
Engineers and buyers running into failed seals, cracked gaskets, or components that turn brittle after six months in a hot enclosure are usually dealing with the same root problem: the wrong material was specified. That failure mode compounds fast — downtime, warranty claims, retooling costs that rarely show up in the original BOM. Liquid silicone rubber solves a specific, well-defined cluster of those problems, and understanding where it genuinely excels (and where it doesn’t) is the difference between a reliable production run and an expensive re-design cycle.
Liquid silicone rubber (LSR) is a two-part, platinum-cured elastomer suited to applications demanding thermal stability from -60°C to +200°C continuous, biocompatibility, and tight-tolerance molded geometry. Common uses span medical devices, automotive sealing, infant products, electronics encapsulation, and food-contact components. Its low viscosity enables injection molding with cycle times as short as 15–60 seconds, making it viable for high-volume production.
What makes LSR genuinely interesting from a process standpoint isn’t any single property — it’s the combination. The same material family that passes ISO 10993 biocompatibility screening also survives under-hood thermal cycling, seals against aggressive cleaning chemicals in food plants, and molds cleanly into sub-millimeter features without secondary finishing. The sections below map those capabilities against real application categories, with the tradeoffs and process dependencies you need to make a defensible material selection.

Medical and Healthcare Applications: From Implants to Wearable Devices
Liquid silicone rubber has earned its position in medical manufacturing not through marketing but through a combination of properties that competing elastomers simply cannot match across the full range of life-critical requirements: chemical inertness, thermal stability through repeated sterilization cycles, zero plasticizer migration, and a platinum-catalyzed cure system that leaves no reactive byproducts in the finished part.
Regulatory Certifications and Why OEMs Cannot Skip Them
Three compliance frameworks dominate medical LSR qualification. USP Class VI is the baseline cytotoxicity test — it tells you the material won’t cause acute tissue irritation in animal models, but it’s a floor, not a ceiling. ISO 10993 is the more rigorous framework, covering a battery of biocompatibility tests including sensitization, genotoxicity, and implantation response; the specific subset required depends on device contact duration and body contact category. FDA 21 CFR (particularly parts 177 and 178 for food and indirect food contact, and the broader framework for medical devices) establishes the regulatory traceability chain that connects raw silicone chemistry to the finished device on the shelf.
For an OEM, these aren’t paperwork exercises. If your catheter tubing or drug-delivery component fails a 510(k) submission because the silicone supplier cannot produce batch-specific extractables data, you lose six to eighteen months of development time. Qualification starts at the raw material level.

Implantable Devices: Purity Is the Specification
Implant-grade silicone operates under the strictest controls. Breast implant shells, cochlear implant housings, cardiac valve seals, and long-term catheter tubing all require platinum-catalyzed addition-cure LSR rather than peroxide-cure systems. The reason is direct: peroxide cure leaves decomposition byproducts — benzoic acid fragments, acetophenone residues — that are unacceptable in chronic tissue contact. Platinum-cure systems, when formulated correctly, produce a fully crosslinked network with extractable volatile siloxane content typically below 0.5–1.0% by weight (the exact threshold varies by end-use specification and customer requirement).
Material purity for implantables also means ultra-low heavy metal content, controlled molecular weight distribution in the base polymer, and pigment systems — if any — that are themselves biocompatibility-tested. A single batch substitution from an unqualified supplier can invalidate years of biological evaluation data.
Platinum-catalyzed LSR leaves no reactive cure byproducts in the finished part, making it preferred over peroxide-cure systems for implantable medical devices.True
Addition-cure (platinum-catalyzed) LSR crosslinks via a hydrosilylation reaction that produces no volatile byproducts. Peroxide-cure systems generate oxidative decomposition fragments that present extractables concerns in chronic implant applications. This distinction is well-established in medical elastomer selection literature and regulatory guidance.
Wearable Health Tech: Skin Contact Over Days and Weeks
Continuous glucose monitor patches, ECG electrode encapsulants, and prosthetic liners introduce a different challenge: prolonged skin contact, sweat exposure, and mechanical flex cycles that would degrade most alternatives within days. LSR’s low modulus — tunable from roughly Shore A 10 to 80 depending on formulation — allows prosthetic liners to provide cushioning without pressure necrosis. Sweat resistance is not just about water; it’s about chloride ions, sebaceous oils, and the cyclic hydration-dehydration stress on adhesive interfaces. LSR manages all of this without swelling meaningfully or losing dimensional stability.
Neonatal Products: Zero Extractables Is Non-Negotiable
Bottle nipples, pacifiers, and neonatal CPAP nasal prongs represent arguably the highest public scrutiny in consumer-facing medical silicone. Infants cannot signal adverse reactions. Regulatory agencies in the EU (under EN 1400 and related standards) and the US require demonstration of zero detectable harmful extractables. Colorfast pigment systems matter here too — pigment migration into an infant’s oral cavity is a regulatory and reputational catastrophe. Suppliers must provide migration test data, not just material data sheets.
Pharmaceutical Manufacturing Aids
Peristaltic pump tubing, vial stoppers, and process gaskets in pharmaceutical production face autoclave sterilization at 121–134°C, repeated chemical cleaning cycles with aggressive agents, and in some cases gamma irradiation. LSR handles all three without the compression set degradation that disqualifies EPDM or natural rubber in GMP environments. Chemical inertness prevents leaching into drug products — a failure mode with direct regulatory consequence under FDA’s container closure integrity requirements.
Qualifying Your Medical Silicone Supply Chain
When evaluating a supplier, request the Certificate of Analysis at batch level, not just product-level typical values. Ask whether the supplier maintains a Drug Master File (DMF) with FDA — this is the mechanism that allows your device file to reference their material data confidentially. Confirm batch traceability back to raw polymer synthesis, not just compounding. Audit change control procedures: a silicone supplier who changes a base polymer source without customer notification can invalidate your biocompatibility data silently. The cost of rigorous upfront qualification is measured in weeks; the cost of a post-launch supply chain failure in a medical device program is measured in years and product recalls.
