
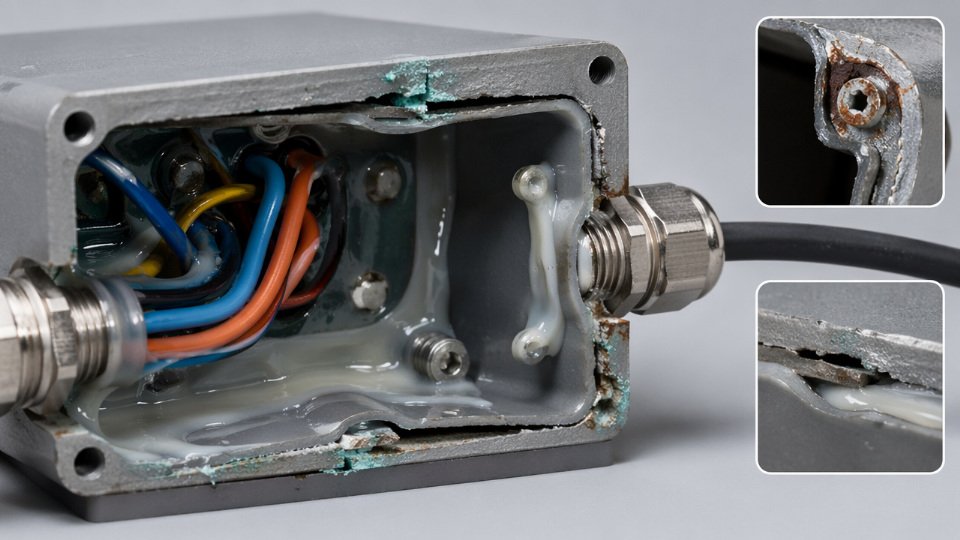
Seal failures don’t announce themselves politely. A gasket that absorbs moisture swells, loses compression set, and eventually lets water into electronics, medical devices, or automotive connectors — and by the time you trace the field return to the sealing material, you’ve already eaten the warranty cost, the rework labor, and the customer relationship damage. Choosing the wrong elastomer for a wet environment is one of those decisions that looks cheap at the BOM stage and expensive six months into production.
Yes, liquid silicone rubber is genuinely waterproof. Its water absorption rate is typically 0.1–0.2% by weight after 24-hour immersion per ASTM D570 — roughly five to ten times lower than natural rubber at 0.5–1.5%. LSR maintains dimensional stability and sealing integrity from -60°C to +200°C, and LSR gaskets are routinely used in IP68-rated enclosures that survive continuous immersion beyond 1.5 meters depth.
What makes that low absorption figure meaningful in practice isn’t just the chemistry — it’s how the material behaves over thousands of compression cycles in fluctuating temperatures, aggressive cleaning agents, and the kind of real-world assembly tolerances that no datasheet ever quite captures. The rest of this article works through exactly that.

The Molecular Reason LSR Repels Water: Si–O Backbone Chemistry Explained
Water resistance in any elastomer starts at the molecular level, not at the compounding stage. Understanding why liquid silicone rubber handles wet environments so reliably requires looking at the actual bond structure — because that structure dictates every downstream performance property you’ll specify on a drawing or validate in a qualification test.
The Si–O–Si Backbone and Hydrolytic Stability
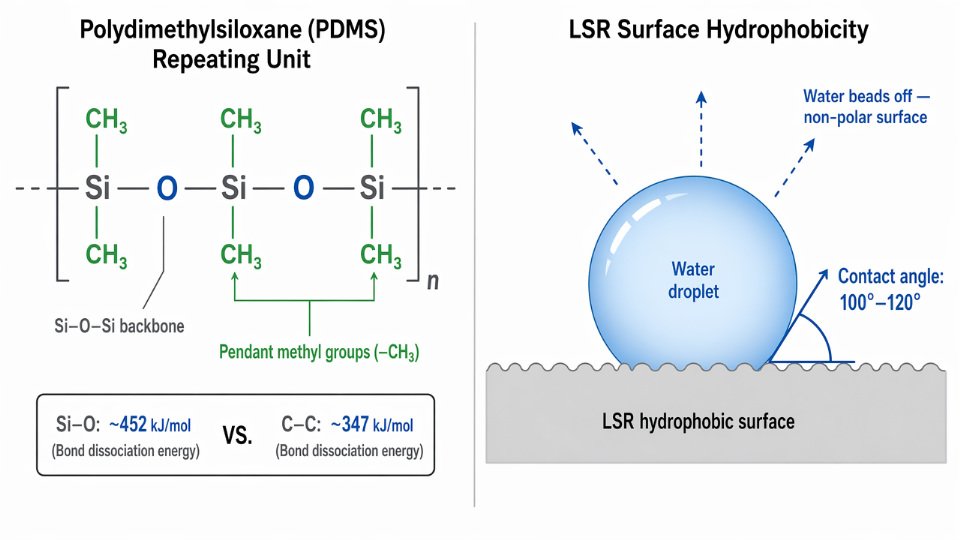
The repeating unit in LSR is the siloxane linkage: silicon bonded to oxygen, alternating along the polymer chain. The Si–O bond carries a dissociation energy in the range of 445–460 kJ/mol depending on the specific molecular environment, versus roughly 340–350 kJ/mol for the C–C bonds that form the backbone of organic rubbers. That gap matters operationally. Hydrolytic cleavage — the water-driven attack that gradually breaks down polymer chains — requires overcoming that bond energy. A higher barrier means LSR resists the slow degradation that causes organic elastomers to soften, swell, or lose tensile strength during prolonged immersion or steam exposure.
Put this in a plant context: a seal running in a hot-water circuit at 85°C for several years will expose an organic rubber to repeated thermal and hydrolytic cycles. NBR or neoprene in that environment will extract plasticizers, swell dimensionally, and eventually allow leakage. An LSR seal in identical service holds its geometry because the backbone simply does not offer the same chemical vulnerability.
The Si–O bond in LSR is intrinsically stronger than the C–C bond in organic rubbers, which is the primary reason LSR resists hydrolytic degradation under prolonged wet exposure.True
Si–O bond dissociation energy is approximately 452 kJ/mol versus approximately 347 kJ/mol for C–C bonds. This higher energy barrier reduces susceptibility to hydrolytic cleavage, which is the mechanism by which water degrades polymer backbone integrity over time.
Pendant Methyl Groups and Surface Hydrophobicity
Chemistry does not stop at the backbone. Attached to each silicon atom are methyl groups (–CH₃), and these drive surface behavior directly. Methyl groups are non-polar. Water, being highly polar, receives no energetic benefit from spreading across that surface — so it beads. Measured water contact angles on fully cured LSR typically fall between 100° and 120°, depending on surface finish and cure conditions. Anything above 90° is technically hydrophobic; LSR sits comfortably in that range without any coating or surface treatment.
