electronic applications and for fire-safety certifications in wire and cable. PVC, by definition, is a chlorinated polymer. Meeting halogen-free requirements with PVC requires substitution to an entirely different material — typically polyolefin or thermoplastic elastomer — with its own performance and regulatory re-qualification burden.
California Proposition 65 reinforces the same asymmetry. DEHP and BPA are both Proposition 65-listed reproductive toxicants, triggering warning label obligations for products where exposure could exceed safe harbor levels. Standard food-grade and medical-grade silicone formulations do not trigger Proposition 65 listings under normal use conditions.
Compliance Documentation Audit Checklist
When qualifying a silicone supplier for food-contact, pharmaceutical, or medical device applications, a procurement team should request and review the following six documents before approving the supplier:
| # | Document | What to Verify |
|---|---|---|
| 1 | Certificate of Analysis (CoA) with platinum catalyst residue data | Pt residue ≤5 ppm (≤1 ppm for pharma grade); lot-specific, not generic |
| 2 | Extractables / residual volatiles report (Soxhlet/GC-MS) | Post-cure validated; cyclic siloxane levels within application limits |
| 3 | California Proposition 65 compliance declaration | Confirms no listed substances above safe harbor thresholds |
| 4 | REACH compliance letter | Supplier-specific; covers SVHC candidate list to current version |
| 5 | Food-contact declaration referencing applicable regulation | FDA 21 CFR 177.2590/177.2600 and/or EU Regulation 10/2011 |
| 6 | Lot traceability documentation | Ties the delivered part back to compounding batch, post-cure record, and raw material CoAs |
A supplier unable to provide all six within a reasonable qualification timeline is flagging either a documentation gap or a process control gap — both of which are audit findings before any product ships.
Regulatory Compliance Matrix
| Standard | Flexible PVC | Polycarbonate | ABS | Food-Grade Silicone (VMQ) | Med-Grade Silicone (VMQ) |
|---|---|---|---|---|---|
| FDA 21 CFR 177 (food contact) | Conditional¹ | Conditional² | Fail | Pass | Pass |
| EFSA food contact (EU 10/2011) | Conditional¹ | Conditional² | Fail | Pass | Pass |
| REACH SVHC-free (standard formulation) | Fail³ | Conditional⁴ | Conditional⁴ | Pass | Pass |
| ISO 10993 biocompatibility (medical) | Conditional⁵ | Conditional⁵ | Conditional⁵ | Pass | Pass |
| RoHS / Inherently halogen-free | Fail | Pass | Pass | Pass | Pass |
| California Proposition 65 (standard formulation) | Fail³ | Conditional⁴ | Conditional | Pass | Pass |
¹ Requires DEHP-free or phthalate-free formulation; many commodity grades do not qualify.
² BPA content requires verification; post-2023 EFSA TDI reduction increases scrutiny.
³ Standard flexible PVC contains SVHC-listed phthalates above the 0.1% w/w Article 33 threshold.
⁴ Depends on colorants, flame retardants, and processing aids used in the specific formulation.
⁵ Application-specific; requires full E&L study and 10993-series testing regardless of material class.
Thermal and Chemical Stability Under Real Processing Conditions: Where Silicone’s Safety Margin Diverges Most From Plastics
Temperature is where the health-safety gap between silicone and conventional plastics stops being theoretical and starts showing up in extractables reports, air-quality readings, and maintenance logs. Most plastics perform acceptably at ambient conditions — the divergence becomes operationally significant the moment processing temperatures climb, sterilization cycles begin, or aggressive cleaning chemistry enters the picture.
What Silicone’s Temperature Envelope Actually Means on the Production Floor
Standard VMQ silicone elastomers carry a continuous service rating of -55°C to +200°C. That range isn’t a marketing ceiling — it reflects the thermal stability of the Si-O-Si backbone, which doesn’t begin meaningful chain scission or oxidative degradation within those bounds. Fluorosilicone (FVMQ) extends continuous performance to approximately +230°C while adding resistance to fuels and aromatic solvents, making it the default choice for automotive under-hood sealing and aerospace fluid lines. Platinum-cured liquid silicone rubber (LSR) goes a step further: mechanical properties and chemical integrity are retained through 1,000+ autoclave cycles at 134°C and 3 bar — a specification that matters in pharmaceutical and surgical instrument processing where most polymers degrade long before the service interval is up.
Operators often compensate for early seal degradation by shortening autoclave cycles or reducing temperature setpoints, which effectively trades sterilization assurance for component longevity. That tradeoff is never officially sanctioned, but it happens in high-cycle environments whenever the wrong material was specified at the design stage.
PVC Under Heat: A Contamination and Safety Event, Not Just a Wear-Out
Flexible PVC begins dehydrochlorination at temperatures above approximately 100°C, generating HCl gas and forming conjugated polyene sequences in the polymer backbone. Above 150°C, that evolution accelerates sharply. In food processing equipment — steam-traced pipework, heated conveyor belts, pasteurizer contact surfaces — this is not a slow degradation story. It is a concurrent product contamination risk and a worker exposure event. HCl at even low concentrations is corrosive to respiratory tissue; the relevant occupational exposure limits are in the ppm range, and leaks at gasket faces or around PVC sight-glass seals in heated lines can breach those limits without triggering any equipment alarm.
Plasticizer volatilization compounds the problem: DEHP and other phthalate plasticizers begin migrating meaningfully above 80°C, and the migration rate into fatty food matrices at 40°C already reaches 0.1–5 mg/dm²/day in EU testing data. At processing temperatures, that figure moves in an unfavorable direction. The machine reports nothing wrong. The product or the air quality is where the consequence surfaces first.
PVC is safe for food-contact applications at typical processing temperaturesFalse
Above approximately 100°C, PVC undergoes dehydrochlorination, releasing HCl gas and accelerating plasticizer migration into product streams. At processing temperatures common in pasteurization or steam-traced lines, both mechanisms become operationally significant contamination and safety concerns.
Polycarbonate Hydrolysis in CIP Environments
Polycarbonate components — sight glasses, pump housings, flow sensors — are specified for their optical clarity and mechanical rigidity. What the original procurement decision frequently underweights is PC’s behavior under alkaline clean-in-place protocols. Standard dairy and beverage CIP uses 1–2% NaOH solution at 70–80°C. Under those conditions, polycarbonate undergoes hydrolytic chain scission at the carbonate linkage, releasing BPA into the cleaning stream and progressively embrittling the part. EFSA’s 2023 re-evaluation reduced the tolerable daily intake for BPA to 0.2 ng/kg bw/day — a threshold that changes the risk calculus for any PC component in frequent alkaline CIP service substantially. A sight glass that looks structurally sound at a visual inspection may have been contributing measurable BPA to product-contact surfaces for months before crazing or stress cracking makes the problem visible.