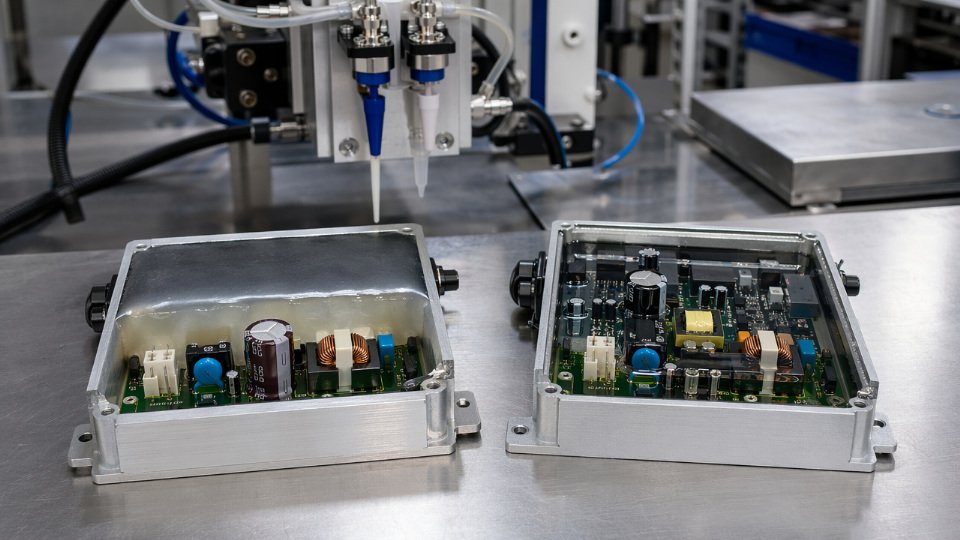
Electronics and Electrical Engineering: Encapsulation, Potting, and Thermal Management
Electronics is where the breadth of liquid silicone chemistry becomes genuinely useful — not in a marketing sense, but in the sense that different silicone product types solve distinct failure modes that other materials simply can’t address at the same price-to-reliability ratio. Understanding which product form to specify is where procurement and engineering decisions either protect margin or create rework costs downstream.
Potting and Encapsulation: Choosing Between 1K RTV and 2K Addition-Cure
One-component RTV compounds cure by absorbing atmospheric moisture, making them practical for field repairs and low-volume assemblies where open-time flexibility matters. The tradeoff is cure depth — beyond roughly 6–10 mm, the center of a potted module may take days to reach functional hardness, and in sealed enclosures it may never fully cure. For power modules, motor controllers, or anything with a thick potting geometry, this matters immediately: uncured silicone near high-heat components remains tacky and can migrate onto contact surfaces.
Two-component addition-cure systems eliminate that constraint. Mixed at ratio (typically 10:1 or 1:1 depending on formulation), they cure uniformly throughout mass, with oven acceleration cutting process time to 30–60 minutes at 80–120°C. The downside is pot life — most systems give you 30 minutes to 4 hours at room temperature before viscosity climbs out of dispensing range. On a production line, that means either metered dispensing equipment or disciplined batch sizing. Get it wrong and you’re clearing hardened material from pumps, which is a disproportionate maintenance event.
LED Optics: Where Yellowing Resistance Earns Its Keep
Optical-grade liquid silicone carries a refractive index between 1.40 and 1.53 depending on formulation, tunable to match the output angle requirements of a specific LED package. The more operationally significant number is what happens after 50,000 hours of operation. Epoxy encapsulants typically show 20–40% luminous flux loss over that period, largely from UV-driven yellowing and thermal degradation at the die interface. Silicone encapsulants tested under equivalent drive conditions retain flux far more reliably, with degradation mechanisms shifting to phosphor efficiency rather than encapsulant discoloration. For street lighting or horticultural systems where lamp access is expensive, this directly affects total cost of ownership calculations.
Silicone-based LED encapsulants retain luminous flux significantly better than epoxy alternatives over extended operational lifetimesTrue
Silicone's thermal stability and UV resistance prevent the yellowing and chain scission that degrade epoxy encapsulants; this is documented in accelerated aging studies and field performance data across the LED lighting industry.
Thermal Interface Materials: Managing Heat in Dense Power Electronics
Silicone-based thermal interface materials — gap fillers, pads, and phase-change compounds — span a conductivity range of roughly 1–8 W/m·K, where the upper end requires high loadings of aluminum nitride, boron nitride, or similar fillers. Application determines which end of that range you actually need. A 5G radio unit running at moderate power density is well-served by a 3–4 W/m·K gap filler. An EV battery module with tight stack tolerances and a wide operating temperature swing may require a conformable pad that maintains contact pressure through repeated thermal cycling without pump-out — a failure mode where the TIM gradually migrates under cyclic compression, leaving dry spots that create localized hotspots and accelerated cell degradation.
High-Voltage Insulation and Conformal Coatings
Silicone rubber insulators used on overhead transmission lines earn their position through two properties: a comparative tracking index exceeding 600, and hydrophobic recovery. Surface contamination on a hydrophilic insulator creates conductive paths that cause tracking damage under high voltage. Silicone’s surface energy is low enough that water beads rather than sheets, and — critically — after contamination the surface recovers its hydrophobicity within hours as silicone oligomers migrate from bulk to surface. Ceramic and glass insulators don’t do this.
Conformal coatings applied to automotive ECUs and aerospace avionics typically run 25–75 µm dry film thickness. At that range, salt spray resistance and fungal resistance improve substantially with no meaningful weight addition. The operational warning here is adhesion preparation: silicone conformal coatings applied over contaminated flux residue or incompatible substrates will delaminate under thermal cycling, defeating the entire protection rationale.
