
Adhesives and sealants that look perfectly cured in the lab routinely fail at the interface in service — peeling at the glass-metal bond line in a curtain-wall joint, delaminating from an aluminum substrate after two wet-dry cycles, or losing cohesive strength in a filled epoxy the moment humidity climbs above 80%. That failure mode is almost never a polymer chemistry problem. It is an adhesion problem, and it costs real money: unplanned re-sealing of a commercial facade runs into tens of thousands of dollars in labor alone, and an automotive adhesive delamination reaching the field carries warranty and liability exposure that dwarfs the original formulation cost.
A silane coupling agent is a bifunctional organosilicon molecule that bonds chemically to both an inorganic substrate — glass, metal, mineral filler — and an organic polymer matrix. At loadings typically between 0.1% and 2.0% by weight of the total formulation, it converts a mechanically weak, moisture-vulnerable physical interface into a network of covalent Si–O–Si bonds, routinely improving lap-shear bond strength by 50–300% over untreated controls depending on substrate type, silane chemistry, and cure conditions.
What makes this chemistry genuinely interesting from an engineering standpoint is how little of it you need, and how disproportionately large the consequences are when you get the selection or dosage wrong. The global market for silane coupling agents ran between USD 1.2 and 1.4 billion in 2023, with construction sealants, automotive adhesives, and protective coatings together consuming more than 60% of that volume — which tells you where the pain is concentrated. The next sections work through exactly how the mechanism operates, how to match silane functionality to your specific polymer system, and where formulators routinely leave performance on the table.
 being applied at a glass-metal bond line in an industrial adhesive assembly setting](https://siliconchemicals.com/wp-content/uploads/2026/06/silane-coupling-agent-sealants-adhesives-coatings-01-hero.jpg)
Molecular Architecture of [Silane Coupling Agents](https://siliconchemicals.com/silane-coupling-agents/): The Chemistry Behind the Bridge
The general molecular formula R'(CH₂)ₙSi(OR)₃ encodes three structurally distinct zones, each doing a separate job. Strip away any one of them and the molecule stops working as a coupling agent — it becomes either a surface treatment with no polymer reactivity or a functional additive with no substrate affinity.
The Three Structural Zones and Their Engineering Trade-offs
The alkoxy leaving groups (OR) are where substrate bonding begins. Methoxy variants hydrolyze faster than ethoxy by roughly a factor of 3–5 at equivalent pH and temperature, which matters in fast-cure adhesive lines where contact time is short. The trade-off is VOC: methanol released during methoxy hydrolysis is classified as a workplace hazard in many jurisdictions, and some automotive and aerospace specifications explicitly require ethoxy silanes to manage cabin or booth air quality. Isopropoxy silanes exist but are rarely used in volume — hydrolysis is sluggish enough that unreacted silane often survives into the cured part.
The alkyl spacer (CH₂)ₙ governs flexibility and steric accessibility at the interface. A propyl spacer (n = 3) is the industrial standard because it provides enough conformational freedom to allow the organofunctional end to orient toward the polymer phase while the silanol end anchors to the substrate. Shorter spacers introduce steric congestion that slows condensation. Longer chains (n > 6) can improve flexibility in elastomeric systems but reduce coupling efficiency per unit weight and complicate solubility in polar solvents.
The organofunctional group R’ must be chemically reactive — not merely compatible — with the polymer matrix. This is where most formulation errors happen.
Hydrolysis and Condensation: The Two-Stage Reaction Pathway
Stage 1 is aqueous hydrolysis: Si–OR bonds convert to Si–OH silanols in the presence of water. The reaction rate is strongly pH-dependent. Acidic conditions around pH 4–5 favor rapid, controlled hydrolysis while minimizing premature self-condensation in the bath or premix tank. Above pH 9, alkaline hydrolysis accelerates but condensation also accelerates, shortening the working window and risking gelation in concentrated solutions. Temperature raises both rates — working above 50°C in a silane pre-treatment bath typically cuts pot life to under two hours.
Stage 2 is condensation onto the substrate surface. Inorganic surfaces — silica, glass, metal oxides — carry surface hydroxyl groups (Si–OH on silica, Al–OH on aluminum oxide, Fe–OH on steel). The hydrolyzed silane condenses with these groups, forming covalent Si–O–M bonds. Under realistic industrial conditions this produces bond densities of roughly 2–5 Si–O–Si bonds per nm², measurable by XPS or solid-state ²⁹Si NMR. Silanols that do not reach a surface hydroxyl undergo self-condensation, building an oligomeric polysiloxane network — not a defect, but rather the structural foundation of the interphase.
Organofunctional Group Selection: System-Specific, Not Interchangeable
| Silane Type | Typical Grade | Reactive With | Primary Use Cases |
|---|---|---|---|
| Aminosilane | KH-550 / A-1100 | Epoxies, isocyanates, anhydrides | Epoxy adhesives, mineral-filled composites |
| Epoxysilane | KH-560 / A-187 | Amines, thiols, anhydrides | Epoxy/amine sealants, glass fiber sizing |
| Vinylsilane | A-151 / A-172 | Peroxide-cure polyolefins, silicone rubber | Wire and cable insulation, silicone bonding |
| Methacrylsilane | KH-570 / A-174 | Free-radical acrylics, unsaturated polyesters | UV-cure coatings, FRP laminates |
| Mercaptosilane | KH-590 | Sulfur-cure rubber, thiol-ene systems | Tire compounds, precious-metal surface chemistry |
| Isocyanate-functional | ICPTES | Moisture-cure polyurethane | PU sealants, hybrid MS polymer systems |
Selecting an aminosilane in a peroxide-cure polyolefin system, for example, produces no covalent bond at the polymer interface — the amine group simply has no reactive partner. Bond strength in that scenario can actually fall below an untreated control because the silane layer acts as a weak boundary layer rather than a bridge.
The Interphase: Not a Monolayer, Not a Coating
A common oversimplification treats the silane contribution as a single molecular layer — one molecule thick, lying flat on the substrate. In practice the polysiloxane network that builds from self-condensation creates an interphase zone 10–100 nm thick, depending on application concentration, solvent system, and cure conditions. This gradient zone interpenetrates with the incoming polymer chains during cure, creating mechanical interlocking at the nanoscale on top of the covalent chemistry.
That thickness matters for dynamic loading. A rigid, monolayer-thin interface would transmit stress as a step change; the viscoelastic interphase distributes it across a gradient. In automotive structural adhesives subjected to thermal cycling between −40°C and +85°C, this stress-dissipation mechanism is the difference between cohesive failure in the bulk adhesive (acceptable) and interfacial delamination at the substrate (field failure).
Silane coupling agents function as simple adhesion promoters analogous to primers that improve wettingFalse
Silane coupling agents form covalent bonds with both the inorganic substrate and the organic polymer matrix through distinct chemical reactions. Conventional primers improve adhesion primarily by increasing surface energy or providing mechanical anchor points. Silanes operate through a fundamentally different mechanism — bifunctional covalent bridging — and their effectiveness is highly chemistry-specific. An incorrect silane choice can create a weak boundary layer that reduces adhesion below an untreated baseline.