This has a practical consequence for seal design: the hydrophobic surface reduces the tendency for water to wick along the interface between the LSR component and a mating substrate, which is a real failure mode in poorly designed gasket grooves where capillary action — not bulk pressure — is the actual leak path.
Platinum-Catalyzed Addition Cure vs. Peroxide Cure
How LSR is crosslinked matters as much as what it is made of. Platinum-catalyzed addition cure — the standard process for injection-molded LSR — links vinyl-functional siloxane chains through a hydrosilylation reaction. The result is a tight, three-dimensional network with no volatile byproducts trapped inside. Peroxide-cured silicone rubbers, by contrast, generate decomposition byproducts during crosslinking. Those residual species can create micro-voids or migrate out under wet conditions, slightly increasing water uptake and creating potential transport pathways.
This is why LSR’s water absorption rate sits at 0.1–0.2% by weight after 24-hour immersion per ASTM D570 — roughly one-fifth to one-quarter of what you’d measure on natural rubber under the same conditions.
Water Vapor Transmission Rate and When It Becomes a Design Variable
LSR is not a perfect vapor barrier. Its water vapor transmission rate (WVTR) typically falls between 100 and 300 g/m²/day measured at 38°C and 90% relative humidity, with the actual figure depending primarily on membrane thickness and the specific silicone formulation. For most sealing applications — gaskets, O-rings, cable entry grommets — WVTR is irrelevant because the geometry prevents vapor diffusion from being the dominant transport mechanism. Where WVTR becomes a real engineering variable is in thin-film applications: encapsulant membranes over sensitive electronics, flexible medical patches, or breathable waterproof barriers in wearables. In those cases, specify the thickness explicitly and test to the actual service temperature, because WVTR rises sharply with temperature and a 10°C increase can shift the value meaningfully. Relying on a room-temperature datasheet number for a 60°C application is a common procurement error that leads to field failures in high-humidity climates.
Quantified Waterproofing Performance: Key Test Standards and What the Numbers Mean
Saying a material is “waterproof” without test data behind it is useless in a design review. Here are the specific standards, typical result ranges, and what each figure actually means on the production floor.
ASTM D570 Water Absorption — Dimensional Stability Under Immersion
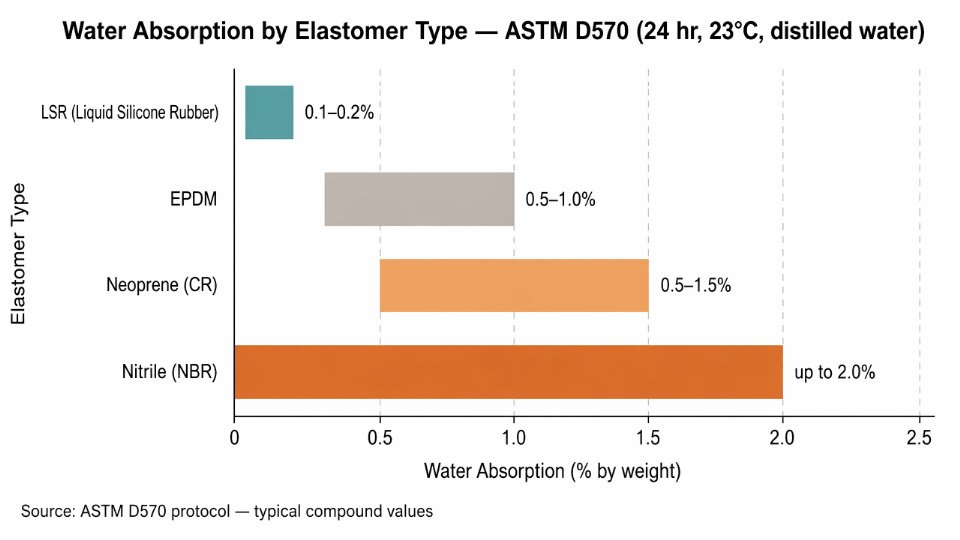
ASTM D570 specimens are conditioned, weighed dry, immersed in distilled water at 23°C for 24 hours, surface-dried, and reweighed. LSR typically shows 0.1–0.2% weight gain under this protocol. Competing elastomers vary considerably: EPDM runs 0.5–1.0%, neoprene 0.5–1.5%, and some nitrile compounds reach 2.0% or beyond depending on plasticizer content and compound formulation.
Why does that gap matter operationally? Water absorption drives dimensional swell, and swell changes a seal’s cross-sectional geometry. A gasket that swells 1.5% in a tight groove can extrude slightly at the parting line or, conversely, compress unevenly and lose contact load at the low-stress zones. With LSR staying below 0.2%, the as-molded dimensions are essentially what the assembly sees throughout its service life — a direct benefit when you’re tolerance-stacking a multi-component connector housing with 0.05 mm clearance bands.
IEC 60529 IP Ratings — What LSR Gaskets Actually Enable
IP67 requires no ingress of water during 30-minute immersion at 1.0 m depth. IP68 is user-defined by the manufacturer but in practice commonly means continuous immersion deeper than 1.5 m. LSR gaskets and overmolds routinely support both ratings in consumer electronics enclosures, automotive connector bodies, and industrial pressure sensors — not because LSR is inherently impermeable like a metal housing, but because its low modulus (typically 0.5–1.5 MPa depending on Shore A hardness) allows the gasket to conform intimately to mating surfaces without requiring excessive bolt load or snap-fit force.
The practical failure mode to watch is compression set, not material permeability. A gasket that loses contact force after thermal cycling stops sealing regardless of its water absorption number. That brings us directly to the next standard.
LSR gaskets can enable IP68-rated enclosures under IEC 60529, withstanding continuous immersion beyond 1.5 m depth.True
IEC 60529 defines IP68 as manufacturer-specified immersion conditions beyond IP67 parameters; LSR's dimensional stability, low compression set, and conformable low modulus make it a standard material choice for IP68-rated seal designs in automotive and electronics applications.
ASTM D395 Compression Set After Wet Aging — The Real Seal Durability Indicator
Compression set measures how much of its original deflection a rubber retains after being compressed for a fixed period at elevated temperature. LSR typically delivers less than 20% compression set after 22 hours at 175°C per ASTM D395 Method B — and critically, this performance holds up after wet aging, unlike several organic rubbers whose polymer networks hydrolyze or plasticizers leach out with prolonged moisture exposure. For automotive underhood connectors or industrial valve stem seals that see years of combined heat and humidity, this number directly translates to maintained sealing contact force across the seal’s design life.