Chemical Resistance and Sterilization Compatibility Across Processing Contexts
Silicone’s resistance profile against steam, dilute acids and alkalis, and lower-molecular-weight alcohols is broad and well-characterized. It is not universal — concentrated aromatic solvents and halogenated solvents cause swelling in standard VMQ grades, which is why FVMQ or FFKM is specified for pharmaceutical solvent delivery tubing in API synthesis environments. That substitution is made at design time; the risk in industrial practice is using standard silicone tubing in a solvent application because it is “silicone” without checking the specific formulation against the solvent’s Hansen solubility parameters.
Gamma radiation compatibility is a differentiator that procurement teams frequently discover only during the extractables and leachables phase of a regulatory submission. Platinum-cured silicone retains tensile strength within ±10% after a 50 kGy gamma dose — a dose level that covers terminal sterilization of most medical devices and pharmaceutical packaging. Many commodity plastics undergo chain scission, discoloration, or oxidative degradation at comparable doses, generating degradation byproducts that increase the extractables burden and can add months and cost to an E&L study. Pharmaceutical E&L studies for a new plastic drug-contact component commonly run $50,000–$200,000 and 6–12 months; discovering a radiation-compatibility problem late in that process is a schedule and budget event.
Quick verdict: For any drug-contact component that will be gamma-sterilized, specify platinum-cured silicone or equivalent validated polymer from the start — the extractables burden from radiation-degraded commodity plastics often costs more to characterize than the component itself.

In a typical pharmaceutical fill-finish operation running peristaltic pumps on 12-hour production shifts, the choice between platinum-cured silicone tubing and PVC tubing presents a case where the unit-price differential — silicone commonly runs 3–5× the per-meter cost of equivalent PVC — is recovered through a combination of factors that rarely appear on the original purchase order. Silicone peristaltic tubing in this service typically delivers a 3–7× longer service interval than PVC equivalents under comparable mechanical and chemical loads. The more material regulatory consideration is the extractables profile submitted in a drug master file or device dossier: platinum-cured silicone tubing, post-cured at 200°C for 2–4 hours to reduce residual cyclic siloxanes, presents a narrow, well-characterized extractables list. PVC tubing in the same application generates a broader profile including phthalate plasticizers, heat stabilizers, and polymer degradation products — each requiring toxicological qualification. The maintenance interval difference and the regulatory qualification cost together routinely reverse the apparent economics within a single product registration cycle.
Thermal and Chemical Stability Comparison for Industrial Processing Environments
| Property | VMQ Silicone | FVMQ Silicone | Flexible PVC | Polycarbonate | EPDM |
|---|---|---|---|---|---|
| Max continuous service temp | +200°C | +230°C | ~80°C practical limit (plasticizer loss); dehydrochlorination above 100°C | ~120°C (dry); degrades under alkaline CIP | +150°C |
| CIP chemical resistance (NaOH 1–2%, 70–80°C) | Excellent | Excellent | Poor (plasticizer leaching, surface degradation) | Poor (hydrolytic BPA release, embrittlement) | Good |
| Steam sterilization cycles (134°C, 3 bar) | 1,000+ cycles (Pt-cured LSR) | 1,000+ cycles | Not recommended | Not recommended | 200–400 cycles (grade-dependent) |
| Gamma radiation resistance (50 kGy) | Retains properties within ±10% | Retains properties within ±10% | Discoloration, plasticizer mobilization, chain scission possible | Yellowing, chain scission, increased extractables | Moderate; grade-dependent |
| HCl or halogen generation on thermal degradation | None | None | Yes — HCl evolution above 100°C, accelerating above 150°C | No HCl; BPA and phenolic fragments from hydrolysis | None |
The table reflects ranges and typical performance; actual values depend on specific compound formulation, wall thickness, and processing conditions. Confirm critical specifications against material datasheets and validated test data for your application.
The D4/D5 Controversy: Understanding Cyclic Siloxane Regulations Without Overcorrecting in Procurement
Procurement teams that read a headline about siloxane restrictions and immediately substitute silicone with TPE or PVC are solving the wrong problem. D4 and D5 regulation is real, but the regulatory logic behind it is environmental persistence in aquatic systems — not acute or chronic toxicity to humans at the exposure levels any finished silicone part actually delivers. Conflating the two leads to material substitutions that trade a marginal regulatory paperwork concern for a genuine leaching risk.
What D4 and D5 Actually Are — and Where They Come From
D4 (octamethylcyclotetrasiloxane) and D5 (decamethylcyclopentasiloxane) are low-molecular-weight cyclic siloxanes that exist as trace residuals in silicone manufacturing intermediates and silicone fluids. They are not intentional formulation ingredients in finished crosslinked silicone elastomers. They appear because silicone polymerization from dimethyldichlorosilane proceeds through a ring-chain equilibrium that inherently produces cyclic oligomers alongside linear polymer chains. In a properly compounded and post-cured molded part, these cyclics are a residual impurity, not a functional component — a distinction that matters enormously when interpreting regulatory scope.
The Regulatory Logic: Environmental Persistence, Not Human Toxicity
The EU REACH restriction on D4 and D5 in wash-off cosmetic products, effective January 2020, was driven by PBT (persistent, bioaccumulative, toxic) and vPvB (very persistent, very bioaccumulative) classification under Annex XIII criteria — specifically aquatic bioaccumulation potential. The primary exposure pathway of regulatory concern is rinse-off products entering wastewater treatment systems, where D4 and D5 partition into sewage sludge and accumulate in aquatic organisms.
This is categorically different from a food-contact sealing ring or a pharmaceutical tubing assembly. EFSA’s assessment of D4 migration from food-contact silicone parts documents typical migration in the range of 0.001–0.01 mg/kg food from properly post-cured material. The D4 NOAEL from rat oral studies sits at approximately 150 mg/kg bw/day. The resulting safety margin exceeds 10,000-fold at realistic dietary exposure — a gap wide enough that direct human toxicity is not the operative regulatory concern for finished parts.
D4/D5 restrictions mean silicone is unsafe for food contactFalse
EU REACH restrictions on D4/D5 target wash-off cosmetics entering wastewater systems due to aquatic PBT/vPvB classification. EFSA migration data for post-cured food-contact silicone show a >10,000x margin below the oral NOAEL — direct human toxicity at these exposure levels is not the regulatory basis for the restriction.
Post-Cure as the Critical Process Control Point
The practical lever is secondary post-cure. Heating molded silicone parts at 200°C for 2–4 hours in a convection oven reduces residual D4 and D5 content by more than 90% through volatilization. This is not a sophisticated process step — it is a standard industrial oven cycle — but it is one many lower-tier converters skip to reduce cycle time and energy cost. The absence of a documented post-cure step in a supplier’s quality records is a meaningful audit finding, not a formality.
Consider a typical pharmaceutical packaging operation qualifying a new silicone stopper supplier. The supplier’s data sheet states “food grade” and references FDA 21 CFR 177.2600. But the extractables and leachables study — run per ICH Q3D and internal protocol — shows D4 at the high end of the acceptable range. The root cause, identified during the supplier audit, is a post-cure step shortened from three hours to ninety minutes during a production capacity crunch. The “temporary” schedule adjustment had been running for several months without a formal change record.
