
Someone on the assembly line grabs the wrong adhesive — it happens more than procurement managers like to admit. A gasket sealed with cyanoacrylate instead of LSR survives the first thermal cycle, fails on the second, and suddenly you’re tracing a warranty return back to a purchasing decision made on the assumption that “silicone adhesive” and “super glue” occupy the same category. They don’t. The chemistry, the cure mechanism, the long-term load behavior, and the service envelope are fundamentally different, and confusing them costs real money.
Liquid silicone rubber and super glue are not the same material. LSR is a platinum-catalyzed elastomer offering flexibility, chemical resistance, and a service range from -60°C to +200°C. Cyanoacrylate super glue is a rigid, moisture-cured acrylic limited to around 80°C continuous service. They bond differently, fail differently, and suit entirely different engineering applications.
The surface-level confusion is understandable — both come in liquid form, both cure at or near room temperature, and both show up in conversations about “bonding things together.” But once you map out how each material actually behaves under thermal stress, moisture exposure, and sustained mechanical load, the differences stop being academic. They become the kind of specification detail that separates a reliable production process from a recurring field failure.

Chemical Identity: What Liquid Silicone Actually Is at the Molecular Level
Start with the backbone and everything else follows. Liquid silicone rubber is built on a Si–O–Si chain — the siloxane backbone — where silicon and oxygen atoms alternate in a repeating structure. That single architectural fact separates it from every organic adhesive in your facility. Cyanoacrylate, epoxy, polyurethane, acrylic — these are all carbon-backbone polymers. Their mechanical and thermal behavior is governed by C–C and C–O bonds, which begin degrading meaningfully somewhere between 150°C and 250°C depending on formulation. The Si–O bond has a bond energy of roughly 452 kJ/mol versus approximately 346 kJ/mol for C–C. That gap is not academic; it is why LSR retains usable elasticity at temperatures that would char or embrittle any cyanoacrylate joint.
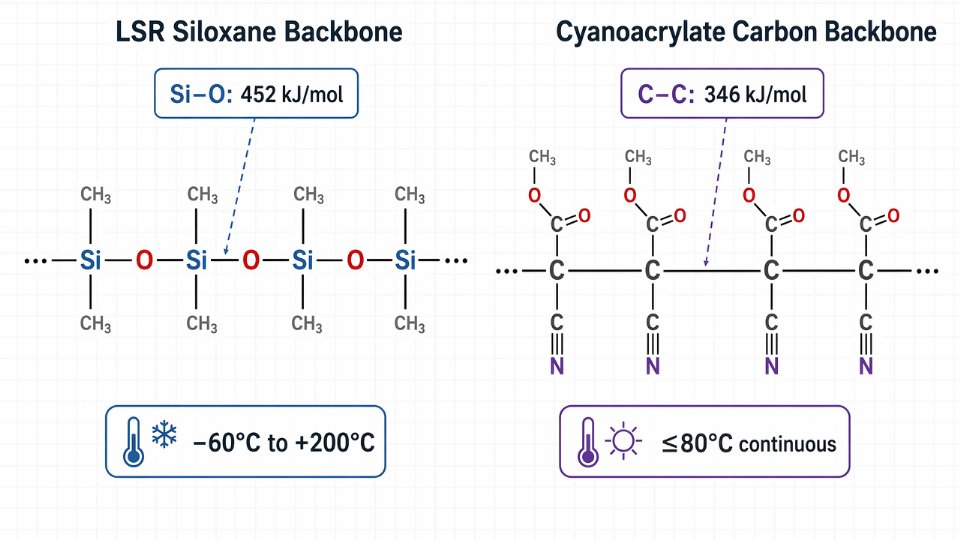
This is also why silicone is correctly classified as an inorganic-organic hybrid polymer. The backbone is inorganic — silicon and oxygen, the same elemental pairing found in quartz and glass. The pendant groups hanging off each silicon atom (typically methyl, phenyl, or vinyl groups) are organic. That hybrid nature gives silicone materials an unusual combination: the thermal and oxidative stability of inorganic minerals alongside the processability and flexibility of organic polymers. Super glue offers neither.
LSR can maintain functional elasticity across a continuous service range of -60°C to +200°C, with specialty grades reaching 300°C, while cyanoacrylate adhesives are limited to roughly 80°C continuous service.True
The thermal stability difference stems directly from Si–O bond energy versus C–C bond energy, a well-established principle in polymer chemistry confirmed by ASTM D412 testing protocols and UL 94 flammability classifications applied to LSR grades.
The Major Commercial Forms Are Not Interchangeable
Procurement managers frequently treat “liquid silicone” as a single SKU category. It is not. The three dominant commercial forms behave differently enough that specifying the wrong one causes real process failures.
LSR (liquid silicone rubber, two-part platinum-cured) is a pumpable A/B system. Part A carries the vinyl-functional polydimethylsiloxane base and platinum catalyst. Part B contains crosslinker — typically a hydride-functional siloxane. Mix ratio is usually 1:1 by volume. Cure occurs at temperatures between 120°C and 200°C in minutes, depending on mold temperature and part geometry. The result is a fully crosslinked elastomer. Tensile strength lands in the 4–12 MPa range depending on grade, filler loading, and cure conditions — tested per ASTM D412 on dumbbell specimens. This is the material running in your liquid injection molding press.
RTV silicones (room-temperature vulcanizing) split into one-part (RTV-1) and two-part (RTV-2) systems. RTV-1 cures by moisture exposure — acetic acid, oxime, or alkoxy byproducts release during cure depending on the chemistry, and that distinction matters when you are bonding sensitive electronics or copper substrates where acetic acid off-gassing causes corrosion. RTV-2 systems cure via tin or platinum catalysis and are common in potting, mold-making, and encapsulation.