ISO 1817 Volume Swell in Fluid Immersion
ISO 1817 subjects cured rubber specimens to immersion in specified fluids and measures volume change. In water at temperatures up to 70°C, LSR volume swell sits under 3%. Some natural rubber compounds and polychloroprene grades swell 10–30% under the same conditions, especially as water temperature rises. A 15% volume swell in a confined groove doesn’t just change dimensions — it generates internal stress that can crack brittle overmold interfaces or unseat insert-molded metal components.
Dielectric Strength Retention After Water Exposure
For wire jacketing, sealed sensor housings, and submersible cable assemblies, dielectric strength after immersion matters as much as physical sealing. LSR maintains dielectric strength above 18 kV/mm even after 96-hour immersion, depending on compound grade and wall thickness. Baseline dry dielectric strength typically ranges from 20–28 kV/mm. That modest drop under wet conditions comes from LSR’s non-polar Si–O backbone resisting ionic water penetration at the molecular level — the same chemistry covered in the previous section, now expressed as a measurable electrical specification you can put directly into a material qualification datasheet.
Where LSR Waterproofing Delivers Decisive Advantages: Industry-by-Industry Applications
LSR’s low water absorption and thermal stability are not abstract properties — they translate directly into reduced warranty claims, longer service intervals, and fewer field failures across industries that cannot afford moisture ingress. Here is where that performance actually matters.
Automotive: ECU Housings, EV Battery Packs, and Connector Boots
Modern vehicle electronics run in one of the harshest moisture environments imaginable — wheel wells, underhood cavities, and subframe-mounted battery enclosures cycle between road spray, condensation, and heat soak daily. LSR gaskets in ECU housings and transmission control modules must maintain a reliable seal across -40°C cold starts and +150°C underhood peaks, often simultaneously managing vibration loads that would fatigue a stiffer elastomer.
For EV battery pack assemblies, the stakes climb higher. A breached cell module seal can permit electrolyte-contaminated condensate to migrate across busbars, creating leakage current paths or worse. LSR compression seals in these assemblies are routinely validated through 1,000-hour salt spray per ISO 9227 combined with thermal shock cycling — a test sequence that eliminates most general-purpose rubbers early. Connector boots on high-voltage harnesses demand the same flexibility at -40°C that allows push-fit assembly on the line without cracking, while still sealing against pressure washing on the finished vehicle.

Medical Devices: Sterilization Cycles, Skin Contact, and Dimensional Stability
Steam sterilization at 134°C is the standard autoclave cycle for reusable surgical instruments, and it is genuinely punishing. Most thermoplastic elastomers absorb enough moisture under repeated steam exposure to swell dimensionally, which loosens fits, changes Shore hardness, and can compromise sterile barriers. LSR — particularly implantable-grade compounds meeting ISO 10993 biocompatibility requirements — absorbs very little moisture even after dozens of autoclave cycles, and it returns to its original dimensions on cooling.
Wearable biosensors and hearing aids present a different challenge: continuous low-level contact with perspiration, water, and skin chemistry over months or years. Here, LSR’s hydrophobicity prevents moisture from wicking under overmolded sensor housings and degrading adhesive bonds to flex circuits. Hearing aid shell components in LSR can be ultrasonically cleaned between patients without the swelling or stiffening that would alter acoustic sealing geometry.
LSR used in implantable-grade medical applications absorbs moisture in quantities that cause measurable dimensional change during autoclave sterilizationFalse
LSR water absorption typically runs 0.1–0.2% by weight per ASTM D570, which is far too low to produce dimensional changes detectable at medical device tolerances under standard autoclave conditions.
Consumer Electronics: Micro-Seal Geometry in Smartwatches, Earbuds, and IP68 Buttons
Achieving IP68 on a smartwatch crown or a side-firing speaker port is a geometry problem as much as a materials problem. The seal profiles involved — sometimes under 0.3 mm in cross-section — cannot be reliably formed by compression molding or extrusion. LSR’s low viscosity before cure allows it to fill micro-features completely during liquid injection molding, producing flash-free seals that mate precisely to machined aluminum and glass surfaces. The result is a waterproof assembly that survives repeated pressure testing at depths well beyond the 1.5-meter standard that IEC 60529 IP68 requires.
LED Lighting and Outdoor Electrical: Potting Against Rain, Condensation, and Thermal Cycling
Outdoor LED drivers in street lighting or agricultural installations cycle between cold night temperatures near -20°C and enclosure interior temperatures reaching +85°C during operation. That range — roughly 105°C delta — is wide enough to crack brittle potting compounds and pull rigid encapsulants away from component leads. LSR potting compounds flex with the thermal movement, maintain adhesion to aluminum PCB substrates, and resist hydrolysis from condensation that forms on cool-down. A driver potted in correctly selected LSR at installation will typically outlast one potted with epoxy in a humid coastal environment by a significant margin.
Industrial Sensors and Instrumentation: Continuous Submersion and Custom Seal Profiles
Submersible pressure transmitters in wastewater treatment or flood monitoring can sit permanently underwater for years. O-rings and custom-profile seals in these instruments carry the full hydrostatic load while contending with microbial fouling, pH variation, and occasional cleaning chemical exposure. LSR O-rings in these applications maintain their compression set resistance — meaning they do not take a permanent flat spot and lose sealing force — across continuous immersion in a way that natural rubber seals, which absorb 0.5–1.5% moisture by weight and swell unpredictably, simply cannot match. Flow meters with LSR gaskets in process lines carrying aqueous slurries show similar longevity advantages, particularly when the process fluid temperature varies widely enough to challenge elastomers with narrower thermal ranges.
LSR Grades, Additives, and Formulation Choices That Affect Waterproof Performance
Not all LSR compounds perform the same in wet environments. Two parts labeled “liquid silicone rubber” can differ substantially in water vapor transmission rate, long-term hydrophobicity retention, and interfacial seal integrity — depending on filler loading, additive package, cure conditions, and base polymer selection. Understanding these variables is what separates a seal that lasts ten years in a submerged marine sensor from one that weeps moisture within six months.
Fumed [Silica](https://siliconchemicals.com/silica/) Filler Loading and Its Trade-offs
Fumed silica is the primary reinforcing filler in LSR, typically incorporated at 15–40 phr depending on the target tensile strength and durometer. Higher loading tightens the crosslinked polymer network, which reduces free volume and slows water vapor diffusion through the bulk material. That benefit is real. But above roughly 30–35 phr, flow behavior changes significantly — injection viscosity rises, fill pressure increases, and thin-wall geometries become difficult to pack without short shots or trapped air. Trapped air in a gasket cross-section is a waterproofing failure waiting to happen. The practical balance for most sealing applications sits between 20 and 28 phr, where you get meaningful network reinforcement without sacrificing the mold-fill reliability that underpins consistent part quality. The exact optimum depends on part geometry, press tonnage, and whether the application demands FDA compliance, which limits certain silica surface treatments.