Platinum Cure vs. Peroxide Cure: E&L Profile Implications
Cure chemistry compounds the picture. Peroxide-cured silicone generates decomposition byproducts — benzoic acid and toluene are the most commonly cited — that must be driven off by post-cure before a part is acceptable for food or pharmaceutical use. Platinum addition-cured LSR produces no cure-reaction byproducts; the crosslinking reaction is addition across vinyl groups and leaves no volatile residue beyond the pre-existing cyclic impurities addressed by post-cure. For any E&L submission or regulatory dossier, specifying platinum addition cure materially simplifies the analytical burden and reduces the number of compounds requiring individual justification.
Procurement Specification Checklist for Cyclic Siloxane Control
Buyers should not rely on grade names alone. Operationally useful specification requirements include:
| Requirement | Specification Language | Verification Method |
|---|---|---|
| Post-cure confirmation | Secondary cure ≥200°C, ≥2 hours documented in batch record | Audit batch records; request cure oven logs |
| Residual volatiles limit | Per ISO 1817 or customer extraction protocol; D4 ≤ 0.1 mg/kg part | Soxhlet extraction + GC-MS on incoming lots |
| Cure system declaration | Platinum addition cure; no peroxide cure agents | Material safety data sheet + compound spec sheet |
| Silicone fluid vs. molded part | Distinct qualification; fluid/emulsion products require separate D4/D5 assessment | Request separate TDS and compliance letter |
| Regulatory compliance letter | Written declaration of REACH Article 33 status and EFSA migration compliance | Supplier-issued, lot-traceable |

Silicone fluid and emulsion products — used in release agents, lubricants, and process aids — carry a genuinely different D4/D5 risk profile from molded elastomeric parts and warrant separate qualification. Treating them interchangeably in a supplier approval process is where procurement teams routinely overcorrect in one direction or miss a real gap in another.
Environmental Health Framing: Lifecycle Toxicity Comparison Between Silicone and Common Thermoplastics
Material health decisions rarely stop at the factory gate. Regulators, brand owners, and institutional buyers now demand lifecycle evidence — from raw material extraction through end-of-service disposal — and the gap between silicone and conventional thermoplastics widens considerably once you move past in-service migration data and into what happens when the part fails, gets incinerated, or ends up in a landfill cell.

End-of-Life Combustion: What Each Material Releases Into the Air
PVC presents its most serious environmental health liability not during service but at end of life. Thermal decomposition begins with dehydrochlorination around 100°C — a fact already relevant to thermal processing environments — but incineration without high-temperature post-combustion systems is where the risk escalates to a population-health scale. Incomplete combustion of chlorinated polymers is a well-documented source of polychlorinated dibenzo-p-dioxins and dibenzofurans (PCDD/PCDF). Facilities lacking secondary combustion chambers operating above approximately 850–1000°C and adequate residence time can emit PCDD/PCDF at concentrations in the ng-TEQ/m³ range. Modern municipal waste incineration plants in regulated markets have largely controlled this pathway, but industrial waste streams — scrap tubing, gasket trim, mixed flexible packaging — do not always route through compliant thermal treatment.
Polycarbonate combustion releases CO, hydrocarbons, and under oxygen-limited conditions can generate phenolic compounds and trace bisphenol fragments, contributing to the case regulators have progressively built against PC in food and medical contact. Polypropylene combustion is comparatively cleaner but still generates carbonyl compounds and, at smoldering temperatures, acrolein.
Silicone incineration yields a fundamentally different product slate: amorphous silicon dioxide (SiO₂), carbon dioxide, and water. The SiO₂ residue is chemically inert, classified as non-hazardous under standard industrial waste classifications, and presents no leaching risk in final disposal. There are no halogenated combustion byproducts — structurally, there is no halogen in the polymer to generate them. For facilities managing waste under ISO 14001 or pursuing zero-liquid-discharge and clean-air targets, this distinction has real operational value: silicone scrap can often be managed through a simpler disposal pathway than PVC trim, with lower liability for downstream environmental monitoring obligations.
Landfill Leachate and the Slow Contamination Problem
Plastic landfill leachate is an underweighted risk in procurement sustainability scoring. Groundwater monitoring studies at legacy plastic waste sites have detected BPA, DEHP and related phthalates, and styrene oligomers at measurable concentrations — confirming that additive migration does not stop when a part is retired. It continues, slowly, under the influence of moisture, UV-generated oxidative degradation at the landfill surface layer, and microbial activity on plasticizer-rich matrices. For operations generating significant PVC scrap — flexible hose, gaskets, protective sheeting — the long-term leachate profile is an increasingly auditable liability under extended producer responsibility frameworks being phased in across the EU and several Asian markets.
Silicone in landfill conditions is substantially more inert. The crosslinked Si-O-Si backbone resists hydrolytic degradation under the moisture and pH conditions typical of landfill cells, and because there are no incorporated small-molecule plasticizers, the leachate contribution from silicone scrap is negligible relative to PVC equivalents.
Microplastic Generation and the Silicone Distinction
The 2022 detection of microplastics in human blood at approximately 1.6 µg/mL (Leslie et al., Environment International) marked a threshold moment for regulatory and procurement attention. PE, PP, and PET particles dominate the environmental microplastic burden — generated through mechanical abrasion, UV photodegradation, and washing of plastic goods across their use lives. These particles are now documented in freshwater systems, marine sediments, agricultural soils, and human tissue samples.
Silicone degrades differently. The crosslinked elastomer network resists the surface fragmentation pathway that generates classical microplastics. Fragmentation under mechanical stress tends to produce larger, identifiable debris rather than sub-100-µm particles. The regulatory treatment of “microsilicones” remains distinct from microplastics and is not currently subject to the same restriction trajectory. That said, procurement teams building long-horizon ESG scorecards should track emerging research on environmental silicone oligomer fate — the science is genuinely evolving, and intellectual honesty here is more defensible than overclaiming permanent immunity.
Procurement warning: “Clean incineration” assumptions deserve verification. A common error in sustainability reporting is crediting PVC components with clean disposal because the plant uses a licensed waste contractor. Unless the contractor operates a fully post-combustion-equipped facility with continuous emissions monitoring, the PCDD/PCDF liability remains — it is simply transferred downstream, not eliminated. This gap frequently surfaces during third-party ESG audits and Scope 3 emissions reviews.
Silicone incineration produces dioxins and furans similar to PVCFalse
Silicone contains no halogens. High-temperature incineration yields SiO₂, CO₂, and H₂O — no PCDD/PCDF formation pathway exists in the polymer chemistry. Dioxin and furan generation requires chlorinated or brominated organic precursors, which are absent from standard VMQ and LSR formulations.