Loading level interacts with all of this. In adhesive formulations, the working range runs from about 0.1% to 2.0% by weight of total formulation — where the optimum sits depends on filler surface area, polymer matrix viscosity, and whether the silane is applied to the filler pre-compounding or added directly to the mix. Exceeding the optimum builds up excess polysiloxane that plasticizes the interphase and degrades cohesive strength. The chemistry is precise; treating it as a “more is better” additive is one of the more reliable ways to introduce failure.
[Silane Coupling Agents](https://siliconchemicals.com/silane-coupling-agents/) in Sealants: Enabling Long-Term Weathering Performance and Substrate Versatility
Sealants operate under a fundamentally different stress regime than structural adhesives. Where an adhesive joint is typically loaded in tension or shear and expected to hold rigid, a facade or glazing sealant must absorb cyclic movement — repeatedly stretching and compressing as thermal expansion, wind load, and building settlement cycle through the joint over decades. ISO 11600 Class 25 and Class 50 sealants must accommodate ±25% to ±50% of nominal joint width without cohesive or adhesive failure. That means the silane chemistry at the substrate interface cannot just bond — it must bond durably through mechanical fatigue, UV photodegradation, freeze-thaw cracking, and sustained moisture ingress, often without the safety net of a separate primer coat.
That last point matters commercially. Single-component, primerless sealant formulations now dominate curtain-wall and window assembly lines because eliminating the primer step cuts application time by 15–30 minutes per linear meter and removes a common source of installation error. The silane coupling agent does the adhesion work that the primer used to do, but it has to work from inside the formulation.
Silicone Sealant Systems: In-Situ Migration and Cure Chemistry Constraints
In neutral-cure and oxime-cure silicone sealants, amino-functional silanes (commonly referred to by the KH-550 designation, i.e., 3-aminopropyltriethoxysilane) and ketimine-blocked variants are incorporated at 0.3–1.5 wt% of total formulation. During cure, these silanes migrate toward the sealant–substrate interface — driven by surface energy differentials — where they hydrolyze and condense onto glass or anodized aluminum, forming the Si–O–Si covalent bonds described in the chemistry sections earlier.
Silane selection here is not just a performance question. It is a substrate compatibility question. Acid-cure silicones release acetic acid during crosslinking, which can corrode anodized aluminum and react with limestone or marble, causing surface staining. Switching to an oxime-cure system avoids the acid by-product, but the formulator still needs to confirm that the specific amino-functional silane chosen does not generate alkaline micro-environments that compromise the silicone network. Getting this wrong produces surface bloom and adhesion loss within two to three seasons — a warranty claim waiting to happen.
Polyurethane and MS Polymer Sealants: Reactive Incorporation vs. Simple Addition
In polyurethane sealants, isocyanate-functional silanes (e.g., 3-isocyanatopropyltriethoxysilane) are used not merely as additive adhesion promoters but as reactive chain-end capping agents during prepolymer synthesis. The resulting prepolymer carries trialkoxysilyl termination alongside its urethane backbone, which gives it dual moisture-cure capability: the silane end-groups bond to inorganic substrates while simultaneously contributing to bulk crosslink density. This is why MS (modified silicone, or silyl-terminated polyether) sealants can achieve both the elastomeric elongation of silicone and the paintability and UV stability of polyurethane — the silyl termination is structural, not cosmetic.
For cementitious substrates — concrete, mortar, aerated concrete block — epoxysilane addition at 0.5–1.0 wt% adds meaningful peel strength by reacting with the amine and hydroxyl groups present in Portland cement hydration products. The epoxy ring opens under mildly alkaline pH conditions (concrete surface pH is typically 12–13 when fresh, dropping toward 9–10 as carbonation proceeds), creating a covalent ether linkage into the substrate surface layer.
Durability: What Standardized Testing Actually Shows
Silane-containing sealant formulations retain 80–95% of original peel strength after 1000 hours of QUV/water-cycle exposure, compared to 40–60% retention in equivalent non-silane controls.True
This range is consistent with published ASTM C719 cyclic movement testing and ISO 8339 tensile adhesion protocols reported in peer-reviewed sealant formulation literature; actual retention depends on silane type, substrate surface preparation, and test cycle severity.
The gap between those two retention ranges — roughly 30–40 percentage points — is what determines whether a glazing joint survives a 20-year facade service life or starts showing cohesive edge-cracking in year seven.
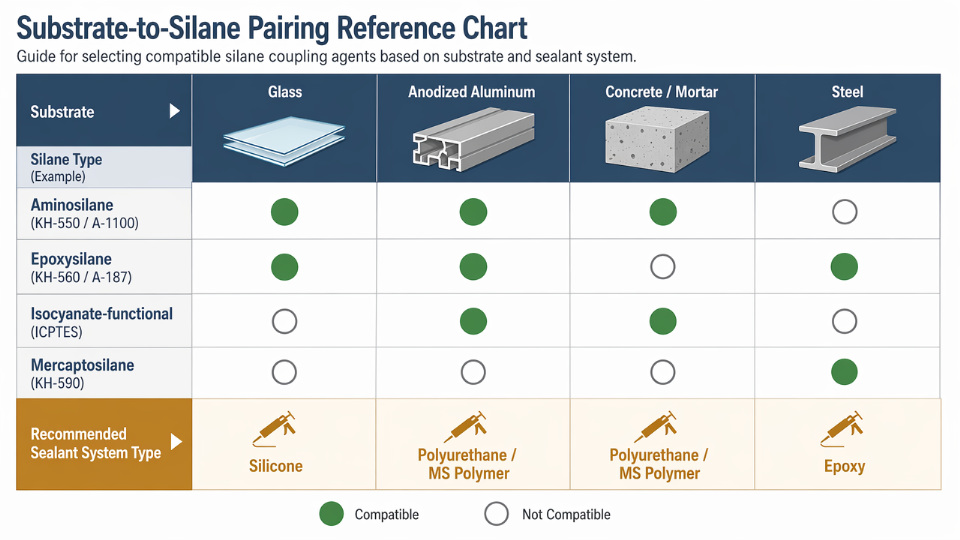
Substrate-Silane Pairing Reference
| Substrate | Recommended Silane Type | Primary Reaction Mechanism |
|---|---|---|
| Glass | Aminosilane or epoxysilane | Si–O–Si with surface silanols |
| Anodized aluminum | Aminosilane | Si–O–Al with oxide layer hydroxyls |
| Concrete / mortar | Epoxysilane or aminosilane | Epoxy ring-opening with cement hydration products |
| Natural stone (limestone, granite) | Aminosilane | Si–O–Si with mineral surface silanols |
| Painted surfaces | Epoxysilane or methacrylsilane | Covalent reaction with paint binder functional groups |
| Steel (bare or primed) | Mercaptosilane or aminosilane | Coordination and covalent bonding with metal oxide surface |
Loading levels across these systems typically run 0.3–1.5 wt% for additive use — the lower end of that range suits fully silane-terminated prepolymer systems where additional adhesion promoter would be redundant and could plasticize the cured network. Exceeding 2 wt% in a silicone sealant rarely improves adhesion further and can accelerate surface whitening in humid climates as excess silane hydrolyzes and blooms.