Connector Overmolding and Cable Jacketing
LSR overmolding for IP68-rated connectors — USB-C charging ports, automotive wiring harness seals — takes direct advantage of LSR’s injection molding cycle times, which typically fall between 15 and 60 seconds depending on shot size, wall thickness, and mold temperature. That enables production runs well into seven figures without material degradation concerns. Downhole logging cables in oil and gas operate at temperatures reaching 200°C under sustained pressure; LSR jacketing handles both the thermal load and the mechanical flex cycling that would crack thermoplastic alternatives within months. The material cost premium over PVC or TPE jacketing is real, but it’s the wrong number to optimize when cable replacement requires pulling a wellbore tool string.
Automotive and Transportation: Sealing, Gasketing, and Under-Hood Performance
The engine bay is one of the harshest chemical and thermal environments a polymer will ever face. Continuous heat, fuel and oil splash, coolant exposure, vibration fatigue, and increasingly tight packaging tolerances — these conditions eliminate most elastomers quickly. EPDM handles ozone and weather well but degrades in petroleum-based fluids. Neoprene loses flexibility below -20°C. Fluorocarbon rubber (FKM) is chemically robust but expensive, stiff at low temperatures, and difficult to process in complex geometries. Liquid silicone fills the gap that each of those materials leaves open.
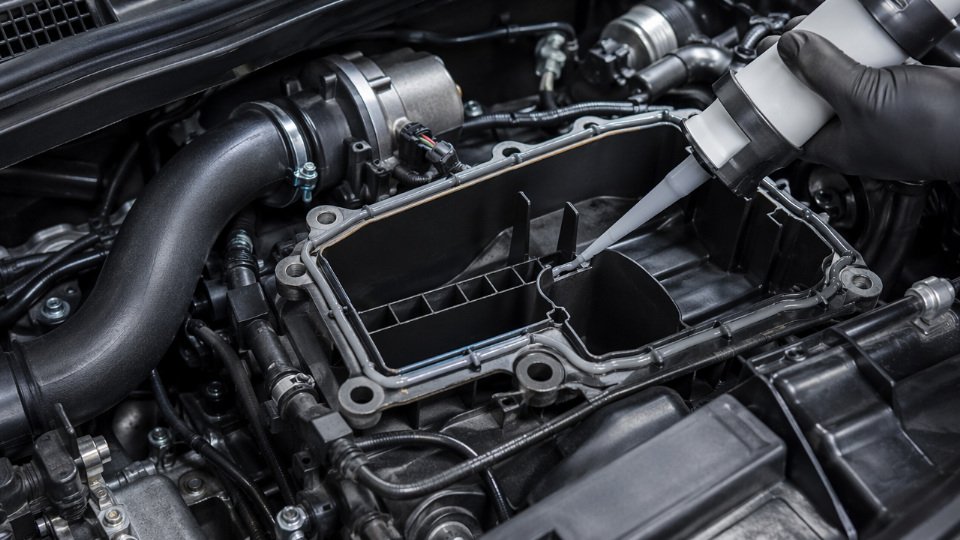
Engine Bay Sealing: RTV and Formed-in-Place Gaskets
Valve cover gaskets, oil pan seals, and intake manifold gaskets represent the bread-and-butter application for RTV (room-temperature vulcanizing) silicone sealants. Operating temperature for these joints typically runs 130–160°C continuously, with brief spikes to 200°C during hard acceleration or thermal soak after shutdown. Oil resistance at those temperatures is where RTV silicone consistently outperforms EPDM over a 100,000+ km service life. Formed-in-place gasket (FIPG) processes allow assembly lines to apply a precise bead robotically, eliminating cut-gasket inventory and reducing torque re-check failures. The critical process variable is cure time before oil fill — typically 2–4 hours at room temperature, depending on bead thickness and ambient humidity. Skipping that window causes wash-out and premature seal failure.
Turbocharger and Intercooler Hose Linings
Turbocharged engines push charged air through silicone hoses at boost pressures commonly ranging from 15–30 psi, with intake air temperatures after the compressor stage frequently exceeding 150°C and post-intercooler temperatures still sitting above ambient by 50–80°C. LSR-lined composite hoses — typically silicone inner liner with aramid or polyester braid reinforcement — handle both the thermal cycling and the pressure pulses that crack standard rubber hoses within 40,000–60,000 km. The silicone layer also resists oil mist contamination from crankcase ventilation, which degrades EPDM from the inside out.
LSR-lined turbocharger hoses outperform standard EPDM hoses in combined heat and oil-mist exposure above 150°CTrue
EPDM has poor resistance to petroleum-based oils and loses mechanical integrity above 130–140°C under continuous exposure, while LSR maintains flexibility and tensile strength to 200°C continuous with good oil resistance at elevated temperatures.
Electric Vehicle Battery Systems
EV battery packs create specific challenges that didn’t exist in volume ten years ago. BMS electronics require potting materials that absorb vibration, resist moisture, and — critically — won’t contribute to propagating a thermal runaway event. LSR potting compounds with UL 94 V-0 flame classification are now standard in well-engineered packs. Cell-to-cell silicone foam compression pads manage the mechanical expansion of prismatic and pouch cells through charge cycles while providing a degree of thermal isolation. Flame barrier sheets made from LSR with ceramic filler additives are specified in many platforms to contain cell-to-cell propagation — a function that no organic rubber can reliably perform.
Lighting Assemblies and Interior Components
Headlamp and taillight lens seals demand UV stability, optical-grade surface clarity, and enough compression set resistance to prevent moisture ingress over a 10–15 year vehicle life. LSR meets all three; most organic elastomers fail on at least one count. Inside the cabin, airbag fabric coatings use liquid silicone to maintain flexible, non-brittle deployment at -40°C — a direct safety-critical requirement. Dashboard keypads and steering wheel overmolds specify silicone for the same cold-flexibility reason combined with tactile durability over millions of actuation cycles.
Paint Masking and Process Protection
High-temperature silicone masking plugs and caps protect threaded holes, connectors, and precision bores during e-coat and powder coat cycles running at 180–220°C. A quality silicone plug typically survives 50–100 cycles before dimensional drift makes it unreliable — significantly better than PTFE or polyurethane alternatives at those temperatures. Tracking cycle counts per plug is worth building into the process; reusing degraded plugs results in paint contamination inside critical bores and rework costs that dwarf the plug replacement cost.