Silicone sealants versus silicone adhesives is a distinction the industry blurs constantly. Sealants are formulated primarily for gap-filling and environmental sealing — think HVAC ductwork or curtain-wall glazing. Adhesive silicones incorporate surface-active additives or primers to develop meaningful bond strength to non-silicone substrates. Using a sealant where a structural adhesive is specified will produce a joint that passes initial visual inspection and fails under peel load.
Crosslinkers, Catalysts, and Fillers Determine Final Form
The crosslink density controls whether your silicone product is a soft gel, a firm elastomer, or approaches a rigid solid. Low crosslink density combined with high-molecular-weight base polymer yields compliant gels used in wound care or vibration damping. Higher crosslink density and reinforcing silica filler — typically fumed silica at 10–40 phr depending on target hardness — produces the elastomers measured under ASTM D412 and classified for flammability under UL 94, where LSR grades commonly achieve V-0 ratings.
Platinum catalysis dominates high-performance LSR because it leaves no ionic residue and tolerates the cleanliness requirements of medical and food-contact applications. Tin-catalyzed RTV systems are cost-effective for industrial sealants but carry regulatory limitations in food-contact and implantable contexts, and tin catalyst can be poisoned by sulfur compounds, nitrogen-containing materials, or certain plasticizers — a failure mode that surfaces as incomplete cure in the field, not during lab qualification.
Chemical Identity: What Super Glue Is and How Cyanoacrylate Chemistry Works
Cyanoacrylate adhesives look deceptively simple — a thin, low-viscosity liquid that bonds in seconds. That simplicity is engineered, not accidental, and understanding the underlying mechanism tells you exactly where these materials excel and where they will fail you on the plant floor.
The Monomer Structure and Why It Matters
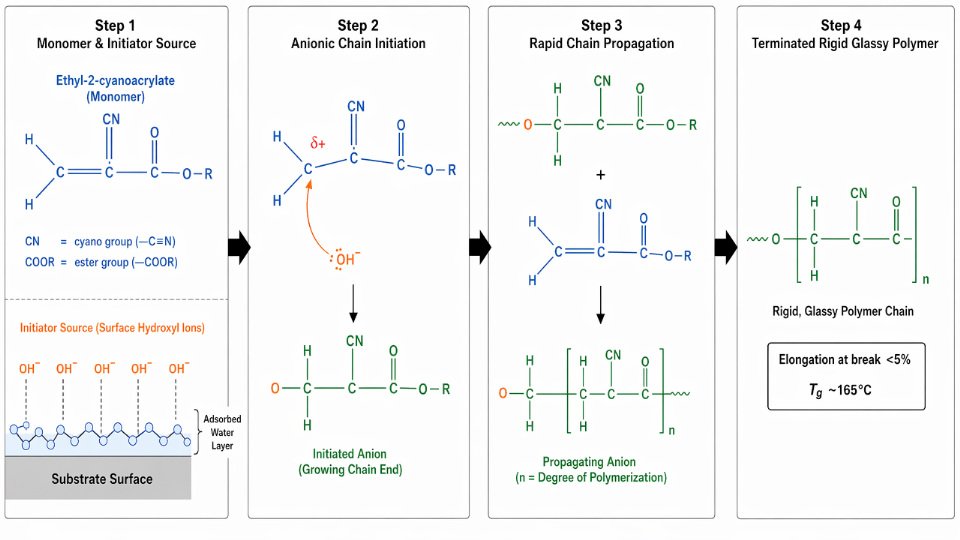
The active ingredient in virtually every super glue product is an alkyl cyanoacrylate monomer. Ethyl-2-cyanoacrylate is the most commercially prevalent variant. Its structure features a vinyl group flanked by two powerful electron-withdrawing substituents: a cyano group (–C≡N) and an ester carbonyl (–COOR). That electron deficiency is the key. The carbon in the vinyl group is highly electrophilic, which makes the monomer extraordinarily reactive toward nucleophiles — including the trace moisture present on virtually every real-world surface.
When you apply cyanoacrylate to a substrate, hydroxyl ions from adsorbed water initiate an anionic chain polymerization. The reaction propagates rapidly down the monomer chain. No mixing, no UV lamp, no elevated temperature required. At a bond line thickness of roughly 0.05–0.15 mm, cure to handling strength typically occurs within 10–60 seconds depending on substrate material, ambient humidity, and specific formulation. Full structural strength develops over 24–72 hours.
Why This Cure Mechanism Creates a Silicone Compatibility Problem
Here is the critical operational point that procurement teams and assembly engineers need to understand: silicone surfaces — including cured LSR parts — are chemically inert and have extremely low surface energy, typically in the range of 20–25 mN/m. There are almost no surface hydroxyl groups available to initiate anionic polymerization. Super glue applied directly to a cured silicone substrate either cures poorly, fails cohesively at very low loads, or simply does not achieve any meaningful adhesion at all.
Super glue bonds effectively to cured silicone rubber without surface treatmentFalse
Cured silicone has very low surface energy and lacks the surface moisture and hydroxyl groups required to initiate cyanoacrylate anionic polymerization. Without plasma treatment, primer, or surface activation, bond strength is negligible for structural purposes.
This is not a marginal weakness. In practical assembly, an untreated silicone-to-cyanoacrylate joint will fail under finger pressure. Plasma treatment or silicone-specific primers can partially address the issue, but that adds process steps, capital cost, and variables — factors that matter on any production line running volume.