Self-Lubricating Grades and Hydrophobicity in Dynamic Seals
Some LSR formulations incorporate surface-migrating additives — typically ultra-high-molecular-weight silicone fluids or specific siloxane oligomers — that bloom to the part surface over time. In static seals, this migration is largely inconsequential. In dynamic applications like connector boot seals or peristaltic pump tubing, it actively maintains a hydrophobic boundary layer that resists water ingress even under repeated flexion. The operational warning here is shelf life: parts stored more than 12–18 months before assembly may have depleted their surface additive reservoir if packaging allows volatilization. Inspect contact angles on aged parts before committing them to critical sealing duties.
Adhesion Promoters and the Interface Problem
A well-formulated LSR compound guarantees a waterproof assembly.False
LSR bulk waterproofing means nothing if the bond line between LSR and a metal, plastic, or PCB substrate leaks. Primer chemistry, surface cleanliness, and flash-off time before molding govern interfacial integrity. Even a 0.5–2% cohesive failure at the interface can create a capillary water path that bypasses an otherwise excellent compound.
Silane-based primer systems — typically organofunctional silanes applied at 0.1–0.5% concentration in solvent — create covalent bridges between the silicone network and substrate surface hydroxyl groups. Miss the flash-off window, apply primer to a contaminated surface, or mismatch the primer chemistry to the substrate alloy, and you get adhesive rather than cohesive failure. On aluminum housings, a light chromate-free conversion coat followed by the correct silane primer routinely yields peel strengths in the 4–9 N/mm range. Skip the primer entirely and that number drops to 0.5–2 N/mm — enough for handling, not enough for long-term immersion sealing.
Heat-Stabilized Grades for Moist High-Temperature Environments
Continuous service above 150°C in humid conditions accelerates polymer chain scission if the base compound lacks thermal stabilization. Cerium- and iron-based heat stabilizers, used at 0.5–2 phr, interrupt oxidative degradation pathways and significantly extend service life — extending useful seal life in moist heat aging tests from roughly 500 hours to 2,000+ hours at 180°C/85% RH depending on stabilizer type and loading. One operational nuance: cerium-stabilized grades can slightly reduce initial elongation versus unstabilized equivalents, so mechanical requirements need re-verification when switching grades.
Cure Conditions and Crosslink Density
The Part A / Part B mix ratio in platinum-catalyzed LSR systems is typically specified at 1:1 by weight or volume, with acceptable deviation usually held to ±2–3%. Drift outside that window — caused by worn metering pump seals, temperature fluctuations in the feed system, or contamination of one component — produces under-cured parts. Under-cured LSR retains elevated concentrations of low-molecular-weight cyclic siloxanes (D4, D5, D6) and unreacted polymer chain ends. These migrate under thermal cycling, deposit on mating surfaces, and can break the contact pressure that makes a gasket seal work. Post-cure at 200°C for 2–4 hours drives out residual volatiles and pushes crosslink density closer to theoretical maximum — a step that is skipped surprisingly often in high-volume consumer electronics molding, with predictable consequences.

SiliconChemicals’ Formulation Portfolio
SiliconChemicals offers base polymer viscosities across the 500–100,000 mPa·s range, covering everything from thin-wall micro-molding compounds to high-durometer structural seals. Catalyst-inhibitor packages are matched to press cycle times from under 10 seconds (high-output consumer electronics) to 60+ seconds (thick-section industrial gaskets). For applications involving hydrocarbon fuels, cutting fluids, or concentrated cleaning solvents — where standard polydimethylsiloxane networks swell and lose sealing force — fluorosilicone-modified grades incorporating trifluoropropyl side chains are available, maintaining both chemical resistance and waterproof performance where a standard LSR would fail within weeks.
Processing and Design Rules for Achieving Reliable Waterproof LSR Components
A compound with a water absorption rate of 0.1–0.2% by weight means nothing if the parting line leaks, the seal groove is undersized, or the assembler over-torques the housing at installation. Waterproofing is a system property. LSR’s chemistry sets the ceiling; your tooling, process parameters, and assembly discipline determine whether you reach it.
Liquid Injection Molding Parameters That Determine Seal Quality
Mold temperature for LSR typically runs 160–200°C, with the lower end of that range used for thick cross-sections above 6 mm and the upper end for thin-wall or micro-components where fast cure matters. Insufficient mold temperature leaves under-cured surface layers with reduced crosslink density — and reduced crosslink density means higher swell in contact with oils or water over time.
Injection pressure requirements depend on part geometry and gate design, but parting line flash is the primary concern from a waterproofing standpoint. Even a 0.05 mm flash fin across a seal face creates a capillary leak path that pressure-decay testing will catch and field service will eventually confirm. Flash-free tooling requires tight parting line clearances (typically held to ≤0.005 mm on seal-critical faces), hardened tool steel, and consistent clamping force. If flash appears during production, root cause it to tooling wear or clamping inconsistency — never accept it as normal variation on a sealing component.
Cycle time affects economics, but it also affects demolding integrity. Pulling a part too early while the LSR is still thermally soft can distort the seal bead geometry, especially on thin O-ring profiles.
Seal Cross-Section Geometry and Surface Finish
Squeeze ratio governs sealing force. For static applications, target 15–25% squeeze on the O-ring cross-section diameter; dynamic applications use 10–20% to limit friction-driven heat generation. Undershooting squeeze produces inadequate contact stress. Overshooting it, particularly above 30%, risks extrusion under pressure and premature fatigue cracking in thermal cycling.
Grove depth tolerances matter as much as the nominal dimension. A groove designed to 20% squeeze but machined 0.1 mm too deep drops to an effective squeeze below 12% — below the threshold where reliable sealing under vibration is predictable.
Mating hardware surface finish should be Ra ≤ 1.6 µm on all sealing contact faces. Rougher surfaces create micro-channels perpendicular to the seal direction. This is a procurement inspection point that often gets missed when hardware is sourced from multiple vendors.
Overmolding onto Thermoplastics and Bond-Line Validation
When LSR is overmolded onto PA, PC, or ABS housings, the bond line between the two materials becomes the most common failure mode in waterproof assemblies — not the LSR itself. Bond strength depends on surface cleanliness, substrate temperature during overmolding, and whether a primer or self-bonding LSR grade is specified. Validate bond integrity with 90° peel tests per ASTM D903 and, more relevantly for production release, with pressure-decay testing at the assembly level. A 10-second stabilization window followed by monitoring pressure drop over 30–60 seconds will catch bond failures that visual inspection misses entirely.
