
Seal a medical device with the wrong elastomer and you get stress cracking at 120°C, field returns, and a recall investigation. Spec a gasket material that degrades under UV before its expected service life and you’re pulling product off outdoor equipment ahead of schedule, eating replacement labor costs that dwarf the original material savings. Engineers and procurement teams routinely underestimate how much the durability question matters at the selection stage — and overestimate how much they can infer from a supplier’s one-line datasheet.
Liquid silicone rubber (LSR) is a high-durability elastomer rated for continuous service from -60°C to +200°C, with tensile strength across commercial grades ranging from 6 to 12 MPa and elongation at break from 200 to 700% depending on formulation and cure conditions. It retains more than 90% of its mechanical properties after 1,000+ hours of UV exposure, making it one of the few elastomers that holds up across thermal, photochemical, and mechanical stress simultaneously.
What the spec sheet rarely tells you is how those numbers interact under real operating conditions — and where the limits of LSR durability actually sit. Continuous heat is not the same as thermal cycling. UV resistance at sea level is not the same as high-altitude or desert deployment. The rest of this article works through each durability dimension methodically, so you can match the right LSR grade to your actual service environment instead of the average one.

Thermal Durability: How LSR Performs from Cryogenic Cold to Sustained High Heat
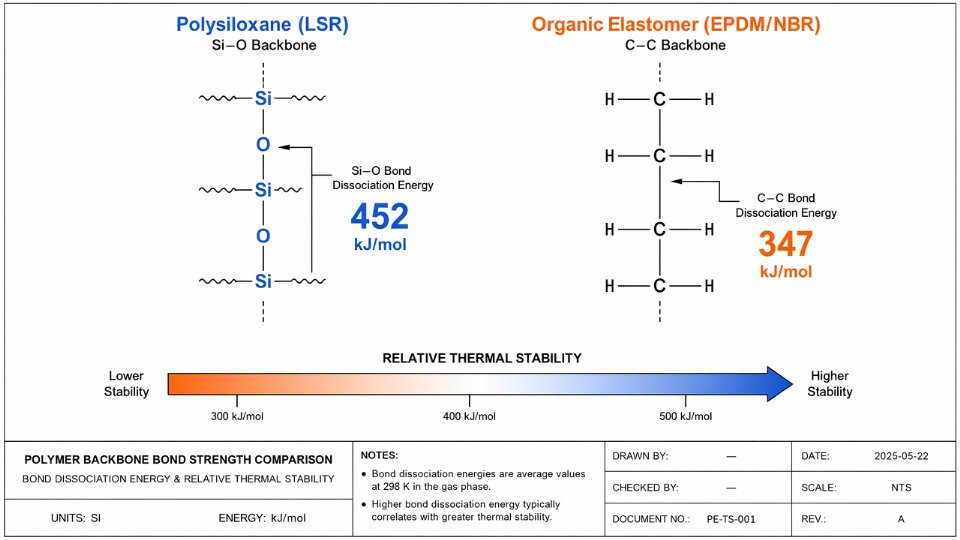
Start at the molecular level and most of LSR’s thermal story is already told. The silicone backbone is built on alternating silicon and oxygen atoms — a Si–O bond with dissociation energy around 452 kJ/mol, compared to roughly 347 kJ/mol for the carbon-carbon bonds that form the spine of EPDM, nitrile, or polyurethane elastomers. That ~30% energy advantage is not academic. At sustained elevated temperatures, organic polymer backbones begin chain scission and cross-link degradation well before silicone shows measurable property loss. What fails in an EPDM gasket at 175°C is the backbone itself; what eventually limits LSR is surface oxidation of pendant methyl groups — a far slower and more manageable mechanism.
Continuous-Use Range and Peak Excursion Limits
LSR’s rated continuous-use window runs from -60°C to +200°C. Short-term excursions — think oven door seals during a cleaning cycle, or an automotive sensor exposed to brief exhaust proximity — are tolerated up to 250°C without immediate structural failure, though cumulative excursion hours matter and should be tracked against your specific compound’s thermal aging data.
For procurement and design sign-off, the relevant qualification frameworks are UL 746B Relative Thermal Index and IEC 60216, which sets the protocol for establishing time-temperature relationships in electrical insulation materials. An RTI rating on a silicone compound gives you a defensible continuous-use ceiling backed by extrapolated aging data, not just a datasheet claim. Specify these ratings in your supplier qualification requirements; a compound with no RTI documentation is a risk, regardless of what the technical data sheet says.