Construction and Infrastructure: Weatherproofing, Bonding, and Facade Engineering
Liquid silicone’s role in the built environment goes well beyond caulking gaps. Structural engineers, facade consultants, and waterproofing specifiers increasingly treat it as a load-bearing, performance-critical material — one that has to perform without maintenance access for decades on buildings that cannot be taken offline.
Structural Glazing Sealants
Two-part liquid silicone sealants used in structural glazing typically achieve tensile strength in the 1.4–2.0 MPa range, with the actual value depending on cure schedule, substrate preparation quality, and whether the sealant is structural-grade versus weatherseal-grade. What matters as much as peak tensile strength is movement capability: a well-formulated structural silicone sealant will accommodate joint movement of ±50% of the original joint width without adhesion loss or cohesive failure. That figure assumes correct joint design — under-designed bite width or contaminated bonding surfaces will collapse those numbers fast.

Miss surface prep on an aluminum frame and you can cut effective adhesion strength by 40–60% before the building is even occupied. The cost of a dropped panel is measured in liability, not sealant tubes.
Curtain Wall and IGU Edge Seals
Secondary silicone sealants on insulating glass units serve two simultaneous functions: they carry the structural load transferred from the primary polyisobutylene (PIB) seal, and they block the moisture vapor and gas diffusion that would otherwise compromise the argon or krypton fill. Argon retention directly controls long-term U-value performance — a compromised IGU edge seal can drop thermal performance by 15–30% over a ten-year period depending on climate severity.
Silicone secondary sealants meeting ASTM C1184 and ETAG 002 are the accepted specification standard for structural glazing in most major commercial construction markets.True
ASTM C1184 covers specification for structural silicone sealants; ETAG 002 is the European Technical Approval Guideline for structural sealant glazing systems. Both are widely referenced in commercial facade engineering specifications globally.
Liquid-Applied Roof Coatings
Silicone roof coatings applied as a continuous fluid membrane offer a genuinely different performance profile from sheet membranes. Because they are liquid-applied, they conform to penetrations, drains, and HVAC curbs without detailing seams — the failure point that dominates conventional roofing callbacks. Properly formulated systems carry Solar Reflectance Index values above 100 (the scale runs to approximately 122 for a perfect reflector), which meaningfully reduces rooftop surface temperatures and HVAC load in warm climates. UV resistance is intrinsic to the siloxane backbone rather than relying on topcoat additives, which is why manufacturers can credibly offer 20+ year warranties on properly applied systems. Film thickness and substrate moisture content at time of application control whether that warranty is worth anything.
Expansion Joint Seals
Bridge deck joints, stadium expansion gaps, and tunnel invert joints see very different loading profiles. High-modulus silicone formulations suit joints with low movement amplitude but high frequency cycling — think thermal expansion in a covered parking structure. Low-modulus silicone is the right selection where total joint movement amplitude is large, such as a long-span bridge deck, because the lower stiffness reduces peel stress at bond lines during peak excursion. Specifying the wrong modulus grade is a recurring procurement error that produces adhesion failures within three to five winters.
Firestop Penetration Seals
Intumescent-modified liquid silicone systems fill cable and pipe penetrations in fire-rated walls and floors, expanding under heat to maintain compartmentalization. These systems are tested to UL 1479 in North American markets and EN 1366-3 in European specifications. The liquid form factor allows installers to fill irregular annular spaces that prefabricated intumescent wraps cannot adequately address.
Anti-Graffiti and Water-Repellent Facade Treatments
Silicone emulsion impregnants applied to concrete, brick, and natural stone penetrate the capillary structure rather than forming a surface film. EN 1504-2 absorption testing routinely shows reductions in capillary water uptake exceeding 90% on correctly specified and applied systems. The treatment remains vapor-permeable, which matters for heritage masonry where trapped moisture causes spalling. Hydrophobic performance typically persists for eight to fifteen years depending on substrate porosity, traffic exposure, and UV intensity — a range worth quoting in procurement specs rather than accepting a single headline figure.
Personal Care, Cosmetics, and Textile Finishing: Functional Silicone in Consumer Products
Liquid silicone’s role in consumer products is less visible than its engineering applications but commercially significant — the global personal care silicone segment alone represents a substantial slice of overall silicone demand, driven by performance properties that petroleum-derived alternatives simply cannot replicate at equivalent sensory quality.

Hair Care: Viscosity Selection Is Everything
Dimethicone (polydimethylsiloxane fluid) and cyclomethicone are the workhorses of shampoo, conditioner, and serum formulations. The functional range is wide: low-viscosity grades of 50–200 cSt deposit lightly and rinse cleanly, making them appropriate for fine-hair or volumizing products where residue buildup would be a liability. High-viscosity grades — 10,000 to 100,000 cSt — form a persistent film on the hair shaft, delivering frizz suppression and measurable heat protection against styling tools operating in the 180–230°C range.
Formulators who select the wrong viscosity grade pay for it in consumer complaints. A 100,000 cSt dimethicone in a rinse-off shampoo produces waxy buildup within weeks of repeated use; a 100 cSt grade in a leave-in serum targeting coarse, chemically treated hair delivers no perceptible smoothing. Matching viscosity to rinse-off versus leave-on positioning, hair type, and processing history is non-negotiable formulation work, not a detail to leave to the raw material supplier’s default recommendation.
Skin Care and Cosmetics: Sensory Engineering
Phenyl trimethicone contributes a distinctly elegant, non-greasy skin feel with a refractive index closer to skin lipids than standard PDMS — that optical similarity is why it appears in premium serums and color cosmetics where a silky finish without obvious shininess is required. Volatile silicones, particularly cyclopentasiloxane (D5), function as fast-evaporating carriers in foundations and sunscreens, suspending pigments or UV filters evenly and then leaving the skin without the wet, heavy feeling associated with emollient-heavy bases.
