
Procurement teams and formulators who treat silicone as a single, undifferentiated material routinely land in the same trap: a product that passes every internal check, ships to market, and then triggers a regulatory query, a customer complaint, or a biocompatibility failure that nobody saw coming. The operational consequence is a product line in limbo — recall re-testing alone commonly runs €8,000–€25,000 per SKU, and a failed medical-device biocompatibility validation can reach $150,000–$500,000 before a single unit ships again. The underlying problem is almost never that silicone itself is harmful. It is that “silicone” describes a family of chemistries with radically different safety profiles, and most specifications never force that distinction into the open until regulators do it for you.
Silicone is neither universally safe nor broadly harmful — the answer depends entirely on the grade, molecular weight, and application. High-molecular-weight PDMS polymers are biologically inert, FDA- and EU-compliant for food and medical contact, and thermally stable to 230 °C. Low-molecular-weight cyclic siloxanes (D4, D5, D6) carry real environmental and regulatory concerns. Specifying the correct grade eliminates most of the risk.
That distinction sounds straightforward on paper, but the supply chain rarely makes it easy to act on. A single viscosity grade from two different suppliers can contain D4/D5/D6 cyclic residuals that differ by an order of magnitude — and viscosity measurement alone cannot tell them apart; headspace GC-MS can. The regulatory environment around cyclics has tightened materially since the EU restricted D4 and D5 in wash-off cosmetics to 0.1 wt% in 2020, and enforcement pressure on downstream industrial users is following the same trajectory. Understanding exactly where silicone is safe, where it is regulated, and where the chemistry genuinely warrants caution is now a procurement competency, not just a toxicologist’s concern.

Silicone Chemistry Fundamentals: Why PDMS Behaves Nothing Like Organic Plastics
The single most consequential misunderstanding in silicone safety discussions is treating “silicone” as a chemical category the way you’d treat “polyester” or “polyethylene.” It isn’t. The label covers a spectrum of molecular architectures with wildly different volatility, reactivity, and biological interaction — and conflating them is how procurement teams end up over-specifying food-contact grades they don’t need, or under-specifying industrial grades they do.
The Si–O backbone: why bond energy is the foundation of every performance claim
Silicone’s exceptional thermal resilience starts at the atomic level. The Si–O bond carries an energy of approximately 452 kJ/mol, compared with roughly 346 kJ/mol for the C–C backbone that defines most organic polymers. That ~30% energy advantage is not academic. It translates directly into the continuous service range of −60 °C to +230 °C that high-quality crosslinked silicone elastomers routinely achieve — territory where EPDM begins to oxidize and FKM still holds but costs considerably more.
More important from a safety standpoint: when polyolefins degrade under heat, they fragment into reactive aldehydes, peroxides, and lower alkanes — compounds that can migrate, sensitize, or oxidize downstream process chemistry. Silicone, by contrast, unzips back toward cyclic oligomers and ultimately to inorganic silica under extreme thermal load. The degradation pathway is shorter and the end-products are less reactive, which is one reason silicone can sit inside an autoclave cycle or a food-processing line at 150 °C without the creeping contamination profile that has forced elastomer replacements in pharmaceutical plants.
Silicone is chemically inert at all temperaturesFalse
While the Si–O backbone is thermally robust, silicone elastomers above approximately 500 °C in oxygen-limited environments can generate crystalline cristobalite (a respirable hazard), and peroxide-cured grades release volatile organic fragments even at moderate cure temperatures. Blanket inertness claims do not hold across all forms and conditions.
Bond angle, surface energy, and why the backbone geometry matters biologically
The Si–O–Si bond angle sits near 143°, notably wider than the C–C–C angle in carbon chains. Combined with the long Si–O bond length, this creates a highly flexible backbone with essentially free rotation. The practical result: PDMS has a glass transition temperature around −123 °C — it never becomes glassy and brittle at any operating temperature an industrial process would encounter — and a surface energy of only 20–21 mN/m, lower than virtually any organic polymer.
That low surface energy explains two things that matter in processing: why silicone releases from molds without chemical intervention, and why high-MW silicone fluids don’t wet biological tissue aggressively. These same properties underpin silicone’s long record in implantable and food-contact applications. Lubricity without leaching, flexibility without plasticizers — both emerge from the same backbone geometry, not from additives.
Molecular weight is not a detail: it is the regulatory divide
This is where ingredient-level safety reviews routinely go wrong. “Silicone” on a material safety data sheet may refer to molecules spanning five orders of magnitude in molecular weight, and the toxicological profiles diverge sharply.
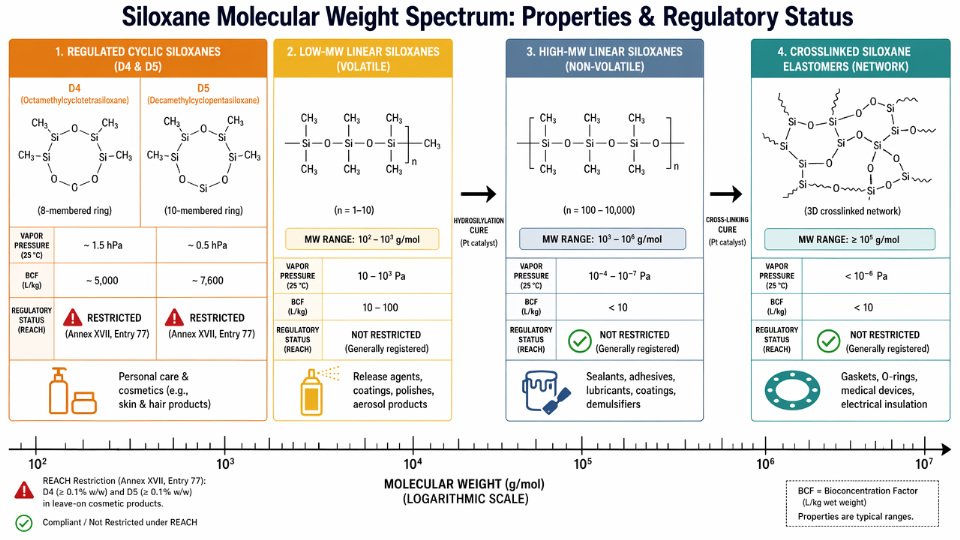
The cyclic oligomers — D4 (MW 296 g/mol), D5 (MW 370 g/mol), D6 (MW 445 g/mol) — are volatile, lipophilic, and the focus of most current regulatory attention. D4 carries a log Kow of 6.98 and a bioconcentration factor in fish of 2,400–13,500. D5’s sediment half-life under anoxic conditions exceeds 180 days. These are the molecules behind EU REACH restrictions in wash-off cosmetics (0.1 wt% threshold, effective January 2020) and the reason headspace GC-MS is the correct analytical method for incoming material qualification — not viscosity measurement, not appearance, not supplier declaration alone.
High-MW linear PDMS above roughly 50,000 g/mol is a different material in every functionally meaningful sense. It is non-volatile, does not bioaccumulate, and its aquatic no-observed-effect concentration exceeds 1,000 mg/L. Crosslinked elastomers extend this further: the polymer network is immobile, migration is physically constrained, and residual cyclic content becomes a manufacturing process control question, not an inherent polymer property.
| Molecular form | Vapor pressure | Water solubility | BCF (fish) | Regulatory status | Typical industrial use |
|---|---|---|---|---|---|
| D4 cyclic (MW 296) | Moderate | ~56 µg/L | 2,400–13,500 | REACH SVoC; EU CMR 1B (reproductive) | Solvent, intermediate; restricted in wash-off cosmetics |
| D5 cyclic (MW 370) | Low–moderate | ~17 µg/L | High (persistent) | REACH PBT candidate; wash-off restriction | Cosmetic carrier (declining); dry-cleaning niche |
| D6 cyclic (MW 445) | Low | <1 µg/L | Very high (log Kow 8.87) | REACH concern list; monitoring | Specialty lubricant carrier |
| Low-MW linear PDMS (50k) | Negligible | Negligible | Negligible | Approved food-contact, medical fluids (grade-specific) | Lubricants, release agents, medical-device fluids |
| Crosslinked elastomer | Essentially zero | Essentially zero | Not applicable | FDA 21 CFR, EU 10/2011 (grade/cure-specific) | Seals, gaskets, tubing, implants |
Cure chemistry and filler toxicology: the variables ingredient lists miss
The polymer backbone is only part of the formulation story. Cure chemistry determines what residual chemistry enters your process environment.