Lifecycle Energy vs. Service Life: The LCA Trade-Off Engineers Miss
Silicone typically carries higher embodied energy per kilogram than commodity thermoplastics. The silicon metal reduction step and chloromethane process chemistry are energy-intensive relative to polyolefin extrusion or even PVC compounding. On a raw-material-per-kilogram basis, silicone does not win the LCA energy comparison.
The picture reverses when service life enters the calculation. In a typical food-processing facility running three shifts, a silicone gasket achieving 4–6 years of service life against a PVC equivalent requiring replacement every 12–18 months means the silicone part is installed once across the period requiring three or more PVC replacements — each with its own embodied energy, transportation, installation labor, and disposal event. The cumulative LCA burden shifts in silicone’s favor well before the end of that cycle, and the maintenance disruption cost never appears in the material unit price comparison that purchasing departments typically see.
Quick verdict: On a per-service-year basis across a 10-year asset horizon, the lifecycle environmental burden of silicone is typically lower than PVC for continuous-duty applications in food, pharma, or thermal-cycling environments — but this calculation must be built explicitly into the procurement scoring model; it will not emerge from a unit price comparison alone.
Lifecycle Environmental Health Comparison
| Impact Category | PVC | Polycarbonate | Polypropylene | Standard VMQ Silicone | High-Purity LSR |
|---|---|---|---|---|---|
| Combustion byproduct hazard | High — PCDD/PCDF without controlled incineration | Moderate — phenolic compounds under oxygen-limited conditions | Low–moderate — acrolein, carbonyls at smolder temperatures | Negligible — SiO₂, CO₂, H₂O only | Negligible — same as VMQ; no halogenated byproducts |
| Plasticizer/additive leaching potential | High — phthalates, thermal stabilizers, lubricants | Moderate — BPA (residual monomer and degradation product) | Low — antioxidant additives; slip agents in some grades | Very low — no free plasticizers; post-cured grades minimized for D4/D5 | Extremely low — platinum-cured, post-cured; minimal residual volatiles |
| Microplastic generation risk | High — UV/mechanical fragmentation well documented | Moderate — brittle degradation produces particles | High — dominant environmental microplastic contributor | Low — crosslinked network resists sub-100-µm fragmentation | Low — same elastomeric network; emerging research ongoing |
| Landfill leachate toxicity | High — BPA, DEHP, stabilizer metals detectable in groundwater monitoring | Moderate — BPA leachate documented | Low–moderate — additive package dependent | Very low — chemically inert matrix; no plasticizer reservoir | Very low — high purity; minimal additive contribution |
| Post-consumer recyclability | Limited — chlorine content restricts mechanical recycling streams | Limited — BPA content and mixed-stream contamination reduce value | Good — established mechanical recycling infrastructure | Limited — specialty silicone recycling programs exist; not mainstream | Limited — same as VMQ; industrial collection programs in development |
| Regulatory trajectory | Tightening — phthalate SVHC listing expansions; PVC restrictions under review in several markets | Tightening — BPA TDI reduction (EFSA 2023); food-contact restrictions expanding | Broadly stable — microplastic generation drawing regulatory attention | Stable to positive — D4/D5 wash-off restrictions affect cosmetics more than industrial crosslinked elastomers | Stable to positive — high-purity pharma/food grades tracking well ahead of regulatory curve |
For ESG procurement scoring programs using Cradle to Cradle (C2C) material health frameworks or Health Product Declaration (HPD) methodologies, silicone’s profile — no SVHC-listed plasticizers, no halogenated combustion pathway, documented biocompatibility under ISO 10993 and FDA 21 CFR — supports favorable positioning across material health and environmental persistence criteria simultaneously. The embodied energy penalty is real and should be disclosed honestly in LCA documentation, but it is typically offset within the first replacement cycle for any application where PVC service life is meaningfully shorter.
Application-Specific Safety Benchmarks: Food Contact, Medical Devices, Infant Products, and Industrial Fluid Handling
Selecting “food-grade silicone” or “medical-grade silicone” without specifying which grade, which cure system, and which post-processing conditions is roughly equivalent to specifying “steel” on a drawing without a grade callout. The label is a starting point, not a specification. What follows is what defensible material selection actually looks like across the verticals where silicone’s safety margin over conventional plastics is most consequential.

Food Contact: Gaskets, Baking Molds, and Processing Lines
For direct food contact, the baseline requirement is platinum-catalyzed liquid silicone rubber (LSR) or high-consistency rubber (HCR), post-cured at 200°C for a minimum of 2–4 hours. That post-cure step is non-negotiable: it reduces residual cyclic siloxanes (D4/D5) by more than 90% and drives off peroxide decomposition byproducts — benzoic acid and toluene — that remain in parts cured with organic peroxide systems. A platinum-cured, post-cured part will carry residual D4 migration typically in the 0.001–0.01 mg/kg food range, well inside EFSA thresholds.
The governing frameworks are FDA 21 CFR 177.2600 (rubber articles for repeated food contact use) and European Regulation (EC) No 1935/2004, with an overall migration limit of 10 mg/dm². Correctly specified food-grade silicone typically achieves total migration well below 1 mg/dm² under test conditions. The part must also be BPA-free and phthalate-free by formulation — not by assumption. Procurement specifications should explicitly require a Declaration of Compliance referencing both frameworks, platinum catalyst residue below 1 ppm, and post-cure documentation.
In a typical continuous bakery operation running high-fat products through silicone-coated molds at 180–200°C, the common mistake is sourcing uncertified silicone parts at lower unit cost and assuming compliance. The failure mode is not a food-safety incident on day one — it’s a supplier audit finding or a retail customer regulatory demand two years later that forces a costly material re-qualification.
Medical Devices and Pharmaceutical Manufacturing
The USP Class VI designation and the ISO 10993 series address related but distinct questions. USP Class VI tests biological reactivity through six standardized in-vivo assays — systemic injection, intracutaneous injection, and implantation among them. It is appropriate for components in pharmaceutical fluid contact (tubing, stoppers, closures) where systemic exposure via the drug product is the primary concern. ISO 10993-1:2018 is a full biocompatibility evaluation framework, and for implanted or long-term body-contact devices, it requires a risk-based matrix of cytotoxicity, sensitization, genotoxicity, and implantation studies that goes substantially beyond USP Class VI.
Quick verdict: USP Class VI is a minimum threshold for pharma fluid contact; it is not sufficient for implantable or long-term mucosal-contact medical devices — those require the full ISO 10993 matrix.
Platinum-cured LSR satisfies both pathways when properly formulated, with platinum residue typically below 5 ppm in medical grade and below 1 ppm for pharmaceutical grade. The same material retains properties within ±10% mechanical variation after 50 kGy gamma sterilization dose, and survives 1,000+ autoclave cycles at 134°C — performance envelopes that eliminate entire classes of thermoplastic alternatives from consideration.
USP Class VI certification is sufficient for implantable medical device components made from siliconeFalse
USP Class VI covers biological reactivity via six in-vivo assays but does not address the full biocompatibility matrix required for implants. ISO 10993-1:2018 mandates additional testing including genotoxicity, implantation studies, and chronic toxicity assessment, depending on contact duration and nature.