Commercial Variants and Their Industrial Applications
The alkyl ester group (the “R” in –COOR) is where cyanoacrylate chemistry gets tuned for specific applications. Methyl cyanoacrylate cures fastest and achieves the highest tensile strength on rigid substrates — typically 10–30 MPa on steel or glass under ASTM D1002 lap-shear conditions, though actual values depend heavily on surface preparation and bond line thickness. It is the workhorse for metal and rigid plastic assemblies. Ethyl cyanoacrylate is the standard general-purpose grade, balancing cure speed with slightly reduced brittleness. Butyl cyanoacrylate tolerates more surface contamination and is common in woodworking and porous substrate bonding. Octyl cyanoacrylate has received regulatory clearance for skin closure in medical settings, where flexibility and biocompatibility requirements disqualify the shorter-chain variants.
For defense and aerospace procurement, MIL-A-46050C defines the qualification requirements for cyanoacrylate adhesives, covering viscosity grades, shear strength thresholds, and environmental exposure testing. If your application requires that compliance, verify the specific grade against the standard — not all commercial products qualify.
The Brittleness Factor
Once polymerized, cyanoacrylate is a rigid, glassy thermoplastic. Elongation at break is typically below 5%, sometimes well below that on rigid substrate assemblies. Contrast that with silicone elastomers, which routinely reach 200–600% elongation at break depending on compound and grade. Any application involving vibration, thermal cycling, or dynamic loading will expose this limitation quickly. The bond does not flex — it fractures. That upper continuous service temperature ceiling around 80°C further restricts cyanoacrylate to ambient or mildly elevated environments, a constraint with direct consequences when components are near heat sources, motors, or engine compartments.
Head-to-Head Performance Comparison: Temperature, Flexibility, and Chemical Resistance
When procurement decisions get made on cost per gram or cure time alone, engineers end up with failed bonds in the field. The differences between LSR and cyanoacrylate aren’t marginal — they’re categorical. Here’s where each material actually stands.
Temperature Resistance
LSR runs continuously from -60°C to +200°C, with standard platinum-catalyzed grades holding mechanical properties across that entire window. Fluorosilicone variants push that upper limit to roughly 230°C. For underhood automotive seals, industrial oven gaskets, or any assembly that cycles between freezing and elevated heat, this range is non-negotiable.
Cyanoacrylate starts losing adhesive strength noticeably above 80°C. Above 120°C, structural failure is common — bond line degradation accelerates sharply because the polymer backbone simply wasn’t designed for sustained thermal load. A vibration-dampening mount bonded with CA adhesive on an exhaust-adjacent bracket won’t fail on the bench. It fails six months into service, after enough heat cycles have done their work quietly.
Cyanoacrylate adhesives are suitable for high-temperature industrial bonding applicationsFalse
Cyanoacrylates begin degrading above approximately 80°C and fail structurally above 120°C, making them unsuitable for sustained elevated-temperature service. LSR maintains integrity from -60°C to +200°C continuously.
Mechanical Flexibility
LSR elongation at break ranges from 100% to 700%, depending on durometer — a Shore 20A grade stretches far more than a Shore 60A. That number matters enormously for dynamic joints: think connector boots on robotics arms, flexible gaskets on equipment with vibration signatures, or overmolded strain reliefs on cable assemblies. The material deforms, recovers, and keeps sealing.
Cyanoacrylate elongation typically stays below 5%. On rigid, static, close-tolerance substrates — metal-to-metal lap joints, for instance — that’s acceptable. On anything that flexes, vibrates, or experiences differential thermal expansion between substrates, that brittleness becomes a liability. The bond doesn’t yield; it cracks. In flexible electronics especially, where substrates move with every handling cycle, CA adhesive is the wrong tool regardless of initial bond strength.

Chemical Resistance
Silicone’s Si–O–Si backbone resists dilute acids, dilute alkalis, UV radiation, ozone, and a broad range of non-polar solvents. Swelling can occur with aromatic hydrocarbons and some chlorinated solvents — that’s a real limitation worth checking against your process chemistry — but for outdoor weathering and most industrial cleaning agents, silicone holds.
Cyanoacrylate is dissolved by acetone outright. Polar solvents attack it, moisture degrades bond strength progressively over time, and alkaline environments accelerate failure. In any application involving periodic washdown, chemical exposure, or humidity cycling, that vulnerability compounds.
Electrical Properties
LSR volume resistivity exceeds 10¹⁴ Ω·cm, with dielectric strength ranging 15–25 kV/mm depending on filler content and grade. These figures make it a legitimate engineering choice for high-voltage cable joints, bus bar insulation, and encapsulation of sensitive electronic components.
Cyanoacrylate carries no recognized rating for electrical insulation service. Using it in that context isn’t just suboptimal — it’s an unquantified risk in your design.
Biocompatibility and Regulatory Status
Medical-grade LSR is routinely qualified to ISO 10993 and USP Class VI, covering cytotoxicity, sensitization, and implantation testing. It appears in long-term implantables, fluid-path components, and neonatal care devices.
Cyanoacrylate’s medical use is narrow: the octyl cyanoacrylate variant is approved for topical wound closure, not internal use. Any procurement manager evaluating materials for medical device manufacture needs that line drawn clearly.
UV and Weathering Stability
Siloxane bonds absorb very little UV energy and don’t photooxidize the way carbon-backbone polymers do. LSR components on exterior automotive trim or outdoor electrical enclosures will outlast most of the assembly around them.
Cyanoacrylate yellows under UV exposure and becomes progressively more brittle. For indoor, short-life, or cosmetically irrelevant applications that’s tolerable. For anything exposed to sunlight over months or years, degradation is predictable and the timeline isn’t long.
Bonding and Adhesion Mechanics: Where Silicone Underperforms Super Glue and How to Fix It
Raw adhesive strength is where silicone loses the head-to-head comparison on paper — and where procurement decisions go wrong when the spec sheet gets read without context.