Post-cure at 200°C for 2–4 hours removes residual cyclic siloxanes (D4, D5) that can deposit on sealed surfaces and reduce adhesion in overmolded assemblies.True
Secondary oven cure drives off low-molecular-weight cyclic siloxane byproducts from LSR crosslinking. These volatiles, primarily D4 and D5, are well-documented to migrate and condense on adjacent surfaces, reducing bonding performance and creating contamination in sensitive electronic enclosures.
Skipping post-cure is a common cost-cutting decision that shifts the failure cost downstream — often to warranty returns from humid field environments.
Field Assembly Mistakes That Destroy Ratings
Bolt-down flange assemblies are sensitive to torque sequence and torque value. Under-torque leaves the seal insufficiently compressed; over-torque cold-flows the LSR bead out of the groove and reduces the effective contact width. Use a calibrated torque wrench and a defined cross-pattern tightening sequence on any multi-bolt cover.
Lubricant selection matters. Petroleum-based greases and many mineral oils cause measurable LSR swell over weeks of exposure. Use silicone-compatible assembly lubricants — silicone grease or dry PTFE — when installation requires lubrication on the seal surface.
UV and ozone exposure over months gradually oxidizes LSR’s surface hydrophobicity. Outdoor assemblies that rely on LSR gaskets in exposed locations should specify UV-stabilized grades, or physically shield the seal from direct exposure. This applies to solar inverter housings, outdoor lighting, and any enclosure mounted in direct sun.
Accelerated Life Testing Protocols
Design validation should include damp heat testing at 85°C/85% RH for 1000 hours — the standard protocol for evaluating electronic enclosure performance in humid environments. This stresses both the LSR and the overmold bond simultaneously. Thermal shock cycling from -40°C to +125°C (per IEC 60068-2-14) tests whether differential thermal expansion between LSR and the substrate cracks or delamminates the seal over repeated cycles. For fluid-handling applications, pressure-cycle testing at 1.5× maximum operating pressure for a minimum of 10,000 cycles provides meaningful fatigue data before production release.
These tests are not optional checkboxes. They are the difference between a product that passes incoming inspection and one that maintains its IP rating two years into field service.
Honest Limitations: Conditions Where LSR Waterproofing Can Be Compromised
LSR earns its reputation as a high-performance sealing material, but specifying it based on water absorption numbers alone — without understanding where that performance boundary sits — leads to field failures that damage trust in the material category as a whole. Every engineer who has pulled a failed gasket out of a returned unit knows this situation. Here are the conditions that actually compromise LSR waterproofing, explained in operational terms.
Steam and High-Pressure Hot Water
Liquid water at 80°C is not the same load as saturated steam at 150°C and 4–6 bar. Autoclave sterilization environments, certain pharmaceutical processing equipment, and food-plant clean-in-place systems operating at elevated pressure push LSR into a hydrolytic degradation regime. Prolonged cycling — typically hundreds of autoclave cycles or months of continuous steam exposure — can cause scission of the Si–O backbone, reducing tensile strength by roughly 10–30% depending on LSR grade, filler loading, and cycle frequency. A standard platinum-cured general-purpose LSR rated for 200°C in dry heat will not necessarily survive 500 autoclave cycles. If your application involves repeated steam sterilization, request steam-aging test data specifically — not just thermal aging data in air — and confirm cycle count limits with your compounder.
Concentrated Alkalis and Strong Acids
Dilute aqueous solutions across roughly pH 4–11 cause minimal effect on a properly formulated LSR over realistic service lives. Outside that window, however, hydrolysis accelerates meaningfully. Concentrated sodium hydroxide, strong mineral acids, and certain industrial cleaning agents with pH below 3 or above 12 will attack the siloxane backbone progressively over months of immersion. The damage is cumulative and not always visible on the surface before mechanical integrity is lost. If the application involves regular contact with concentrated caustic cleaning cycles or acid pickling baths, fluorosilicone or a chemically resistant thermoplastic elastomer deserves a hard look before defaulting to standard LSR.
Standard LSR is resistant to all chemical environments simply because it resists liquid waterFalse
LSR's hydrophobic Si–O backbone resists water absorption well, but concentrated acids, alkalis outside pH 4–11, and non-aqueous solvents can cause hydrolytic degradation or swelling that compromises sealing function.
Compression Set Creep in Long-Life Static Seals
Water absorption of 0.1–0.2% is irrelevant if the gasket has already lost its sealing contact force. Under sustained bolt load at elevated temperature — a common condition in automotive under-hood static seals or enclosure covers in outdoor equipment — LSR compression set increases over time. At 150°C over thousands of hours, compression set values for standard LSR grades typically land in the 20–50% range depending on formulation and initial deflection. A gasket compressed 30% that takes a 40% compression set has essentially zero remaining contact stress. The enclosure stays dry in a water-absorption sense while leaking freely through the gap. Design for compression set, not just water absorption, and specify minimum residual sealing force as a qualification criterion.
Swelling in Non-Aqueous Environments
This failure mode catches engineers who extend “waterproof” as a label to mean chemically inert. Aromatic fuels, concentrated ketones such as MEK or acetone, and chlorinated solvents can cause volume swell exceeding 30% in standard LSR grades. A fuel-system component or solvent-bath seal specified in LSR because it passes an IP water test will fail rapidly in service. Fluorosilicone is the standard alternative for fuel and solvent resistance, at a cost premium of roughly 3–6× over standard LSR depending on grade and volume — a trade-off that is straightforward once the failure mode is understood.
Surface Contamination During Assembly
This is the most preventable failure and among the most common. Mold release agents left on LSR surfaces, residual silicone oils from handling, or even skin oils from ungloved assembly create a low-surface-energy layer on the bonding interface. When LSR is overmolded or adhesively bonded to a substrate, those micro-layers prevent chemical adhesion and leave capillary channels for water ingress — channels invisible to visual inspection but fully connected to the environment. Standard protocol: plasma treatment or primer application immediately before bonding, gloved handling throughout, and no silicone-based mold release in any tooling that produces parts destined for adhesive assembly. One contaminated batch can compromise an entire production run of IP-rated assemblies.
Comparing LSR Against EPDM, Fluorosilicone, and PTFE for Waterproof Sealing Applications
No single elastomer wins every sealing application. Procurement engineers who default to LSR everywhere will occasionally overspecify and overspend; those who default to EPDM everywhere will eventually face a failure they could have prevented. What follows is a direct, criterion-by-criterion comparison based on how these materials actually behave under sustained sealing load — not catalog descriptions.