Infant and Childcare Products
The regulatory pressure on infant products is where PVC’s legacy problems are most visible. DEHP-containing PVC teethers triggered coordinated recalls across the US, EU, and multiple Asian markets over the span of roughly two decades — a direct consequence of phthalate migration into saliva-contact applications under even mild thermal and mechanical stress. Properly cured, post-processed food-grade silicone does not carry phthalate plasticizers by structure.
The applicable standards are ASTM F963 in the US market and EN 71-3 in the EU, both covering migration of chemical elements and restriction of hazardous substances in toys and childcare articles. For teething products specifically, FDA and EFSA have both affirmed that correctly manufactured food-grade silicone — platinum-cured, post-cured — is appropriate for infant use, on the basis that residual siloxane migration at detected levels provides a safety margin exceeding four orders of magnitude against established NOAELs.
The operative word is “correctly manufactured.” Inadequately post-cured silicone teethers remain a real procurement risk in the spot-buy market, where FTIR and XRF screening of incoming parts are the primary in-house gatekeeping tools before any biological test is triggered.
Industrial Fluid Handling: Bioprocess and Chemical Service
For bioreactor and fermentation systems, silicone tubing qualifies under a different logic than food contact. The concern is not human consumption — it is the effect of extractables on cell culture media and, ultimately, on biologic drug product. USP cytotoxicity testing is the minimum qualification standard for bioprocess silicone tubing, with extractables and leachables (E&L) studies under process-representative conditions required for drug product contact in regulated manufacturing. Platinum-cured silicone is standard; peroxide-cured material is generally disqualifying in this application due to residual byproducts.
For hydrocarbon service in chemical processing and oil and gas, fluorosilicone (FVMQ) is the correct material choice. Standard VMQ silicone swells unacceptably in aliphatic and aromatic hydrocarbons — a critical disqualifier that standard “silicone is chemically resistant” shorthand obscures. FVMQ maintains dimensional stability and mechanical integrity in fuel and solvent environments at service temperatures up to 230°C continuous, where standard VMQ degrades. The distinction between VMQ and FVMQ is a disqualifying procurement error if missed.
High-Voltage Electrical Insulation
Silicone rubber’s comparative tracking index (CTI) exceeds 600 in high-voltage grade formulations — meaning it resists surface carbonization and conductive tracking under high-voltage stress far better than most organic polymer insulators. In outdoor and contaminated environments, this translates to longer service intervals and lower risk of insulation failure-driven arc events.
The workplace health angle matters equally in maintenance environments. Halogenated polymer insulation releases HCl and, under pyrolysis conditions, hydrogen fluoride and organochlorine compounds. Silicone combustion produces SiO₂, CO₂, and H₂O — inert, non-halogenated byproducts. For maintenance crews working in electrical substations or enclosed switchgear rooms, the difference in thermal degradation chemistry is a genuine occupational exposure variable, not a marketing distinction.
Application-to-Grade Selection Matrix
| Application | Required Silicone Grade | Key Test Standards | Minimum Cure/Purity Spec | Disqualifying Plastic Alternative |
|---|---|---|---|---|
| Food contact (direct, repeat use) | Platinum-cured LSR or HCR, post-cured | FDA 21 CFR 177.2600; EC 1935/2004 | Post-cure 200°C / 2–4 hr; Pt <1 ppm; total migration <10 mg/dm² | Plasticized PVC (phthalate migration); polycarbonate (BPA migration) |
| Pharmaceutical fluid contact | USP Class VI platinum-cured silicone | USP / ; ICH Q3D | Pt <1 ppm; E&L study per ICH guidelines | PVC (DEHP); polystyrene (styrene extractables) |
| Implantable / long-term body contact | Implant-grade platinum LSR | ISO 10993-1:2018 full matrix | Full biocompatibility matrix completed; Pt <1 ppm | PVC; most commodity thermoplastics |
| Infant / teething products | Food-grade platinum-cured silicone, post-cured | ASTM F963; EN 71-3 | Post-cure confirmed; D4/D5 residual <0.01 mg/kg | Plasticized PVC (DEHP recall history) |
| Bioprocess / cell culture fluid contact | Platinum-cured silicone tubing | USP cytotoxicity; E&L per process conditions | Peroxide cure disqualifying; E&L study required | PVC (DEHP migration into media); polyurethane (amine extractables) |
| High-voltage electrical insulation | High-CTI silicone rubber (CTI >600 grade) | IEC 60587; IEC 60112 | Halogen-free formulation confirmed | PVC (HCl on thermal degradation); halogenated EVA compounds |
| Automotive under-hood sealing | FVMQ fluorosilicone (hydrocarbon service) | ISO 1817; ASTM D471 | Confirm VMQ vs. FVMQ — standard VMQ disqualified in fuel contact | Standard NBR (upper temp limit ~120°C continuous); PVC (dehydrochlorination above 100°C) |
The three-axis procurement filter is straightforward: application temperature range first (standard VMQ to 200°C continuous, FVMQ to 230°C, PVC disqualified above 100°C for sustained service); chemical exposure profile second (hydrocarbon contact demands FVMQ; aqueous and steam environments suit standard VMQ); regulatory jurisdiction third (FDA and EU frameworks both accept platinum-cured LSR across food, medical, and infant categories when correctly documented). Where all three axes align toward silicone, the cost premium — typically 3–5× over PVC per linear meter for tubing — is routinely recovered within the first replacement cycle through longer service life and avoided recall or compliance remediation costs.
Hidden Cost Framing: What Plastic-to-Silicone Switching Actually Costs vs. What Staying With Plastic Actually Costs
The number procurement teams see first — and most often stop at — is the unit price differential. Food-grade silicone tubing typically runs 3–5x the per-linear-meter cost of equivalent-dimension flexible PVC tubing. That figure lands in a cost comparison spreadsheet, gets flagged in a budget review, and the conversation frequently ends there. It shouldn’t.
The Unit Price Trap
Procurement decisions anchored on material unit cost alone systematically undercount what the installed system actually costs over its operational life. This is one of the more persistent miscalculations in industrial and pharmaceutical purchasing, and it rarely surfaces loudly — it shows up as rising maintenance labor hours, creeping downtime logs that nobody connects to seal replacement frequency, and compliance overhead that gets absorbed into general G&A rather than attributed back to material selection.
The service life differential is where the unit-cost framing breaks first. Silicone seals and peristaltic tubing in continuous-duty food processing and pharmaceutical fluid-handling equipment typically achieve 3–7 years of service life under equivalent operating conditions. PVC equivalents commonly require replacement every 1–2 years under the same thermal cycling, CIP chemical exposure, and mechanical stress. In a typical pharmaceutical bioprocessing facility running peristaltic pumps across multiple fluid transfer lines, a maintenance team might replace PVC tubing segments three to four times across the same interval they would replace silicone once. Each replacement event carries material cost, labor hours, production downtime (even planned downtime has an opportunity cost), and the quality-hold documentation burden that regulated environments require.