Platinum-catalyzed addition cure is the cleanest: the reaction is addition across vinyl groups, no byproducts are generated, and residual platinum in medical-device grades is typically held below 1 ppm elemental Pt by ICP-OES. Peroxide cure — still common in extrusion profiles and industrial rolls — generates volatile organic fragments during the cure cycle, including acetophenone from dicumyl peroxide systems, which requires post-cure venting and raises questions in food-contact and pharmaceutical applications. Condensation cure releases acetic acid (in acetoxy systems) or ketoximes (in oxime systems) during crosslinking — relevant for workplace air monitoring and for any enclosed application where offgassing accumulates.
Fillers are frequently where formulation toxicology actually resides, yet they are the variable most often overlooked in ingredient-level SDS reviews. Fumed silica, the primary reinforcing filler, is amorphous and carries an ACGIH TLV of 2 mg/m³ respirable fraction — manageable with engineering controls in compounding operations, but requiring active dust monitoring. Carbon black grades vary by PAH content. Certain flame retardants added to high-temperature silicone compounds carry their own regulatory profiles entirely independent of the polymer.
In a typical compounding operation running a mixed product portfolio, the silicone base polymer is often the least chemically complex component in the formulation. The regulatory risk is embedded in the additive package — a fact that becomes operationally expensive to discover during a customer audit rather than during incoming qualification.
High-molecular-weight PDMS elastomers pose negligible migration risk in food-contact applications when properly cured and post-curedTrue
High-MW crosslinked PDMS is physically constrained from migrating, and residual cyclics are reduced to compliance levels by post-cure at ≥200 °C for ≥4 hours. This is why FDA 21 CFR 177.2600 and EU 10/2011 both permit it — but the approval attaches to the cured, post-cured article, not to uncured base polymer or inadequately processed parts.
Food Contact and Kitchenware: Where FDA 21 CFR and EU 10/2011 Draw the Compliance Line
“Food safe” printed on a supplier’s SDS or product page is a marketing statement, not a compliance certificate. For procurement and quality teams sourcing silicone components for food contact applications — bakeware, seals, tubing, gaskets — the operative question is not whether silicone is generically safe. It is whether this specific cured compound, from this specific supplier, passes the extractables and migration tests that the relevant jurisdiction actually requires. The answer to that question is almost never in the SDS.

What FDA 21 CFR 177.2600 Actually Specifies
The FDA’s primary silicone food-contact pathway is 21 CFR 177.2600, covering rubber articles intended for repeated contact with food. The extractable limit most suppliers never quote: 175 ppm total extractables in heptane simulant, measured by evaporation and weighing of the soluble fraction. Heptane is the designated simulant for fatty or dry food contact; separate provisions apply for aqueous and acidic simulants. A compliant Certificate of Conformity should cite §177.2600 explicitly, state the specific polymer type and curing system covered, and reference the test method and result — not merely assert that the material is “FDA compliant.”
The distinction between ingredient compliance and finished-article compliance matters operationally. A silicone compound can use FDA-listed raw materials and still fail the 175 ppm extractables ceiling if the curing conditions, post-cure protocol, or filler loading were not controlled. Post-cure at ≥200 °C for ≥4 hours is the standard specification for driving low-molecular-weight cyclic siloxanes — D4, D5, D6 — below detectable thresholds in the cured part. When a supplier declares “all ingredients are food grade” without presenting a finished-article extractables test, they are describing their raw material procurement, not your compliance position.
The EU Patchwork: Why Germany and France Set the Real Bar for Asian Exporters
EU Regulation 10/2011 governs plastic food contact materials and does not directly cover silicone elastomers — a regulatory gap that catches exporters off guard. In practice, EU member states apply national measures, and the two that matter most for market access are Germany’s BfR Recommendation XV (silicones) and France’s DGCCRF guidelines. Both are more operationally detailed than EU 10/2011’s framework.
Under these national measures, the overall migration limit (OML) aligns with the EU framework: 10 mg/dm² or 60 mg/kg food simulant, whichever is more restrictive for the geometry. Beyond OML, specific migration limits (SML) apply to individual substances. Platinum catalyst residues — ubiquitous in addition-cure (platinum-catalyzed) food-grade silicone — are subject to scrutiny under several national guidelines, with acceptable Pt migration commonly cited at <10 ppb by ICP-MS. Vinyl group residues from incomplete crosslinking are similarly controlled. BfR Recommendation XV also addresses the cyclic siloxane fractions explicitly, making low-cyclic-content grade selection and documented post-cure protocol non-negotiable for EU export.
A Chinese manufacturer supplying a food-grade silicone compound without a BfR XV or DGCCRF-aligned test report is technically unqualified for EU food-contact use, regardless of what the product description states.
'FDA approved' silicone is automatically compliant for EU food contact useFalse
FDA 21 CFR 177.2600 and EU/national silicone food-contact measures are independent frameworks with different test simulants, migration limits, and documentation requirements. A material passing one does not automatically satisfy the other; exporters need jurisdiction-specific conformity declarations and third-party migration test reports.
Temperature and Fatty Simulants: The Variable Most Bakeware Specs Ignore
Silicone bakeware operates in the most aggressive food-contact conditions the chemistry faces: elevated temperature in direct contact with fatty media. Testing at 180 °C using iso-octane or olive oil as fatty simulant is common practice, but silicone bakeware routinely reaches 230 °C in real oven cycles. At 230 °C in fatty food simulant, the cyclic siloxane migration rate increases measurably compared to 180 °C — a nonlinear relationship that undercured or standard-cyclic-content grades fail to handle.
Formulators supplying into bakeware must specify low-cyclic grades with controlled D4/D5/D6 content verified by headspace GC-MS on incoming material, not by viscosity or visual inspection. Post-cure protocol — temperature, dwell time, airflow — must be a controlled process parameter, not an informal step. When a bakery equipment manufacturer asks a supplier for a high-temperature fatty simulant migration report and receives one conducted only at 70 °C in acetic acid simulant, the test was designed for aqueous food contact and tells them almost nothing about bakeware performance.
Procurement Checkpoint: The Three Documents That Separate Compliant From Marketing-Grade
Quick verdict: If the supplier cannot provide all three documents — a Certificate of Conformity citing specific CFR or BfR/DGCCRF article numbers, a third-party migration test report using the correct simulants and temperatures, and a written post-cure specification — the silicone is not food-grade for regulated markets, regardless of what the data sheet says.
These three documents serve distinct functions. The Certificate of Conformity establishes the regulatory basis and places liability on the supplier. The third-party migration report provides analytical evidence that the cured article performs within OML and SML at use conditions. The post-cure specification is the process control record that links formulation to compliance — it is what an auditor will ask for when tracing a migration exceedance back through the production record.
In a typical scenario involving a mid-sized bakery equipment OEM based in Germany sourcing silicone seals from a Chinese supplier: the supplier’s SDS accurately describes the compound as silicone elastomer with platinum cure and food-grade filler, and the product listing says “food safe.” No EU 10/2011 conformity declaration exists, and the only test report on file is an aqueous migration test at 40 °C. Under German product liability law and BfR Recommendation XV, the OEM placing this product on the EU market assumes full compliance responsibility. Their product liability insurer, on audit, identifies the gap and conditions continued coverage on documented third-party migration testing at use temperature — a retest cycle that commonly runs into the range of €8,000–€25,000 per SKU and delays product launch by several months. The error rarely surfaces as a rejected shipment; it surfaces as a liability exposure that becomes visible only when someone asks for the paperwork.
