
You open a drum of two-part liquid rubber, mix it, and walk away for what feels like a reasonable amount of time — only to return to a mass that won’t pour, won’t spread, and won’t do anything except waste your shift. Or the opposite problem: you pull a part from the mold and it flexes when it should hold shape, because something in the cure cycle went wrong. Either way, the line stops, tooling gets scrapped, and someone has to explain the variance report.
Yes, liquid rubber does go hard — but only under the right conditions, and the degree of hardness depends entirely on chemistry and process. Cured Shore A hardness typically ranges from 10 to 80 Shore A depending on formulation. Platinum-catalyzed LSR can cure in as little as 30 seconds at 180°C in a hot-runner mold, while RTV systems cure at room temperature over 12 to 24 hours. Before cure, pot life ranges from 10 minutes to 8 hours.
What makes this genuinely tricky is that “going hard” isn’t a single event — it’s a spectrum of crosslink density, temperature sensitivity, and timing windows that vary by chemistry, part geometry, and ambient conditions. Understanding exactly where your material sits on that spectrum, and what can shift it in either direction, is what separates predictable production from firefighting.

The Chemistry Behind Curing: How Liquid Rubber Transitions from Fluid to Solid
Liquid rubber doesn’t harden by drying out or losing solvent. It hardens because polymer chains form permanent chemical bonds with each other — a process called crosslinking — and understanding which crosslinking mechanism governs your specific material is the difference between a predictable process and a batch of scrap.
Condensation Cure: Moisture as the Trigger
RTV-1 (one-part) and RTV-2 (two-part) silicones cure through condensation reactions. In RTV-1 systems, atmospheric moisture hydrolyzes acetoxy, oxime, or alkoxy groups attached to the silicone polymer backbone, releasing byproducts — acetic acid in acetoxy systems (you’ll smell it), ketoximes in oxime-cure grades — while silanol groups (Si–OH) condense with neighboring sites to form Si–O–Si linkages that extend and crosslink the network. Cure propagates inward from exposed surfaces, which is why a 6 mm bead and a 25 mm section of the same product behave completely differently. Deep-section condensation cure can stall if moisture can’t penetrate, a real limitation when potting thick electronic assemblies.
RTV-2 systems bring their own crosslinker in the second component, so the reaction is less dependent on ambient humidity. The byproduct chemistry still applies, and outgassing of those byproducts into enclosed assemblies can corrode sensitive contacts — a point that catches procurement teams off guard when they substitute an acetoxy-cure sealant for an alcohol-cure grade on cost grounds.
Condensation-cure silicones release chemical byproducts during hardening, unlike addition-cure systems.True
Condensation cure involves hydrolysis and condensation reactions that release small molecules such as acetic acid, ethanol, or ketoxime as byproducts. Platinum-catalyzed addition-cure systems involve hydrosilylation with no byproduct emission, which is why they are specified for medical devices, food-contact parts, and sensitive electronics.
Addition Cure: Hydrosilylation and Why It Matters for Tolerance
Platinum-catalyzed liquid silicone rubber (LSR) and two-part addition-cure RTV systems harden through hydrosilylation. A vinyl-functional siloxane reacts with a crosslinker carrying Si–H groups in the presence of a platinum complex catalyst. The bond formed is Si–CH₂–CH₂–Si — a carbon-bridged siloxane network — and no byproduct is released.
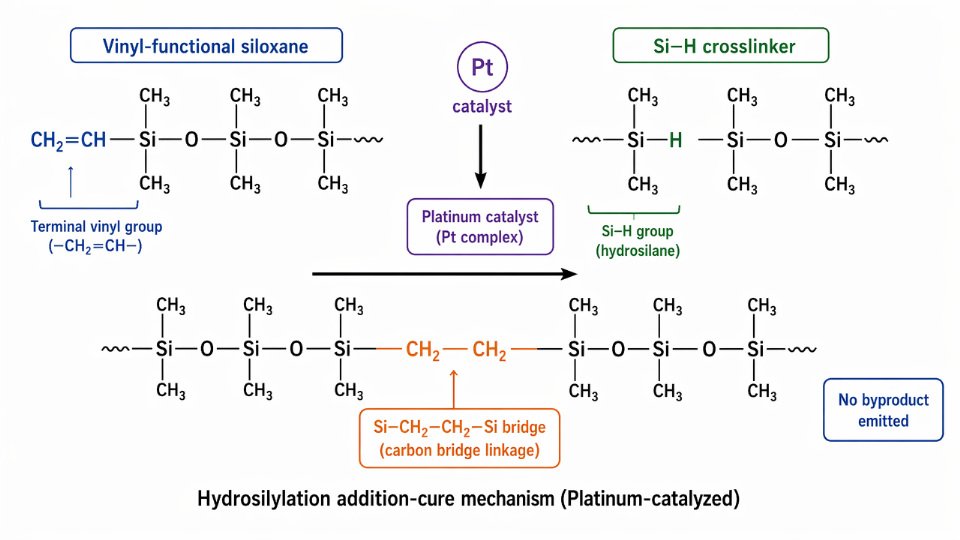
The practical consequence is dimensional. Zero byproduct emission means zero void formation from outgassing and essentially zero post-cure shrinkage beyond the thermal contraction of cooling. This is why tight-tolerance LSR injection-molded parts — medical valve membranes, optical-grade gaskets — routinely hold hardness to ±2 Shore A across a production run, whereas condensation or peroxide grades can drift more widely depending on batch variation and processing conditions.
Addition-cure systems are sensitive to catalyst poisoning. Sulfur, tin, phosphorus, certain amines, and even some mold-release residues will suppress or completely stop the platinum catalyst. On the plant floor, this shows up as parts that remain permanently tacky on the surface or in contact areas. If you’re seeing selective cure failure, suspect contamination before reformulation.
Peroxide Cure: Radical Crosslinking at Elevated Temperature
Peroxide cure is standard for high-consistency rubber (HCR) but appears in some specialty liquid rubber compounds — thick-section potting materials, certain extruded profiles. Organic peroxides decompose at temperatures typically between 140°C and 180°C, generating free radicals that abstract hydrogen from polymer chains and initiate C–C crosslink formation between backbone carbon atoms. Because radical generation requires heat, you get good shelf stability at room temperature but also a hard minimum processing temperature. Under-temperature cure leaves unreacted peroxide in the part, which continues to degrade the polymer over time.