Recall Liability Is a Real Line Item
Product recalls linked to plastic leachate contamination are not hypothetical tail-risk events. Documented cases involving phthalate migration into food packaging, BPA in infant formula can liners, and DEHP migration from PVC IV bags have resulted in recall costs ranging from $10M to over $500M when legal liability, destroyed inventory, retailer penalties, and brand remediation are fully accounted for. The decision to specify a non-compliant or borderline-compliant plastic component in a regulated food, pharmaceutical, or infant-product application carries a liability premium that belongs on the cost model — yet it almost never appears on the initial materials comparison.
Regulatory warning: The EU’s 2023 EFSA re-evaluation of BPA reduced the tolerable daily intake to 0.2 ng/kg bw/day — roughly 20,000x stricter than the previous TDI. Components that passed compliance review three years ago may no longer clear current thresholds under EU rules, triggering reformulation, re-registration, and E&L repeat studies at full cost.
Regulatory Compliance Cost in Pharmaceutical Applications
A full extractables and leachables study for a new plastic drug-contact component in pharmaceutical packaging typically costs $50,000–$200,000 and takes 6–12 months, depending on analytical scope, the number of solvents and extraction conditions specified, and whether the study is run to ICH Q3E or equivalent guidance. A platinum-cured silicone component from a qualified supplier with an existing, product-specific E&L dossier can substantially compress that timeline and cost — sometimes eliminating the need for a primary study altogether if the component data already covers your extractables profile and concentration levels.
ESG compliance overhead is similarly undercosted. REACH SVHC declarations for phthalate-containing components (DEHP, DBP, BBP, DIBP are all listed), California Proposition 65 warnings for BPA and DEHP, and retailer sustainability questionnaires generate real FTE hours and real market-access risk. Silicone, under standard formulation, does not trigger Prop 65 listings and carries no SVHC obligations — a difference that reduces ongoing compliance burden across procurement, legal, and supply-chain functions.
Silicone tubing always costs more than PVC tubing over a 5-year period.False
When total cost of ownership includes replacement frequency, maintenance labor, E&L study cost allocation, regulatory compliance overhead, and recall liability reserve, platinum-cured silicone tubing commonly delivers lower 5-year TCO than flexible PVC in pharmaceutical and food-processing fluid transfer applications.
5-Year Total Cost of Ownership: Pharmaceutical Fluid Transfer Tubing (per 100m installed)
| Cost Category | Flexible PVC Tubing | Platinum-cured Silicone Tubing |
|---|---|---|
| Initial material cost | Low (1× baseline) | 3–5× baseline |
| Replacement frequency & labor | 2–3 replacement cycles; 3–5 labor-days per cycle | 0–1 replacement cycles; 1–2 labor-days per cycle |
| E&L study cost allocation | $50,000–$200,000 (full primary study likely required) | Reduced or eliminated if supplier dossier covers extractables profile |
| Regulatory compliance overhead (REACH, Prop 65, customer audits) | Moderate–high; ongoing SVHC declaration and warning management | Low; no Prop 65 or SVHC triggers under standard formulation |
| Estimated recall liability reserve | Material; phthalate/BPA exposure in regulated applications carries documented $10M–$500M+ precedent | Substantially lower; silicone migration at food/pharma-relevant conditions is orders of magnitude below toxicological thresholds |
| 5-Year TCO Total | Apparently lower; frequently higher when full cost stack is modeled | Apparently higher; frequently lower at system level over the operating period |
Quick verdict: If the material decision is being made on unit price alone, the cost model is incomplete — build the full 5-year stack before the specification is locked.
In a typical mid-scale pharmaceutical contract manufacturer qualifying a new fluid transfer line, the engineering team that ran a full TCO model — including two PVC tubing replacement cycles, the associated quality-hold documentation, and a primary E&L study — found silicone to be cost-comparable within the first 3 years and cost-favorable by year 5. The pattern repeats across process industries wherever regulatory compliance cost and service-life differential are correctly attributed back to the material selection decision.
Supplier Qualification Red Flags: How to Distinguish Genuinely Safe Silicone From Substandard Product in the Supply Chain
The safety case for silicone depends entirely on what is actually in the part. A properly formulated, platinum-cured, post-cured, food-grade silicone elastomer and a low-cost peroxide-cured compound blended with calcium carbonate filler and off-spec silicone fluid both get sold as “silicone.” Treating them as equivalent is the most common procurement error in this category — and it is the reason some blanket criticisms of silicone safety are partly justified. The problem is not the polymer class; it is the supply chain.

Cure System Disclosure: The Single Most Predictive Qualification Signal
Platinum-catalyzed (addition-cure) silicone produces no organic decomposition byproducts. The crosslinking reaction consumes the vinyl and hydride groups completely, leaving only residual platinum at levels typically below 5 ppm — and below 1 ppm in pharmaceutical-grade formulations. Peroxide-cured silicone, by contrast, generates benzoic acid and toluene as decomposition products of the organic peroxide initiator. In food or medical applications, those residues must be driven off by a secondary post-cure at temperatures above 200°C for a sufficient duration. If that step is skipped or under-documented, the part ships with detectable volatile organics.
Ask every supplier, directly and in writing: what is the cure system, and where is the post-cure record? A legitimate manufacturer will provide batch-level post-cure oven temperature logs as a standard CoA attachment. If the response is that post-cure data is “proprietary” or “not tracked per batch,” that is a disqualifying answer for any food-contact or medical-device application.
All silicone products are equivalent in safety regardless of cure systemFalse
Peroxide-cured silicone without adequate post-cure leaves residual benzoic acid and toluene decomposition products. Platinum addition-cure silicone produces no organic byproducts. The cure system is a primary safety differentiator at the supplier qualification stage.
Filler and Pigment Adulterants: What Drives Down Cost and Migration Resistance
Reinforcing filler selection affects both mechanical consistency and migration profile. Fumed silica is the standard reinforcing filler for food and medical silicone — chemically inert, high-purity, and well-characterized in regulatory dossiers. Calcium carbonate and talc are significantly cheaper. In parts destined for food contact, those fillers introduce ionic impurities that affect extractables, alter compression set, and compromise long-term resistance to aqueous and fatty food matrices. Non-food-grade colorants are a separate concern; some organic pigments used in commodity silicone contain heavy metal compounds not evaluated under EU Regulation 10/2011 or FDA 21 CFR 177.2600.
Request FTIR and XRF screening data on any silicone part from an unfamiliar supplier. FTIR identifies filler composition; XRF screens for elemental impurities including heavy metals. In a typical food-processing equipment qualification, incoming parts from a new supplier should clear both screens before any migration study is commissioned — skipping that step is how adulterated material enters a validated supply chain.
