
Liquid silicone rubber promises exceptional thermal stability, biocompatibility, and long service life — and it frequently delivers. But specify it without fully understanding its cost structure and process constraints, and you’ll find yourself staring at tooling invoices that dwarf your part budget, cycle schedules that don’t survive first contact with a material changeover, and a procurement spreadsheet where raw material costs run three to eight times what you’d pay for a comparable TPE. Those aren’t edge cases. They’re the predictable consequences of choosing LSR for the wrong application or without the right preparation.
LSR’s main disadvantages are high upfront tooling costs ($20,000–$150,000+ per mold), elevated material pricing ($8–$30/kg depending on grade and volume), process sensitivity to contamination and flash, and limited design forgiveness compared to thermoplastics. Material changeovers alone can add 30–90 minutes of unplanned downtime. For low-to-mid volume parts or designs requiring frequent revision, these factors can make LSR economically unviable.
What makes LSR genuinely difficult to evaluate is that its disadvantages aren’t uniform — they shift weight depending on your volumes, part geometry, and how your plant floor actually runs. A disadvantage that’s negligible at 500,000 annual parts can be a project-killer at 20,000. The sections below break down each constraint with the specificity needed to make that call correctly before tooling steel gets cut.

High Tooling and Capital Investment Barriers That Challenge Low-to-Mid Volume Production
LSR tooling is not a line item you negotiate down by switching suppliers. The precision requirements are baked into the physics of the material itself, and every compromise shows up as flash, short shots, or cure inconsistency on the production floor.
Why LSR Molds Cost What They Do
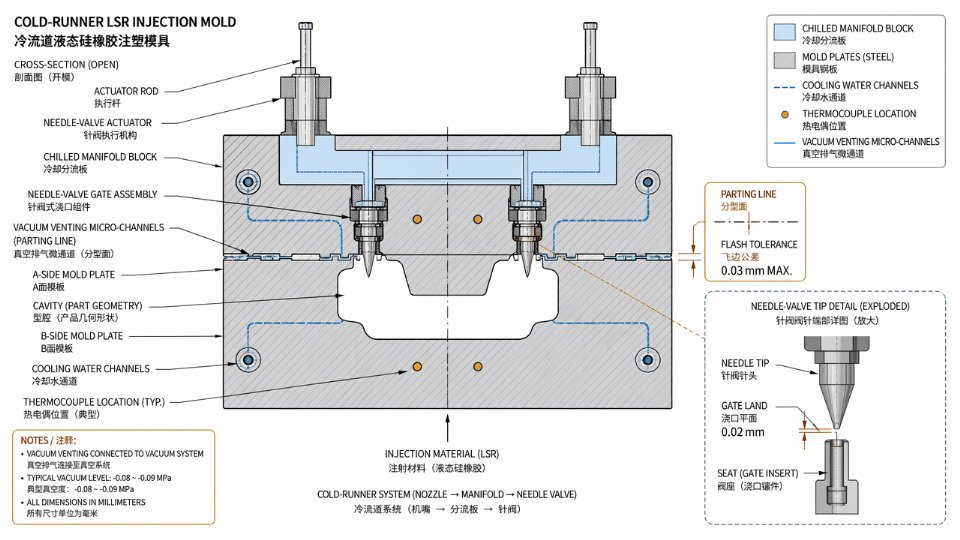
Liquid silicone rubber has a viscosity in the range of 50,000–200,000 mPa·s depending on durometer and shear rate, but it is still orders of magnitude less viscous than most thermoplastic melts under injection conditions. That low viscosity is exactly what makes LSR capable of filling fine features—and exactly what makes it escape through any parting line gap a conventional mold would consider acceptable. Flash tolerance for LSR must typically be held under 0.03 mm. For reference, a human hair is roughly 70 µm; you are working at less than half that.
Achieving that requires hardened tool steels—H13 for its thermal fatigue resistance or 420 stainless for corrosion resistance in medical and food-contact applications—ground and lapped to a surface finish that prevents the material from finding a path out. Add EDM texturing for grip or aesthetic surfaces, cold-runner systems with needle-valve gates to eliminate sprue waste and color-change contamination, and integrated vacuum venting to evacuate trapped air before the shot fills, and you understand why mold costs realistically range from $20,000 for a simple single-cavity prototype tool to $150,000 or more for multi-cavity production molds. The upper end of that range depends primarily on cavity count, part geometry complexity, and whether the tool incorporates full cold-runner manifold infrastructure.
The Press and Dosing System Are Not Optional Upgrades
You cannot reassign a standard thermoplastic injection press to LSR duty without significant modification—and in most cases, plant managers who have tried report it is more cost-effective to buy dedicated equipment. LSR requires a chilled barrel (typically 15–25°C) to prevent premature cure during plastication, a two-component metering and mixing unit maintaining strict 1:1 A/B ratio by volume, and seals that are platinum-compatible throughout the fluid path. Platinum is the catalyst; contamination from tin, sulfur, or amine compounds from incompatible elastomers or seal materials will inhibit cure entirely. The dosing unit alone—peristaltic or gear-pump based systems capable of consistent mix ratios across a full production shift—represents a capital line item of $30,000–$80,000 depending on throughput capacity and pigment-dosing requirements.