Polyurethane Liquid Rubber: Isocyanate Chemistry
Polyurethane systems cure when isocyanate groups (–NCO) react with polyol hydroxyl groups (–OH) to form urethane linkages (–NH–COO–). Moisture-cure single-component variants use atmospheric water as the chain extender, generating carbon dioxide as a byproduct — which can cause bubbling in thick pours if humidity is poorly controlled. Pot life for two-part PU systems at 23°C typically runs from 10 minutes to several hours depending on the catalyst loading and isocyanate reactivity, so the working window must be verified for each specific product, not assumed from the generic product family.
Polysulfide Liquid Rubber: Oxidative Crosslinking
Polysulfide elastomers crosslink through oxidation of terminal mercaptan (–SH) groups, converting them into disulfide (–S–S–) and polysulfide (–Sₓ–) bonds. Manganese dioxide is the standard curing agent for construction and aerospace sealant grades; lead peroxide was historically common but is now restricted in most jurisdictions. Cure rate is sensitive to temperature and the particle size and dispersion quality of the curing agent paste — poorly mixed paste means uneven crosslink density and patchy hardness.
The Gel Point: Where Flow Stops Permanently
Every curing liquid rubber passes through a gel point — the moment at which the growing crosslinked network spans the entire sample volume and percolates, meaning there is no longer a continuous liquid phase that can flow. Before the gel point, you can disrupt the material mechanically or thermally and sometimes recover flow. After it, the crosslink density has exceeded the percolation threshold and the network is irreversible. Gel point and full cure are not the same thing. A polysulfide sealant may be firm enough to handle within 2 hours but continue developing crosslink density and hardness for 7–14 days. Specifying a demold time based on gel-point behavior, then loading parts immediately, is a recurring source of stress-whitening and premature failure in production tooling applications.
Factors That Determine How Hard Liquid Rubber Gets After Curing
Final hardness is not a fixed property of a liquid rubber system — it is an outcome. Six or seven independent variables interact on every pour, inject, or cast, and shifting any one of them moves the Shore A reading measurably. Understanding which lever does what lets you formulate deliberately rather than troubleshoot after the fact.
Crosslink Density: The Primary Control
In platinum-catalyzed LSR and RTV-2 silicone systems, crosslink density is set by the ratio of Si–H functional groups on the crosslinker to vinyl groups on the base polymer. Raise the Si–H/vinyl ratio above the stoichiometric point of 1.0 and you drive more network junctions, pushing Shore A upward. Push too far — ratios above roughly 1.4–1.6 in most commercial PDMS formulations — and the incremental hardness gain plateaus while brittleness and compression set worsen. The ceiling is ultimately governed by backbone flexibility: siloxane bonds cannot be crosslinked into a truly rigid thermoset the way epoxy resin can. Practical working range for standard LSR grades is 20–80 Shore A, with the upper end of that range typically requiring both high crosslinker loading and a reinforcing filler.
Base Polymer Molecular Weight
Higher molecular weight PDMS chains between crosslink junctions mean longer, more compliant network strands. The result is a softer, more elastic product with lower modulus. Formulators targeting 10–25 Shore A for prosthetics or skin-contact applications deliberately select high-MW base polymers (number-average molecular weight above 400,000–600,000 g/mol) and limit crosslinker. Conversely, lower-MW PDMS segments yield a tighter, harder network at equivalent crosslinker loading. This variable is largely fixed at the raw material selection stage, so procurement matters here as much as formulation.
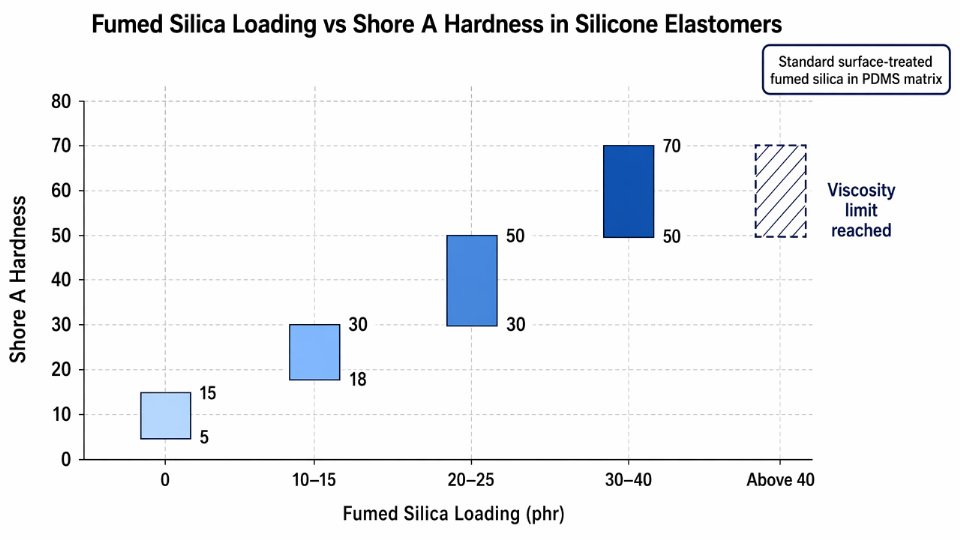
Reinforcing Filler Loading
Fumed silica is the dominant filler in industrial silicone elastomers, and its effect on hardness is direct and significant.
| Fumed [silica](https://siliconchemicals.com/silica/) loading (phr) | Approximate Shore A range | Notes |
|---|---|---|
| 0 (unfilled) | 5–15 | Depends heavily on MW and crosslinker |
| 10–15 | 18–30 | Entry-level reinforcement |
| 20–25 | 30–50 | Typical molding compounds |
| 30–40 | 50–70 | High-strength technical grades |
| Above 40 | Compound viscosity typically unworkable | Diminishing hardness return |
These ranges assume standard surface-treated fumed silica in a PDMS matrix; BET surface area and silanol surface chemistry shift the numbers by 5–10 Shore A points in either direction.