Silane Coupling Agents in Structural and Engineering Adhesives: Maximizing Lap-Shear Strength and Hydrolytic Durability
Structural adhesives operate under a fundamentally different performance contract than sealants. A sealant is asked to accommodate movement while maintaining a seal; a structural adhesive is asked to transfer load — shear, peel, tension — across a bond line, often indefinitely, often in hostile environments. Lap-shear targets for structural epoxies on aluminum or steel typically fall in the 15–30 MPa range, depending on surface condition, adhesive modulus, and bondline thickness. Fatigue endurance under 10⁶ cycles is a standard qualification threshold in automotive and aerospace specifications. What limits performance at those stress levels is almost never the bulk cohesive strength of a well-formulated adhesive. It is the interfacial chemistry — specifically, whether the bond at the substrate surface is covalent or merely physical.
Two Ways to Get Silane to the Interface
Formulators have two credible routes to build silane functionality into a structural adhesive system. The first is direct incorporation: adding silane at 0.5–2.0 wt% of the total formulation. During cure, the silane migrates toward the substrate-adhesive interface driven by surface energy minimization — lower-surface-energy polymer chains retract from the high-surface-energy inorganic substrate, and the bifunctional silane molecule preferentially populates that boundary. The resulting interfacial concentration is substantially higher than the bulk loading suggests, which is why 1 wt% addition can produce bond-strength improvements far exceeding what a uniform distribution model would predict.
The second route is substrate pre-treatment: a dilute silane solution — typically 0.5–2.0% in water or a water-alcohol blend — applied to the cleaned substrate surface, allowed to hydrolyze for several minutes, then dried before bonding. This approach gives the formulator direct control over surface coverage and eliminates any dependence on silane migration kinetics during cure. In high-throughput assembly lines, this is often applied as a primer spray or dip step immediately after surface preparation. Hydrolysis and condensation of trialkoxysilane groups onto metal or glass substrates achieves covalent Si–O–metal bond densities of roughly 2–5 bonds per nm², measurable by XPS — that coverage level is dense enough to produce a continuous chemisorbed monolayer rather than isolated anchor points.
Epoxy Systems: Aminosilanes and Molecular Continuity
For epoxy structural adhesives, aminosilanes — KH-550 (3-aminopropyltriethoxysilane) being the most widely specified — are the practical workhorse. The primary amine reacts directly with epoxy groups during cure, forming covalent linkage that runs continuously from the inorganic substrate through the Si–O–Si anchor layer, through the silane tether, into the crosslinked epoxy network. That molecular continuity is the mechanism. Without it, you have van der Waals contact; with it, you have a load path. Lap-shear improvements of 50–300% over untreated controls — depending on substrate alloy, surface oxide condition, and cure schedule — are routinely observed in testing.
The practical complication with reactive aminosilanes in two-part epoxy formulations is pot life. Primary amines accelerate epoxy cure noticeably, so adding KH-550 to the hardener component at meaningful loading can reduce working time from hours to tens of minutes at room temperature. Formulators managing this typically evaluate secondary aminosilanes, control addition temperature, or accept the trade-off with process discipline.
Aminosilane incorporation at 0.5–2.0 wt% in structural epoxy adhesives consistently improves lap-shear strength on metallic substrates by shifting the failure locus from the interface to the bulk adhesive or substrate.True
This is well-documented in published adhesion science and confirmed by XPS and SEM fractography: silane treatment converts adhesive (interfacial) failure to cohesive failure, indicating the bond interface exceeds the cohesive strength of the weaker adherend or bulk adhesive.
Polyurethane Structural Adhesives: Isocyanatosilanes and the Dissimilar-Material Problem
Polyurethane structural adhesives present a different chemistry challenge — and a pressing one in automotive body-in-white assembly, where crash-resistant adhesives must bond galvanized steel, aluminum alloy, and carbon fiber reinforced polymer in a single joint. Isocyanatosilanes are the most mechanistically elegant solution here: the isocyanate group reacts into the urethane network while the alkoxysilane end hydrolyzes and anchors to the substrate. One molecule, one cure cycle, two covalent connections.
Moisture sensitivity during open time is the operational constraint. Isocyanatosilane groups are reactive with atmospheric moisture, and in high-humidity production environments, premature hydrolysis on the adhesive surface degrades subsequent substrate bonding. Blocked isocyanatosilanes — where the isocyanate is temporarily capped and released at elevated cure temperatures — extend processing windows meaningfully, though they require a confirmed thermal activation step in the assembly process. For room-temperature cure lines, that trade-off needs to be evaluated against production realities, not just laboratory data.
Acrylic and Cyanoacrylate Adhesives
Methacrylsilanes and vinylsilanes serve a specific role in acrylic adhesive systems: they provide co-polymerizable anchors on inorganic surfaces. When a methacrylsilane-treated glass or ceramic surface contacts a methacrylate-based adhesive during cure, the vinyl functionality on the silane participates in free-radical polymerization, covalently tethering the polymer network to the surface.
The dental composite industry codified this decades ago. Methacrylsilane treatment of silica and glass-ceramic fillers is standard practice in dental composite formulations — an FDA-recognized approach to achieving durable adhesion between ceramic filler particles and the polymer matrix under the combined mechanical and hydrolytic stress of the oral environment. Industrial glass-bonding and optical assembly applications follow the same chemistry for the same reasons.
Reading Failure Modes as Diagnostic Data
Peel and lap-shear testing generates a number, but the failure locus tells the real story. Adhesive failure — clean separation at the interface, leaving one substrate surface essentially bare — indicates the interfacial bond is the weakest link. That is the condition silane treatment is designed to eliminate. Cohesive failure — fracture running through the bulk adhesive or into the substrate material — indicates the interface has been strengthened beyond the cohesive strength of the adjacent material. That is the target condition.
In practice, this shift in failure locus is the most reliable diagnostic that silane chemistry is functioning as intended. If a structural adhesive on aluminum shows adhesive failure at 12 MPa before silane treatment and cohesive failure at 22 MPa after treatment, the silane has not simply added 10 MPa to the interface — it has moved the failure mechanism entirely. The interface is no longer the rate-limiting factor. That distinction matters for warranty decisions, material substitution evaluations, and root-cause investigations after field failures.