LSR vs. EPDM
EPDM’s ethylene-propylene backbone gives it solid steam resistance up to roughly 150°C and excellent ozone and UV durability. For large, flat cut gaskets produced in high volume, EPDM wins purely on material cost — it typically runs at a fraction of LSR’s per-kilogram price. Where EPDM loses ground is at the cold end of the temperature range. Below approximately -40°C, EPDM compounds become noticeably stiffer and lose sealing conformability; LSR maintains useful flexibility down to -60°C, which matters for outdoor electronics, cold-chain equipment, and aerospace ground-support hardware. Precision injection-molded geometry — thin-wall connectors, multi-cavity seals under 1 mm — is also territory where LSR’s low viscosity and fast-cure cycle are difficult to match with EPDM. For steam autoclave gaskets in industrial process equipment, EPDM often remains the more defensible choice on cost. For wearable medical devices or sealed battery modules cycling through wide temperature swings, it is not.
LSR vs. Fluorosilicone (FVMQ)
Fluorosilicone carries the same Si–O backbone advantage LSR has, plus trifluoropropyl side groups that dramatically increase resistance to aliphatic fuels, hydraulic fluids, and aromatic solvents. If your seal sits in a fuel system, an oil-wetted cavity, or a solvent-cleaning environment, standard LSR will swell and lose compression set performance relatively quickly — fluorosilicone is the correct call there. The tradeoff is cost: fluorosilicone compounds typically run 3–5× the price of standard LSR, depending on fluorine content and market conditions for fluoro intermediates. Tear strength is also lower than standard LSR, which creates handling fragility during assembly — a real concern for thin-section seals assembled by hand on a production line. Where chemical exposure is mild and the primary requirement is waterproofing with wide thermal range, specifying fluorosilicone is unnecessary cost.
LSR vs. PTFE
PTFE’s water absorption is effectively zero — a genuine material advantage. Its chemical resistance across concentrated acids, bases, and solvents is essentially unmatched by any elastomer. The fundamental limitation is that PTFE is not elastomeric. It cannot be injection-molded into complex three-dimensional geometries, and under sustained compressive load it creeps — meaning a PTFE gasket that seals correctly at installation may lose seating stress over months of service unless the joint is mechanically constrained and periodically retorqued. That creep behavior disqualifies PTFE from many dynamic and vibration-exposed sealing environments where LSR’s elastic recovery keeps the joint tight.
PTFE has near-zero water absorption and superior chemical resistance compared to LSRTrue
PTFE's fluorocarbon polymer backbone is essentially non-polar and has no hydrogen-bonding sites, resulting in water absorption below 0.01% by weight — significantly lower than LSR's 0.1–0.2% per ASTM D570. This is a documented material property, not a marketing claim.
LSR vs. TPE/TPU Overmolding
TPE and TPU are commercially attractive because they bond readily to many engineering thermoplastics without secondary adhesives, simplifying assembly. For consumer products operating in mild environments — room-temperature water exposure, moderate UV — they perform acceptably at lower cost. Continuous service above 100–120°C degrades most TPE grades, and UV-wet cycling (outdoor exposure with recurring wet/dry transitions) accelerates surface hardening and cracking faster than in LSR. For anything requiring sustained outdoor waterproofing or elevated operating temperature, TPE overmolding is a cost-driven compromise, not a performance-equivalent alternative.
Decision Matrix: Sealing Material Selection Across Eight Criteria

| Criterion | LSR | EPDM | Fluorosilicone | PTFE | TPE/TPU |
|---|---|---|---|---|---|
| Waterproofing | 5 | 4 | 5 | 5 | 3 |
| Temperature range | 5 | 3 | 5 | 4 | 2 |
| Chemical resistance | 3 | 3 | 5 | 5 | 2 |
| Precision moldability | 5 | 2 | 4 | 1 | 4 |
| Biocompatibility | 5 | 2 | 3 | 4 | 2 |
| Material cost | 3 | 5 | 1 | 3 | 5 |
| UV / outdoor durability | 5 | 4 | 5 | 4 | 2 |
| Compression set resistance | 4 | 3 | 3 | 1 | 3 |
Scale: 1 = poor, 5 = excellent. Scores represent typical commercial grades; specific formulations shift individual values.
When to Stay with Standard LSR vs. When to Specify Fluorosilicone Modification
The practical threshold is straightforward. Specify standard LSR when operating temperatures stay within -60°C to +200°C, when chemical exposure is limited to water, dilute aqueous solutions, weak acids, or ambient atmospheric ozone, and when biocompatibility or FDA compliance is a hard requirement — standard LSR grades satisfy ISO 10993 and FDA 21 CFR 177.2600 far more readily than fluorosilicone. Upgrade to fluorosilicone modification when the seal contacts hydrocarbon fuels, lubricating oils, or chlorinated solvents more than incidentally, or when swelling test data on your specific fluid shows LSR volume change exceeding roughly 20% — that level of swell will compromise compression set beyond recoverable limits in most groove geometries. Cost alone should not drive the downgrade from fluorosilicone when the failure mode is a fuel-system leak or contamination of a process stream.
SiliconChemicals’ standard LSR polymer range covers the majority of waterproof sealing applications in electronics, medical devices, and industrial enclosures. For applications at the fluorosilicone threshold, their specialty modified silicone materials provide a formulation path that preserves injection-molding capability while extending chemical resistance — without the full cost penalty of a dedicated fluorosilicone compound.
Regulatory Compliance and Certification Landscape for Waterproof LSR in Global Markets
Specifying an LSR waterproof seal is only half the procurement job. Getting that seal into a finished product — and keeping it there through regulatory review — requires navigating a patchwork of food-contact, biocompatibility, chemical restriction, flammability, and potable-water standards that vary by end market. Skipping this step has real consequences: a beautifully IP68-rated enclosure can be blocked at customs or rejected by a notified body because the elastomer compound lacks traceable certification paperwork.
FDA 21 CFR 177.2600: Food-Contact and Medical-Contact Requirements
FDA 21 CFR 177.2600 governs rubber articles intended for repeated use in contact with food. For LSR, compliance depends on base polymer identity, filler type, and the extractables profile of cured parts — not on the material being “silicone” in a generic sense. Qualifying base polymers are polydimethylsiloxane gums with controlled molecular-weight distributions. Colorants, processing aids, and platinum catalyst concentrations must all fall within the regulation’s positive list. Residual platinum in fully cured LSR typically runs 5–20 ppm by weight, depending on catalyst loading and cure conditions; 21 CFR 177.2600 does not set an explicit platinum limit, but customers seeking FDA Letters of No Objection for food-processing gaskets routinely test extractables and provide migration data to substantiate compliance. Using an off-specification filler or an unlisted adhesion promoter in a food-contact LSR seal invalidates the compliance claim regardless of the base polymer.