Catalyst Concentration and Cure Temperature
In RTV-2 platinum systems, raising catalyst loading from around 5 ppm to 50 ppm (measured as platinum metal) accelerates cure rate at room temperature but has a modest effect on final crosslink density once cure is complete — the network structure at full conversion is largely the same. What concentration actually controls is how quickly you reach that conversion and whether inhibitors present in the environment can be overwhelmed. Underdosing in contaminated environments is a common reason for under-hardened surfaces even when the bulk appears cured.
Increasing platinum catalyst concentration in RTV-2 systems primarily accelerates cure rate rather than increasing final Shore A hardness.True
Final crosslink density is governed by stoichiometry — the Si–H/vinyl ratio — not by catalyst loading. Platinum acts as a reaction facilitator, not a network-forming agent. Once full conversion is reached, additional catalyst does not create additional crosslinks.
Post-Cure Thermal Treatment
A secondary oven cure at 150–200°C for 1–4 hours drives residual crosslinking reactions that room-temperature cure leaves incomplete. This typically raises Shore A by 3–8 points and meaningfully reduces compression set — a critical spec for dynamic seals and gasketing. Skipping post-cure to save cycle time is a common cost-cutting decision that causes field failures in applications where dimensional recovery under load matters.
Extender Oil Addition
Trimethylsiloxy-terminated PDMS extender (non-reactive, no vinyl or Si–H groups) at 5–15 wt% acts as a diluent in the network. It does not participate in crosslinking and instead increases chain spacing, softening the final product by 8–20 Shore A depending on loading and base hardness. This is the standard formulation route for soft skin-simulation or encapsulation grades. The trade-off is reduced tear strength and increased creep under sustained load — acceptable for cosmetic applications, problematic for structural ones.
Inhibitor Contamination
This is the factor that causes the most unplanned downtime. Platinum catalyst is poisoned by organotin compounds (present in some PVC stabilizers and condensation-cure silicones), sulfur (rubber, latex gloves, certain adhesives), and amine or nitrogen-containing materials. A mold contaminated with even trace sulfur from a previous job can leave an LSR part with a fully fluid, tacky surface that will not reach its target hardness regardless of how long cure time is extended. The cure failure is irreversible for that batch. Standard plant hygiene protocol is to maintain dedicated tooling for platinum-cure work and to verify cure on a small test pour before committing production volume whenever substrate or mold materials change.
Silicone Liquid Rubber Hardening in Practice: RTV-1, RTV-2, and LSR Compared
The three major silicone liquid rubber formats harden through fundamentally different mechanisms and on dramatically different timescales. Choosing the wrong format for your application — or misreading how hardening progresses — directly costs you scrap, rework, or a production halt.
RTV-1: Moisture-Driven, Surface-Inward Cure
One-part RTV systems (acetoxy, oxime, alkoxy chemistries) depend entirely on atmospheric moisture diffusing into the bulk material. Cure initiates at the exposed surface and advances inward at roughly 2–3 mm per 24 hours under standard conditions — 23°C and 50% relative humidity. That rate slows substantially at 30% RH and accelerates modestly above 70% RH, so a warehouse in winter with dry air can leave a 5 mm bead apparently cured on the outside while the core stays uncrosslinked and paste-like for days.
The practical ceiling is around 6 mm depth. Beyond that, you cannot rely on ambient moisture penetration alone to achieve full hardness without either elevated humidity, extended cure time measured in multiple days, or mechanical exposure (cutting or slicing the bead and re-exposing the interior). For gasketing, glazing, or small-section potting work, this is workable. For thick electrical encapsulant pours, it is the wrong product category entirely.
RTV-1 silicone rubber cannot achieve full cure at depths beyond 6 mm through ambient moisture alone at standard conditionsTrue
Moisture diffusion in one-part condensation-cure silicones is a rate-limited physical process. At 23°C and 50% RH, the through-cure depth is mechanistically bounded by moisture ingress kinetics, widely documented in silicone formulation literature and confirmed in production quality checks using cross-section durometer mapping.
RTV-2: Pot Life Is the Shop-Floor Variable That Matters Most
Two-part systems — both condensation and addition-cure — give you control over working time, but that control cuts both ways. Once Part A and Part B are mixed, the crosslinking clock starts. For a standard addition-cure RTV-2 using vinyl-terminated polydimethylsiloxane (PDMS) and a methylhydrogen siloxane crosslinker with a platinum catalyst, pot life at three common ambient temperatures looks like this:
| Temperature | Approximate Pot Life | Notes |
|---|---|---|
| 10°C | 3–8 hours | Cold slows platinum-catalyzed hydrosilylation significantly |
| 23°C | 45 min – 2 hours | Typical room-temperature shop floor baseline |
| 40°C | 10–25 minutes | Summer production floors, heated mixing heads |
These ranges shift with catalyst loading, inhibitor package, and whether a fumed silica masterbatch is included. Higher silica loading increases viscosity, which can mask early gelation and mislead operators into thinking they have more time than they do.
The most common failure mode here is the tacky-surface problem: an addition-cure RTV-2 that never achieves full hardness because catalyst inhibition has shut down platinum activity. Sulfur-containing compounds, organotin residues on mold surfaces, latex gloves, and certain amine-based adhesives are classic culprits. Diagnostic protocol: demold the part, track Shore A readings with a durometer every hour for four hours at room temperature, then compare against the supplier’s published hardness-versus-time curve. A fully curing part shows the characteristic S-curve — slow initial rise, steep midpoint gain, plateau at full hardness. A flat line below target Shore A after two hours at 23°C confirms inhibition. The fix is cleaning the mold surface completely, reducing catalyst poison exposure, and potentially warming the part to 60–80°C to push residual cure if inhibition is only partial.
LSR: Flash Cure, Tight Tolerance, No Shrinkage Compromise
Liquid silicone rubber for injection molding operates in a completely different regime. At 180°C in a heated mold cavity, thin-wall parts (under 3 mm) reach demolding hardness in 20–40 seconds. Thicker cross-sections require proportionally longer cycles, typically scaling by wall thickness squared. Shore A hardness of commercial LSR grades spans 20–70, depending on the vinyl content of the base polymer, crosslinker-to-base ratio, and filler level — platinum-catalyzed addition cure keeps tolerance within ±2 Shore A lot-to-lot when the vinyl-terminated PDMS base is properly controlled.