[Silicone Oil](https://siliconchemicals.com/silicone-oil/) Blending: The Hidden Volatiles Problem
Some lower-tier manufacturers blend silicone fluid — often low-viscosity polydimethylsiloxane with elevated D4 and D5 content — into finished compounds to reduce processing viscosity and improve mold release. The finished part passes visual inspection, and the Shore A hardness may read within specification. The problem shows up in the extractables. Silicone fluid blended into a compound rather than chemically crosslinked into the network remains free to migrate, carrying residual cyclic siloxanes with it.
The correct analytical check is Soxhlet extraction followed by GC-MS, which will distinguish free silicone fluid from normal crosslink-density variation. A credible supplier will provide residual volatiles data per ISO 1817 or an equivalent method. If no such data exists, the buyer has no basis for migration compliance claims.
Manufacturer Audit KPIs: What to Measure Beyond the Certificate
A food-safety or medical-grade certificate confirms a status at the time of audit. It does not guarantee batch-to-batch consistency. The audit criteria that actually predict ongoing quality are operational: Does the manufacturer control its own polymer synthesis, or does it blend base polymer purchased on the spot market? Spot-market sourcing creates traceability breaks — the incoming polymer specification may vary between batches without the compounder knowing until a part fails.
Additional audit KPIs worth reviewing directly:
- Post-cure oven calibration records and batch temperature logs
- Incoming raw material CoA review frequency and acceptance criteria
- QC batch testing frequency (100% vs. statistical sampling, and at what confidence level)
- ISO 9001 or IATF 16949 certification scope (does it cover the specific product line, or is it a corporate-level certificate that excludes the manufacturing cell in question?)
- Platinum catalyst sourcing documentation — pharmaceutical-grade Pt catalyst is not the same as industrial catalyst residue
China-manufactured silicone spans a quality spectrum as wide as any producing country. The same industrial clusters that supply pharmaceutical-grade LSR to medical OEMs also supply uncertified commodity tubing to spot markets. The differentiator is not geography — it is whether the manufacturer controls polymer synthesis in-house, what catalyst system it runs, and whether QC infrastructure produces auditable records.
Supplier Qualification Red Flag vs. Green Flag Checklist
| Criterion | Red Flag Indicator | Green Flag Indicator |
|---|---|---|
| Cure system | Peroxide cure with no post-cure documentation | Platinum addition-cure; batch post-cure oven logs provided |
| Filler disclosure | No filler type disclosed on CoA | Fumed silica identified; FTIR screening data available |
| Residual volatiles | No extractables or residual volatiles data | ISO 1817 or Soxhlet/GC-MS data per batch or per lot |
| Food/medical certification | Generic “food safe” claim, no standard cited | FDA 21 CFR 177.2600 and/or EU Reg. 10/2011 compliance letter; USP Class VI for medical |
| Post-cure documentation | Post-cure described as standard process, no records | Time-temperature logs by batch number; oven calibration certificates |
| Platinum content | Pt content undisclosed | <5 ppm Pt documented; <1 ppm for pharma grade on request |
| Pigment safety | Colorant trade name undisclosed | Colorant identified; heavy metal screening data (XRF) available |
| Supply chain traceability | Base polymer sourced from spot market; no lot traceability | In-house or named polymer supplier; incoming CoA retained and available |
Quick verdict: If a supplier cannot provide cure system disclosure, post-cure batch records, and residual volatiles data as standard deliverables, do not qualify them for food-contact or medical applications regardless of price — the documentation gap itself is the risk.
Frequently Asked Questions: Shop-Floor and Procurement Team Questions Answered With Engineering Precision

Can silicone leach chemicals into food at high temperatures?
Properly post-cured, platinum-catalyzed food-grade silicone consistently shows total migration well below the EU limit of 10 mg/dm² even at continuous service temperatures approaching 200°C. D4/D5 cyclic siloxane migration from compliant parts typically falls in the range of 0.001–0.05 mg/kg food — figures that sit orders of magnitude below any established toxicological threshold. The contrast with flexible PVC is stark: DEHP migration from PVC film into fatty food at 40°C can reach 0.1–5 mg/dm²/day under EU migration study conditions, and that rate accelerates above 70°C. The practical rule: if a silicone part smells oily or leaves a visible residue on a white paper towel after wiping, it has either not been post-cured correctly or the base compound is adulterated with low-grade extender oil — and that part should not enter a food contact line.
USP Class VI keeps coming up in our pharma supplier specs. Is that the same as food-grade silicone?
No, and conflating them is a procurement error that causes real qualification problems. USP Class VI is a biological reactivity standard — it tests material extracts in animal implantation and injection models for acute systemic toxicity and intracutaneous reactivity. Food-grade compliance, by contrast, requires adherence to FDA 21 CFR 177.2600 or EC 1935/2004 and mandates specific migration testing against food simulants. A silicone formulated and post-cured for pharmaceutical tubing may pass all six USP Class VI tests and still fail food-contact migration limits if the cure system or compound base differs. Conversely, a food-grade gasket compound may not carry the biological testing documentation that a drug-contact application requires. Always request both certifications separately and verify they apply to the specific lot and processing conditions — not just the base polymer family.
We run enclosed process areas. Does cured silicone off-gas at temperature?
At room temperature, cured silicone elastomers have effectively negligible VOC emissions — there is no ongoing plasticizer volatilization equivalent to what you get from PVC sheet or flexible vinyl tubing in the same environment. At temperatures above roughly 150°C, trace residual cyclic siloxanes can volatilize from inadequately post-cured parts, but properly post-cured material (200°C for 2–4 hours) carries residual volatiles well below 0.5% by weight. In a typical continuous-process food dryer or pharmaceutical oven environment running at 160–180°C, the relevant comparison is PVC components in the same enclosure: PVC begins dehydrochlorination with measurable HCl evolution above 100°C, and phthalate vapors accumulate in poorly ventilated spaces long before any instrument alarm triggers. The exposure risk differential favors silicone substantially in these environments.
Our incoming QC lab is a Shore A gauge and a scale. What can we realistically catch without GC-MS?
More than most teams assume. Shore A hardness per ASTM D2240 provides a fast baseline — a food-grade 50A compound landing at 35A or 65A suggests either wrong formulation or filler substitution. Specific gravity measured with a simple water displacement test can flag chalk or calcium carbonate loading used to cut cost in substandard parts. An isopropyl alcohol soak for 30 minutes, followed by paper towel blotting, reveals oil bleed from improperly cured or extended material. FTIR screening, if a benchtop unit is available, can identify the polymer backbone and detect common adulterants. For critical sealing or food-contact parts, none of this replaces Soxhlet extraction followed by GC-MS residual volatiles analysis at a contract lab — but the in-house battery catches the most common forms of supply-chain adulteration before product reaches the line.
Silicone off-gases dangerous fumes in enclosed industrial spaces at normal operating temperaturesFalse
Fully cured silicone elastomers have negligible VOC emissions at ambient and moderate temperatures. Trace cyclic siloxane volatilization only becomes relevant above 150°C in inadequately post-cured parts; compliant post-cured silicone carries residual volatiles below 0.5% by weight, with no halogenated combustion byproducts.