Food-Contact Compliance Quick Reference
| Jurisdiction | Governing Standard | Key Extractable / Migration Limit | Simulants Required | Post-Cure Requirement | Recognized Certification / Test Body |
|---|---|---|---|---|---|
| USA | FDA 21 CFR 177.2600 | 175 ppm extractables (heptane simulant) | Heptane (fatty/dry); water; 3% acetic acid | ≥200 °C / ≥4 h recommended for cyclic reduction | FDA-accredited third-party lab; no single mandatory certifier |
| EU (framework) | EU Regulation 10/2011 (plastics framework; silicone via national measures) | OML 10 mg/dm² or 60 mg/kg | Simulants A–E per EN 1186 / EN 13130 series | Not specified at EU level; set by national measure | Notified Bodies; accredited test labs (e.g., Intertek, SGS, Eurofins) |
| Germany | BfR Recommendation XV | OML as EU; SML for platinum <10 ppb (ICP-MS); cyclic siloxanes controlled | Simulants per BfR annex; fatty simulant at use temperature | Documented; ≥200 °C / ≥4 h effectively required | BfR-aligned accredited lab; often Intertek Germany, Eurofins |
| France | DGCCRF Silicone Guidelines | OML as EU; Pt and cyclic SML aligned with BfR XV | Fatty simulant (iso-octane/olive oil) at use temp mandatory | Required and must be documented in technical file | COFRAC-accredited laboratory |
| China | GB 4806.11-2016 | OML 10 mg/dm² or 60 mg/kg; specific substance SML per positive list | Simulants per GB 31604 series | Not explicitly mandated at national level; good practice per process validation | CNAS-accredited laboratory; CNCA-registered body |
Medical and Implant-Grade Silicone: ISO 10993 Biocompatibility vs. the Implant Litigation Context
The public conversation about silicone safety is still largely shaped by a regulatory event from 1992 and the litigation wave that followed it. For engineers and procurement teams specifying silicone in medical device applications, conflating that history with the current biocompatibility science is an expensive mistake — one that shows up not as a day-one rejection but as a 510(k) hold eighteen months into a product launch.
What ISO 10993-1:2018 Actually Tests
ISO 10993-1:2018 defines the biological evaluation framework that governs every implantable and body-contact medical device. The standard requires assessment across seven core endpoints: cytotoxicity, sensitization, irritation, systemic toxicity, genotoxicity, implantation response, and hemocompatibility. Fully cured, implant-grade PDMS — where residual cyclic siloxanes have been driven below specification through post-cure and where platinum catalyst residues are verified at or below 1 ppm elemental Pt by ICP-OES — passes all seven endpoints at standard test concentrations across the published literature. This is not a marketing claim; it is a documented outcome from decades of extraction and elution testing on material sets that meet USP Class VI and ISO 10993.
The platinum catalyst point deserves precision. Elemental platinum at trace levels does not drive sensitization. Platinum salts — chloroplatinic acid and its derivatives — are the occupational sensitization concern during silicone manufacturing, not the metal residue in the cured elastomer. A finished device with <1 ppm elemental Pt, confirmed by ICP-OES, sits well below any sensitization threshold in the biocompatibility literature. Many device teams reviewing supplier COAs misread a platinum catalyst reference as a toxicological red flag; it is a process chemistry note, not a safety one, provided the post-cure protocol is correctly executed.
The 1992 Moratorium and What the Evidence Actually Showed
The FDA’s 1992 moratorium on silicone gel breast implants was explicitly precautionary. The agency acknowledged at the time that there was no confirmed evidence of systemic disease causation — it was a response to inadequate long-term safety data, not to established harm. The 1999 Institute of Medicine report examined the accumulated clinical and epidemiological evidence and found no credible link between intact silicone gel implants and systemic connective tissue disease. That conclusion has been reaffirmed in subsequent meta-analyses covering hundreds of thousands of patients.
The documented risk pathway is mechanical, not bulk polymer toxicity. Shell rupture allows gel bleed: the release of low-molecular-weight PDMS fractions and residual cyclic siloxanes — primarily D4 and D5 — into the peri-implant tissue. The granuloma formation and capsular contracture that follow are immunological responses to particulate silicone and gel migration into the capsule, not to the polymer backbone itself. In intact, well-manufactured implants with intact shells, that pathway does not exist. The public narrative has not kept pace with that distinction.
The 1992 FDA breast implant moratorium was based on confirmed proof that silicone causes connective tissue diseaseFalse
The FDA moratorium was explicitly precautionary, issued due to insufficient long-term safety data — not confirmed systemic toxicity. The 1999 Institute of Medicine report found no credible epidemiological link between intact implants and connective tissue disease.
The Grade Ladder — and Why Substitution Always Costs More Than It Saves
| Grade | Typical Pt Residue Spec | Extractables Testing | Regulatory Filing Pathway | Acceptable Applications | Price Premium vs. Industrial |
|---|---|---|---|---|---|
| Industrial | Not controlled | None required | None | Mechanical seals, gaskets, non-contact parts | Baseline |
| General Purpose | Not controlled | Supplier discretion | None | Non-critical consumer goods | +5–10% |
| FDA 21 CFR 177.2600 | Not controlled | Heptane extractables ≤175 ppm | Self-declaration | Food contact, kitchenware | +15–25% |
| USP Class VI | Typically <10 ppm Pt | Systemic injection, implantation, intracutaneous tests | Required for drug/device labeling | Pharmaceutical tubing, fluid-path components | +30–50% |
| ISO 10993 Tested | Typically <5 ppm Pt | Full 7-endpoint biological evaluation | FDA 510(k) / CE technical file | Short-term body contact, non-implantable devices | +50–80% |
| Implant Grade (NuSil, MDX4-4210 equivalents) | Industrial silicone elastomers must never be substituted for USP Class VI or implant-grade material based on Shore hardness alone. Hardness is a mechanical property, not a biocompatibility proxy. The two materials can be indistinguishable on a durometer and worlds apart on an extraction test. |
The practical audit step for any device procurement team: require lot-specific ICP-OES data for platinum, lot-specific extractables testing against the relevant ISO 10993 endpoints, and a clear statement of the post-cure protocol from the silicone manufacturer. Viscosity measurement and a generic data sheet are not sufficient. Molecular weight distribution should be confirmed by GPC, not inferred from viscosity alone — a lesson that applies equally to silicone raw material qualification for medical tubing and to implant component sourcing.

Personal Care and Cosmetic Silicones: D4/D5 Restriction Under EU REACH and What It Changes for Formulators
The regulatory ground shifted in January 2020 and formulators who didn’t move quickly are still paying for it — some without knowing it yet.
D4 (octamethylcyclotetrasiloxane, MW 296 g/mol) was formally classified as PBT — persistent, bioaccumulative, and toxic — under EU REACH Annex XIV in 2018. D5 (decamethylcyclopentasiloxane, MW 370 g/mol) was classified vPvB: very persistent, very bioaccumulative. The mechanism is sediment accumulation. D5’s log Kow of 8.07 means it partitions strongly to organic matter; in anoxic sediment conditions its half-life exceeds 180 days. Although wastewater treatment plants remove roughly 96% of D5 through volatilization and adsorption, the residual fraction that reaches receiving waters accumulates in aquatic sediments across product cycles and geographies. The science was sufficient for ECHA to act.
The resulting restriction: both D4 and D5 are prohibited in wash-off cosmetic products at concentrations above 0.1 wt%, effective January 31, 2020 under REACH Regulation (EC) 1907/2006 Article 67. The restriction is not a labeling requirement — it is a market access prohibition. Placing a non-compliant product on the EU market is a criminal liability matter in most member states, not a documentation deficiency.
The D6 Overhang: Why Cheap Substitution Created a Second Problem
When D5 was restricted, a significant share of reformulation work reached for the nearest available cyclic: D6 (dodecamethylcyclohexasiloxane, MW 445 g/mol). Functionally similar sensory profile, already present in many supplier catalogues, no restriction in force at the time. It seemed like the obvious move.
ECHA’s ongoing restriction process on D6 means that formulators who took that shortcut may now face a second complete reformulation cycle within a product lifecycle that typically runs three to five years for a prestige product. Regulatory affairs costs, stability retesting, and consumer panel revalidation are not trivial — especially when the first cycle was only recently absorbed. This is the “temporary becomes permanent” problem expressed in supply chain terms: a short-term cost decision hardened into a product formula that now carries forward regulatory exposure.