The dimensional advantage over condensation-cure systems is concrete: addition-cure LSR releases no condensation byproducts, so post-mold shrinkage is low and predictable (typically 2–3% linear, grade-dependent), whereas condensation systems releasing ethanol or acetic acid introduce variable volumetric loss that complicates tight-tolerance part design.
For compounders sourcing from SiliconChemicals, the relevant raw material chain runs: high-vinyl or standard vinyl-terminated PDMS as the base, methylhydrogen siloxane as the crosslinker controlling crosslink density and final hardness, fumed silica masterbatch for reinforcement and viscosity tuning, and platinum catalyst complex at controlled ppm loading. Getting these four components in the right ratio is where final Shore A hardness is actually set — long before the mold closes.
Storage: How Liquid Rubber Hardens in the Drum Before You Want It To
RTV-1 containers seal against moisture, and any breach — a damaged lid, condensation on the drum wall after temperature cycling, or a partially used container left open — initiates surface cure that skins over and blocks the nozzle or contaminates the bulk. Store RTV-1 sealed at 5–25°C, and always purge the nozzle after each use.
RTV-2 components are stable separately but degrade if cross-contaminated. Even trace Part B in a Part A drum will initiate slow gelation over weeks. Two-part LSR supplied in cartridge or drum sets shares the same risk. Shelf life for most commercial silicone liquid rubber systems runs 6–12 months from manufacture date at recommended storage temperature; high-catalyst-loading grades or those with minimal inhibitor packages age faster. Warehouse temperature above 35°C meaningfully accelerates any residual moisture reaction or background crosslinking and should be treated as a shelf-life event requiring re-testing before use.
Temperature, Humidity, and Environmental Conditions That Accelerate or Prevent Hardening
Anyone who has applied the same RTV sealant in a heated assembly bay in January and on a humid summer afternoon outdoors knows the results look nothing alike. That gap isn’t product inconsistency — it’s basic reaction kinetics meeting real plant conditions.
Temperature and Reaction Rate: The Arrhenius Reality
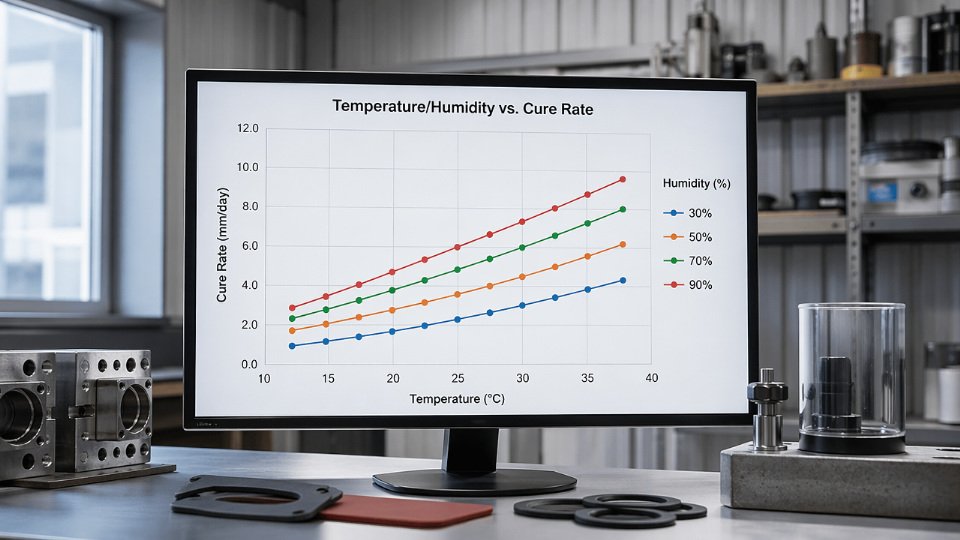
For condensation-cure silicone systems, the working rule of thumb drawn from Arrhenius kinetics holds that each 10°C rise in substrate or ambient temperature roughly doubles the cure reaction rate. A joint sealed at 10°C that reaches handling hardness in 48 hours will typically reach the same state in around 24 hours at 20°C, and in roughly 12 hours at 30°C. Those figures depend on section thickness, catalyst loading, and whether the sealant is exposed on one or two faces.
Addition-cure systems (platinum-catalyzed LSR and two-part RTV-2 silicones) show a less dramatic but still operationally significant temperature dependency. A Part A/Part B silicone formulated for a 24-hour room-temperature cure may reach full crosslink density in 3–6 hours at 60°C, or in 45–90 minutes at 100°C — depending on platinum concentration and inhibitor package. The relationship is not purely linear once you approach the temperature ceiling of the catalyst system, so always verify with the actual TDS rather than extrapolating blindly past 80°C for room-temperature-cure grades.
A 10°C increase in ambient temperature approximately doubles the cure rate of condensation-cure silicone rubberTrue
This approximation follows the Arrhenius equation for thermally activated chemical reactions; it is widely validated for moisture-condensation silicone cure kinetics and is consistent with industry formulation data, though exact doubling depends on activation energy of the specific catalyst system.
Humidity: The Hidden Variable in RTV-1 Cure
Moisture-cure RTV-1 products are entirely dependent on atmospheric water vapor to initiate and sustain crosslinking. Below 30% relative humidity, cure proceeds unreliably. In dry industrial environments — climate-controlled electronics factories, winter indoor construction sites, desert-region outdoor installations — relative humidity can drop below 20% RH. Under those conditions, a surface skin typically forms within the expected window, but depth cure stalls. A 6 mm bead that should reach full cure in 24 hours at 50% RH can still be uncured at the core after 72 hours at 15% RH. Applying a second substrate layer over soft, uncured material then traps the problem inside the assembly.
The practical fix: maintain ambient RH above 40% during application and initial cure, or use a light water mist on the surrounding substrate (not directly on the sealant bead) to maintain a local vapor concentration. Closed mold or fixture tooling must have a humidity source incorporated if the cure environment is sealed.