Is silicone biodegradable? Our ESG team is pushing hard on end-of-life.
No. Silicone is not readily biodegradable under any standard environmental conditions, and framing it as a “green” material on those grounds is inaccurate. What silicone does offer is a substantially cleaner end-of-life incineration profile: combustion yields silica (SiO₂), carbon dioxide, and water — no hydrogen chloride, no dioxins, no furans, unlike PVC incineration without post-combustion treatment, which can reach ng-TEQ/m³ for PCDD/PCDF. For applications where biodegradability is a hard requirement — compostable packaging, single-use agricultural film — silicone is the wrong material regardless of its other safety merits. ESG scoring should credit silicone on incineration toxicity and longevity (fewer replacement cycles, less material throughput) rather than on biodegradability claims it cannot support.
The silicone breast implant safety controversy keeps coming up in our risk reviews. Should that change how we specify industrial silicone?
The implant debate is specifically about silicone gel bleed from gel-filled implants and particulate immune response — mechanisms with no operational relevance to solid crosslinked silicone elastomers used in seals, tubing, gaskets, or process components. Regulatory agencies including FDA have not established a causal link between silicone implants and systemic connective tissue disease, but that debate concerns implant-grade devices under entirely different exposure conditions: long-term subcutaneous contact with gel-phase silicone, not periodic food or process fluid contact with a cured elastomeric part. Carrying implant controversy into an industrial material specification review conflates two entirely different exposure scenarios and will produce a more cautious specification than the actual risk evidence supports.
We want to swap silicone for EPDM seals in our hot-water and steam lines. Will it just drop in?
Not without a trial. Silicone generally outperforms EPDM on compression set at elevated temperatures and handles a wider continuous service range — down to -55°C and up to 200°C for standard VMQ grades. But silicone’s tensile tear strength is meaningfully lower than EPDM, which matters in high-dynamic or high-pressure sealing configurations where the seal sees mechanical cycling. In concentrated acid service or contact with aromatic hydrocarbons, silicone’s chemical resistance is substantially inferior to both EPDM and PTFE. Consider a typical three-shift food processing plant replacing steam-jacketed pipeline seals: silicone may extend seal life from 12–18 months to 3–5 years in clean hot-water service, but if the same line carries periodic CIP with high-concentration caustic or acidic detergents, silicone compression under chemical attack accelerates — the seal looks fine until it doesn’t, and the failure mode is gradual leakage rather than a visible rupture. Run a 90-day soak trial in the actual process fluid at maximum service temperature before committing to a plant-wide conversion.
Conclusion: Making a Defensible, Data-Driven Material Decision — Not a Marketing-Driven One
The core finding across this article is not subtle: well-specified, properly post-cured, food- or pharma-grade silicone and plasticizer-laden thermoplastics such as flexible PVC or polycarbonate containing BPA do not present equivalent health risk profiles. The chemistry is different at the bond level, the regulatory clearances are different, and the extractables data are different. DEHP migration from flexible PVC into fatty food contact surfaces has been documented in the 0.1–5 mg/dm²/day range under EU migration studies, while residual cyclic siloxane migration from properly post-cured food-grade silicone sits orders of magnitude lower — typically 0.001–0.01 mg/kg food for D4 under EFSA measurement conditions. That gap is not a marketing claim. It is quantified, reproducible, and the basis for regulatory decisions already embedded in FDA 21 CFR 177.2600, REACH SVHC listings, and the EFSA 2023 BPA re-evaluation. Procurement teams citing these frameworks in supplier qualification dossiers are not being overcautious — they are tracking where the regulatory center of gravity has already moved.
Where the Nuance Lives and Why It Matters Operationally
The safety advantage is not unconditional. Low-grade silicone compounded with excessive filler loadings, peroxide-cured parts that have not undergone the secondary post-cure above 200°C required to drive off benzoic acid and toluene decomposition byproducts, or adulterated parts where FTIR screening reveals calcium carbonate or silica extenders displacing the silicone polymer matrix — these products legitimately narrow the gap. In a typical pharmaceutical tubing qualification program, a buyer who specifies “food-grade silicone” without locking down cure system, post-cure protocol, and platinum catalyst residue limits below 5 ppm may find themselves repeating extractables and leachables work at a cost of $50,000–$200,000 and six to twelve months of schedule, because the original supplier specification was too loose to be defensible in a regulatory submission.
The D4/D5 question deserves the same calibration. The concern is real and EFSA’s TDI of 0.1 µg/kg bw/day reflects a genuine reproductive toxicity endpoint from rodent studies. A post-cure cycle at 200°C for two to four hours reduces residual cyclic siloxanes by more than 90%. That is a process control step, not a material substitution — and conflating the two leads buyers to reject compliant silicone or, worse, accept non-post-cured parts without realizing the difference.
Silicone is also not the universal answer. Where cost dominates, where chemical compatibility with specific solvents is questionable, or where the application sits well outside the -55°C to +200°C continuous service window for standard VMQ grades, forcing silicone into the design is an engineering error dressed up as a safety decision.

The Procurement Imperative: Documentation Over Assumption
Material selection defaults — “we’ve always used PVC here” or “silicone is safe, just order it” — are both liabilities. The defensible procurement decision is built on four documented pillars: confirmed material grade and cure system from the supplier, certified extractables data tied to the specific production batch or compound lot, evidence of post-cure process controls with temperature and time records, and lifecycle cost modeling that accounts for service life, sterilization cycles, and regulatory compliance overhead rather than unit price alone.
All silicone is inherently safe for food and pharmaceutical contact regardless of grade or cure method.False
Safety depends on cure system, post-cure protocol, filler loading, and residual volatile content. Peroxide-cured silicone without secondary post-cure retains benzoic acid and toluene decomposition byproducts. Grade specification and documented process controls are prerequisites, not assumptions.
Properly post-cured, platinum-catalyzed food-grade silicone produces extractables at concentrations orders of magnitude below regulatory migration limits for phthalates and BPA in equivalent plastic materials.True
D4 migration from post-cured food-grade silicone is typically 0.001–0.01 mg/kg food under EFSA conditions, while DEHP from flexible PVC can reach 0.1–5 mg/dm²/day. The differential is chemically structural and is reflected in the regulatory clearances each material class holds.
As an integrated organosilicon manufacturer operating from PDMS polymerization through platinum catalyst systems and finished elastomer compounds, SiliconChemicals builds the documentation trail into the product rather than treating it as an afterthought. That means Certificate of Conformance data that references specific regulatory frameworks, analytical QC using Soxhlet extraction followed by GC-MS for residual volatile verification, and technical support that can engage directly with a customer’s regulatory affairs team or E&L study protocol. If your current supplier cannot provide that level of traceability, the health and safety question has not been answered — it has simply not been asked.
Contact SiliconChemicals to discuss material grade selection, compliance documentation requirements, or technical qualification support for your specific application.