D5 in cosmetics causes direct harm to consumers who use rinse-off hair productsFalse
The restriction on D5 is based on environmental persistence and aquatic sediment bioaccumulation (vPvB classification), not evidence of direct consumer toxicity at typical use levels. The regulatory action is environmental, not a consumer safety finding.
What Replaced D5 — and Where the Sensory Gap Actually Lives
D5’s functional role in personal care is not one thing — it is three. In leave-on hair serums and smoothing treatments, it acts as a carrier for heavier silicones and conditioning agents. In antiperspirants, it is the volatile carrier that suspends active ingredients and then evaporates cleanly, leaving no tacky residue. In both, the “silky slip” sensory descriptor — that frictionless, non-greasy glide that scores highly in consumer acceptance panels — is a direct consequence of D5’s low surface tension and controlled evaporation rate.
Water-based alternatives and light esters can partially replicate slip, but they do not evaporate the same way, and they do not carry non-polar active ingredients with the same efficiency. In A/B consumer testing across typical rinse-free application categories, the difference is perceivable enough to affect repurchase intent. This is why “just switch to water” is not a formulation answer — it is a product repositioning exercise dressed as chemistry.
The technically viable bridge for most leave-on applications is high-MW dimethicone in the 350–60,000 cSt viscosity range, or phenyl trimethicone for applications where refractive index and shine are performance attributes. Neither is restricted under current REACH conditions. However, a critical qualification step is mandatory: viscosity measurement alone does not verify molecular weight distribution. GPC (gel permeation chromatography) is required to confirm that a dimethicone supply lot is genuinely high-MW and not carrying cyclic oligomer contamination that would push the finished formulation across the 0.1 wt% threshold without appearing in routine QC.
In a typical mid-volume cosmetics operation producing between 50,000 and 200,000 units per month for EU export, incoming dimethicone lots are often accepted on viscosity certificate alone. If the supplier’s production has carried cyclic impurities — a known issue in lower-grade silicone streams — the manufacturer may be placing non-compliant product on the EU market with a clean CoA in the file. Headspace GC-MS is the correct incoming qualification method for cyclic siloxane content, and it should be a contractual requirement in the supplier quality agreement, not an occasional audit activity.
EU Export Compliance: What Chinese Personal Care Manufacturers Must Verify
Chinese personal care brands and OEM manufacturers supplying the EU market operate under the same Article 67 prohibition as EU-based producers. There is no import exemption. For any formulation that historically used the INCI descriptor “cyclomethicone” — which aggregates D4, D5, and D6 without specifying which cyclic fraction — EU customs authorities and national market surveillance bodies treat this as an automatic inspection trigger. RAPEX notification risk is real; a single non-compliance finding can freeze a product line across multiple member state markets simultaneously.
The raw material supplier’s SDS and product specification must explicitly certify D4 and D5 content below 0.1 wt% with accompanying GC-MS data. A certificate of analysis that states only “complies with cosmetic regulations” without quantified cyclic siloxane data does not satisfy the burden of proof under REACH Article 67 enforcement. Procurement teams sourcing silicone raw materials for personal care applications should require headspace GC-MS results per batch as a standard supplier deliverable.

Cyclic Siloxane Substitution Options for Personal Care
| D4 | D5 | D6 (watch) | |
|---|---|---|---|
| Regulatory status | Restricted wash-off >0.1 wt% (EU REACH, Jan 2020) | Restricted wash-off >0.1 wt% (EU REACH, Jan 2020) | Under ECHA restriction review; no current limit |
| Functional role in formula | Carrier solvent, viscosity diluent | Volatile carrier, sensory modifier, active delivery | Sensory modifier, carrier extension |
| Compliant substitute | High-MW dimethicone (350–1,000 cSt) | Dimethicone 350–60,000 cSt; phenyl trimethicone | Dimethicone or cyclopentane-based esters (category-dependent) |
| Sensory parity (1–5) | 3/5 — slip retained, volatility not replicated | 2–3/5 — clean-dry finish not fully matched | 3/5 — depends on category |
| Cost delta vs. original | +10–20% depending on viscosity grade and source | +15–30% for equivalent sensory performance | Neutral to +10% at current market |
| Technical limitation of substitute | Non-volatile; residue perception in high-load formulas | Heavier sensory profile; active carrier efficiency reduced in anhydrous systems | D6 restriction risk makes this a transitional choice only |
Quick verdict: Any personal care formula carrying “cyclomethicone” on the INCI label without a quantified GC-MS cyclic fraction report from the raw material supplier is not EU REACH-compliant in documentation — even if it may be compliant in chemistry.
Industrial Workplace Exposure: Vapor, Dust, and Thermal Decomposition — OELs and Real Monitoring Protocols
Occupational risk in silicone processing facilities is almost never where people expect it. The bulk polymer itself is essentially inert at processing temperatures. The real exposures — the ones that show up as chronic complaints, surveillance data exceedances, and eventually workers’ compensation claims — come from the fillers, the low-molecular-weight cyclics carried in uncured compound, the platinum catalyst precursors, and most critically, the decomposition chemistry that activates when a tool runs hot or a cure cycle goes wrong. Industrial hygienists who approach a silicone operation assuming it’s “just rubber” tend to miss the actual hazard profile entirely.
PDMS Bulk Polymer: Why Vapor Pressure Is a Non-Issue Until You Add Filler
High-molecular-weight PDMS — anything above MW ~10,000 — has a vapor pressure below 0.00001 mmHg at 25 °C. No established occupational exposure limit exists because inhalation of the polymer itself at ambient conditions is not a credible route of exposure; the molecule simply doesn’t become airborne. In practice, the inhalation hazard in a compounding room or molding cell comes from fumed silica (amorphous SiO2), which is added as a reinforcing filler at loadings commonly in the range of 15–40 phr depending on compound hardness targets.
The ACGIH TLV for fumed silica — amorphous SiO2, respirable fraction — is 2 mg/m³ TWA. That limit is tighter than many plant managers realize, and respirable dust levels at mold opening stations, during compound cutting, or near bag-dumping operations can exceed it without triggering any visible dust cloud. Respirable particles by definition are below 10 µm aerodynamic diameter; you cannot see them, and the mold operator who “doesn’t notice any dust” is not a reliable monitoring instrument.
Cyclic Siloxane Vapors: D4, D5, and the Regulatory Gap That Leaves US Plants Exposed
Uncured silicone compound and freshly molded parts off-gas D4, D5, and D6 — the cyclic low-molecular-weight species that were not eliminated during polymer synthesis. The ACGIH TLV-TWA for D4 is 10 ppm (2017 edition), with the critical health endpoint being reproductive toxicity in animal models at sustained high exposure. For D5, no federal OSHA PEL exists, and NIOSH has not established a REL. Several European national occupational exposure limits have converged around 10 ppm TWA for D5, but a US facility relying solely on federal OSHA compliance has no enforceable ceiling to anchor its program.
This is not a theoretical gap. Plants running injection overmolding of liquid silicone rubber (LSR) at high cycle rates — 60–120 shots per hour on multi-cavity tools — produce continuous cyclic off-gassing at mold open. Without local exhaust ventilation (LEV) sized to capture the thermal plume at mold separation, D5 concentrations in the operator’s breathing zone can drift toward 8–12 ppm across a shift. The material reports nothing wrong; the press runs normally; the operator reports mild eye irritation that disappears on weekends. That pattern — symptom correlation with shift schedule, no equipment alarm — is the classic signature of a ventilation problem misread as a sensitivity complaint.
Operational warning — the D5 regulatory gap: US plants with no European customer audits often have no internal D5 action level at all. Without a written internal OEL and personal air sampling program, the gap between “no federal limit” and “no monitoring” becomes “no data.” European subsidiaries and OEM customers increasingly audit for evidence of cyclic siloxane monitoring as part of supply-chain EHS qualification. The absence of records is itself a finding.
Quick verdict: For any silicone processing operation in the US, set an internal D5 action level at 10 ppm TWA — aligned with European precedent — until federal guidance catches up.