Cold-Temperature Hazards and Extended Cure Windows
Near 0°C, condensation-cure systems can require 5–7 days to reach handling hardness — a timeline that creates real scheduling risk in cold-chain facilities, refrigerated warehouse construction, or offshore platform maintenance during winter campaigns. Addition-cure systems behave more predictably in the cold but still slow significantly; a formulation with an 8-hour cure at 23°C may need 24–36 hours at 5°C.
A compact decision reference for field conditions:
| Condition | Condensation-Cure RTV-1 | Addition-Cure RTV-2 / LSR |
|---|---|---|
| 23°C, 50% RH | Baseline cure per TDS | Baseline cure per TDS |
| 35°C, 60% RH | ~50% faster | 20–40% faster |
| 10°C, 30% RH | 2–3× longer; depth cure risk | 1.5–2× longer; predictable |
| <5°C, any RH | 5–7 days; surface skin only | Significantly slowed; verify before load |
| <20% RH, any temp | Surface skin forms; depth stalls | No humidity dependency |
Post-Cure as a Quality Assurance Step
In automotive sealing applications — gaskets, sensor housings, powertrain covers — engineers routinely add an elevated-temperature post-cure step at 150–200°C for 30–60 minutes after the primary room-temperature cure. The purpose is not just speed. Post-cure drives off residual volatile oligomers, completes any unreacted crosslink sites, and confirms full crosslink density before assembly torque is applied. Skipping this step on a platinum-cured silicone gasket that tested to 35 Shore A at room temperature can mean encountering 28 Shore A under the torque wrench when the part is still slightly undercured — which translates directly to joint compression inconsistency and field leak risk.
UV-Cure Variants: Rapid Hardening for Precision Applications
UV-activated platinum catalyst systems represent a growing niche where speed and spatial precision matter more than section thickness. These formulations use a photolatent platinum complex that remains dormant until exposed to UV light (typically 320–400 nm), then initiates addition cure within seconds to minutes. Electronics potting, optical bonding, and medical device assembly all use this approach to achieve rapid, room-temperature hardening in geometries where heat would damage components. The tradeoff: UV penetration depth is limited to a few millimeters in filled or pigmented systems, so any shadowed area requires a secondary thermal or moisture-cure mechanism to complete.
Outdoor and Controlled-Environment Application
A construction sealant contractor applying RTV-1 to a curtain wall on a 28°C, 70% RH summer day in a coastal region is working with a fundamentally different cure window than an offshore maintenance crew applying the identical product at 8°C and 90% RH on a wind-exposed deck — even though high humidity nominally accelerates moisture cure. At very high wind speeds, surface evaporation can skin the exposed face faster than moisture diffuses in, effectively sealing the cure front and slowing bulk crosslinking. The skin looks cured; the interior is not.
Substrate Interaction at the Interface
Porous substrates — concrete, timber, aerated cement block — absorb moisture from the surrounding air that would otherwise feed RTV-1 cure. On freshly poured or oven-dried concrete, the substrate can actually wick moisture away from the sealant-substrate interface and create an adhesion layer that never fully crosslinks. Non-porous substrates like glass, anodized aluminum, or stainless steel hold no moisture reservoir, but they also don’t compete for it. Priming porous substrates before RTV-1 application seals the surface and ensures the moisture budget stays available for cure chemistry rather than substrate absorption.
Liquid Rubber Hardening in Industrial Applications: Mold Making, Sealing, and Potting
Knowing that liquid rubber cures is one thing. Knowing what incomplete or incorrect cure actually costs you on the production floor is another. Each application category below carries its own hardness target, its own failure mode when that target is missed, and its own practical schedule for getting there reliably.
Mold Making: Full Hardness Before Demolding Is Non-Negotiable
With RTV-2 mold rubbers, the temptation to demold early is a constant pressure point in short-run production. Resist it. Residual crosslinking stress in a silicone mold that hasn’t reached full hardness will cause dimensional drift in the cavity — and you won’t see it until part dimensions start walking outside tolerance several cycles in.
Standard ambient cure for production RTV-2 systems runs 16–24 hours at 20–25°C, depending on catalyst loading and whether an accelerator package is present. Switching to a heated-cabinet protocol at 55–65°C cuts that window to roughly 3–4 hours without altering final Shore A hardness, provided the temperature ramp is controlled and the mold isn’t sealed in a way that traps condensation byproducts. One global casting customer running reproduction architectural elements reduced mold turnaround time by approximately 40% after moving from bench cure to a forced-convection cabinet set at 60°C, using an addition-cure silicone polymer base rather than their previous tin-condensation system. The addition-cure chemistry eliminated the post-cure shrinkage and surface tackiness that had complicated their earlier process.
Switching from ambient to 60°C post-cure on addition-cure RTV-2 silicone can cut demolding time by 30–45% with no measurable change in final Shore A hardness.True
Addition-cure (platinum-catalyzed) silicone crosslinking is thermally activated. Raising temperature accelerates reaction rate without changing network density, so the same hardness endpoint is reached faster. This is consistent with Arrhenius kinetics and is reproducible across standard RTV-2 formulations at Shore A 20–60.
Industrial and Construction Sealing: Hardness Governs Joint Survival
A sealant joint in a curtain-wall or precast concrete facade must accommodate cyclic thermal movement — typically ±25% to ±50% of joint width depending on applicable building code. A cured silicone sealant that comes in too hard (above roughly Shore A 35–40 for a high-movement joint) will generate peel stress at the bond line under thermal cycling and crack within two to three winter seasons. Too soft, and creep failure under sustained load becomes the risk, particularly at horizontal joints carrying their own weight. The practical target for most structural glazing and perimeter sealing applications sits in the Shore A 15–30 range, with elongation-at-break values above 300%.

Electronics Potting and Encapsulation: Protecting Without Stressing
PCB encapsulation with silicone demands a relatively low hardness — Shore A 20–40 is the typical band for through-hole and surface-mount assemblies — because the cure shrinkage and CTE mismatch between silicone and ceramic capacitors or solder joints will generate micro-cracking stress if the matrix is too rigid. Two-part addition-cure systems are preferred here for their predictable pot life (30 minutes to several hours at 23°C depending on formulation) and the absence of corrosive byproducts that could attack copper traces.