USP Class VI and ISO 10993 for Body-Worn and Implantable Devices
USP Class VI is a biological reactivity test battery — systemic injection, intracutaneous injection, implantation — conducted on extracted samples. ISO 10993 is a broader biocompatibility framework that includes cytotoxicity, sensitization, and, for skin-contact wearables, prolonged-contact irritation testing. Both matter because body-worn biosensors and continuous-glucose-monitor patches rely on LSR membranes that must simultaneously block sweat ingress and pass biocompatibility screening. Passing these tests is formulation-specific: platinum catalyst residuals, peroxide cure byproducts (if any), and any hydrophilic surface treatment applied for comfort all affect cytotoxicity outcomes. A wearable OEM discovered during design validation that switching to a silane-based adhesion promoter to improve substrate bonding caused cytotoxicity failure, requiring a full reformulation cycle — six weeks of lost schedule. Biocompatibility and waterproofing must be co-designed, not treated as separate workstreams.

REACH, RoHS, and Consumer Electronics Compliance
REACH SVHC (Substances of Very High Concern) and RoHS Directive 2011/65/EU together govern what ends up in consumer electronics waterproof gaskets sold in the EU. Standard addition-cure LSR with platinum catalyst presents low SVHC risk — polydimethylsiloxane oligomers, particularly D4 and D5 cyclic siloxanes, warrant attention because D4 is on the REACH Authorization List and D5 is under ongoing evaluation. Fully cured and post-baked LSR parts generally show D4/D5 residuals well below 0.1% w/w, though this depends on post-cure temperature and duration (150–200°C for 1–4 hours is typical). RoHS-restricted substances — cadmium, hexavalent chromium, certain phthalates — do not appear in properly formulated LSR, but pigment packages and bonding primers used in multi-material assemblies must be individually verified.
Fully cured LSR parts post-baked at 200°C for 2–4 hours typically carry D4/D5 residuals below 0.1% w/wTrue
Post-cure drives off unreacted cyclic siloxane volatiles; the reduction is well-documented in supplier technical literature and ECHA substance evaluation data, though exact residuals depend on part geometry and oven airflow.
UL 94 Flammability in Sealed Electrical Enclosures
Standard LSR burns slowly but does not inherently achieve UL 94 V-0. With appropriate flame-retardant additives — typically platinum-based catalytic FR systems or alumina trihydrate fillers — LSR compounds reach V-0 at 0.8 mm wall thickness. This matters because sealed electrical enclosures (motor terminal boxes, EV battery module edge seals) combine the waterproofing demand with a mandatory flammability requirement from IEC or UL product standards. Specifying a general-purpose LSR to save cost in these applications creates a genuine fire-safety gap.
NSF 61 for Drinking Water Systems
NSF/ANSI 61 certifies that materials in contact with potable water do not leach harmful concentrations of regulated contaminants. LSR’s inherently low extractables profile makes it a strong candidate for valve seats, pipe coupling gaskets, and meter housing seals. Certification is compound-specific and batch-sensitive: third-party extraction testing covers a defined set of heavy metals, VOCs, and total organic carbon migration. Reformulating — even changing a colorant — requires re-testing.
SiliconChemicals’ Quality System and Documentation Support
SiliconChemicals operates under ISO 9001-certified quality management, maintaining full batch traceability from raw siloxane monomer through compounded LSR shipment. Each production lot ships with a Certificate of Analysis covering viscosity, cure characteristics, and Shore A hardness. Technical data packages available on request include extractables test reports, REACH compliance declarations, and ingredient disclosure sufficient to support customers’ own FDA, USP, or CE submission dossiers — reducing the documentation burden that frequently delays product launches in regulated markets.
Frequently Asked Questions About LSR Waterproof Performance
Can LSR be used permanently underwater?
Yes, for the vast majority of freshwater and seawater applications at ambient temperature, cured LSR performs reliably as a permanent submerged material. Depth and duration limits depend heavily on application type rather than the material itself. Static seals — gaskets in submersible pump housings, for example — can function indefinitely at depths of tens of meters provided the seal geometry is correctly designed and compression set is controlled. Dynamic seals in tidal or high-flow environments introduce mechanical fatigue variables that are separate from hydrophobicity. For electronics, the IEC 60529 IP68 standard requires continuous immersion beyond 1.5 meters for at least 30 minutes, but many LSR-sealed enclosures in field service exceed that by years with no ingress failure. Seawater exposure adds ionic content, not just water molecules — LSR’s inorganic backbone resists salt-induced swelling where organic rubbers eventually degrade.
Does cured LSR absorb moisture over time and lose its properties?
Water absorption for cured LSR sits in the range of 0.1–0.2% by weight after 24-hour immersion per ASTM D570, and prolonged immersion over weeks or months does not push this figure dramatically higher. Compare that to natural rubber at 0.5–1.5%, and the practical difference in property retention is significant. Tensile strength and elongation remain largely unchanged after extended water exposure because water does not hydrolyze the Si–O–Si backbone under normal conditions. Dielectric properties — volume resistivity, dielectric strength — are similarly stable, which is why LSR is trusted in wet electrical environments where organic elastomers would absorb enough moisture to compromise insulation values.
LSR water absorption remains below 0.2% by weight even after prolonged immersion, per ASTM D570 testingTrue
This is consistent with published ASTM D570 test data for platinum-cured LSR grades and is reflected in manufacturer data sheets across the industry.
How do I achieve an IP68 rating using LSR?
IP68 is a system result. The material is one input; seal geometry, compression percentage, mating surface finish, and validated processing are the others. For an LSR gasket to deliver IP68 performance, you need a minimum compression set below roughly 15–20% after thermal cycling (grade-dependent), a groove geometry that maintains 15–30% compression under worst-case dimensional tolerance stack-up, and a mating surface Ra value typically below 1.6 µm. On the processing side, incomplete cure from insufficient mold temperature or shot cycle time produces a softer, higher-compression-set part that will pass initial tests and fail in six months. Test the assembled system — not the material coupon alone — against IEC 60529 before finalizing the design.
Is LSR waterproof at high temperatures like in steam environments?