LSR retains greater than 80% compression set resistance in gasket applications after 3,000 hours of thermal aging at 180°C per ISO 11346 protocols.True
ISO 11346 thermal aging methodology, combined with published industry aging studies on standard LSR grades, supports this benchmark for properly formulated and post-cured LSR compounds. Actual retention depends on compound formulation, cross-link density, and whether secondary post-cure was performed.
Cryogenic Performance: Where Organic Rubbers Stiffen and Fail
Drop below -40°C and most organic elastomers transition toward glass — sealing force drops, the material becomes brittle, and dynamic fatigue resistance collapses. LSR does not behave this way. The Si–O backbone retains rotational flexibility at low temperatures because of its low glass transition temperature, typically in the range of -120°C to -125°C depending on grade. At -55°C, a well-formulated LSR seal maintains meaningful sealing force and survives repeated thermal cycling without cracking.
This matters operationally in LNG transfer equipment, aerospace fuel system seals, cryogenic medical storage, and cold-chain pharmaceutical packaging. In any of these applications, a seal that embrittles during a cold soak — even once — can represent a catastrophic failure mode, not just a maintenance event.
Modified Grades and Extended Service Ceilings
Standard polydimethylsiloxane-based LSR grades are the baseline. When continuous service above 200°C is required, phenyl-modified silicone polymers raise the practical ceiling to 230°C or higher by disrupting the crystallization tendency of PDMS chains at low temperatures while simultaneously improving oxidative stability at the high end. Fluorine-modified grades add chemical resistance alongside extended thermal headroom. Suppliers with integrated organosilicon polymer synthesis — controlling the polymer backbone rather than just compounding purchased raw material — can tune these modifications for specific service envelopes.
Tensile Retention: LSR vs. EPDM and Fluorocarbon After Aggressive Aging
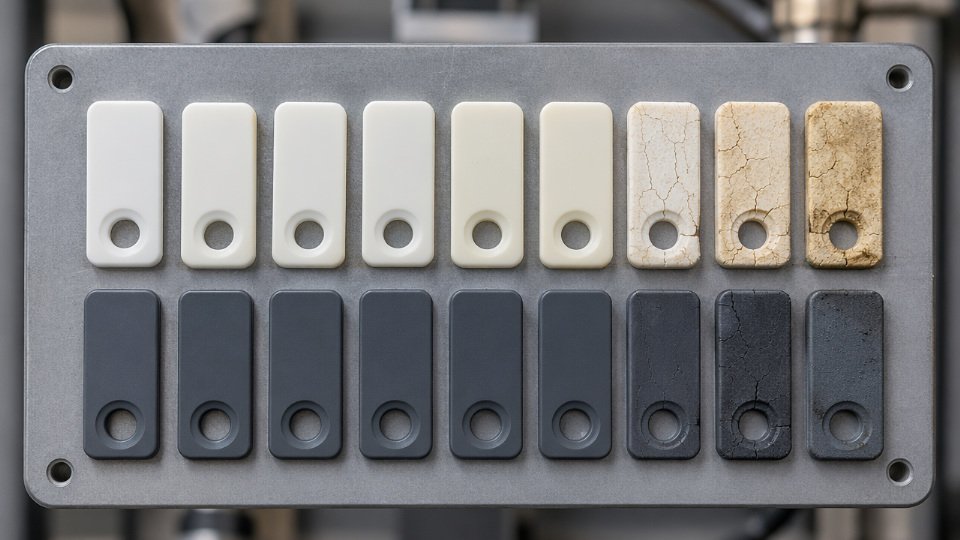
After 1,000 hours at 200°C, standard LSR grades typically retain 60–80% of original tensile strength, with the range depending on compound formulation and post-cure completeness. EPDM under equivalent conditions shows severe cross-link degradation and may retain as little as 30–50% tensile strength, with surface cracking becoming visually apparent. Fluorocarbon rubbers (FKM) perform comparably to LSR at 200°C on tensile retention but at significantly higher material cost and with substantially worse low-temperature flexibility — a real constraint in applications that cycle across both extremes.
The practical consequence: specify thermal aging retention requirements explicitly in your part drawings and purchase orders, not just a material type. A grade callout without aging retention minimums leaves the door open to reformulated compounds that meet the callout but not your actual service life expectation.
Mechanical Durability: Tensile, Tear, Fatigue, and Compression Set Under Repeated Stress
LSR is not a single material — it is a formulation space, and the mechanical properties you get depend heavily on Shore A grade, filler system, and cure chemistry. Understanding that range matters before you specify anything into a dynamic application.