Silane Coupling Agents in Protective and Functional Coatings: From Corrosion Inhibition to Optical Films
Even a well-formulated organic topcoat will eventually delaminate if the primer–metal interface admits moisture. Water migrates laterally under the film through capillary pathways, hydrolyzes weak physisorbed bonds at the metal oxide surface, and initiates underfilm corrosion that propagates far beyond the original defect. This is the central failure mode that silane-based pretreatments are engineered to prevent.
Replacing Chromate Conversion Coatings on Metal Substrates
Hexavalent chromium conversion coatings offered exceptional corrosion resistance for decades, but RoHS, REACH, and MIL-PRF specification revisions have forced aerospace and automotive OEMs to qualify alternatives. Silane pretreatments are now written into Boeing and Airbus process specifications and appear in automotive OEM approval lists precisely because they can match — and in high-humidity cyclic testing sometimes exceed — the neutral salt spray performance of chromate systems under ASTM B117 protocols at 500–2000 hour ratings depending on substrate alloy, film thickness, and topcoat system.
The chemistry that makes this possible is the bis-silyl functional architecture. Bis-[triethoxysilylpropyl] tetrasulfide (BTESPT), bis-[triethoxysilylpropyl] disulfide (BTESD), and bis-[trimethoxysilylpropyl] amine each carry two trialkoxysilyl ends. Both ends hydrolyze and condense simultaneously onto the metal oxide surface and crosslink with neighboring silane molecules, producing a dense polysiloxane network 50–200 nm thick — the actual thickness depends on application method, concentration, and cure temperature. That high crosslink density is what matters: it creates a hydrophobic barrier that dramatically slows water transport to the substrate.
Electrochemical impedance spectroscopy (EIS) makes this quantifiable. Treated cold-rolled steel shows a 3–4 order-of-magnitude increase in impedance modulus at 0.01 Hz compared with untreated controls. That range reflects real variability across silane type and cure protocol, but even the lower end represents a fundamentally different moisture transport regime.
Silane-based pretreatments have received qualification approvals from major aerospace OEMs as chromate-free alternatives for aluminum substrate corrosion protectionTrue
Boeing and Airbus process specifications for chromate-free surface treatment programs reference organofunctional silane and silane-based conversion coating systems, documented in publicly available specification revision histories and industry corrosion conference proceedings.
Sol-Gel Hybrid Networks: Hardness Without Brittleness
Co-hydrolysis of tetraethoxysilane (TEOS) and methyltriethoxysilane (MTEOS) with organofunctional silanes generates inorganic–organic hybrid networks that no purely organic coating can replicate. The condensed silica network carries the load on scratch resistance — pencil hardness H to 4H depending on Si:organic ratio and cure schedule — while the organic fraction, whether methyl, epoxy, or methacrylate, suppresses the brittleness that would otherwise cause a fully inorganic film to crack on flexing. This balance is why sol-gel hard-coats dominate polycarbonate ophthalmic lenses, automotive headlamp housings, and architectural polycarbonate glazing. Optical clarity is maintained because the network is amorphous and the film thickness (typically 2–10 µm) stays below visible wavelengths where scattering becomes significant.
Waterborne Formulations and Pot-Life Management
Tightening VOC limits — EU Directive 2004/42/EC and China GB 18582 among them — push formulators toward aqueous coating systems. Glycidoxysilanes and aminosilanes can function in these environments, but hydrolytic stability in the wet formulation is a genuine operational constraint. At pH 4–5 with water-alcohol cosolvent, pot life runs 6–24 hours depending on silane concentration and temperature. Add too early and the silane pre-condenses before film application; add too late and mixing homogeneity suffers. Pre-hydrolyzed silane oligomers and silane-PEG hybrid products offer meaningfully extended storage stability in waterborne systems and are worth evaluating when production batching cycles exceed single-shift use.
Functional Surfaces: Hydrophobicity, Optics, and Electronics
Short-chain alkylsilanes and fluoroalkylsilanes deposit oriented monolayers that push water contact angles above 100° and hexadecane contact angles above 70°. Anti-fouling marine coatings exploit the same chemistry at larger scale. In anti-reflective optical coatings, silane interlayers tune the refractive index gradient between substrate and porous silica top-layer, reducing reflectance losses at each interface — the silane here is not primarily an adhesion promoter but a refractive index-matching element. In organic electronics fabrication, aminosilanes functionalize ITO and silicon oxide gate dielectrics, controlling surface energy and trap density at the organic semiconductor interface. These are low-loading, high-precision applications where purity specification and deposition uniformity matter far more than price per kilogram.
Selecting the Right Silane: A Decision Framework for Formulators
Choosing a silane coupling agent is not a catalog exercise. Get it wrong and you are chasing adhesion failures at the substrate interface, watching lap-shear panels delaminate in humidity conditioning, or discovering that your aminosilane gelled the epoxy resin before it reached the mixing nozzle. The selection comes down to four variables that must be resolved in sequence, not independently.
Variable 1 — Polymer Matrix Chemistry
The organofunctional group on the silane must react with, or at minimum be chemically compatible with, the polymer matrix. Epoxy systems pair with aminosilanes (KH-550 / A-1100) or epoxysilanes (KH-560 / A-187). Polyurethane matrices accept aminosilanes and mercaptosilanes, since both react with isocyanate groups. Silicone sealants and RTV compounds use vinylsilanes (KH-151 / A-151) or methyltrimethoxysilane as crosslinkers. Acrylic systems respond well to methacryloxysilanes (KH-570 / A-174). Polyolefins and rubber compounds, where covalent bonding to the matrix is difficult, rely mainly on physical entanglement and vinylsilane grafting under peroxide or irradiation conditions.
Variable 2 — Substrate Type
Siliceous substrates — glass fiber, fumed silica, quartz — present abundant surface silanols, giving rapid and dense condensation. Si–O–Si bond densities of 2–5 bonds per nm² are achievable here, measurable by XPS. Metallic substrates behave differently: steel requires hydrolysis to form Fe–O–Si bonds and benefits from aminosilane or epoxysilane, though surface oxide quality matters enormously (more on this under formulation mistakes). Aluminum and zinc surfaces are more reactive toward hydrolyzed silanes but are also sensitive to pH; keep treatment bath pH between 4 and 5 for best results. Concrete and limestone bond through calcium silicate chemistry, and aminosilanes generally outperform vinylsilanes here. Carbon fiber reinforced polymer (CFRP) substrates present graphitic surfaces with limited hydroxyl groups, so plasma or oxidative surface treatment before silane application is not optional — it is mandatory.
Variable 3 — Cure Conditions
Ambient moisture cure systems (construction sealants, field-applied adhesives) depend on atmospheric humidity to drive hydrolysis, so methoxysilanes are often preferred because they hydrolyze 5–10× faster than ethoxysilanes under neutral aqueous conditions. Heat-cure adhesives give you the luxury of slower hydrolysis kinetics, making ethoxysilanes viable and safer. UV/EB-cure coatings demand a silane with a photopolymerizable organofunctional group — methacryloxysilane is the standard choice, since it co-polymerizes directly into the acrylate network. Anaerobic adhesives are the narrow exception where silane use is minimal, as the cure mechanism is incompatible with silane crosslinking chemistry.