Cure confirmation in potted assemblies cannot be done visually. Impedance testing between known reference points across the potted assembly before and after cure is the production-floor method that actually catches incomplete crosslinking, especially in deep-section pours where heat dissipation slows center cure.
Automotive FIPG and CIPG: Line Speed Dictates Everything
Formed-in-place gasket silicone and cured-in-place gasket silicone both operate under tight open-time constraints. On a typical powertrain assembly line, the window between dispensing and flange closure runs 3–8 minutes. After press-fit and bolt torque, the assembly generally reaches OEM-specified Shore A 35–55 within 24 hours at ambient or after a controlled oven pass at 100–120°C. Missing the hardness floor means the gasket cold-flows under bolt load and the joint weeps — a warranty exposure that gets traced back to batch cure data quickly.
Textile and Fabric Coating
Calendered or knife-over-roll LSR applied to technical fabric — airbag substrate is the most demanding case — goes through a hot-air tunnel at 170–200°C with a dwell time calibrated to fabric weight and coating thickness. The target is a Shore A range of roughly 25–45 paired with elongation-at-break above 400%, because the coating must absorb the deployment impulse without tearing. Under-cure here means tacky blocking in the roll; over-cure means the coating embrittles at low temperature, which is the exact moment an airbag deploys.
Underwater and Wet-Environment Cure
Polysulfide sealants maintain workable cure rates in submerged or continuously wet conditions, a property exploited in marine joint work and below-waterline infrastructure repair. The mechanism is oxidative cure that doesn’t depend on atmospheric moisture — the opposite of RTV-1. Certain two-part silicone systems also cure adequately in wet conditions, though surface adhesion requires pre-priming on wet substrates and cure rates drop measurably below 10°C. In practice, a polysulfide applied at 5°C in standing water may take two to three times longer to reach handling strength than the same product at 23°C — plan accordingly.
Troubleshooting Guide: When Liquid Rubber Fails to Harden Correctly
Cure failures cost real money — scrapped molds, delayed production runs, potted assemblies that fail in service. The five symptoms below map directly to root causes, so QC teams and field engineers can diagnose fast rather than guessing.
Symptom 1 — Surface Remains Permanently Tacky After Expected Cure Time
This is the single most common complaint with platinum-catalyzed silicone systems, and the cause is almost always catalyst inhibition. Sulfur compounds (from natural rubber tooling, certain mold-release sprays, or sulfur-cured gloves), tin-based catalysts from adjacent condensation-cure systems, and primary or secondary amines from foam backings and epoxy primers will all poison platinum at trace concentrations — parts per million is enough.
Corrective actions in order of escalation: strip and solvent-wipe all contact surfaces with isopropyl alcohol, replace substrate-contact tooling if contamination is embedded, and run a clean test shot. If tacky cure persists on a clean surface, check the Part B catalyst for age and storage temperature — platinum catalyst activity degrades measurably after 12–18 months or if stored above 30°C. An incorrect mix ratio (even 5–10% off the specified weight ratio) also produces permanent tack at the surface before the bulk shows any problem.
Sulfur contamination from latex gloves is a confirmed inhibitor of platinum-catalyzed silicone cure systems.True
Platinum-catalyzed addition-cure silicone systems are well-documented in silicone chemistry literature to be inhibited by sulfur, nitrogen, phosphorus, and tin compounds. Latex and vinyl gloves that contain sulfur vulcanization residues are a recognized contamination source in production environments.
Symptom 2 — Outer Skin Forms but Core Stays Soft
Classic deep-section failure in moisture-cure RTV-1. These systems cure from the outside in, driven by atmospheric moisture diffusion. Sections thicker than 6–10 mm cure slowly because moisture cannot penetrate fast enough — through-cure at 20 mm depth can take several days even at standard humidity.
Practical fixes: tent the part with wet cloth or use a humidity chamber at 50–70% RH to drive moisture into exposed surfaces, apply a light mist of water to interface layers when building up in staged pours, or use a cure accelerator (typically added at 0.1–0.5% by weight — exact loading depends on the accelerator grade and base viscosity). For sections consistently exceeding 12–15 mm, the correct long-term answer is switching to an RTV-2 addition-cure system, which does not rely on moisture diffusion and cures uniformly through any cross-section given adequate catalyst distribution.
Symptom 3 — Liquid Rubber Hardened in the Container Before Use
Premature gelation in a condensation-cure Part A is almost always moisture ingress — a poorly resealed drum, a humid dispensing environment, or condensation on a cold container brought into a warm room. Even a small amount of moisture triggers the crosslinking reaction before you intend it. Elevated storage temperature (above 25–30°C for most systems) accelerates this. Accidental cross-contamination — a mixing tool used first for Part B, then dipped into Part A — will gel the entire container.
Prevention protocol: seal containers immediately after each draw, store below 25°C, use dedicated dispensing tools, and log opening dates. First-in-first-out stock rotation is non-negotiable for pot lives shorter than six months.
Symptom 4 — Final Hardness Is Lower Than Specification
Under-cure. The four usual suspects are insufficient catalyst loading, an off-ratio mix, an inhibitor reducing effective catalyst concentration, or skipped post-cure. Platinum-catalyzed LSR achieves its nominal hardness — typically within the 10–80 Shore A range depending on formulation — at press temperatures of 150–200°C, but secondary post-cure at 180–200°C for 2–4 hours (duration depends on part mass and section thickness) is required to drive off low-molecular-weight siloxanes and reach full crosslink density.
Track cure progression with a durometer at 1, 4, 8, and 24 hours. If hardness is still climbing at 24 hours at room temperature, post-cure is the answer. If it plateaus well below specification from the start, revisit mix ratio and catalyst age.
Symptom 5 — Hardness Varies Across the Part (Soft Spots)
Unmixed catalyst pockets. In manually dispensed two-part systems, inadequate mixing leaves catalyst-rich and catalyst-lean zones that cure to different hardnesses. Specify a static mixer nozzle with a minimum 24-element helical bead count for low-viscosity systems; higher-viscosity formulations above roughly 50,000 mPa·s benefit from 32 elements or dynamic mixing. Purge the first 50–100 g from any new nozzle before casting. If soft spots appear consistently in machine-dispensed systems, check whether the meter-mix ratio has drifted — a 3–5% ratio error is enough to produce detectable hardness variation with tight-tolerance platinum systems.