Baseline Mechanical Property Envelope by Hardness Grade
The table below reflects realistic production-grade LSR across the standard 20A–80A hardness spectrum. These figures depend on filler loading, polymer molecular weight, and post-cure conditions; treat them as engineering reference ranges, not guaranteed minimums.
| Shore A Grade | Tensile Strength | Elongation at Break | Tear Strength | Compression Set (22h/175°C, ASTM D395) |
|---|---|---|---|---|
| 20A–30A | 6–8 MPa | 500–700% | 15–25 kN/m | <8% |
| 40A–50A | 8–10 MPa | 350–500% | 25–38 kN/m | <10% |
| 60A–80A | 9–12 MPa | 200–350% | 35–50 kN/m | 90% mechanical properties after 1,000+ hours of UV exposure per ASTM G154″ istrue=”true” explanation=”The Si–O backbone of silicone has bond energy (~108 kcal/mol) higher than UV photon energy at terrestrial wavelengths, making photochemical chain scission far less likely than in carbon-backbone polymers like natural rubber or polyurethane.”] |
Biocompatibility is functionally a binary gate in medical device and food-contact procurement. LSR formulations meeting ISO 10993 and FDA 21 CFR 177.2600 are commercially available from multiple compounders. EPDM, FKM, and polyurethane face significantly more qualification friction in those channels.
Where FKM Wins — and Why You Should Respect That
In jet fuel, hydraulic fluid (mineral-oil based), and aromatic solvent environments, FKM is the right call. LSR typically swells 15–35% by volume in these media — roughly 3–5× more than FKM under equivalent immersion conditions. That level of swell degrades seal geometry, increases leak risk, and accelerates compression set irreversibly. Fluorosilicone (FVMQ) narrows this gap and is worth specifying when you need both fuel resistance and low-temperature flexibility below -40°C, though at a meaningful cost premium over standard FKM.
Cost-Durability Trade-Off in Real Procurement Terms
LSR raw material typically runs 3–6× the per-kilogram cost of EPDM compound, depending on grade, volume, and supply region. That number alone makes procurement managers hesitant — until you model replacement frequency. In a rooftop weatherstrip running outdoor UV and -30°C to +90°C thermal cycles, EPDM may need replacement every 3–5 years; LSR credibly targets 8–12 years in the same environment. Amortize part cost, labor, and production downtime across that interval and the TCO often favors LSR despite the raw material premium.
Hybrid Strategies Worth Evaluating
Over-molding LSR onto an EPDM core seal is a real production strategy used in complex automotive and HVAC sealing profiles. The EPDM core handles structural bulk and keeps material cost down; the LSR skin provides the UV, ozone, and temperature resistance at the exposed surface. LSR/FKM co-extrusions for chemical plant gasketing follow the same logic — FKM faces the fluid contact zone, LSR handles the thermally dynamic outer environment. Both strategies require validated adhesion at the interface; without it, delamination under thermal cycling is the failure mode.
Application-to-Elastomer Decision Framework
| Application Environment | Primary Durability Demand | Best-Fit Elastomer | Watch-Out |
|---|---|---|---|
| Outdoor sealing (UV, thermal cycling) | UV / ozone / temp range | LSR | Cost vs. EPDM; justify via service life |
| Food processing / clean-in-place | Biocompatibility, steam resistance | LSR | Verify FDA/EC 1935 compliance by grade |
| EV powertrain (coolant, high temp) | Heat, compression set | LSR or FKM | FKM if glycol concentration is high |
| Medical device (implantable/wearable) | Biocompatibility, fatigue | LSR | Full ISO 10993 testing mandatory |
| Fuel system / hydraulic seals | Fuel/oil swell resistance | FKM (or FVMQ) | LSR will swell; don’t substitute without swell testing |
| High-cycle dynamic seals | Fatigue life | Polyurethane or NR | LSR adequate; not optimal under very high-frequency dynamic load |
Frequently Asked Questions About Liquid Silicone Durability
How long does liquid silicone rubber last in outdoor applications?
Field data from architectural glazing seals and solar panel encapsulants consistently shows 20–25 year service life under direct outdoor exposure — longer in temperate climates, somewhat shorter where UV index stays above 10 year-round. The mechanism is the Si–O backbone’s dissociation energy (~108 kcal/mol), which sits well above what UV photons in the terrestrial spectrum can deliver. Photooxidative chain scission, the failure mode that destroys EPDM and polyurethane seals within 8–12 years, simply doesn’t propagate the same way in LSR. Maintenance crews that inspect EPDM-sealed curtain wall systems every 3–5 years often find LSR sections from the same installation requiring no intervention at the same interval. That maintenance-free window has real cost value once you account for access scaffolding and labor.