Variable 4 — Service Environment
Dry indoor service (electronics encapsulation, interior woodworking adhesives) allows lighter loading and simpler silane selection. Humid outdoor or immersion service — marine sealants, underhood automotive adhesives, pipeline coatings — demands the highest covalent bond density you can achieve, and hydrolytic stability of the Si–O–substrate bond becomes the limiting design factor, not initial strength. High-temperature service above 150 °C generally requires methylsilane or phenylsilane functionalized systems rather than aminosilanes, which can oxidize and yellow.
Comprehensive Selection Table
| Polymer System | Recommended Silane Type | Example Grade | Typical Loading (wt%) | Primary Reaction Mechanism | Key Performance Metric |
|---|---|---|---|---|---|
| Epoxy | Aminosilane | KH-550 / A-1100 | 0.3–1.0 | Amine–epoxy ring opening | Lap-shear strength, wet retention |
| Epoxy | Epoxysilane | KH-560 / A-187 | 0.5–1.5 | Epoxy–epoxy co-cure | Peel strength on glass |
| Polyurethane | Aminosilane | KH-550 / A-1100 | 0.5–1.5 | Amine–isocyanate reaction | Tensile elongation, hydrolytic durability |
| Silicone RTV | Vinylsilane / methyltrimethoxysilane | KH-151 / A-151 | 0.5–2.0 | Crosslinking into siloxane network | Modulus, tear resistance |
| Acrylic / UV cure | Methacryloxysilane | KH-570 / A-174 | 0.3–1.0 | Free-radical co-polymerization | Adhesion to glass, scratch resistance |
| Rubber / polyolefin | Vinylsilane | KH-151 | 0.5–2.0 | Peroxide-initiated grafting | Filler dispersion, tensile strength |
Loading ranges depend on filler BET surface area and substrate surface hydroxyl density — a fumed silica with 200 m²/g demands far higher silane mass than a glass plate.
The Methoxy vs. Ethoxy Decision
Methoxysilanes hydrolyze 5–10× faster than ethoxysilanes under neutral aqueous conditions, which is useful in waterborne systems and rapid-set formulations. The tradeoff is methanol release. In food-contact adhesives, pharmaceutical packaging seals, and applications involving enclosed spaces with limited ventilation, methanol off-gassing creates both regulatory and worker safety problems. Ethoxysilanes release ethanol — slower hydrolysis, but widely accepted under European pharmaceutical packaging adhesive specifications and food-contact frameworks. If your customer is a medical device assembler or a food packaging converter, default to ethoxysilanes unless process engineering can guarantee adequate ventilation and methanol exposure stays below occupational limits.
Methoxysilanes hydrolyze significantly faster than ethoxysilanes under neutral aqueous conditions, but this speed advantage comes with methanol release concerns in sensitive applications.True
Hydrolysis rate difference of 5–10× between methoxy and ethoxy derivatives under neutral pH is well-established in silane chemistry literature. Methanol toxicity in enclosed or food-contact environments is a recognized regulatory constraint in multiple jurisdictions including the EU.
Silane Concentration Optimization
Below the optimal loading, bare substrate patches remain unsilanized — those areas become initiation sites for moisture ingress and adhesion failure under cyclic loading or humid aging. Above roughly 2 wt% in most formulations, excess silane builds multilayer deposits. Those outer silane layers are not covalently anchored to the substrate and fail cohesively under stress. The coverage calculation is straightforward in principle: silica filler with a BET surface area of 150 m²/g and a silane molecular footprint of 0.5–1.0 nm² per molecule requires roughly 3–6 mg silane per gram of filler to achieve monolayer coverage. Actual optimal loading must be verified empirically by lap-shear or pull-off testing across a loading range, since particle morphology and surface hydroxyl density vary between filler grades and even between batches from different quarries.

Five Formulation Mistakes and How to Avoid Them
1. Adding aminosilane directly to epoxy resin without dilution. The amine group reacts immediately with epoxy groups, generating heat and gelling the mixture in minutes. The corrective action is to pre-dilute the silane in a co-solvent such as isopropanol or to add it to the hardener component rather than the resin.
2. Using methoxysilane in a sealed container with no available moisture. Hydrolysis never initiates, the silane remains unreacted, and bonding to the substrate does not occur. Ensure at least 0.1% moisture is present in the system, or introduce a catalytic amount of a weak organic acid such as acetic acid to activate hydrolysis.
3. Selecting vinylsilane for an epoxy adhesive matrix. Vinyl groups do not react with epoxy chemistry under standard cure conditions. The silane remains unreacted at the interface, providing no adhesion contribution. Use aminosilane or epoxysilane for epoxy systems.
4. Applying silane to a contaminated, oxidized, or oily substrate. The silane bonds to the contamination layer or loose oxide scale, not to the base substrate. Under mechanical or thermal stress, that contamination layer peels and the adhesive joint fails — sometimes catastrophically in structural applications. Grit blasting, acid etching, or atmospheric plasma treatment before silane application is not a preparation luxury; it is the minimum condition for the chemistry to work.
5. Storing a pre-hydrolyzed silane solution beyond its pot life. Once silane is hydrolyzed in aqueous or hydroalcoholic solution, condensation between silanol groups begins immediately. Oligomeric siloxane species form within hours and precipitate as a gel, leaving a non-uniform deposit on the substrate that performs worse than no silane at all. Prepare fresh solutions and use within an 8-hour working window, or use sealed single-dose packaging if batch sizes allow it.
Performance Testing and Quality Validation Methods for Silane-Treated Systems
Specifying a silane coupling agent and actually proving it works are two different engineering problems. Without a structured validation protocol, a formulator can optimize chemistry on paper and still ship product that delaminates at the first thermal cycle. What follows covers the test methods that actually appear on process control plans and supplier qualification checklists — not textbook theory.
Mechanical Adhesion Tests Across Application Segments
For structural adhesives, ASTM D1002 and ISO 4587 lap-shear remain the workhorses. On steel substrates bonded with silane-promoted epoxy, acceptable performance typically lands in the 15–30 MPa range; where exactly depends on epoxy resin molecular weight, cure schedule, and silane loading. The critical quality indicator is not the absolute number but the failure mode — cohesive failure in the adhesive layer signals that the interface is no longer the weak point, which is precisely what silane treatment is designed to achieve. Mixed or adhesive failure after conditioning is an immediate red flag.
Sealant movement capability is evaluated under ASTM C719, which classifies products at ±25%, ±35%, and ±50% joint movement. Silane-promoted MS polymer and polyurethane sealants targeting facade glazing need to hold their classification after water immersion cycling; a product that passes at ambient but drops a classification after 24-hour water exposure has inadequate silane-to-substrate bonding, usually traceable to under-dosing or incorrect silane selection for that substrate chemistry.