Silicone elastomer gels — crosslinked PDMS particles suspended in a carrier fluid — provide the matte, soft-focus blurring effect now standard in primer and BB cream formulations. The mechanism is optical scattering, not absorption; the particles diffuse light at the skin surface. Concentration typically runs 2–8% by weight, with higher loadings increasing the powdery skin feel in a way that can become perceptible and polarizing among consumers.
Deodorant and Antiperspirant: The Dry-Feel Problem
Cyclopentasiloxane (D5) solved a long-standing formulation challenge in antiperspirant sticks and roll-ons: how to suspend aluminum-based active salts in a carrier that evaporates quickly, leaves no visible residue, and does not interfere with fabric. D5’s evaporation rate and low surface tension make it effective where water or alcohol carriers leave users with a wet sensation or white marks on clothing.
Cyclopentasiloxane evaporates completely from skin within minutes under normal conditionsTrue
D5 has a vapor pressure and evaporation profile that supports rapid, residue-free evaporation from skin surfaces at ambient temperature, which is the basis for its use as a dry-feel antiperspirant carrier.
Textile Finishing: Amino-Functional Emulsions and Technical Coatings
Amino-functional silicone emulsions — where amine groups are grafted onto the PDMS backbone — adsorb onto fiber surfaces through electrostatic attraction, particularly effective on cotton and wool. The practical result is improved hand feel (softness and smoothness), modest tear strength gains of 10–25% depending on add-on level and substrate, and enhanced durable press performance after repeated laundering. Polyester finishing requires careful emulsion particle size control; uneven deposition causes patchy handle and inconsistent dye uptake.
At the technical end, liquid silicone rubber coatings applied to fiberglass, Nomex, and PTFE fabrics serve genuinely demanding structural functions. Airbag deployment seam coatings must maintain integrity through zero-failure deployment at temperatures from -40°C to over 150°C. Fire curtain and architectural membrane applications demand both flexibility and sustained performance under cyclic thermal and UV loading — conditions where organic rubber coatings degrade measurably within three to five years.
Regulatory Pressure on Cyclic Siloxanes
The EU’s Annex XVII restrictions on D4, D5, and D6 in rinse-off cosmetics at concentrations above 0.1% by weight have forced reformulation across the personal care industry. Formulators replacing D5 in rinse-off applications have moved toward low-viscosity linear PDMS fluids, C12–15 alkyl benzoate blends, or isohexadecane, each with trade-offs in sensory profile, cost, and emulsion stability. D5 restrictions in leave-on products remain under ongoing ECHA review, so procurement teams sourcing silicone raw materials for EU-destined finished goods should be tracking that regulatory timeline actively — a formulation change after market launch costs far more than a proactive switch during development.
Food-Grade and Baby Product Manufacturing: Safety Standards and Practical Design Guidelines
Food-contact and infant-use products sit at the intersection of the most stringent regulatory environments and some of the most demanding molding requirements in LSR processing. Getting either wrong carries consequences that range from costly product recalls to genuine consumer safety incidents.
Navigating the Regulatory Stack
No single global standard governs food-contact silicone — manufacturers selling across markets must satisfy several frameworks simultaneously. In the United States, FDA 21 CFR 177.2600 defines the polymer composition and extractables criteria for rubber articles intended for repeated food contact. The EU’s Regulation 10/2011 applies to plastic materials but is widely referenced alongside the Council of Europe’s silicone guidelines, which impose specific migration limits on silicone oligomers (D4, D5, D6 cyclic siloxanes in particular). Germany’s LFGB adds a sensory evaluation layer: the BfR taste and odor test requires that no detectable flavor transfer occur, a requirement that platinum-cured LSR consistently passes while peroxide-cured grades routinely fail due to residual decomposition byproducts from the vulcanization agent. China’s GB 4806.11-2016 covers food-contact rubber materials domestically and is increasingly referenced in export documentation for Chinese-manufactured kitchenware.
The overall migration limit (OML) of 60 mg/kg food simulant applies across EU and many aligned frameworks. In practice, a well-formulated platinum-cure LSR compound at full cure will come in well below this threshold — but incomplete cure, contaminated tooling, or off-spec compounding can push extractables values up sharply. Request extraction test data run in the actual food simulants relevant to your product (aqueous, acidic, fatty), not just generic certificates.

Food Processing Components and Why Cure Chemistry Matters
Baking molds, spatulas, and food machinery gaskets all share a common failure mode when produced with peroxide-cured silicone: residual peroxide fragments migrate into food contact surfaces and produce detectable off-flavors, a particular problem in high-surface-area items like molds where the contact ratio is high. Platinum-cured LSR eliminates this problem entirely. The addition-cure mechanism leaves no byproduct residues, and properly post-cured parts meet even the BfR sensory criteria without secondary processing complications.
For beverage equipment — coffee machine group head gaskets, carbonated drink valve seats, water filter O-rings — the service environment adds CO₂ at 5–8 bar, intermittent steam exposure, and hot water cycling. LSR’s continuous service range of -60°C to +200°C with short-term peaks to +250°C covers all realistic coffee brewing conditions, including steam wand exposure. The failure mode with undersized durometer selection here is compression-set deformation over time; for static seals in pressurized beverage systems, 60–80 Shore A is the practical working range, and post-cure at 200°C for 4 hours is non-negotiable for dimensional stability.
Baby Products: Durometer, Colorants, and Migration Testing
Bottle nipples and sippy cup valves typically require 20–40 Shore A to replicate natural feeding mechanics; teething toys sit in the 30–50 Shore A range where tactile softness matters but structural integrity under biting load is still required. The softer the compound, the higher the filler loading sensitivity — formulators need to verify that plasticizer-free, low-oligomer base polymers are used, since softer grades can have higher extractable fractions if compounding is not tightly controlled.