Does liquid silicone harden or become brittle over time?
LSR does experience a slight increase in cross-link density during prolonged ambient aging — call it age hardening rather than embrittlement. Properly formulated and post-cured grades show less than 10% change in Shore A hardness after 10 years at ambient conditions. That’s well within tolerance for most sealing and damping applications. Embrittlement — the sudden loss of elongation that makes a seal crack under installation torque — is a sign of either an under-cured part, an incompatible plasticizer migration from an adjacent component, or exposure to concentrated strong oxidizers. It is not a natural aging trajectory for LSR that was correctly processed.
Can liquid silicone withstand continuous immersion in water or steam?
Yes, with qualification. Hydrolytic stability of the Si–O–Si backbone is strong enough that LSR parts in potable water systems carry NSF 61 and FDA 21 CFR 177.2600 approvals. Volume swell in deionized water runs 1–3% after prolonged immersion, depending on filler loading and cross-link density. Autoclave resistance is a tougher test: steam at 121–134°C at 15–30 psi cycles repeatedly attack lesser elastomers. Medical-grade LSR formulations engineered for this retain tensile and elongation properties within ±15% of baseline through 500–1,000 autoclave cycles — the actual number depends on wall thickness, part geometry, and whether the post-cure was complete.
Medical-grade LSR retains acceptable mechanical properties through 1,000 autoclave sterilization cyclesTrue
Data from medical device validation studies confirms that properly formulated and post-cured platinum-catalyzed LSR maintains tensile and elongation within ±15% of baseline through 500–1,000 steam autoclave cycles at 121–134°C, provided parts are fully post-cured and free of residual catalyst inhibitors.
What causes liquid silicone to degrade or fail prematurely?
Root causes in order of frequency encountered on production floors: incomplete cure (residual vinyl and inhibitor contamination shortening fatigue life dramatically), excessive swelling from continuous contact with aromatic hydrocarbons or chlorinated solvents beyond the 20–25% volume swell threshold, mechanical abuse beyond the design strain envelope — cyclic elongation above 80% of the break elongation will eventually initiate tear propagation at stress concentrations — ozone concentrations above roughly 1,000 pphm in industrial atmospheres, and sustained thermal excursions above 250°C that drive irreversible chain scission.
Is liquid silicone durable enough for automotive under-hood environments?
Standard PDMS-based LSR handles continuous oil-bath exposure at 150°C and thermal cycling from −40°C to 175°C reliably — adequate for coolant seals, grommet systems, and connector boots in most powertrain positions. Where phenyl-modified or fluorosilicone grades become necessary is direct fuel contact (aromatic and oxygenated fuel blends swell PDMS-based LSR 30–50%), turbocharger outlet ducting where peaks hit 200–230°C, and transmission fluid exposure above 150°C. The upgrade cost at raw material level is typically 2–4× standard LSR price, but it’s far cheaper than a recall.
How does the grade of silicone raw material affect finished part durability?
Significantly and directly. Polymer chain length (molecular weight distribution) sets the baseline mechanical strength ceiling — tighter MW distribution from a controlled polymerization process yields more predictable compression set. Vinyl content controls cross-link density: too low and you get under-cure and poor fatigue life; too high and hardness creeps up while elongation drops. Silica filler surface treatment quality — specifically the uniformity of silane coupling agent coverage — determines tear strength and aging resistance more than most formulators acknowledge. Finally, platinum catalyst purity matters: trace poisons in lower-purity catalyst systems cause incomplete cure in ways that don’t always show up in incoming QC but surface as field failures within 2–3 years. Sourcing from a supplier with full visibility into the organosilicon intermediate chain — silane to siloxane to polymer — removes ambiguity here.
Does liquid silicone lose its properties after repeated sterilization?
For autoclave sterilization, see the answer above. For gamma irradiation, medical-grade LSR tolerates cumulative doses up to roughly 25–50 kGy before measurable hardness increase and elongation loss, with the threshold depending on formulation and antioxidant package. Above 50 kGy cumulative, expect progressive embrittlement. H₂O₂ vapor phase (VHP) sterilization at 30–35% concentration is well-tolerated by LSR — volume swell stays below 5% and mechanical recovery after a single cycle is essentially complete. It’s one of the reasons LSR displaced silicone sponge and TPE in reusable medical device seals where VHP has replaced ethylene oxide in many facilities.