Coating adhesion is quantified with ASTM D4541 or ISO 4624 pull-off testing. Industrial primer systems are generally qualified at a minimum of 5 MPa; structural coatings and aerospace primers are expected to exceed 10 MPa, with some military specifications running higher. For flexible bonded systems — think automotive body seals or electronics potting films — T-peel per ASTM D1876 and 90° peel per ASTM D903 capture the energy-to-failure data that lap-shear misses entirely.
Accelerated Weathering and Environmental Durability
QUV cycling per ASTM G154 is standard for UV and condensation resistance screening of exterior coatings and sealants. Meaningful differentiation between silane-treated and untreated controls typically appears after 500–1,000 hours; the exact breakpoint depends on UV intensity, cycle duration, and substrate reflectivity. ASTM B117 neutral salt spray quantifies corrosion protection for silane pretreatments on metal — 500 hours without undercutting propagation beyond 2 mm from the scribe line is a common acceptance criterion for automotive OEM primers, though aerospace and marine specifications are considerably tighter.
The cataplasm aging test from ETAG 002 is particularly brutal and deserves attention from anyone qualifying structural glazing sealants. The protocol runs 7 days at 70°C and 100% RH, then requires immediate mechanical testing while samples are still hot and wet. Retention of greater than 75% of original lap-shear or peel strength is the typical acceptance threshold. Products that pass ambient testing but fail cataplasm are exposing a silane bond that hydrolyzes under sustained thermal-humidity stress — a field failure waiting to happen on a curtain wall in a humid climate.
Surface Analytical Methods for Bonding Verification
XPS confirms Si–O–substrate bonding chemistry at the atomic level and quantifies surface silicon atomic percentage — useful when qualifying a new silane-to-metal combination or investigating a field failure. ToF-SIMS adds spatial resolution, mapping silane distribution across the bond area and identifying coverage gaps that bulk mechanical tests average out. FTIR-ATR on treated metal coupons gives faster qualitative confirmation of functional group presence and condensation state; it is practical for R&D screening but cannot substitute for XPS in supplier qualification.
Contact angle goniometry is the fastest QC tool on the line. A water contact angle above 90° on properly treated glass confirms successful hydrophobic silane coverage. Values below that threshold indicate either under-treatment, contamination, or silane hydrolysis prior to application.
Contact angle goniometry above 90° on glass reliably confirms successful hydrophobic silane surface treatment.True
Hydrophobic organosilane monolayers orient their nonpolar organofunctional groups outward, raising water contact angle well above 90°. Values below this threshold indicate incomplete surface coverage, competitive adsorption of contaminants, or premature silane condensation in solution before substrate contact — all of which correlate with reduced adhesion performance in downstream testing.
Incoming Raw Material Quality Control
Lot-to-lot consistency of the silane itself is where procurement discipline pays off. Industrial-grade materials are typically specified at GC purity above 97%; electronics applications requiring minimal ionic contamination push that to above 99%. Refractive index should match the reference value within ±0.001, and density within ±0.005 g/cm³ — deviations outside these windows usually indicate hydrolysis, solvent dilution, or blending with lower-grade material.
The hydrolysis test — measuring cloud point and gel time in a 1% acetic acid solution — is particularly informative because it directly mimics the mechanism that drives silane performance in use. A lot that clouds or gels faster than the reference indicates partial pre-hydrolysis during storage or transit, which reduces available reactive silanol groups at the substrate interface. Color measured by the APHA scale should be below 20 for optical-grade and electronics applications; higher APHA values can signal thermal degradation during distillation or contamination.
SiliconChemicals issues batch-specific Certificates of Analysis that include GC chromatograms alongside physical property data — refractive index, density, APHA color, and hydrolysis behavior — enabling traceability for customers operating in regulated industries where supply chain documentation is audited. For global export customers, this means qualification testing can be tied to specific production batches rather than general grade specifications, which matters when a field failure investigation needs to trace back to raw material lot.
Emerging Developments: Sustainable Silane Formulations, Nano-Enhanced Systems, and Bio-Based Feedstocks
The silane coupling agent field is not static. Pressure from automotive OEM sustainability mandates, nanocomposite material targets, and corporate decarbonization roadmaps is pushing formulation chemistry in three distinct directions simultaneously. Each carries real process implications — not just laboratory curiosity.
Water-Based and Chromate-Free Pretreatment Systems
Solvent-based silane pretreatments have been the workhorse of metal surface preparation for decades, but regulatory and sustainability pressure is accelerating the shift to aqueous silane systems. The chemistry challenge is non-trivial: trialkoxysilanes hydrolyze rapidly in water, and if pH and silane concentration are not tightly controlled (typically pH 4–5, silane concentration 0.5–5 wt% depending on silane type and substrate), you either get insufficient hydrolysis or premature condensation and precipitation in the bath. Bath life for aqueous aminosilane solutions is measured in hours to days, not weeks.
Hybrid silane-zirconate pretreatments address this directly. By co-depositing organofunctional silane with zirconium or titanium coupling agents from a single aqueous bath at 20–40°C, these systems build a thin conversion layer — typically 50–200 nm — that achieves corrosion performance equivalent to zinc phosphate conversion coating in neutral salt spray testing (500–1000 hours depending on topcoat system) without phosphate effluent, without heavy metals, and at process temperatures roughly 30–50°C lower than conventional phosphating. For automotive body-in-white lines targeting zero heavy-metal surface treatment by 2030, this is not a distant aspiration — several Tier 1 suppliers are already running qualification programs. The elimination of phosphate sludge disposal alone represents meaningful operating cost reduction, typically USD 15–50 per tonne of sludge handled depending on local disposal regulations.
Silane-zirconate hybrid pretreatments can match zinc phosphate corrosion performance in standardized salt spray testing while eliminating phosphate effluent and reducing process temperature.True
Multiple published studies and industrial validation programs from automotive OEM pretreatment qualification processes confirm equivalent or near-equivalent corrosion resistance in properly formulated silane-zirconate systems versus zinc phosphate, with documented elimination of phosphate sludge byproducts.
Silanization of Nano-Fillers: Coverage, Agglomeration, and Toughness Gains
Treating conventional fillers with silane is straightforward by comparison to nano-fillers. Nanosilica, nanoclay, carbon nanotubes, and graphene oxide present BET surface areas of 50–300 m²/g — an order of magnitude higher than ground calcium carbonate or precipitated silica used in conventional sealant formulations. Achieving uniform monolayer coverage at that surface density without driving particle agglomeration is the central practical problem.
Three protocols are used industrially. Solution-phase silanization in anhydrous toluene or ethanol gives the most controlled coverage but creates solvent recovery obligations. Dry surface treatment in high-shear mixers (tip speeds above 20 m/s) with vapor-phase silane or dilute silane spray works well for larger batch production and avoids solvent entirely, though coverage uniformity on the sub-100 nm scale is harder to verify. In-situ silanization during sol-gel synthesis integrates the silane into the particle formation step, which can produce the most homogeneous surface chemistry but constrains particle size and morphology options.