Standard thermoplastic injection presses require significant retrofitting or replacement to run LSR, primarily due to barrel temperature inversion, two-component metering, and platinum-compatible fluid path requirements.True
LSR processing requires a cold barrel (15–25°C vs. heated barrels for thermoplastics), a dedicated A/B metering pump maintaining 1:1 volumetric ratio, and seals free of cure-inhibiting materials—none of which are standard features on conventional thermoplastic equipment.
Break-Even Math and the Volume Threshold Problem
Spread $80,000 in combined tooling and dedicated press modification across 10,000 parts and you are carrying $8 per part in capital recovery before you account for material, labor, or energy. At 500,000 parts annually, that number becomes negligible. LSR tooling amortizes into competitive unit economics at annual volumes typically above 50,000–100,000 parts; below that threshold, compression-molded HCR or even cast silicone alternatives often deliver better total cost despite inferior dimensional consistency.
Design iteration compounds this. In a thermoplastic hot-runner system, insert swaps or cavity modifications are relatively modular. In a cold-runner LSR mold, a geometry change that affects the parting line or runner balance frequently requires rebuilding the manifold or commissioning new tooling entirely. A single engineering change order can cost $15,000–$40,000 and consume 4–8 weeks of lead time—on top of the original 8–16 weeks for initial mold fabrication.
Raw Material Selection as a Lever on Tool Life and Total Cost
This is where upstream compound selection has direct downstream consequences. LSR grades vary in filler loading, cure system reactivity, and processing additives. Highly filled compounds or those with aggressive cure packages accelerate mold wear on polished surfaces and can increase cleaning frequency. Working with a formulator or raw material supplier who can tune cure kinetics and filler content to your specific mold geometry and cycle time target—rather than accepting a standard catalog grade—meaningfully extends mold service life and reduces purge waste between runs. Processors running tighter-than-standard material specs often find that moderate differences in platinum catalyst loading affect not just cycle time but also the frequency of cold-runner needle maintenance, which at $500–$2,000 per valve service event adds up across a high-cavity tool.
Difficult Bonding, Adhesion, and Overmolding Constraints Across Substrates
Silicone’s chemical inertness — the same property that makes LSR biocompatible and weathering-resistant — works directly against you when you need it to stick to anything. Cured LSR has a surface energy of roughly 18–22 mN/m, which sits well below the threshold where most adhesives, primers, or substrate surfaces can form reliable interfacial bonds. For comparison, stainless steel runs above 700 mN/m and even polypropylene is around 30–31 mN/m. That gap is not a minor inconvenience. It means that without deliberate surface engineering on one or both sides of the interface, you are relying on mechanical interlocking alone — and in most precision assemblies, that is not enough.
Why Primers and Surface Activation Are Rarely Optional
The standard industrial response is to apply an organosilane-based adhesion promoter before molding LSR against a substrate. Amino-functional and epoxy-functional silanes are the most common chemistries here. They work by creating a covalent bridge: one end of the silane molecule reacts with hydroxyl groups on the substrate surface (metal oxides, glass, polar plastics), the other end co-crosslinks into the LSR network during cure. When applied correctly and cured at the right temperature and humidity, this approach transforms a near-zero peel strength into something structurally useful.
The problem is process discipline. Silane primers are sensitive to application thickness, solvent flash-off time, surface cleanliness, and ambient humidity. Apply too thick a coat and you get a weak boundary layer; too thin and coverage is incomplete. Most production lines targeting 3–8 N/mm peel strength on stainless steel are operating a tighter process window than they initially budget for.
Plasma activation and UV-ozone treatment offer an alternative or complement — they raise substrate surface energy and remove organic contamination without adding a wet chemical step. But both require dedicated capital equipment, add 20–60 seconds per part to the cycle, and introduce their own failure modes if the activation window is not respected. Activated surfaces begin to decay within minutes to hours depending on the substrate and environment. If a treated part sits in a bin too long before molding, you are back to poor adhesion with no visible indication that anything went wrong.
Plasma-activated and silane-primed stainless steel can achieve peel strengths of 3–8 N/mm with LSR under optimized conditionsTrue
This range is consistent with published adhesion data for organosilane-primed metal substrates bonded to addition-cure LSR, with actual values depending on silane type, cure schedule, and surface preparation quality.
Two-Shot Overmolding: Substrate Selection Is Not Flexible
Two-shot and insert overmolding with self-bonding LSR grades narrows the substrate list considerably. PA66, PC, and PBT show acceptable chemical compatibility with self-bonding LSR systems because their polar surface groups interact with the adhesion promoter already compounded into the LSR. Polyolefins — PP and PE — do not. Their non-polar surfaces and low surface energy create a combination that resists bonding even with self-bonding grades. Achieving functional adhesion on PP without flame treatment, plasma activation, or a silane primer coat is genuinely difficult in production, not just theoretically suboptimal.