Diagnostic Toolkit for Field Use
A Shore A durometer is the baseline instrument — read at the same location, same dwell time (3 seconds), and same temperature each time. Supplement with a finger-tack test (gloved, clean nitrile only — no sulfur sources) to flag surface inhibition before the durometer confirms it. Cut a thin strip from a sacrificial pour to verify depth cure on RTV-1 systems — if the strip bends without resistance at depth, moisture cure is incomplete. Platinum inhibition spot-test kits are available commercially and will confirm or rule out contamination within minutes, which saves hours of guessing on the line.
When to Escalate to the Supplier
Contact technical support when surface decontamination and fresh catalyst do not resolve persistent tack, when batch-to-batch hardness inconsistency exceeds ±5 Shore A on the same formulation and process, or when cure failure occurs in a potting or sealing application where the downstream assembly carries a safety classification. Bring cure temperature logs, mix ratio records, catalyst lot numbers, and durometer readings at multiple time intervals. That data cuts diagnosis time from days to hours.
Selecting the Right Liquid Rubber Chemistry for Controlled Hardening in Your Process
No single liquid rubber chemistry dominates every application. The correct choice depends on capital equipment available, cure temperature tolerance, final hardness target, byproduct constraints, and substrate compatibility — getting this wrong costs you in scrap, downtime, or a sealant failure six months into service.
The table below consolidates the critical decision variables into one working reference.
| Chemistry | Cure Mechanism | Pot Life at 23°C | Final Hardness (Shore A) | Temperature Requirement | Byproduct Concern | Substrate Compatibility |
|---|---|---|---|---|---|---|
| Silicone addition-cure (LSR / RTV-2 platinum) | Hydrosilylation crosslinking | 10 min – 4 hr (inhibitor-dependent) | 10 – 80 | 150–200°C for LSR; ambient possible for slow formulations | None (zero byproduct) | Broad; inhibited by tin, sulfur, amines |
| Silicone condensation-cure (RTV-1, RTV-2) | Moisture-triggered condensation | 30 min – 8 hr | 15 – 60 | Ambient (5–40°C workable) | Acetic acid, oxime, alcohol, or acetone depending on system | Good on glass, metal; avoid copper without primer |
| Polyurethane (PU) liquid rubber | Isocyanate-polyol polyaddition | 10 min – 2 hr | 30 – 95+ | Ambient cure standard; heat accelerates | Residual isocyanate (MDI/TDI); moisture sensitivity during processing | Excellent on concrete, wood, metal with primer |
| Polysulfide | Oxidative or MnO₂-catalyzed chain coupling | 1 – 6 hr | 15 – 45 | Ambient | Low-level thiol odor | Outstanding on aluminum alloy, glass, concrete |
When Addition-Cure Silicone LSR Is the Correct Choice
High-volume injection molding running 30-second to 3-minute cycles at 170–190°C is the natural habitat for platinum-catalyzed LSR. Cycle economics simply do not work with ambient-cure systems at that throughput. Beyond speed, addition-cure chemistry produces no condensation byproducts, which matters critically for food-contact parts (where trapped acetic acid is a regulatory problem) and for potting sensitive electronics where outgassing degrades connector contacts over time.
The ±2 Shore A batch-to-batch tolerance achievable with well-formulated platinum LSR also gives injection molders the dimensional consistency that condensation-cure grades cannot reliably match, particularly on thin-wall parts under 1 mm.
Platinum-catalyzed addition-cure silicone produces no volatile byproducts during crosslinkingTrue
Hydrosilylation joins Si-H to vinyl groups via a platinum catalyst without releasing any condensate. This is confirmed by thermogravimetric analysis data and is the primary reason addition-cure LSR is specified for medical devices and food-contact applications under FDA 21 CFR and EU 10/2011 frameworks.
When RTV-2 Condensation Cure Is Preferred
When no oven exists on the floor and capital budget rules out injection molding tooling, condensation-cure RTV-2 remains the workhorse for large mold-making operations. Casting a 40-kg silicone mold for a concrete architectural panel is a practical example — pot life of 2–4 hours gives the operator time to degas and pour, ambient cure proceeds overnight, and no heat infrastructure is needed. Applications that tolerate small amounts of acetic acid or oxime off-gas are a reasonable fit. Avoid using acetoxy systems on copper-bearing substrates unless you want accelerated corrosion at the interface.
When Polyurethane Liquid Rubber Outperforms Silicone
Abrasion resistance is where silicone loses to polyurethane decisively. Mining screen liners, slurry pump impeller coatings, and industrial roll covers running against abrasive media will wear through a Shore A 40 silicone layer far faster than a Shore A 70–85 cast polyurethane. PU also wins on hardness ceiling — formulations exceeding Shore A 90 are standard, and structural adhesion to steel without primers is achievable with MDI-based systems. The tradeoff: moisture management during processing is non-negotiable, and isocyanate handling requires proper ventilation and PPE protocols.
When Polysulfide Remains the Industry Standard
Aerospace fuel tank sealants and marine superstructure deck seams have used polysulfide for decades because nothing else matches its fuel, solvent, and jet-fuel immersion resistance at sustained temperatures between -55°C and 120°C. The chemistry is mature, approvals are embedded in OEM and MRO specifications, and substituting silicone or PU requires a re-qualification campaign that most operators will not fund. Polysulfide’s relatively low hardness (Shore A 15–45) provides enough flexibility for thermal cycling in aluminum airframe structures without adhesive failure.
Organosilicon Raw Material Sourcing and Supply Chain Considerations
For buyers compounding their own LSR or purchasing base polymers, the supplier’s level of vertical integration directly affects batch consistency. A trader reselling vinyl-terminated PDMS from three different producers in the same quarter introduces molecular weight distribution shifts that change viscosity, cure rate, and final hardness — even when the specification sheet looks identical. Suppliers who polymerize PDMS in-house, surface-treat their own fumed silica, and synthesize platinum catalyst under controlled conditions can hold tighter lot-to-lot tolerances on all three variables simultaneously.