Why Silicone Struggles to Stick: The Surface Energy Problem
Silicone’s bonding difficulty is not a formulation defect. It is a direct consequence of the same low surface energy (~20–24 mN/m) that makes silicone so chemically inert and release-friendly in other applications. For a liquid adhesive or coating to wet a substrate properly, its surface tension needs to fall below the substrate’s critical surface energy. Silicone barely wets most materials, and most materials barely wet silicone. The result: adhesion is poor in both directions. You cannot bond to silicone easily, and uncured or lightly treated silicone will not form durable mechanical or chemical bonds to glass, steel, aluminum, or most engineering plastics without intervention.
Cyanoacrylate operates in an entirely different regime. On rigid, smooth substrates like steel or machined aluminum, lap-shear values of 20–25 MPa are achievable under controlled conditions. Silicone adhesive sealants — even high-performance acetoxy or neutral-cure grades — typically deliver 0.5–3 MPa in peel or lap-shear on glass and metal. That gap is not marginal. A joint that sees vibration, pressure cycling, or any peel loading will expose it immediately.
Silicone adhesive sealants typically achieve only 0.5–3 MPa lap shear on glass and metal, compared to 20–25 MPa for cyanoacrylate on steel.True
These ranges reflect standard test data for commercial silicone sealants (ASTM C794/C1135 peel and shear) versus cyanoacrylate adhesives on degreased steel substrates. Actual values depend on cure conditions, substrate preparation, and specific formulation grades.
[Silane Coupling Agents](https://siliconchemicals.com/silane-coupling-agents/): The Chemical Bridge That Changes the Equation
The practical fix is not switching to cyanoacrylate. It is priming the interface. Silane coupling agents — aminosilanes, epoxysilanes, vinylsilanes — work by creating a covalent chemical bridge between the inorganic substrate surface (silanol groups on glass, native oxides on metal) and the silicone polymer network. An aminosilane primer applied to an aluminum substrate at concentrations typically in the 0.1–2% solution range can lift silicone adhesion by a factor of three to five, depending on the silane chemistry, substrate cleanliness, and cure conditions. Epoxysilanes suit applications involving epoxy-compatible silicone systems or mixed-resin formulations. Vinylsilanes are preferred when the silicone matrix uses addition-cure (platinum-catalyzed) chemistry because they participate directly in the crosslinking network.
This is not a marginal surface coating — it is a bond-line chemistry change. Getting the primer concentration, solvent carrier, and flash-off time wrong will produce worse adhesion than no primer at all, because a thick or incompletely hydrolyzed silane layer becomes a weak boundary layer itself.
Self-Bonding LSR Grades and Addition-Cure Adhesive Silicones
For high-volume molded components — overmolded seals, LSR-on-thermoplastic substrates, two-shot injection parts — separate primer application is operationally costly and prone to process variation. Self-bonding LSR grades address this by incorporating adhesion promoters directly into the B-component. During cure, these migrate to the interface and react with the substrate. Bond strengths on polyamide or polycarbonate substrates with self-bonding grades can reach 2–6 MPa without any primer step, which is sufficient for most elastomeric seal and gasket applications where peel flexibility matters more than tensile rupture strength.
Surface Preparation: Plasma, Corona, and Flame Treatment
Even with primers or self-bonding grades, substrate preparation determines whether you achieve the top or the bottom of the performance range. Plasma treatment and corona discharge physically activate surface energy on metals and plastics — raising critical surface energy from roughly 30–35 mN/m on untreated polyolefin to 60–70 mN/m or higher — which allows the primer or silicone to wet uniformly. Flame treatment achieves similar results on polyolefin substrates and is simpler to implement on a continuous production line. The operational warning here: surface activation is time-sensitive. Plasma-treated parts that sit in ambient air for more than 30–60 minutes before bonding can revert significantly toward their original surface energy as low-molecular-weight contaminants migrate back to the surface. Treat and bond in sequence, not in batches left overnight.
Choosing Silicone Over Cyanoacrylate in Strength-Critical Joints
When the service requirement combines even moderate bond strength with flexibility, wide thermal cycling, or exposure to moisture and chemicals, properly primed silicone is the defensible engineering choice — not a compromise. A cyanoacrylate joint at a continuous 100°C service temperature is degrading. The same joint sealed with a primed, addition-cure silicone is stable. The 20 MPa lap-shear figure for super glue is real, but it is only available at room temperature, on rigid substrates, in tension — not in peel, not at elevated temperature, not after 500 thermal cycles. Design the joint around the actual service environment, not the data sheet peak value.
Industrial Application Mapping: Choosing the Right Material for Your Specific Use Case
Getting the chemistry right in a lab spec sheet means nothing if the wrong material ends up on the production line. The following application mapping is built around the failure modes that actually drive scrap and downtime — not catalog descriptions.