Thermal Decomposition: The Stealth Carcinogen Risk at the Press
This is the hazard that consistently surprises operations teams. Below approximately 300 °C in well-ventilated conditions, silicone thermal decomposition products are low-level and manageable — primarily formaldehyde, CO, and traces of silicic acid aerosol. The profile changes sharply when oxygen is limited and temperatures exceed 500 °C. Under those conditions, the amorphous silica filler phase-transforms to crystalline cristobalite, an IARC Group 1 carcinogen with the same regulatory weight as quartz.
Silicone overmolding and post-cure oven operations are the primary risk environments. A mold that runs at 180 °C normally presents no cristobalite concern. But a localized hot zone — a heater band malfunction, a purge of degraded compound — can briefly exceed 500 °C at the tool surface, particularly in oxygen-limited cavities. The crystalline silica formed in that event comes out with the flash and trim debris that operators handle during demold. This is not a failure mode that triggers a press alarm or produces visible smoke. It shows up, if you’re looking, only in airborne respirable crystalline silica sampling.
Silicone vulcanization operations using peroxide cure systems carry an additional thermal decomposition variable: peroxide decomposition byproducts (including cumyl alcohol and acetophenone from DCP-based systems) that require their own air monitoring and LEV design consideration separate from the silicone polymer itself.
Silicone thermal decomposition above 500 °C can generate crystalline silica (cristobalite), an IARC Group 1 carcinogen.True
Amorphous silica filler in silicone compounds undergoes phase transformation to crystalline forms including cristobalite at temperatures above approximately 500 °C in oxygen-limited environments. This is a documented material science phenomenon, not theoretical — it is the basis for industrial hygiene controls in high-temperature silicone processing operations.
Platinum Catalyst: Sensitization Risk in Addition-Cure Operations
Platinum-catalyzed (addition-cure) LSR systems use chloroplatinic acid or Karstedt’s catalyst as the cure initiator. Finished, fully cured silicone parts typically meet medical device Pt residue specifications of 10,000) | Not established | Not established | Not established | Negligible inhalation hazard at ambient conditions | Respirable dust gravimetric if filler-laden |
| D4 cyclic siloxane | 10 ppm (2017) | Not established | DE: 10 ppm; UK: 10 ppm | Reproductive toxicity (animal); eye/URT irritation | OSHA Method 56, GC-FID on Tenax |
| D5 cyclic siloxane | Not established | Not established | Several EU states: ~10 ppm | Liver effects at high dose; persistent environmental concern | OSHA Method 56, GC-FID on Tenax |
| Fumed silica (amorphous SiO₂) | 2 mg/m³ respirable | 20 mppcf (15 mg/m³ total — outdated) | DE: 4 mg/m³ inhalable | Pulmonary fibrosis potential; amorphous form lower risk than crystalline | NIOSH 0600 gravimetric; EN 481 |
| Platinum catalyst (soluble Pt salts) | Not established | Not established | Not established | Occupational asthma; contact sensitization | Impinger air sampling + ICP-OES; wipe sampling |
| Thermal decomp products >500 °C (cristobalite) | 0.025 mg/m³ respirable (as crystalline silica) | 0.05 mg/m³ (as respirable crystalline silica) | DE/UK: 0.05 mg/m³ | Silicosis; lung cancer (IARC Group 1) | NIOSH 7500 XRD on respirable dust filter |
In a typical automotive Tier 1 overmolding operation running three shifts on LSR press cells, a common finding during initial IH assessment is that LEV at the mold-open station was designed for the press energy envelope, not for the thermal plume carrying D5 and fumed silica particles. Operators compensate informally by turning their heads during demold — which reduces their personal exposure slightly but displaces the plume toward adjacent work areas. The fix is capture-hood velocity verification against ACGIH Industrial Ventilation Manual criteria (typically 0.5–1.0 m/s capture velocity at the mold face) and spot-check PID readings before and after LEV commissioning. The root cause is almost always inadequate initial ventilation design, not a material change or process excursion.
Environmental Persistence: D4/D5 Aquatic Toxicity, Bioaccumulation Data, and the REACH PBT Evidence Base
The case against D4 and D5 in environmental regulation was never primarily about acute toxicity. That distinction matters enormously for how procurement teams, formulators, and ESG auditors read the science — and how they explain it to customers.
D4: Why Bioaccumulation, Not Toxicity, Drives the PBT Classification
D4 (MW 296 g/mol) has an aquatic EC₅₀ for Daphnia magna at 21 days of approximately 0.5 µg/L — which sounds alarming until you recognize that D4’s water solubility is itself extremely low, roughly 56 µg/L, meaning the organism is being exposed near the substance’s solubility ceiling. The acute hazard in open water is therefore self-limiting in concentration terms. What drove ECHA’s PBT conclusion was the bioaccumulation factor: BCF in fish of 2,400–13,500, depending on species, lipid content, and test duration. A BCF above 2,000 satisfies the REACH Annex XIII “B” criterion alone. Paired with the measured log Kow of 6.98 — indicating strong partitioning into lipid tissue — and a sediment half-life sufficient to satisfy the persistence criterion, the PBT designation was methodologically defensible regardless of whether fish in a receiving river were acutely dying.
This distinction is worth defending in ESG documentation. Suppliers who describe D4 simply as “toxic to aquatic organisms” misrepresent the evidence, and that misrepresentation can generate disproportionate regulatory response further down the supply chain.
D4 is classified as PBT under REACH primarily because of its acute aquatic toxicity.False
ECHA's PBT assessment for D4 is driven principally by its high bioaccumulation factor (BCF 2,400–13,500) and log Kow of 6.98, not acute toxicity — the B criterion alone is sufficient for REACH PBT classification under Annex XIII.
D5 Environmental Fate: The WWTP Gap and Agricultural Land Pathway
D5 (log Kow = 8.07) behaves differently in the environment than D4. Its atmospheric half-life via OH radical reaction is approximately 10 days — genuinely short for a volatile cyclic siloxane — which is why regulators have accepted that atmospheric persistence is not the primary concern. The concern is aquatic sediment. Under anoxic conditions typical of river and estuarine bed sediments, D5 half-life exceeds 180 days, satisfying REACH’s persistence threshold for sediment.
Wastewater treatment plants remove approximately 96% of influent D5 through volatilization and sorption to sludge — an impressive removal efficiency on paper. The problem is where the residual fraction goes. The 4% that exits in treated effluent reaches surface water. More consequentially, the D5 sorbed into sewage sludge is frequently applied to agricultural land as fertilizer amendment, creating a diffuse soil-deposition pathway that bypasses the aquatic route entirely. In a typical EU country with high sludge-to-land reuse rates, this pathway is now the subject of active monitoring programs, and several national competent authorities have begun including D5 in sludge characterization requirements.
D6 (log Kow = 8.87) is less studied than D4 or D5, but the higher Kow unambiguously predicts greater lipid partitioning and bioaccumulation potential. ECHA’s dossier preparation for D6 was ongoing as of the 2023 regulatory cycle. Procurement teams sourcing from suppliers with significant D6 fractions in their cyclic siloxane streams should treat Annex XIV restriction as a planning assumption, not a remote risk.
The High-MW PDMS Contrast
The environmental profile of high-molecular-weight linear PDMS and crosslinked silicone elastomers is fundamentally different from low-MW cyclics — and the science here is genuinely favorable. Aquatic NOEC for high-MW PDMS exceeds 1,000 mg/L; bioaccumulation is negligible because molecular size prevents membrane transport. At soil surfaces, UV exposure and moisture degrade PDMS progressively to silicic acid, CO₂, and water — the same mineral cycle that processes natural silicate weathering. This degradation pathway is scientifically robust and has been confirmed across multiple independent study programs.
Quick verdict: For environmental stewardship, the distinction that matters is not “silicone vs. non-silicone” — it is cyclic low-MW siloxanes vs. high-MW linear and crosslinked polymers.