Standard platinum-cured LSR handles steam environments reliably up to approximately 130–140°C continuous exposure. Above that threshold, steam causes accelerated hydrolysis of lower-crosslink-density domains, and compression set climbs faster than dry-heat data would predict. For autoclave seals, sterilization equipment, or food-processing steam lines running above 140°C, specify heat-stabilized LSR grades or transition to fluorosilicone. Fluorosilicone adds fluorine substituents that resist both hydrolysis and oil swell, though at a cost premium of roughly 2–4× standard LSR depending on grade and volume. Always request steam-aged compression set data, not just air-oven data, when qualifying a grade for steam service.

What is the difference between waterproof LSR and waterproof silicone sealant?
These are fundamentally different products that share a base chemistry. LSR is a two-part, platinum-catalyzed compound processed by liquid injection molding — it cures in a closed, heated mold, producing dimensionally precise parts with consistent cross-section, predictable compression behavior, and long-term mechanical stability. RTV silicone sealant is a one-component, moisture-cured system applied open to atmosphere. It fills irregular gaps effectively but cannot deliver the controlled compression geometry or repeatable dimensional tolerances that a molded LSR gasket provides. For sealing a cable entry in the field, RTV is practical. For a mass-produced connector that must pass IP68 validation across a million units, RTV introduces too much process variability. Use molded LSR where geometry and consistency matter; use RTV where field application and gap-filling flexibility are the priority.
Does LSR waterproofing degrade under UV and outdoor weathering?
LSR is inherently UV-stable because the Si–O backbone is inorganic and does not undergo the photo-oxidative chain scission that destroys organic rubbers. Outdoor EPDM seals that last 10–15 years before cracking are replaced by LSR in demanding applications that see 20+ years of continuous UV exposure without embrittlement. Surface hydrophobicity can reduce slightly after years of weathering — silanol groups at the surface may temporarily increase surface energy — but LSR surfaces largely self-recover hydrophobicity over time due to low-molecular-weight siloxane migration, a process well-documented in outdoor insulator research. This recovery behavior does not exist in organic rubbers once the surface cracks.
What viscosity grade of LSR should I choose for thin-wall waterproof overmolding?
For thin-wall overmolding — walls below approximately 0.5 mm — choose grades in the 500–1,500 mPa·s range. These fill fine features before the short-cycle mold temperature triggers premature gelation at the flow front. For walls in the 0.5–2.0 mm range, 1,500–3,000 mPa·s grades offer a better balance of flow and flash control. Above 3,000 mPa·s, you are generally in standard gasket and solid-seal territory where wall thickness is not the limiting constraint. SiliconChemicals’ LSR product line spans this entire viscosity spectrum, and the appropriate grade also depends on your injection unit pressure capability and the substrate material’s thermal tolerance during overmold cure. Request flow simulation support from your material supplier before committing to tooling — changing viscosity grade after the tool is cut is far less costly than building a second tool.
Sourcing Waterproof LSR from SiliconChemicals: Supply Chain, Customization, and Technical Support
For procurement engineers who have worked through the chemistry, test standards, and application fit of LSR waterproofing, the next practical question is straightforward: can you get consistent, specification-grade material at a price and lead time that makes the project viable? That question is where supply chain structure matters as much as polymer science.
China’s Organosilicon Industrial Cluster as a Structural Advantage
SiliconChemicals operates within China’s integrated organosilicon industrial clusters, where methyl chlorosilane production, siloxane distillation, and polymerization all sit within close geographic and logistical proximity. That integration is not a marketing point — it translates directly into procurement outcomes. When upstream dimethyldichlorosilane feedstock tightens, vertically integrated suppliers absorb the shock differently than converters who purchase finished polydimethylsiloxane on the open market. Lead times on standard LSR grades from integrated producers typically run 2–4 weeks for repeat orders, compared to 6–12 weeks when Western distributors source spot volumes from Asia. Raw material cost structures are also meaningfully different: customers sourcing from integrated Chinese producers typically see 20–40% landed cost reductions versus equivalent-performing Western-branded LSR, depending on grade complexity, order volume, and shipping terms.
SiliconChemicals sources siloxane intermediates from integrated upstream production rather than purchasing finished polymer on the spot market.True
Vertical integration within China's organosilicon clusters gives integrated suppliers direct access to siloxane intermediates, reducing dependence on spot polymer pricing and improving supply continuity during feedstock volatility periods.
Customization Capabilities That Go Beyond Catalog Grades
Not every waterproof sealing application fits a standard 30-Shore-A translucent grade. SiliconChemicals offers viscosity tailoring across the range relevant to injection molding and liquid dispensing — from pumpable low-viscosity systems suited to thin-wall components to higher-viscosity formulations that hold shape during transfer before cure. Durometer can be adjusted across 10–80 Shore A, with the achieved hardness depending on crosslink density, filler loading, and reinforcement selection. Color masterbatch dispersion is handled in-house, with pigment systems validated for hydrolytic stability so colorants do not migrate or leach in prolonged wet service.
For applications requiring performance beyond standard PDMS-based LSR — deep-freeze sensor housings, fuel-contact seals, high-refractive-index optical components — SiliconChemicals formulates phenyl silicone grades for enhanced low-temperature flexibility and fluorosilicone modifications for solvent and fuel resistance. These are not reformulated on request overnight; typical development lead times for specialty modifications run 3–6 weeks from brief to sample dispatch, depending on test requirements.
Technical Collaboration, Not Just Drum Shipments
The difference between a supplier and a technical partner shows up when something goes wrong — a gasket delaminates from a housing, a molded part shows cure inhibition, or an IP67 assembly fails a pressure test that the material should have passed. SiliconChemicals’ application engineering team provides formulation recommendations matched to specific injection molding machine parameters, designs test protocols where customers lack internal standards capability, and conducts failure analysis on returned samples. That service is available from development sample stage through production ramp, not only during initial qualification.
Quality Assurance and Global Logistics
Every production batch passes incoming raw material QC, in-process viscosity verification, and platinum catalyst content checks before an outgoing Certificate of Analysis is issued. Full traceability runs to ISO 9001 documented procedures. For export, SiliconChemicals manages FCL and LCL shipments to 30-plus countries, with SDS and TDS documentation available in multiple languages and packaging configured for compliance with international chemical transport regulations.
Engaging SiliconChemicals
Development-stage customers can request samples — typically 1–5 kg for initial formulation trials — with standard grade samples dispatched within 5–7 business days. Minimum order quantities for standard production grades start around 200 kg, scaling to full drum and IBC volumes for established programs. Custom formulation projects carry higher MOQs that reflect batch economics and are agreed at project initiation. Technical consultation requires no order commitment; contact the application engineering team directly with your operating environment specifications, IP rating target, and processing equipment details to get a grounded recommendation rather than a catalog reference.