Electronics and EV Battery Assembly
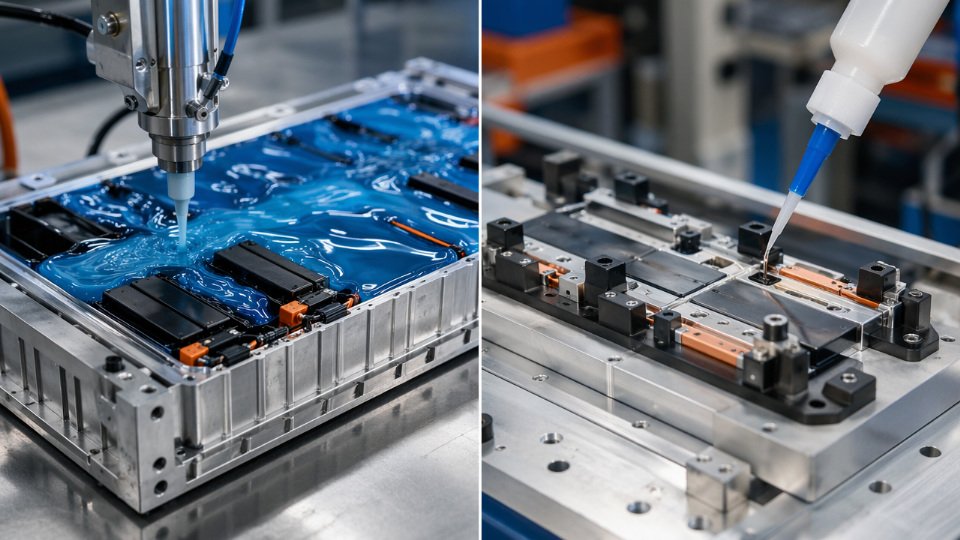
Thermal cycling is the governing stress in battery pack assemblies. Cells expand and contract with every charge cycle, and any encapsulant or gasket material that can’t accommodate that movement will crack, delaminate, or transmit stress into solder joints. LSR — particularly grades with elongation at break above 200% — handles this well. For cell-to-module potting and busbar gaskets, LSR operating across -60°C to +200°C gives the design margin EV engineers need.
Cyanoacrylate has a role here, but a narrow one: temporary fixture bonding of rigid brackets during assembly, at room temperature, with no thermal load in service. Use it outside that envelope and you’re building a latent failure into a pack that costs hundreds of dollars to rework.
Medical Devices and Wearables
The distinction here is regulatory, not just chemical. Medical-grade LSR meeting ISO 10993 biocompatibility standards is the correct base material for skin-contact gaskets, implantable device encapsulation, and any component that will see repeated steam autoclave sterilization cycles. LSR survives autoclave conditions; cyanoacrylate does not — it will whiten, embrittle, and fail within a handful of cycles.
Octyl cyanoacrylate is a legitimate topical wound closure agent and nothing beyond that. A procurement manager sourcing “medical cyanoacrylate” who doesn’t draw that line clearly can inadvertently allow a non-biocompatible industrial grade into a design review. That’s a regulatory liability, not just a performance problem.
Medical-grade LSR and octyl cyanoacrylate wound closure adhesive are interchangeable in medical device designFalse
They serve entirely different anatomical and functional roles. Medical LSR is used for implantable and sterilizable structural components; octyl cyanoacrylate is approved only for external topical tissue bonding and cannot withstand sterilization or implant conditions.
Automotive and Aerospace Sealing
Under-hood temperatures routinely reach 150°C to 175°C at valve covers and exhaust-adjacent flanges. Silicone RTV sealants — specifically those meeting OEM specifications for flange sealing and weatherstripping — are designed for this environment. Super glue degrades above roughly 80°C continuous service and has no dynamic joint compliance. Applying it to a vibrating powertrain joint is a guaranteed comeback at the first heat soak.
Construction and Façade Glazing
Structural glazing is governed by ASTM C1184 for silicone sealants, with good reason. Neutral-cure RTV silicone withstands UV exposure, thermal expansion differentials across aluminum curtain wall systems, and years of wet-dry cycling without significant hardness increase. Cyanoacrylate bonds degrade rapidly with moisture and UV — outdoor weathering exposure in months, not years, will reduce bond integrity to near zero. It has no place in a façade specification.
Consumer Electronics Repair vs. OEM Assembly
This is where context legitimately separates the two materials. For a DIY repair — rebonding a loose port cover, tacking down a ribbon cable for a quick fix — super glue’s fast cure and high initial strength on rigid substrates are practical advantages. At the OEM assembly level, LSR injection molding delivers dimensional repeatability, regulatory compliance, and long-term seal integrity that no cyanoacrylate can match. Confusing the repair use case with the design use case is where specification errors originate.
Food Contact and Cookware
FDA-compliant LSR grades are the correct choice for baking molds, gaskets in food processing equipment, and peristaltic pump tubing handling consumables. Cyanoacrylate is not food-safe in any commercial formulation and is prohibited for food-contact applications — full stop.
Rapid Prototyping and Tooling
Here, cyanoacrylate earns genuine respect. For fixturing parts during machining setup, assembling concept models, or bonding dissimilar materials in short-run prototype verification, its fast cure time — typically under 60 seconds on close-fitting rigid surfaces — reduces iteration time meaningfully. LSR, conversely, serves prototyping as a mold material for short-run silicone casting, where a CNC-machined or 3D-printed tool is used to produce functional silicone parts before committing to a steel injection mold. These are complementary roles within the same development workflow.
Processing and Manufacturing Considerations: Cure Systems, Equipment, and Cycle Times
How a material processes on your line matters as much as how it performs in the finished part. A technically superior material that requires a six-month capital equipment lead time or introduces three new failure modes at scale is not automatically the right choice. LSR and cyanoacrylate sit at nearly opposite ends of the processing complexity spectrum, and understanding where each one fits saves procurement and process engineers from expensive course corrections mid-project.
Liquid Silicone Rubber: LIM and RTV Processing Paths
Liquid injection molding (LIM) is the high-volume route for LSR. The process feeds two separately stabilized components — a base polymer with catalyst on one side, a crosslinker with inhibitor on the other — through a precision metering and mixing unit, typically at a 1:1 ratio by volume. The mixed material is injected into a heated steel mold held at 150–220°C. At that temperature, platinum-catalyzed crosslinking is rapid. Thin-wall parts in the 0.5–2 mm range can cycle in 15–60 seconds depending on wall thickness, mold temperature uniformity, and part geometry. Thicker potting or overmold sections extend that range considerably.