Environmental Profile Comparison Across Silicone Types
| Silicone Type | log Kow | BCF (Fish) | Atmospheric Half-Life | Sediment Half-Life | REACH Regulatory Status | WWTP Removal |
|---|---|---|---|---|---|---|
| D4 | 6.98 | 2,400–13,500 | ~2 days (low volatility pathway) | Meets persistence criterion | SVHC; Annex XIV restricted (wash-off cosmetics ≥0.1 wt%) | ~90% (volatilization + sorption) |
| D5 | 8.07 | Meets B criterion | ~10 days (OH radical) | >180 days (anoxic) | SVHC; Annex XIV restricted (wash-off cosmetics ≥0.1 wt%) | ~96% (primarily sorption to sludge) |
| D6 | 8.87 | Higher than D5 predicted | Limited data | Limited data | Dossier in preparation (2023 cycle) | Data emerging |
| PDMS ~1,000 cSt | 50k MW | The cost of a food-contact recall. A single food-contact silicone seal or liner that fails EU migration testing initiates a product hold, mandatory re-testing at €8,000–€25,000 per SKU, a re-approval cycle of 6–18 months, and potential market withdrawal across all SKUs sharing the same seal specification. The food-grade silicone cost premium that would have prevented this is approximately €0.12–0.18/kg over industrial grade. The economics are not ambiguous — but they are invisible until the failure occurs. |
The Change Notification Gap
Silicone suppliers — including large, reputable producers — routinely reformulate cure systems, substitute filler grades, or shift production between manufacturing sites in response to raw material availability or capacity changes. In non-regulated industries, this is a normal supply chain event. In food-contact and medical device supply chains, it constitutes an unapproved change that can void a food contact declaration or invalidate a device technical file without anyone in the customer organization knowing a change occurred.
The standard supply agreement used in general industrial procurement does not contain a change notification clause. Regulated-industry procurement teams should require a contractual minimum 90-day advance notice of any change to formulation, cure system, filler source, or manufacturing site — and should define “change” explicitly, because suppliers will otherwise apply their own narrower interpretation. This clause alone closes the gap that causes the majority of mid-production compliance failures.
Switching to a cheaper silicone grade saves money when parts volumes are highFalse
No explanation available.
Grade Misspecification Risk Matrix
| Misspecification Scenario | Probability of Detection at Incoming QC | Cost of Failure | Regulatory Consequence | Time-to-Resolution | Prevention Cost |
|---|---|---|---|---|---|
| Industrial grade in food contact | Low — visual/hardness CoA passes | Mid–High: €25K–€200K+ per market withdrawal event | Product hold; potential market withdrawal; re-approval 6–18 months | 6–18 months | €0.12–0.18/kg grade premium + post-cure protocol |
| Personal care grade in medical device | Very Low — no routine biological screen at incoming | High: $150K–$500K re-validation + program delay | Biocompatibility failure; regulatory submission block | 12–24 months | ISO 10993-1 qualified material specification; extractables study |
| Correct grade, no post-cure | Low — cyclic residuals not routinely tested | Mid: €8K–€25K re-testing per SKU; potential recall | Migration non-compliance; retailer delisting | 3–9 months | Post-cure protocol verification; in-process GC-MS spot checks |
| Undisclosed supplier site change | Very Low — no notification received | Variable: voided declaration; regulatory audit finding | Device approval invalidation; food contact declaration void | 6–18 months | Contractual 90-day change notification clause |
KPI Framework for Silicone Procurement Audits
Procurement teams managing regulated silicone supply chains need auditable metrics, not subjective assessments. Five KPIs provide coverage across the failure modes described above:
- Compliance document completeness score — CoA with CFR or ISO citation, third-party migration or biocompatibility test report dated within 24 months, GPC-confirmed molecular weight distribution (viscosity alone is insufficient for MW verification), and supply chain origin declaration for silicon metal source.
- Cyclic siloxane residual ppm in incoming material — verified by headspace GC-MS at qualification and spot-checked at receipt for food-contact and medical applications. A vendor-supplied CoA value is not a substitute for independent verification at initial qualification.
- Post-cure protocol verification — time/temperature log from converter, reviewed at supplier audit; not self-certified.
- Supplier audit cadence — annual minimum for all regulated-application silicone suppliers; includes manufacturing site verification, not only document review.
- Change notification clause in supply agreement — binary: present or absent, with defined scope of “change” written into the contract.
Quick verdict: The five-document procurement package — ISO 9001/13485 certificate, GPC-verified CoA, headspace GC cyclic content report, extractables/leachables study, and supply chain origin declaration — is non-negotiable for food-contact and medical applications. Any supplier who cannot provide all five on request should be treated as unqualified regardless of unit price.
Silicone vs. Alternative Materials: Technical and Regulatory Trade-offs Across Key Industrial Applications
Engineers who default to silicone because it’s “food-safe and flexible” — or reject it because a datasheet shows a competitor with a higher temperature ceiling — are both making the same mistake: treating a single axis as the whole selection problem. Material selection for seals, gaskets, tubing, and flexible components in regulated industrial environments is a multi-variable tradeoff, and silicone wins some of them decisively while losing others in ways that create documented failure modes.

Temperature Range: Where Silicone’s Real Advantage Actually Lives
The published continuous service range for silicone elastomers — −60 °C to +230 °C — looks straightforward until you compare it against EPDM (−50 °C to +150 °C), FKM/Viton (−20 °C to +200 °C), and PTFE (−200 °C to +260 °C). On a temperature-ceiling-only basis, PTFE wins. But PTFE is not an elastomer: it has no elastic recovery, cannot form a dynamic seal under compression cycling, and requires PTFE-encapsulated or spring-energized designs that add machining complexity and cost.
Silicone’s genuine competitive advantage is the combination of low-temperature flexibility and regulatory compliance status, not the upper temperature limit in isolation. At −40 °C, EPDM becomes noticeably stiff and FKM can be nearly inelastic — in cold-climate outdoor enclosures, food-processing cold rooms, or cryogenic transfer lines, silicone maintains usable elasticity where both of those alternatives have largely failed. In a typical dairy processing plant running both CIP (clean-in-place) steam cycles at 130–140 °C and cold product lines near 2–4 °C, silicone gaskets can handle both extremes in the same circuit without a material changeover — that thermal range breadth is the real story.
Chemical Resistance Gaps: Where Silicone Creates Its Own Failure Mode
Silicone’s chemical resistance profile is frequently overstated at the specification stage. Against hydrocarbon fuels, chlorinated solvents, and concentrated mineral acids, silicone swells and loses mechanical integrity. In hydraulic fluid environments, silicone seals can absorb aromatic fractions and fail within hundreds of hours rather than the tens of thousands the application demands. FKM is the correct answer there — its fluorocarbon backbone resists hydrocarbons, fuels, and many aggressive acids across its service range, and its compression set at 175 °C (typically 10–20% by ASTM D395 Method B) is better than silicone’s 15–35%.
Steam above 150 °C is another silicone failure mode that shows up quietly. In continuous steam sterilization environments — autoclaves, steam-in-place pharmaceutical lines — silicone degrades through hydrolysis of the Si–O backbone in a way that doesn’t produce an immediate alarm but gradually shifts durometer and dimensions until the seal is no longer within specification. Operators often compensate by shortening replacement intervals rather than identifying the root cause. EPDM or PTFE-lined composite designs are more defensible in prolonged steam duty above that threshold.
Silicone is chemically resistant to most industrial solvents and fluidsFalse
Silicone has poor resistance to hydrocarbon fuels, aromatic solvents, chlorinated compounds, and concentrated acids. Specifying silicone in hydraulic fluid or fuel-contact applications is a documented failure mode; FKM or PTFE-lined designs are the correct alternative in those chemical environments.
Regulatory Compliance Cost: Where Silicone Holds a Structural Advantage
In food-contact and medical applications, the cost comparison inverts relative to what purchasing teams usually expect. Achieving FDA 21 CFR 177.2600 compliance on a silicone elastomer compound adds roughly 15–25% to base material cost — a premium that buys extractables testing, migration compliance, and an established regulatory acceptance history. Achieving the same food-contact status on an EPDM compound typically requires a 20–35% premium over standard EPDM because the baseline regulatory acceptance pathway is less established, requiring additional extraction and migration work. Natural rubber introduces allergen declaration requirements under EU Directive 93/42/EEC and equivalent frameworks that add compliance overhead silicone simply doesn’t carry.
The practical implication: in regulated food, pharmaceutical, and medical device applications, silicone’s compliance cost premium over industrial grade is real but competitive — and often lower total cost than qualifying an alternative elastomer through the same regulatory pathway.