The performance payoff is substantial. Adding 1–5 wt% silane-treated nanosilica to a standard epoxy adhesive formulation increases fracture toughness K_Ic by 50–120% — the exact range depends on particle size distribution, silane type (epoxy-functional silane for epoxy matrices typically outperforms amino-functional in this application), and dispersion quality. Glass transition temperature and optical clarity are largely preserved, which matters for electronics and optical bonding applications where untreated mineral fillers would be disqualifying.

Bio-Based Feedstocks: Real Progress, Realistic Limits
Conventional silane coupling agents trace their carbon content back to petroleum — chlorosilane intermediates and organic chains such as the aminopropyl group are petroleum-derived. Research programs at major producers including Wacker, Evonik, and Shin-Etsu, alongside university biorefinery centers, are exploring bio-derived propylene as a feedstock for the aminopropyl chain and lignin-derived aromatic fractions as phenyl precursors. The current achievable bio-content sits at 10–30% of molecular weight, constrained by biorefinery economics and the difficulty of producing high-purity intermediate streams at commercial scale. That figure is expected to improve as integrated biorefinery capacity grows and as carbon pricing changes the relative economics of bio-derived versus petroleum-derived intermediates.
SiliconChemicals monitors this space as part of its long-term supply chain sustainability roadmap. Procurement managers specifying silanes today should be aware that bio-content claims require careful third-party verification — mass balance certification under ISCC Plus or equivalent scheme is the appropriate benchmark, not simple supplier declarations.
Multifunctional Silanes: One Molecule, Several Jobs
The most commercially active area in silane patent filings between 2020 and 2024 is multifunctional silane design — molecules engineered to perform adhesion promotion and at least one additional function simultaneously.
Benzotriazole-silane hybrids incorporate UV-absorber chromophores directly into the coupling agent structure. When these molecules anchor at the coating-substrate interface, UV stabilization is built into the adhesion layer rather than relying on free UV absorber migration — which depletes over time. In coil coating and automotive clearcoat systems where interface UV degradation is a known failure mode, this is a meaningful durability improvement.
Quaternary ammonium trimethoxysilanes (QTMS) provide durable antimicrobial surface function for medical device adhesives and building facade coatings. Unlike leaching biocides, the quaternary ammonium group is covalently anchored to the substrate through the silane bond, giving activity that does not deplete with washing — relevant to ISO 22196 performance claims that need to remain valid over a product service life of years.
Corrosion-inhibiting silanes incorporating cerium or molybdate functional groups operate on a triggered-release principle: inhibitor ions remain sequestered under normal conditions and release under local acidic conditions generated by early-stage corrosion. This smart-release mechanism extends the service window of protective coatings in aggressive environments beyond what passive barrier coatings alone can achieve. Active patent prosecution in this area by coating resin producers and specialty chemical suppliers signals genuine near-term commercialization rather than pure research interest.
SiliconChemicals’ Silane Coupling Agent Product Range and Supply Chain Advantages
The technical case for silane coupling agents only matters if you can source consistent, well-characterized material at the volumes and lead times your production schedule demands. That is where supplier selection becomes as consequential as formulation chemistry.
Core Product Portfolio by Organofunctional Group
SiliconChemicals organizes its silane coupling agent line around organofunctional chemistry, which is how formulators actually search for solutions.
The amino-functional series covers the widest range of polymer systems. KH-550 (3-aminopropyltriethoxysilane) is the standard workhorse for epoxy adhesives, polyurethane primers, and mineral-filled nylon composites. KH-540 (3-aminopropyltrimethoxysilane) offers faster hydrolysis kinetics for systems where cure speed matters. KH-551 adds a secondary amine functionality useful where reactivity with isocyanates must be moderated. KH-902, the N-phenyl variant, targets applications requiring higher thermal stability at the interface — relevant in underfill compounds and elevated-temperature cure epoxy systems.
The epoxy-functional series — KH-560 (3-glycidoxypropyltrimethoxysilane) and KH-561 (the triethoxysilane analog) — serves epoxy matrix composites, polyester-based coatings, and glass fiber sizings. KH-560 is probably the single most specified silane in structural adhesive formulations globally; KH-561 is preferred where methanol release during hydrolysis is a process concern, since ethanol is the byproduct instead.
The vinyl and methacryl series addresses rubber and polyolefin systems. A-151 (vinyltriethoxysilane) is used in moisture-crosslinkable polyethylene wire and cable compounds and in peroxide-cure rubber. A-172 (vinyltriisopropoxysilane) hydrolyzes more slowly, giving it a processing advantage in moisture-sensitive compounding environments. KH-570 (methacryloxypropyltrimethoxysilane) is the go-to for UV-cure acrylate coatings, photopolymer adhesives, and dental composite fillers where free-radical reactivity at the interface drives bond performance.
The sulfur-functional series — KH-580 and KH-590 (both mercaptopropyltrimethoxysilane variants differing in purity grade and inhibitor package) — is specified for sulfur-cure rubber compounding and for bonding to noble metal surfaces in electronics and sensor applications, where thiol–gold coordination provides a measurable adhesion mechanism beyond covalent siloxane bonding alone.
Isocyanate-functional and mixed-functional silanes round out the range for specialty one-component moisture-cure PU sealants and hybrid organic-inorganic coating precursors. Bis-functional silanes — BTESPT (bis[3-(triethoxysilyl)propyl]tetrasulfide) and BTESD (the disulfide analog) — are supplied specifically for silica-reinforced tire compounds and corrosion-inhibiting pretreatment baths where the bis-silane architecture provides a denser, more hydrolytically stable crosslinked siloxane film than monosilane alternatives.
Manufacturing Quality Infrastructure
Production operates under ISO 9001:2015 certification with dedicated silane synthesis and distillation capacity. Every production batch undergoes in-house characterization: GC-MS for purity and residual solvent profiling, ¹H and ²⁹Si NMR for structural confirmation, ICP-OES for trace metal content relevant to electronics-grade specifications, and Karl Fischer titration for moisture — the single most critical incoming quality parameter for trialkoxysilane shelf life and reactivity.
Batch sizes range from 1 kg laboratory samples through 25 kg cans, 200 kg drums, IBC totes, and bulk tanker supply. That range matters: a formulator trialing three silane candidates on a new substrate does not want to purchase a drum of each. Cold-chain logistics options are available for moisture-sensitive grades and products with flash points below 23 °C, with packaging validated for international dangerous goods transport classifications.
SiliconChemicals' silane coupling agent manufacturing is ISO 9001:2015 certified with in-house GC-MS, NMR, ICP-OES, and Karl Fischer analytical capability.True
These are standard quality infrastructure requirements for specialty organosilicon chemical producers supplying global industrial markets; the claim is operationally specific and verifiable through supplier audit.