Colorant selection is restricted. Many conventional pigment systems contain heavy metal components that are explicitly excluded under infant product regulations. Confirm that any pigment masterbatch is certified to EN 71-3 (toy safety migration limits for elements) and that the pigment supplier can provide migration data in saliva simulant.
Platinum-cured LSR produces no peroxide decomposition byproducts and consistently passes BfR taste and odor evaluations that peroxide-cured silicone grades fail.True
Addition-cure (platinum) chemistry leaves no vulcanization residues; peroxide cure generates byproducts such as acetophenone and cumyl alcohol that cause detectable off-flavors and are the primary reason peroxide-cured grades are excluded from food-contact applications under BfR guidelines.
Mold Design and Surface Finish for Food-Grade Parts
LSR’s inherent self-lubricating character means demolding without external release agents is achievable — and in food-grade applications, it is required. Release agent residues are a contamination risk and a regulatory issue. Design for this by maintaining draft angles of at least 3–5° on deep-draw geometries and by specifying mold surface finishes of Ra < 0.4 μm; this transfers directly to the part surface, facilitating both hygienic cleaning and regulatory compliance for smooth food-contact surfaces.
Flash management in thin-wall food parts — valve membranes, diaphragms, sippy spouts — demands tight parting-line tolerances, typically held to ±0.01–0.02 mm depending on part durometer and injection pressure. LSR’s low viscosity makes it unforgiving of worn or poorly maintained tooling; even minor parting-line wear produces flash that requires secondary trimming operations, adding cost and introducing dimensional variability.
Supply Chain Due Diligence
When qualifying a silicone supplier for food or infant applications, migration test reports are the primary document — not just material data sheets. Ask specifically for: overall migration test results (OML data in relevant simulants), specific migration results for silicone oligomers (D4/D5/D6), extraction test data per the applicable regulation, and lot-traceability records linking the test sample to production batch. A supplier unable to provide extraction test data on the actual compound you will use — not just a reference grade — should not be approved for food or infant applications regardless of their certification claims. Cycle this review annually, not just at initial qualification, since compounding changes or raw material substitutions can alter extractables profiles without triggering automatic notification.
Emerging and Specialty Applications: 3D Printing, Soft Robotics, and Photonics
The applications covered so far — medical devices, electronics, automotive seals, construction sealants — represent mature, well-codified uses of liquid silicone. The frontier is different: faster-moving, less standardized, and in several cases still bridging the gap between laboratory scale and volume production. Understanding what’s actually working on the plant floor versus what remains experimental matters if you’re making sourcing or capital decisions today.
Silicone 3D Printing: Printable Rheology Is the Hard Part
Direct ink writing (DIW) deposits silicone through a nozzle under controlled pressure, relying on shear-thinning behavior to flow during extrusion and then hold shape immediately after deposition. The formulation target is a yield stress in the range of 100–1,000 Pa — the exact value depends on nozzle diameter, layer height, and whether the part geometry demands overhangs. Too low and the bead slumps; too high and you’re fighting back-pressure and risking inconsistent fill. Getting that window right is a compounding challenge, not just a procurement one.
Inkjet-based silicone printing operates at lower viscosity and deposits picoliter-scale droplets, which is useful for embedding feature detail into wearable sensor patches or custom-contoured implant surfaces. Cycle time and throughput are still well below injection molding — DIW parts that would take 15–60 seconds in an LSR injection tool can take 20–90 minutes to print — so the commercial case today is custom, low-volume, and geometry-complex: patient-specific auricular implants, conformal electrode carriers, individualized orthotics.
Soft Robotics: When the Actuator Is the Structure
Pneumatic silicone grippers for food handling, pharmaceutical pick-and-place, and delicate assembly lines are in production use, not just research papers. The key material requirement is extreme compliance: Shore A 00-10 to 00-50 hardness (the “00” scale matters — these are softer than any conventional Shore A measurement captures meaningfully) with elongation at break exceeding 800%. That elongation number is not cosmetic. A finger actuator that inflates to grip an irregular object needs to survive tens of thousands of inflation cycles without crack initiation at the channel walls.
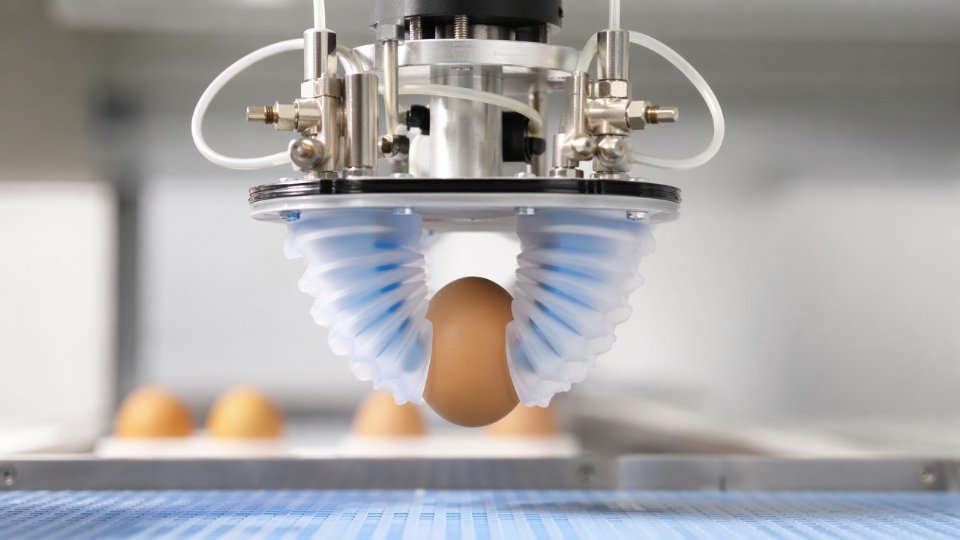
Wall thickness uniformity in the molded channels is the process variable that kills gripper life in production. A 0.2 mm wall-thickness deviation in a 1 mm pneumatic channel can cut fatigue life by half or more under repeated cycling pressure. This is where mold precision and material lot consistency become directly linked to maintenance cost on the assembly line.