Compression Set and Dynamic Loading: Reading the Performance Envelope Correctly
Compression set data is where silicone’s suitability for a specific sealing application gets decided, not the temperature table. At 175 °C for 22 hours under ASTM D395 Method B, silicone typically returns 15–35% compression set depending on formulation — acceptable for static gaskets, flanges, and cover seals, where a fixed compression is maintained and the seal doesn’t cycle. For high-frequency reciprocating applications — pneumatic actuators, dosing pump diaphragms, valve stems in continuous cycling — the accumulated permanent deformation accumulates faster under dynamic loading than static figures suggest. FKM (10–20% at equivalent conditions) or PTFE-encapsulated spring-energized designs are more defensible in those duty cycles.
TPU (thermoplastic polyurethane) occupies a different competitive space — it offers excellent abrasion resistance and mechanical strength, but its upper continuous service temperature (typically around 90–110 °C depending on grade) makes it irrelevant in most elevated-temperature regulated applications. It’s a material that wins in pneumatic tubing, flexible hose, and mechanical wear applications rather than thermal sealing.
End-of-Life and Sustainability Accounting
Crosslinked silicone elastomers are thermosets — mechanical recycling back into usable elastomer is not currently viable at industrial scale. Pyrolysis recovers amorphous SiO2 and low-MW linear oligomers, but most plants treat end-of-life silicone as landfill or specialist waste. EPDM and natural rubber have better-established mechanical recycling pathways, and TPU can be reprocessed thermally.
Where silicone’s life-cycle picture improves is service duration. In high-temperature continuous service, silicone components typically outlast organic rubber alternatives by a factor of two to four in equivalent duty cycles, meaning fewer replacement events per service hour. Life-cycle assessment studies that account for replacement frequency and associated maintenance downtime — rather than virgin material impact alone — tend to show lower global warming potential per unit of service delivered for silicone in thermally demanding applications.
Crosslinked silicone elastomers can be mechanically recycled like thermoplasticsFalse
Silicone elastomers are thermosets with a crosslinked Si–O network that cannot be re-melted or mechanically reprocessed. End-of-life options are pyrolysis (recovering SiO2 and oligomers) or landfill. Engineers specifying silicone in applications with circular economy mandates should factor this constraint into material selection.
Five-Variable Decision Framework for Material Selection
When the application variables below are mapped honestly, the correct material usually becomes clear without a vendor pushing a preferred answer:
- Temperature cycling range — if the application requires flexibility below −30 °C, silicone or specialized low-temperature FKM grades; above +200 °C continuous, PTFE or high-performance silicone
- Chemical exposure profile — hydrocarbon fuels, aromatic solvents, or steam >150 °C: FKM or PTFE; water, ozone, weathering, dilute acids: EPDM
- Regulatory domain — food contact or medical device: silicone holds a cost advantage in compliance pathway; industrial-only: cost-optimize freely
- Dynamic vs. static loading — static sealing at elevated temperature: silicone acceptable; high-frequency dynamic cycling: FKM or PTFE-encapsulated preferred
- End-of-life disposal constraint — if circular economy or recyclability is a procurement criterion, EPDM or TPU (where temperature allows) have better established pathways
Quick verdict: Specify silicone when the application requires both low-temperature flexibility and a regulated food or medical compliance pathway — not because it has the highest temperature ceiling or broadest chemical resistance, because it doesn’t.
| Property / Criterion | Silicone | EPDM | FKM (Viton) | TPU | Natural Rubber | PTFE |
|---|---|---|---|---|---|---|
| Continuous temp. range | −60 to +230 °C | −50 to +150 °C | −20 to +200 °C | −40 to ~110 °C | −50 to +80 °C | −200 to +260 °C |
| Chemical resistance | Poor vs. HC fuels / steam >150 °C | Good vs. water, ozone, dilute acids; poor vs. oils | Excellent vs. fuels, oils, acids | Good vs. water, mild chemicals; poor vs. ketones | Poor vs. oils, ozone | Excellent (near-universal) |
| Food/medical compliance cost premium | ~15–25% over industrial grade | ~20–35% over standard EPDM | High; pathway less established | Varies by grade; limited biocompatibility data | Allergen declaration required | High fabrication cost; established compliance |
| Compression set (175 °C/22h ASTM D395B) | 15–35% | 25–50% | 10–20% | N/A (below temp range) | 30–60% | Near-zero (no elastic recovery) |
| Mechanical recyclability | Not viable (thermoset) | Established pathways | Limited | Yes (thermoplastic) | Established pathways | Limited; PTFE grinding possible |
| Approx. raw material cost index (relative) | Medium–High | Low–Medium | High | Medium | Low | Very High |
Frequently Asked Questions: Shop-Floor and Procurement Voice on Silicone Safety

Is cured silicone safe to use in contact with food every day?
Yes — but the qualifier matters more than the yes. A compound that meets FDA 21 CFR 177.2600 or EU 10/2011 and has been properly post-cured at ≥200 °C for ≥4 hours is safe for repeated food contact. The risk lives in the post-cure step. Improperly cured silicone retains D4/D5 cyclics that migrate into fatty or high-temperature food simulants well above the 175 ppm heptane extractables limit. “Food grade” printed on a data sheet is a self-declaration, not a test result. Ask your supplier for the actual migration test report — lot-specific, not a generic product certificate. If they cannot produce one, treat the material as unqualified regardless of what the label says.
Can silicone off-gas harmful chemicals at normal cooking temperatures?
Fully post-cured, certified food-grade silicone does release trace cyclic siloxanes above approximately 150 °C, but the quantities in a well-ventilated kitchen environment are orders of magnitude below any established health threshold. The meaningful risk is in repeated use of low-grade or un-post-cured parts — typically imported commodity bakeware where post-cure is skipped to cut cycle time. In a typical food-manufacturing environment running silicone seals on ovens at 180–220 °C across three shifts, operators occasionally report a faint odor during initial heat-up of new components; that is residual cyclic bleed from incomplete cure, and it should trigger a supplier qualification review, not a simple replacement of the part.
Why does EU REACH restrict D5 but the US does not?
This is a regulatory philosophy divergence, not a scientific disagreement. The EU applies a precautionary hazard-based framework: once D5 was identified as a vPvB substance (sediment half-life >180 days, log Kow 8.07), restriction followed regardless of whether a risk probability calculation showed actual human harm. The US EPA evaluates risk under TSCA — probability of harm at realistic exposure levels. Both agencies looked at the same bioaccumulation and persistence data and reached different policy conclusions. For formulators exporting to both markets, the practical answer is to engineer to the EU threshold (0.1 wt% in wash-off cosmetics) and the US market compliance follows automatically.
The EU REACH D4/D5 restriction was triggered by proven human health effects in consumer studiesFalse
The restriction was based on PBT/vPvB environmental persistence and bioaccumulation criteria under EU REACH Annex XIII — not on epidemiological evidence of human toxicity. The regulatory driver was aquatic ecosystem risk, not direct health harm.
Is silicone better than plastic for the environment?
For high-temperature, long-service-life applications — gaskets, oven seals, medical tubing — silicone’s durability advantage typically outweighs its non-recyclability; a seal lasting 10+ years versus a thermoplastic replaced annually changes the lifecycle calculus significantly. For single-use or ambient-temperature applications, the evidence is genuinely mixed. Silicone production has its own carbon and resource footprint, and end-of-life recovery infrastructure is nearly nonexistent in most markets. This is an LCA question requiring site-specific data on replacement frequency, processing temperatures, and regional waste streams — anyone giving you a categorical answer either direction is oversimplifying.
How do I know if my silicone supplier’s product contains D4/D5 above regulatory limits?
Request a headspace GC-MS test report on the specific production lot. A supplier’s CoA showing viscosity, durometer, or tensile data tells you nothing about cyclic siloxane content — molecular weight distribution and low-molecular-weight cyclic fraction are entirely separate analytical questions. GPC confirms polymer MW distribution; headspace GC-MS is required for cyclic quantification. For EU export or cosmetic raw material qualification, independent third-party verification is the only defensible position. Relying on a supplier’s in-house report without auditing their analytical methodology is a compliance gap that will surface during a regulatory inspection, not before.