China Supply Chain Position and Cost Structure
Proximity to China’s integrated organosilicon clusters — Jiangxi, Zhejiang, and Shandong provinces collectively account for the majority of domestic chlorosilane and silicon metal capacity — means feedstock security that Western producers structurally cannot replicate at comparable cost. Vertically integrated production delivers a cost position that is typically 20–40% below equivalent European or North American producers on comparable product quality, depending on grade complexity and order volume. That gap widened measurably during the 2021–2022 supply disruptions when spot prices for triethoxysilane intermediates became volatile; customers holding long-term supply contracts with Chinese producers absorbed those events with far less impact on their formulation costs.
Global Export and Technical Support Capability
Export documentation is routine across 30-plus countries: REACH pre-registration, multilingual SDS, UN transport classification, and country-of-origin certificates are standard deliverables, not negotiated extras. Technical application support is provided in English by engineers with hands-on formulation experience — not sales staff reading datasheets. Application-specific sample quantities for customer qualification testing are available on request, with response times calibrated to actual R&D project timelines rather than commercial order minimums.
Frequently Asked Questions About Silane Coupling Agents in Sealants, Adhesives, and Coatings
What is the difference between a silane coupling agent and a silane primer?
A coupling agent is a bifunctional molecule — it bonds covalently to the inorganic substrate on one side and co-reacts with the organic polymer matrix on the other. It can be incorporated directly into the bulk formulation or applied as a thin molecular monolayer to the substrate surface before bonding. A primer is a distinct coating layer that may contain silane coupling agents but also includes film-forming polymers, corrosion inhibitors, and catalysts; it provides mechanical build and protection that a monolayer cannot. The silane does the molecular bonding work; the primer layer is the structural platform around it.
The practical consequence: many modern MS polymer and polyurethane sealant formulations now incorporate silane coupling agents internally to achieve primerless adhesion on glass, aluminum, and concrete. Eliminating the primer step removes a separate material, an application cycle, and a cure wait — meaningful savings in glazing or automotive assembly where cycle time is a direct cost driver.
Can the same silane coupling agent be used in both sealant and adhesive formulations?
Yes, if the polymer chemistry and substrate chemistry are identical. KH-550 (3-aminopropyltriethoxysilane) functions in both aminosilane-cured epoxy adhesives and in silicone sealants bonding to glass. What changes significantly is optimal loading, solubility, and addition sequence. A low-modulus sealant tolerates higher silane loading before becoming over-crosslinked; a high-Tg structural epoxy adhesive is sensitive to off-stoichiometry effects from excess amine functionality. Always re-optimize concentration and addition sequence when transferring a silane between system types rather than assuming a direct carry-over of the same formulation parameters.
How does humidity affect silane coupling agent performance during application?
Moderate humidity — roughly 40–70% RH — is beneficial for moisture-cure silane systems because the interfacial water drives Si–OR hydrolysis. Below about 30% RH, cure of one-component sealants and silane pretreatments slows to the point where adhesion development timelines become unworkable in practice. Above 85% RH, condensation water on the substrate surface promotes excessive self-condensation of the silane before it contacts the substrate, forming a weak polysiloxane powder layer rather than a covalently bonded film. The result is wash-off risk and interfacial failure that looks, deceptively, like a substrate surface contamination problem. Temperature compounds this: silane hydrolysis rate roughly doubles for every 10°C rise between 15–40°C, so a cold warehouse application in winter is a double penalty — low RH and slow hydrolysis simultaneously.

What is the shelf life of silane coupling agents and how should they be stored?
Anhydrous silane coupling agents in sealed containers typically carry shelf lives of 12–24 months from manufacture date when stored at 5–25°C, away from moisture and UV exposure. Methoxysilanes are meaningfully more moisture-sensitive than ethoxysilanes and should be stored under dry nitrogen blanketing once a drum or container is opened. Once diluted into aqueous solution for substrate pretreatment, working pot life drops to 4–24 hours depending on silane type, pH, and temperature — prepare working solutions fresh daily rather than storing overnight. SiliconChemicals specifies storage conditions and pot life guidance directly on the product COA and SDS for each grade.
Are silane coupling agents safe to handle, and what are the key regulatory considerations?
Most silane coupling agents are classified as irritants or sensitizers under GHS — aminosilanes and isocyanatosilanes in particular. Chemical splash goggles, nitrile gloves, and adequate local exhaust ventilation are the baseline requirement; the specific product SDS governs hazard classification and exposure limits. A frequently underestimated hazard: methoxysilanes release methanol during hydrolysis, which is toxic and requires workplace ventilation and periodic air monitoring in enclosed processing environments.
Most commercial silane coupling agents sold for industrial use are registered under REACH (EU), listed on the TSCA Inventory (USA), and comply with China's MEE chemical substance inventory.True
These three regulatory frameworks cover the primary global markets for industrial silanes. REACH registration is required for EU import/use above one tonne per year; TSCA listing is required for US commerce; China's MEE inventory governs domestic manufacture and import. Compliance status should be confirmed per specific CAS number with the supplier.
Food-contact and pharmaceutical applications require additional, application-specific approvals that standard industrial registrations do not cover. Consult SiliconChemicals’ regulatory team with the specific application before assuming compliance.
What analytical test confirms a silane coupling agent is working in my adhesive formulation?
The most practical production-scale confirmation is a comparative lap-shear test per ASTM D1002 — run paired specimens with and without silane on the target substrate, then examine failure mode. Cohesive failure (fracture through the adhesive bulk) after silane treatment versus adhesive or interfacial failure in the untreated control is the clearest functional confirmation of effective coupling. For R&D-level mechanism work, XPS analysis of peel-failed surfaces can detect silicon from the silane on both the adhesive side and the substrate side of the failure, which proves molecular-level bridging actually occurred across the interface. FTIR-ATR on the treated substrate before bonding can confirm monolayer deposition and give a qualitative read on coverage uniformity — useful when troubleshooting inconsistent bond strength batch-to-batch.
How does SiliconChemicals support new customers in selecting and qualifying silane coupling agents?
The process is structured rather than ad hoc. Initial consultation starts with a technical application questionnaire covering polymer system, substrate, cure method, and performance targets — this prevents the common mistake of requesting “a silane for epoxy” without substrate specifics. Sample provision follows, typically 1–5 recommended grades in quantities from 100 g to 1 kg for laboratory screening. SiliconChemicals provides application protocol guidance alongside the samples, including recommended loading ranges, addition sequence, and suggested test methods matched to the application. After the customer reports screening results, the technical team reviews data and suggests optimization if initial results require adjustment. Scale-up support — production-grade COA data, process safety documentation, and regulatory compliance package — is provided for internal qualification approval at the customer’s facility. Contact the global sales team to initiate a technical evaluation request.