China’s Zhejiang and Jiangsu organosilicon clusters have developed exactly this kind of vertical integration at scale. SiliconChemicals draws on these industrial clusters for vinyl-terminated PDMS, methylhydrogen crosslinker, and treated fumed silica — the three core inputs for addition-cure systems — sourced and quality-controlled within a supply chain dense enough to respond quickly to volume changes or specification adjustments. For global compounders managing formulation consistency across multiple production sites, that structural reliability in raw material supply matters as much as price per kilogram.

Frequently Asked Questions About Liquid Rubber Hardening
Does liquid rubber go completely hard like a plastic, or does it stay flexible?
Cured liquid rubber is an elastomeric solid, not a rigid plastic. After crosslinking, the material retains elongation-at-break values typically between 100% and 800%, depending on formulation and cure system. A Shore A 30 silicone mold rubber will spring back after deformation; a polyethylene part will not. This distinction matters operationally — if your assembly needs both a seal and dimensional compliance under load, an elastomeric cure is a feature, not a compromise. The hardness ceiling is real (roughly Shore A 80 for most liquid silicone rubber grades) but the material never transitions into the glassy, brittle regime that thermoplastics occupy.
Cured liquid silicone rubber cannot reach the hardness of a rigid thermoplastic such as ABS or polycarbonate.True
Crosslinked silicone elastomers are thermoset networks with high chain flexibility between crosslink sites, which structurally prevents the modulus values associated with glassy or semi-crystalline thermoplastics.
How long does liquid rubber take to fully harden?
Cure time depends on chemistry, temperature, section thickness, and — for moisture-cure systems — ambient humidity. The table below gives realistic working ranges rather than single-point claims.
| Chemistry | Condition | Tack-Free / Demolding | Full Mechanical Properties |
|---|---|---|---|
| LSR (addition cure, injection) | 170–200°C, thin section | 20–60 seconds | At demolding; post-cure optional |
| RTV-2 (addition cure) | 23°C, 6 mm section | 30–90 minutes | 24–48 hours |
| RTV-1 (moisture cure) | 23°C, 50% RH | 15–60 minutes surface | 24 hours per 3–5 mm depth |
| RTV-1 (moisture cure) | 23°C, <25% RH, thick section | Several hours surface | Up to 7 days |
| Polyurethane liquid rubber | 23°C, standard mix ratio | 10–30 minutes | 16–24 hours |
For thick RTV-1 pours in dry winter conditions, seven days to full depth cure is not unusual and should be designed into the production schedule.
Can you speed up liquid rubber hardening without changing the formula?
Yes, through three practical routes. Raising temperature is the most reliable: most addition-cure silicone systems follow Arrhenius kinetics, so a 10°C increase roughly halves cure time within the recommended window. For moisture-cure RTV-1, increasing relative humidity from 30% to 60–70% RH can reduce deep-section cure time by 30–50%. Photoactivatable grades respond to UV exposure, cutting cure time from hours to minutes. The limits matter: exceeding the catalyst’s thermal ceiling (typically above 200°C for platinum systems) can cause bubble formation from volatile byproducts. Forcing humidity too high risks surface blistering on thick pours. Work within the supplier’s validated cure window.
What happens if you mix too much or too little catalyst in a two-part system?
Off-ratio mixing is one of the most common field failures. Excess catalyst in an RTV-2 or polyurethane system accelerates the crosslinking reaction, drastically shortening pot life and potentially gelling in the dispensing equipment before the pour is complete. Hardness increases only marginally with excess catalyst — the network density is bounded by available reactive groups, not catalyst quantity. Insufficient catalyst is more damaging: the material remains permanently soft and tacky because not enough crosslinks form to develop a coherent network. That under-cured state is irreversible. There is no salvaging a partially catalyzed pour by adding more catalyst after mixing.
Operational warning: Always verify mix ratio by weight and by volume separately on the first batch of any new drum lot. Viscosity variation between lots can cause volumetric pump errors that mass-based checks catch.
Will liquid rubber harden on its own if left in an open container?
Moisture-cure RTV-1 systems will begin skinning within minutes of air exposure and will eventually harden through the full section given enough time and humidity. Addition-cure Part A and Part B stored separately in sealed containers will not cure — the inhibiting and crosslinking components must combine before the platinum catalyst activates the reaction. Leaving a two-part system’s individual components open to air does not trigger curing; it only risks contamination from sulfur, nitrogen, or tin compounds that can poison platinum catalyst.
Can hardened liquid rubber be softened or re-melted?
No. Thermoset crosslinked rubber degrades chemically before it flows. Applying enough heat to break siloxane crosslinks also breaks the backbone, producing low-molecular-weight cyclic siloxanes and eventual char — not a melt you can reprocess. The only silicone-based elastomers that are genuinely re-processable are thermoplastic silicone elastomers (TPSiV), which use physical rather than chemical crosslinking. If re-meltability is a process requirement, that constraint should drive chemistry selection before procurement, not after.
Is silicone liquid rubber harder or softer than polyurethane liquid rubber?
Silicone generally runs softer. Commercial liquid silicone rubber grades span roughly Shore A 10–80. Polyurethane liquid rubber covers a broader range — Shore A 20 up to Shore D 70 or higher for rigid cast grades. The more operationally significant difference is temperature stability: silicone maintains its hardness reliably from approximately -60°C to +200°C, while polyurethane grades soften measurably above 80–100°C and can embrittle below -30°C. For an outdoor sealing application cycling between desert summer and mountain winter temperatures, the silicone’s narrower hardness range is a more useful specification than the polyurethane’s higher hardness ceiling.
How do I test whether my liquid rubber has fully hardened?

Shore A durometer readings taken at defined intervals after demolding are the standard incoming QC check — measure at three or more points on a flat test plaque, not on the production part geometry. An elongation strip test (cut a dumbbell specimen and pull by hand) catches gross under-cure quickly without equipment. For silicone specifically, compression set after 22 hours at 175°C per ASTM D395 Method B reveals whether the crosslink network is complete enough for long-term sealing applications. Peroxide-cured grades should also show post-cure weight loss within the supplier’s specified range; excess residual peroxide byproducts indicate incomplete cure and can cause long-term surface tackiness in service.