Stretchable Electronics and E-Skin
Silicone substrates embedding silver nanowire networks are enabling pressure-sensing artificial skin and flexible neural interface arrays. The silicone here acts as both the mechanical carrier and the encapsulant — it needs to be optically clear in some configurations, mechanically matched to soft tissue (moduli in the 10–100 kPa range), and processable without destroying the conductive network during cure. These constraints push toward low-temperature platinum-cure systems with precisely controlled shrinkage.
Silicone-based e-skin substrates can achieve pressure sensitivity comparable to human fingertip mechanoreceptionTrue
Research demonstrations have achieved sub-kPa pressure resolution with silver nanowire/silicone composites, though production-scale consistency and long-term drift remain active engineering challenges
Micro-Optics: Surface Quality Is the Specification
LSR micro-lens arrays for VR/AR optics and LiDAR sensor domes are produced by replication molding against precision-machined or diamond-turned masters, achieving surface roughness below 100 nm Ra. That specification is not achievable without controlling silicone shrinkage tightly — typical platinum-cure LSR shrinks 0.1–0.3% depending on cure temperature and part geometry. For a lens with a 2 mm focal radius, even 0.1% dimensional error shifts focal length enough to matter.
Marine Coatings and PV Encapsulation
Low-surface-energy silicone hull coatings reduce barnacle adhesion strength by more than 80% relative to uncoated steel, with hull drag reductions in the 5–15% range depending on vessel speed and biofouling load cycle. The mechanism is purely mechanical — organisms can’t anchor strongly — rather than biocidal, which matters for environmental compliance in many port jurisdictions.
In photovoltaics, UV-stable liquid silicone encapsulants with optical transmittance above 93% are displacing EVA films in concentrated photovoltaic and bifacial module designs where long-term UV exposure and operating temperatures above 85°C make EVA’s yellowing and delamination behavior an unacceptable degradation pathway.
Selecting the Right Liquid Silicone Grade: A Practical Specification Checklist for Procurement Teams
Getting the chemistry wrong at the specification stage costs far more than the price difference between grades. A mismatched cure system can poison a platinum catalyst, a hardness choice that feels conservative on paper translates to failed seals under dynamic load, and a missing regulatory certificate can hold a product launch for months. Work through these steps before issuing an RFQ.
Step 1 — Define Your Cure System
Addition-cure (platinum-catalyzed) LSR dominates where speed, low compression set, and regulatory cleanliness matter — medical devices, food-contact parts, and precision electronics. The critical operational constraint: platinum catalysts are poisoned by sulfur, nitrogen-containing compounds, tin, and certain adhesives. If your substrate or mold release contains any of these, you either switch substrates or switch chemistry. Condensation-cure systems (tin or titanium catalyzed) tolerate more substrate variation and suit ambient-temperature casting and construction sealants, but byproduct release during cure (acetic acid, alcohol, or oxime depending on formulation) can cause adhesion failures or corrosion on sensitive substrates. Peroxide-cure grades remain relevant for extrusion and calendering lines where addition-cure processing isn’t practical, though they leave cure byproducts that must be post-baked out — a step many procurement teams forget to cost into cycle time.
Step 2 — Lock In Hardness and Mechanical Targets Before Sampling
Shore A hardness for liquid silicone grades runs from roughly 10 (soft gels, wearable interfaces, infant nipples) to 80 (structural grommets, high-pressure seals). Don’t anchor on a single number — specify a range and pair it with elongation at break (typically 200–800% depending on grade and filler loading), tear strength (target benchmarks: 15–40 kN/m for dynamic seals, higher end for peristaltic pump tubing), and compression set after 22 hours at 175°C (under 15% is achievable in well-formulated addition-cure grades; over 25% signals a problem for sealing applications). Compression set is the figure most frequently omitted from early-stage specs and the one most likely to cause field failures.
Step 3 — Map the Exposure Profile
Temperature range is the headline — LSR handles -60°C to +200°C continuously, with short excursions to +250°C — but the real specification work is in the secondary exposure list. UV and ozone resistance is inherent to the silicone backbone, but pigment and additive choices affect long-term color stability. Chemical resistance varies significantly: LSR performs well against dilute acids, alcohols, and water-based fluids but swells in aromatic hydrocarbons and concentrated organic solvents. Sterilization method matters acutely for medical and food applications — EtO, gamma irradiation, autoclave (134°C), and UV-C each interact differently with the polymer network and any additives present. Request soak test data at your actual exposure conditions, not generic resistance charts.

Step 4 — Match Viscosity to Your Process
LSR for injection molding typically runs 50,000–300,000 mPa·s at processing shear rates; casting compounds for potting or manual dispensing may sit at 500–20,000 mPa·s. High-viscosity grades above 300,000 mPa·s suit extrusion or thick-section molding. Pot life — the window between mixing and gelation — ranges from under 30 minutes in fast-cure formulations to several hours in casting grades. Underestimating viscosity drop at elevated mold temperatures causes short shots; overestimating pot life causes wasted mixed material and line stoppages.
Step 5 — Confirm Certifications Before the Sample Stage
Map your end-use to the applicable framework: USP Class VI or ISO 10993 for medical, FDA 21 CFR 177.2600 or EU 10/2011 for food contact, UL 94 ratings for electrical, and CE/EN standards for construction. Ask for documentation before ordering samples, not after. A supplier unable to provide batch-level certificates of analysis, SDS in your destination-country language, or audit access to their quality system is a commercial risk regardless of quoted price.
Step 6 — Calculate Total Cost of Ownership
Material cost per kilogram is the wrong metric in isolation. LSR injection molding cycle times of 15–60 seconds (depending on part geometry, wall thickness, and cure temperature) enable million-part runs with minimal secondary operations. Self-lubricating grades eliminate post-mold coating steps. Low scrap rates from flash-free cold-runner tooling reduce per-part cost significantly versus compression-molded alternatives. Run the full calculation: material cost plus tooling amortization plus cycle time plus secondary operations plus quality rejection rate.