The tooling investment is real — molds with cold runner systems, vacuum venting, and tight flash control run from tens of thousands to well over USD 100,000 for complex geometries. But once validated, LIM produces flash-free, dimensionally consistent parts with near-zero material waste. Over a multi-million-cycle tool life, that economics story becomes compelling in ways that per-kilogram material cost comparisons do not capture.
RTV silicone is the lower-barrier alternative. One-part moisture-cure or two-part addition/condensation systems dispense from cartridges, bulk drum systems, or automated meter-mix robots. Cure happens at ambient temperature over minutes to hours depending on product, bead cross-section, and humidity. There is no specialized tooling. RTV is the standard choice for bead sealing, encapsulation, field repair, and assemblies where a mold would be impractical. The tradeoff is that cure time is not compressible without heat assistance, and dimensional accuracy depends entirely on fixturing and dispensing consistency.

Cyanoacrylate: Deceptively Simple, Operationally Demanding
Cyanoacrylate looks easy — single component, no mixing, no heat, room-temperature fixture strength in 5–60 seconds. On a small assembly bench that is genuinely convenient. At production scale, the constraints become more visible.
Gap control is non-negotiable. Optimal bond line thickness runs 0.05–0.15 mm. Wider gaps cure slowly, generate heat, and produce brittle, stress-concentrated bonds. Tighter gaps starve the moisture initiation mechanism. This means mating surfaces must be machined or formed to close tolerances, and fixturing must hold parts in exact register the moment adhesive contacts the substrate — because working time is effectively zero. There is no repositioning after contact.
Cyanoacrylate adhesives cure through atmospheric moisture, not through applied heat or UV light in their standard formTrue
Cyanoacrylate polymerization is initiated by hydroxyl ions from surface-adsorbed moisture or from alkaline surfaces, which is why the cure rate varies with humidity, substrate type, and gap geometry rather than temperature.
Shelf Life, Pot Life, and Post-Cure Obligations
LSR Part A and Part B components are stable for roughly 12 months at 25°C when stored sealed and away from platinum catalyst contaminants — sulfur compounds, certain amines, and tin compounds can poison the catalyst and cause partial or complete cure failure in the mold, a defect that is often discovered only after a full production run.
Two-part silicone systems allow pot life to be engineered through inhibitor selection, ranging from around 30 minutes up to 8 hours. That adjustability is valuable when dispensing and assembly sequences are long or unpredictable.
Cyanoacrylate offers no such flexibility. Sealed containers last 12–18 months, but an opened container in a humid production environment can degrade to unusable viscosity within 30 days or less. Waste and partial-bottle disposal costs are easy to underestimate at the procurement stage.
For platinum-cured LSR going into medical device or food-contact applications, a secondary post-cure — typically 4 hours at 200°C in a circulating oven — is often required to drive residual volatile cyclosiloxanes (primarily D4 and D5) below regulatory thresholds. That step adds process time and energy cost, but skipping it in regulated applications is not optional.
Scale-Up Economics: Where the Real Calculation Lives
LSR general grades run roughly USD 8–25 per kg depending on grade, filler loading, and volume. Specialty medical or high-consistency grades push higher. Cyanoacrylate costs USD 15–80 per kg, with high-performance structural grades at the upper end. On a raw material basis the numbers overlap, but that comparison is incomplete.
LIM’s near-zero scrap rate, multi-decade mold life, and the elimination of secondary sealing or repair operations in service shift the total cost of ownership calculation significantly. A cyanoacrylate joint that fails in the field at 90°C — well above its practical service ceiling — generates warranty cost, downtime, and recall risk that dwarf any per-gram adhesive savings made at the purchasing stage.
Regulatory, Safety, and Environmental Profile: What Your Compliance Team Needs to Know
Compliance teams routinely inherit specification decisions made by engineers who never opened an SDS. Getting the regulatory profile wrong on a bonding or sealing material doesn’t just create paperwork—it can trigger product recalls, customs holds, or a failed third-party audit. The differences between liquid silicone rubber and cyanoacrylate adhesives matter as much in the compliance office as they do on the production floor.
REACH, RoHS, and the Cyclosiloxane Complication
Silicone polymers as a class are generally REACH-compliant and carry no RoHS restrictions, which makes them straightforward for electronics and consumer goods applications. The complication is cyclosiloxanes D4 (octamethylcyclotetrasiloxane) and D5 (decamethylcyclopentasiloxane), both listed as Substances of Very High Concern under REACH. This matters operationally: uncured or low-molecular-weight silicone intermediates may contain residual D4/D5, but properly post-cured, high-molecular-weight LSR grades—where the reactive oligomers have been consumed in crosslinking—present significantly lower risk of regulated migration. Reputable LSR suppliers provide third-party analytical data confirming residual cyclosiloxane levels. If your EU distributor or end customer requires a full REACH Article 33 disclosure, request lot-specific test certificates, not just a general compliance letter.
Post-cured LSR grades from compliant manufacturers have significantly lower residual D4/D5 content than uncured silicone intermediatesTrue
The platinum-catalyzed addition cure reaction consumes low-molecular-weight cyclosiloxane species into the polymer network; post-cure at elevated temperature drives off remaining volatiles, a standard process step documented in LSR processing literature.
Cyanoacrylates contain no SVHC-listed substances in their cured state, so REACH compliance is typically simpler—but do not let that simplicity become complacency on the health hazard side.