What is the difference between silicone and silica — and why does it matter for safety?
Silica (SiO₂) is the inorganic oxide used as a reinforcing filler in silicone compounds. Silicone is the organosilicon polymer — a Si–O backbone carrying organic substituents, typically methyl groups in PDMS. Both are silicon-based, but their toxicological profiles are completely different. Crystalline silica (quartz, cristobalite) is an IARC Group 1 carcinogen via inhalation — the hazard driving strict controls in foundries and construction. Amorphous fumed silica, used as filler in silicone compounds, has a substantially more benign profile but remains a respirable hazard above the ACGIH TLV of 2 mg/m³ respirable fraction. Silicone polymer above 500 °C in oxygen-limited environments can decompose to form cristobalite — the thermal decomposition hazard that makes grinding or burning cured silicone waste a different proposition from routine handling.
Amorphous fumed silica used in silicone compounding carries the same carcinogenic risk classification as crystalline quartzFalse
Crystalline silica (quartz, cristobalite) is IARC Group 1. Amorphous fumed silica is not classified in the same group, though it is still a respirable dust hazard with an ACGIH TLV of 2 mg/m³. The distinction is toxicologically and regulatorily significant.
Can I substitute industrial silicone for medical-grade in a prototype to save cost?
For pure form-and-fit dimensional testing only — yes. For any biological testing, patient-contact evaluation, or regulatory submission — never. Industrial silicone has an unknown extractables and leachables profile, carries no USP Class VI data, and has not been evaluated against ISO 10993-1:2018 endpoints including cytotoxicity, sensitization, and hemocompatibility. Using industrial-grade material in a prototype that subsequently contacts biological test media invalidates your biocompatibility dataset entirely. Rebuilding that dataset after a submission failure commonly runs $150,000–$500,000 and delays a device program by 12–18 months. The 15–25% cost premium for food- or medical-grade silicone is not a procurement decision — it is a risk-management decision, and the consequence of getting it wrong shows up at the worst possible point in a program timeline.
How to Specify and Source Compliant Silicone from Chinese Manufacturers: A Practical Buyer’s Checklist
China’s organosilicon industry is not a single factory. It is an integrated industrial ecosystem — and understanding its geography tells you immediately why the cost structure is different from buying from a Western major.
China’s Organosilicon Cluster Advantage
Zhejiang, Guangdong, and Jiangsu provinces host vertically integrated supply chains running from metallurgical-grade silicon metal through methylchlorosilane synthesis to PDMS polymerization and downstream compounding, often within a 200-kilometer radius. That proximity eliminates multiple freight and inventory stages. When you combine raw-material access, domestic energy pricing, and mature process scale, a qualified Chinese manufacturer can deliver compliant food-grade or industrial-grade silicone at 25–40% below comparable Western product at equivalent technical specification. That cost advantage is real — but it is fully erased if qualification documentation is inadequate and regulatory remediation lands on the buyer. A single failed migration test requiring re-qualification through SGS or Eurofins can cost €8,000–€25,000 per SKU; a biocompatibility failure on a medical device application runs $150,000–$500,000 in re-validation. The economics of cutting corners on supplier qualification are catastrophic.
Quick verdict: The cost advantage of Chinese silicone is locked behind documentation quality — a supplier who cannot produce a GPC trace or post-cure protocol is not cheaper, they are deferred liability.
Tiered Verification Framework
Procurement teams that try to collapse all supplier evaluation into a single document review consistently miss process-level gaps. A three-tier structure forces the right questions at the right stage.
Tier 1 — Document review. Request ISO 9001 certification (ISO 13485 for medical applications), a REACH compliance declaration covering D4/D5/D6 content, food-contact Certificate of Conformity citing the specific regulation (FDA 21 CFR 177.2600 or EU 10/2011, not a generic “food safe” statement), and a Certificate of Analysis that includes GPC molecular weight distribution data. Viscosity alone is not sufficient for incoming qualification — GPC is required to confirm that the molecular weight distribution matches the validated grade. Headspace GC-MS data for cyclic siloxane content (D4, D5, D6) should accompany any food-contact or personal care material.
Tier 2 — On-site process audit. Verify that compounding controls distinguish primary cure from post-cure as separate documented steps, confirm that post-cure protocols meet the ≥200 °C for ≥4 hours specification required for food-grade cyclic reduction, and check cleanroom classification records for any medical-grade product lines. Operators in well-run facilities can explain their process deviations and how they are captured — if the floor supervisor cannot distinguish post-cure from secondary heat treatment, that is a disqualifying condition regardless of paper certifications.
Tier 3 — Independent laboratory verification. Before first approval, send samples directly to SGS, Intertek, or Eurofins for migration and extractables testing against the applicable simulant. Do not rely solely on supplier-provided test data during initial qualification.
Red Flags That Disqualify a Supplier Immediately
Five patterns consistently predict downstream compliance failures: inability to distinguish post-cure from primary cure in process documentation; a CoA showing a single viscosity value with no GPC trace; a “food grade” claim without citing a specific regulatory standard; no documented change notification procedure; and an undisclosed or unverified platinum catalyst source. The last point matters because medical device specifications routinely require elemental Pt residue below 1 ppm confirmed by ICP-OES, and a supplier who cannot identify their catalyst supply chain cannot credibly support that test.
Contract Clause Requirements for Regulated Applications
For food-contact, medical, or personal care supply agreements, five clauses are non-negotiable: an approved supplier change notification minimum lead time of 90 days; a retained sample protocol covering at minimum three years per batch; full batch traceability to silicon metal origin; a right-to-audit clause with reasonable notice terms; and explicit indemnification language covering regulatory non-compliance costs including recall re-testing, re-validation, and market withdrawal expenses.
In a typical three-shift food-packaging operation qualifying a new silicone gasket supplier, the common mistake is accepting a supplier’s own test report for migration compliance without independent verification. It happens because the commercial timeline is tight and the CoA looks credible. The failure mode is a retailer audit 18 months later that triggers a third-party migration test — at which point the buyer, not the supplier, owns the remediation cost. Independent Tier 3 testing before approval costs a fraction of that exposure.
A 'food grade' label on a Chinese silicone product guarantees EU 10/2011 complianceFalse
'Food grade' is a marketing term, not a regulatory certification. EU 10/2011 compliance requires demonstrated migration testing against specified food simulants with results below 10 mg/dm² overall migration limit. A CoC must cite the regulation and test methodology — a label claim alone carries no regulatory weight.
Chinese Silicone Supplier Qualification Scorecard
| Evaluation Criteria | Score 1–2 (Inadequate) | Score 3 (Acceptable) | Score 4–5 (Strong) | Minimum for Food/Medical | Disqualifying Condition |
|---|---|---|---|---|---|
| Document completeness | No GPC, no regulatory citations | ISO 9001 + basic CoA | Full GPC trace, specific regulatory CoC, headspace GC-MS data | 4 | No GPC trace on CoA |
| Process controls | No post-cure records | Post-cure documented, not verified | Documented, audited, deviation-controlled | 4 | Cannot distinguish post-cure from primary cure |
| Product testing | Supplier self-test only | Third-party test on request | Routine independent testing, retained samples | 4 | No third-party test data available |
| Regulatory knowledge | Cannot cite applicable regulation | Cites regulation, limited depth | Application engineer can map grade to specific requirement | 3 | “Food safe” claim with no standard cited |
| Change management | No notification procedure | Informal notification | Formal 90-day advance notification, documented | 4 | No change notification procedure exists |
| Technical support capability | Catalogue-only response | Application data sheet support | Custom MW tailoring, joint regulatory submission support | 3 | No application engineering resource |
The highest-value sourcing relationships with Chinese silicone manufacturers are not transactional. Leading suppliers in this cluster provide application engineering support, can tailor molecular weight distribution for specific processing requirements, and will participate in joint regulatory submissions for novel applications. That capability level — distinct from commodity trading — is what reduces the total cost of regulatory compliance over a product’s lifecycle, and it is the correct basis for a long-term supply partnership.