Platinum catalyst poisoning from sulfur or nitrogen contaminants in mold release agents is one of the most common and preventable causes of LSR cure failure in production environments.True
Platinum-catalyzed addition-cure systems are well-documented to be inhibited by sulfur compounds, organotin materials, nitrogen-containing compounds, and certain unsaturated hydrocarbons — a widely recognized phenomenon in silicone processing literature and supplier technical guides.
A supplier who pushes back on providing a production audit, can’t supply batch-traceable CoA data, or quotes a single viscosity grade as suitable for both injection molding and hand-casting deserves harder questions before any purchase order is placed.
Frequently Asked Questions About Liquid Silicone Uses and Sourcing
Is liquid silicone the same as [silicone oil](https://siliconchemicals.com/silicone-oil/) or silicone rubber?
No — and confusing these three families causes real specification errors. Silicone fluids (oils) are low-viscosity, non-crosslinking polydimethylsiloxane chains used as lubricants, release agents, and cosmetic carriers. RTV (room-temperature vulcanizing) sealants and adhesives are one- or two-component systems that cure by condensation or addition chemistry, typically dispensed from cartridges or drums onto assemblies. LSR (liquid silicone rubber) molding compounds are two-part, platinum-catalyzed systems designed for injection molding under heat and pressure, producing dimensionally stable elastomeric parts. The processing equipment, cure mechanism, and end-product properties are fundamentally different across all three. Ordering an RTV product when your process requires injection-moldable LSR will shut down a molding line; sourcing a silicone fluid when your application needs a crosslinked seal will fail immediately under pressure or temperature.
Can liquid silicone be used with food and drinking water?
Yes, with the correct grade and verified compliance documentation. Food-contact LSR must meet applicable frameworks — FDA 21 CFR 177.2600 in the US, EU Regulation 10/2011 for plastics contact (with silicone-specific national authorizations such as Germany’s BfR XV), and increasingly NSF/ANSI 51 or 61 for food equipment and drinking water components respectively. Critically, certification validity depends on the specific formulation, not just the base polymer. Pigments, processing aids, and release agents all require individual clearance. When evaluating a supplier, request the actual migration test reports and the specific article or formulation number — a generic “food grade” claim on a data sheet is not sufficient verification.
FDA 21 CFR 177.2600 covers rubber articles intended for repeated use in food contact, including cured silicone elastomers.True
This regulation specifies the extractable substance limits and compositional requirements for rubber used in food-contact applications, and cured silicone rubber is an accepted material class under it.
What is the shelf life of uncured liquid silicone, and how should it be stored?
Most two-part addition-cure LSR systems carry a 12-month shelf life when stored below 25°C in original sealed containers, away from moisture and direct sunlight. The practical risk is inhibitor contamination. Addition-cure platinum catalysts are poisoned by trace amounts of sulfur-containing compounds, tin, nitrogen-based materials, and even some mold release residues. If inhibition occurs, the compound simply won’t cure — or cures only partially at the surface — which wastes an entire press cycle and potentially damages tooling if the sticky mass has to be extracted manually. Condensation-cure RTVs are less sensitive to inhibitors but will begin skinning on exposure to atmospheric moisture. Clearly label drums with receipt date, store Part A and Part B separately, and rotate stock on a strict first-in/first-out basis.
How do I bond liquid silicone to plastic, metal, or fabric substrates?
Surface energy is the core variable. Plasma or corona treatment raises the surface energy of low-energy substrates like polypropylene or PTFE into a bondable range, typically achieved in seconds on a production line. For metals, adhesion primers — usually silane-based — are applied and allowed to flash off before overmolding. Self-bonding LSR grades contain built-in coupling agents that react with substrate hydroxyl groups during the cure cycle, enabling clean insert overmolding of metal or engineering plastic inserts without a separate primer step. The tradeoff is that self-bonding grades cost more and require tighter mold temperature control (typically 170–190°C) to activate the bonding chemistry reliably.

What are the environmental and sustainability considerations for liquid silicone?
Silicone’s primary environmental argument is service life. A well-designed LSR component operating across -60°C to +200°C continuous service may last 20 or more years in outdoor or thermal cycling applications where an organic rubber would degrade in three to five. That durability reduces replacement frequency and cumulative material consumption. The limitation is mechanical recycling — cured silicone elastomers don’t remelt. Chemical recycling back to cyclosiloxane monomers (D4, D5, or linear oligomers) is technically viable at scale but not yet widely available at the post-consumer level. Separately, D4 and D5 cyclic siloxanes used in personal care and certain processing applications face tightening regulatory restrictions in the EU under REACH, which is relevant to formulators in those categories but does not directly affect cured LSR components.
How does SiliconChemicals support customers during product development and scale-up?
Beyond supplying raw material, the practical value at development stage is application engineering support — help selecting hardness, viscosity, cure profile, and any functional additives (thermal conductivity fillers, color masterbatch, flame retardants) appropriate to the end use. Sample quantities sufficient for prototype tooling trials are available before committing to production volumes. For applications requiring regulatory documentation, SiliconChemicals can provide formulation-specific compliance data, TDS, SDS, and support for customer qualification packages. Custom compounding — for example, specific durometer targets, optical clarity grades, or conductive formulations — typically involves a defined development timeline discussed at project initiation.
What MOQs and lead times apply to specialty liquid silicone grades?
Standard commodity grades (general-purpose RTV, broadly stocked LSR hardness series) are available from inventory with lead times measured in days to two or three weeks for standard export quantities. Specialty grades — medical-grade formulations, high-consistency compounds with specific filler loading, custom color masterbatches, or low-extractable optical grades — typically carry MOQs in the 50–200 kg range depending on the complexity of compounding, and lead times of 8–16 weeks for new custom work. Projects that underestimate lead time on specialty materials are common causes of new product launch delays; building a buffer order of at least one production run’s worth of qualified material once a formulation is locked is standard risk management practice.