FDA, Food Contact, and Global Food Safety Standards
LSR grades formulated for food contact carry compliance documentation under FDA 21 CFR 177.2600 (rubber articles intended for repeated use), EU Regulation 10/2011 on plastic materials in food contact, and GB 4806.11 under China’s national food safety standards. These three frameworks have different positive lists and migration limits, so a grade compliant in one jurisdiction is not automatically compliant in another. When specifying for food processing equipment, gaskets, or infant care products, ask your supplier for simultaneous certification across all destination markets. The compliance burden of managing separate grades per region is frequently underestimated during product development.
Cyanoacrylates have no meaningful food contact approval pathway. Their use anywhere in contact with food or food-grade packaging lines should be treated as a disqualifying condition, full stop.
Combustion Hazards and Fire Safety Planning
This is where the two materials diverge most sharply from a facility safety standpoint. Silicone burns to silicon dioxide (SiO₂)—inert, non-toxic silica ash. The combustion products of cyanoacrylate adhesives include hydrogen cyanide, a highly toxic gas. For storage rooms, bonding stations, or assemblies destined for environments where fire exposure is plausible, the combustion profile of your adhesive is a legitimate fire safety engineering input, not a secondary concern.

Cyanoacrylate workstations require local exhaust ventilation, appropriate respiratory PPE during cure, and clear SDS-driven emergency protocols. Skin and eye contact during application is a serious irritant risk; sensitization with repeated exposure has been documented in occupational health literature.
End-of-Life, Recyclability, and Customs Classification
Cured silicone elastomers are not melt-recyclable, but they can be mechanically ground into silicone rubber powder and used as functional filler in rubber compounding or sealant formulations—a genuine, if modest, circularity pathway. Cyanoacrylate-bonded assemblies resist disassembly almost by design, which complicates end-of-life sorting for recycling programs.
For SiliconChemicals’ global customers managing cross-border procurement, silicone polymers classify under HS code 3910.00, while adhesive preparations including cyanoacrylates fall under 3506.91. These are different duty rate schedules in most jurisdictions, and misclassification—particularly when importing silicone as a polymer versus an adhesive preparation—creates customs exposure. Verify classification with your freight forwarder before committing to a landed cost model.
On ESG metrics: silicon is the second most abundant element in Earth’s crust, LSR service lives of ten to twenty years reduce replacement frequency substantially compared to organic adhesives, and the inert combustion residue simplifies waste classification. These are defensible procurement narratives in sustainability audits, grounded in material chemistry rather than marketing language.
Frequently Asked Questions: Liquid Silicone vs. Super Glue
Can I use super glue to bond silicone rubber parts?
No — and this is one of the more expensive mistakes made on assembly lines handling silicone components. Cyanoacrylate requires polar surface groups to initiate its anionic polymerization chain. Silicone rubber’s surface energy typically runs in the 20–24 mN/m range, well below the threshold where cyanoacrylate wets and cures reliably. The adhesive either stays tacky indefinitely or achieves only token bond strength that fails under the first mechanical load.
The correct approach depends on your production volume and substrate. For most industrial scenarios, a silane-based primer — applied and allowed to flash off for 60–90 seconds — converts the silicone surface enough to accept either a specialty silicone-bonding cyanoacrylate or a two-part silicone adhesive. Silane coupling agents from organosilicon suppliers create actual covalent bridges at the interface rather than relying on surface friction alone. Without that step, expect adhesion failure regardless of how much adhesive you apply.
Is silicone sealant the same thing as silicone adhesive?
There is genuine overlap, and product datasheets do not always make the distinction clean. Sealants are formulated primarily for gap-filling, joint movement accommodation, and weatherproofing — their modulus is kept low deliberately so they flex without cracking. Adhesives are optimized for substrate bonding strength, typically showing higher lap-shear values and faster build of green strength. Some products are genuinely dual-function and perform adequately in both roles. The operational risk is assuming a sealant will carry structural load or assuming an adhesive will tolerate the joint movement a sealant is rated for. Read the elongation-at-break and lap-shear values, not just the product category label.
Which is stronger — cured silicone or cured super glue?
It depends entirely on how you define “stronger.” Cyanoacrylate achieves lap-shear strength of 10–30 MPa on rigid substrates like steel or ABS — LSR in the 4–12 MPa range cannot compete on that metric. But lap-shear is not the whole picture. Silicone outperforms cyanoacrylate significantly in peel strength, in elongation (often 200–600% before failure), and in maintaining bond integrity through thermal cycling. A cyanoacrylate bond in an application cycling between -30°C and 150°C will typically embrittle and fail within weeks. A properly primed silicone adhesive bond will still be functional years later.
Cyanoacrylate adhesives are stronger than silicone in all bonding situationsFalse
Cyanoacrylate achieves higher lap-shear on rigid substrates, but silicone adhesives outperform cyanoacrylate in peel strength, flexibility, and thermal durability — making the 'stronger' designation application-dependent.
Can liquid silicone replace super glue in electronics repair?
Not as a direct swap. For reattaching a small rigid component — a broken connector tab, a cracked PCB standoff — cyanoacrylate gives you a fast, high-strength fix in seconds. LSR cannot substitute there. Where silicone belongs in electronics repair is environmental sealing, potting around heat-generating components, or any zone that sees temperatures above 80°C continuously. RTV silicone applied around wire entry points, connector interfaces, or high-voltage creepage paths gives protection that no cyanoacrylate will maintain over service life.
Is liquid silicone safe for skin contact and medical use?
Medical-grade LSR formulated and tested to ISO 10993 and USP Class VI is approved for prolonged skin contact and specific implantable device applications. That certification pathway involves extensive extractables and leachables testing — it is not a property that comes automatically with any silicone product. Commodity cyanoacrylate is not appropriate for internal use or prolonged skin contact. Tissue adhesive cyanoacrylate variants exist in clinical settings but are a distinct, tightly regulated product category.