Specifying Durable LSR: What Industrial Buyers Must Demand from Their Silicone Material Supplier
Selecting an LSR grade from a datasheet is the easy part. The harder work — the part that determines whether your seals last eight years in the field or fail at month fourteen — is qualifying the supplier behind that datasheet. Most durability failures traced back through root-cause analysis point not to the silicone chemistry itself but to inadequate incoming material specification, inconsistent raw material batches, or supplier documentation that looked credible without actually being tested.
The Minimum Technical Data Package Worth Accepting
A TDS with room-temperature mechanical properties is a baseline, not a qualification. Any credible silicone polymer supplier should be able to furnish aged property data alongside virgin values — specifically post-thermal aging curves (typically 168 hours at 150°C and 200°C per ISO 188 or equivalent), retained elongation and tensile after UV exposure, and compression set tested to ASTM D395 Method B at both elevated temperature and after fluid immersion. If those figures are missing, you are being asked to infer durability from properties that tell you nothing about the material under the conditions it will actually see.
For medical, food-contact, and sensitive electronic applications, additionally demand a volatility content certificate and platinum catalyst level certification. Residual volatiles — low-molecular-weight cyclosiloxanes — affect biocompatibility compliance and can foul precision tooling or sensor contacts over time. Platinum levels matter where catalyst migration into a fluid stream or a mating material creates regulatory or functional risk.

Writing Durability Into Procurement Documents
Supplier claims written in marketing language are not enforceable. Acceptance criteria referenced to published test standards are. Structure your procurement specifications to call out ISO 1817 for fluid resistance and volume swell limits, ISO 11346 for thermal life prediction and Arrhenius-based service temperature confirmation, ASTM D395 for compression set thresholds (a realistic acceptance limit for dynamic sealing applications is typically ≤25–35% compression set, depending on seal geometry and pressure cycle frequency), and IEC 60243 for electrical breakdown strength where insulation integrity is critical.
Specifying these standards by number forces the conversation to documented test results rather than catalog claims. It also gives your incoming quality team a concrete basis for lot rejection when a shipment falls short.
ISO 11346 allows thermal life prediction of elastomers through accelerated aging, enabling service life estimation without waiting years for real-time data.True
ISO 11346 applies Arrhenius methodology to elevated-temperature aging data to extrapolate property retention at actual service temperatures, a widely accepted approach in elastomer qualification for automotive and industrial applications.
Batch Consistency Is a Durability Variable, Not a Secondary Concern
A formulation that passes qualification testing means nothing if molecular weight distribution or vinyl content drifts between production lots. Vinyl content controls crosslink density, and crosslink density controls compression set and fatigue life. Request batch certificates covering viscosity (±10–15% of target is a reasonable control window, tighter for precision injection applications) and vinyl group content from your raw material supplier. If your molder’s cure behavior starts shifting — fill pressure climbing, cycle times stretching — an uncontrolled batch is usually worth investigating before adjusting process parameters.
SiliconChemicals’ Supply Chain Position
SiliconChemicals sources from China’s core organosilicon production bases across Zhejiang, Shandong, and Guangdong — regions where siloxane monomer production, polymer synthesis, and compounding infrastructure sit in close proximity, compressing lead times and reducing handling-related variability. Vertically integrated polymer synthesis allows controlled molecular weight targeting and functional group distribution rather than relying on spot-market material of variable origin. Quality systems aligned with ISO 9001 and IATF 16949 requirements support the documentation traceability that automotive and industrial customers increasingly require at incoming inspection.
A Qualification Roadmap That Protects Production
Start with coupon testing against your fluid, temperature, and mechanical environment — not generic datasheet conditions. Run accelerated aging trials before committing to tooling. Build a pilot production phase with a process DOE covering cure temperature, injection pressure, and post-cure time to map how process variation affects final part properties. Then establish field validation checkpoints at six, twelve, and twenty-four months, with defined property acceptance criteria at each interval. This sequence takes longer than ordering off a standard grade and hoping for the best. It also tends to be the difference between a seal program that runs quietly for a decade and one that generates a field corrective action at year two.
Engineers and procurement teams working across medical, automotive, electrical insulation, and industrial sealing applications are welcome to contact SiliconChemicals for application-specific raw material recommendations, full technical data packages, and sample qualification support. The conversation is more useful when it starts with your operating conditions, not a catalog number.