Why does silicone not stick to most surfaces without primer?
Silicone’s non-polar backbone and low surface energy mean it cannot form the mechanical interlocking or chemical interaction that adhesion requires on most substrates. It essentially repels bonding. Silane coupling agents solve this by one end bonding to the silicone network and the other end reacting with hydroxyl or other polar groups on the substrate — glass, metal, certain plastics — creating a covalent bridge across what was otherwise a chemically incompatible interface. Skipping primer and blaming the silicone product is a recurring and avoidable specification error.
What is the shelf life difference between liquid silicone and super glue?
Two-part LSR systems, properly stored at controlled temperature and away from moisture, remain usable for roughly 12 months from manufacture. Single-component RTV silicone typically offers 9–12 months sealed. Cyanoacrylate unopened runs 12–18 months, but the practical working life once opened is significantly shorter — atmospheric moisture begins triggering polymerization immediately, and a partially used bottle in a humid plant environment may lose effectiveness within weeks. For procurement, that means buying cyanoacrylate in smaller quantities matched to actual consumption rate, not in bulk to chase unit price.
Sourcing Liquid Silicone Materials: What to Evaluate in a Global Supplier
By the time your engineering team has confirmed that LSR or a specialty silicone formulation is the right material, the procurement challenge begins. Specification errors at this stage — selecting a distributor over an integrated manufacturer, accepting a data sheet with “typical values” that no one measured, or ignoring total landed cost — translate directly into production stoppages, failed audits, or scrap rates that erase any unit-price savings.
Vertical Integration and Why It Changes the Risk Equation
A manufacturer that controls the full production chain — from silicon metal reduction through chlorosilane synthesis, siloxane monomer distillation, polymer condensation, and final specialty compounding — has structural advantages that a distributor or toll-mixer simply cannot replicate. Batch-to-batch viscosity consistency, for instance, is largely a function of molecular weight distribution control at the polymerization stage. If your supplier is buying base polymer on the spot market and blending, you absorb their upstream variability. Integrated manufacturers can trace a rheology excursion back to a specific monomer lot; distributors cannot.
Price stability follows the same logic. Siloxane monomer pricing tracks silicon metal and chlorine input costs. A fully integrated operation hedges internally; a reseller passes every swing through. For procurement managers writing 12-month blanket orders, that difference is material.
Technical support quality is also qualitatively different. When a curing anomaly appears on your injection molding line, you want an application engineer who understands the polymer chemistry — not a salesperson relaying questions to an upstream supplier they don’t fully control.
Certifications: Demand Specifics, Not General Claims
ISO 9001 is a floor, not a differentiator. For automotive sealing or under-hood components, require IATF 16949 certification at the manufacturing site, not just a holding company. Medical device applications demand ISO 13485 and, depending on your target market, FDA 21 CFR compliance documentation for the specific grade — not a blanket company statement. REACH SVHC declarations should cover the formulated product, not just the base polymer. Ask for the most recent declaration of conformity with a batch number attached.
ISO 9001 certification alone is sufficient evidence of quality for specialty LSR procurementFalse
ISO 9001 covers quality management system processes but does not validate application-specific requirements. Automotive and medical applications require IATF 16949 and ISO 13485 respectively, and product-level regulatory documentation (FDA, REACH) must be grade-specific, not company-level claims.
The Sampling and Qualification Protocol You Should Insist On
Request data sheets showing actual measured test values with stated test methods (ASTM D412, ISO 37, ISO 868) and sample sizes — not ranges that span three different grades on one document. Before placing any volume order, negotiate retained reference samples held by both parties for 24 months. Define incoming QC acceptance criteria — hardness ±3 Shore A, viscosity within ±15% of stated value, cure time within agreed window at your processing temperature — in writing before the first production order. Discovering out-of-spec material after it has run through a 300-tonne injection press is an expensive lesson.

MOQs, Lead Times, and Landed Cost Reality
Specialty LSR grades from Chinese manufacturers typically carry MOQs of 200–1,000 kg with lead times of 4–8 weeks from order confirmation, depending on compounding complexity and current plant loading. Standard RTV sealants and general-purpose silicone polymers are frequently available ex-stock. Plan your safety stock accordingly — particularly if your production runs are tightly scheduled.
Total landed cost deserves honest arithmetic. Silicone polymers classified under HS 3910 attract import duties of roughly 0–6.5% depending on destination market and trade agreements; verify your specific tariff treatment rather than assuming zero. Silicone materials are dense (bulk density typically 1.1–1.5 g/cm³ depending on filler loading), which makes freight cost per functional unit meaningfully higher than lighter adhesive systems. Add that to your cost model before the unit-price comparison looks decisive.
Choosing a Long-Term Development Partner
For procurement managers buying a commodity, the lowest quoted price with acceptable certification coverage is often sufficient. For engineers developing a next-generation gasket, sealant, or overmolded component, the more valuable capability is a supplier willing to co-develop custom rheology profiles, adjust catalyst systems for your cure equipment, and provide regulatory assistance when you enter a new market. Suppliers offering silane coupling agents alongside their polymer and formulated product lines are particularly useful — it means you can source primer chemistry and base material from a single technical team who understands the full bonding system, rather than integrating products from parties who have never tested them together.
The global silicone sealant and adhesive market reached approximately USD 3.2 billion in 2023 and is projected to grow at roughly 5.8% annually through 2030, driven by electrification, medical device expansion, and industrial sealing demand. Supply continuity from a qualified, integrated manufacturer is not an administrative nicety — it is a competitive asset.