A typical failure scenario: a product team designs an overmolded LSR seal onto a PP structural carrier, selects a self-bonding LSR grade based on a datasheet claim, and skips surface preparation to reduce cycle time. First-article parts look fine. Field failures — delamination under thermal cycling or mechanical flex — appear weeks later.
Contamination as a Permanent Adhesion Killer
Post-activation contamination is a risk that catches plants off guard. Mold release agents containing silicone oils are the most common culprit: even trace transfer onto insert surfaces before overmolding can eliminate the adhesion gain from primer treatment. Skin contact from bare hands deposits oils that are equally damaging. These contaminants are difficult to remove without re-cleaning and re-activating the surface, and in a production line running short cycles, the contamination often goes undetected until destructive testing.
Understanding the coupling agent architecture behind these chemistries — which functional group targets which substrate, how cure temperature affects silane hydrolysis and condensation, where amino-silanes outperform epoxy-silanes and vice versa — is where the real engineering value sits. SiliconChemicals’ organosilane product line covers the breadth of functional silane chemistries relevant to LSR bonding applications, making it a practical reference point when specifying primer systems or evaluating adhesion promoter options for a specific substrate-LSR combination.
Post-Cure Requirements, Flash Removal, and Hidden Secondary Processing Costs
The per-shot cycle time on an LSR press looks attractive on paper — 15 to 60 seconds, high cavitation, lights-out potential. What that number doesn’t capture is everything that happens after the part drops out of the mold. For a significant share of LSR applications, secondary operations add more cost per piece than the molding step itself, and those costs rarely appear in early-stage make-vs-buy comparisons.
Why Post-Cure Is Non-Negotiable for Regulated Applications
Freshly demolded LSR contains residual low-molecular-weight siloxane cyclics — primarily D4, D5, and D6 — that didn’t fully volatilize during the injection cure cycle. At typical mold temperatures of 150–220°C with dwell times measured in seconds, full extraction of these species simply doesn’t happen. For general industrial parts that tolerance isn’t always critical. For medical devices, food-contact components, and electronics in contact with sensitive surfaces, it is.
Post-cure in a circulating-air oven at around 200°C for two to four hours drives off the majority of these volatiles. The exact time-temperature combination depends on part wall thickness, shore hardness, and the specific platinum-cure system used — thicker cross-sections need longer dwell times to reach thermal equilibrium through the part, not just at the surface. Regulatory requirements, particularly under FDA 21 CFR, EU 10/2011 for food contact, or ISO 10993 for medical biocompatibility, will often dictate minimum post-cure parameters rather than leaving them to engineering judgment.
At production scale this creates a real infrastructure burden. A single batch oven capable of handling a meaningful production volume runs $8,000–$35,000 capital depending on chamber size and temperature uniformity specification. Energy consumption for continuous oven operation across a shift typically adds $0.05–$0.40 per part at production volumes, but that range widens sharply for small, lightweight parts run in dense racks versus large thick-walled components with low parts-per-tray density. Add racking labor, tray handling, and the floor space a bank of ovens occupies, and post-cure easily contributes $0.10–$2.00 per part to fully loaded cost — a figure that can exceed the molding cost itself on low-gram-weight parts.

The Flash Problem Is Structural, Not a Process Defect
LSR’s viscosity before cure — typically 200–1,000 Pa·s depending on durometer and filler loading — is two to three orders of magnitude lower than most thermoplastic melts. That means parting line gaps that would be perfectly acceptable for polypropylene or TPE will generate thin, persistent flash on an LSR tool. Even a well-built, well-maintained mold will produce some flash as tooling wears; the question is how you remove it.
Manual trimming is the default for low-to-mid volume runs: skilled labor with small scissors or blades, at $0.05–$0.50 per part depending on geometry and flash extent. It’s slow, introduces dimensional variability, and creates ergonomic fatigue issues at volume. Cryogenic deflashing — tumbling parts in liquid nitrogen to embrittle and fracture flash — is the higher-throughput solution, but the equipment runs $30,000–$80,000 capital and ongoing liquid nitrogen consumption adds roughly $0.02–$0.15 per part depending on batch size and geographic N₂ pricing. Laser deflashing exists for high-precision applications but carries even higher capital cost and is mainly justified for complex geometries in medical or optical parts where dimensional tolerances on the deflash line are tight.
LSR flash is purely a result of poor mold quality and can be eliminated with better toolingFalse
LSR's inherently low pre-cure viscosity means it will penetrate parting line gaps that cause no flash issues with higher-viscosity thermoplastics. Even precision tooling produces flash over time as the mold wears, making deflashing a structural secondary cost rather than a correctable defect in most production scenarios.
Surface Contamination After Cure Adds Handling Complexity
Cured LSR surfaces carry a persistent electrostatic charge that attracts airborne particulates almost immediately after demolding. For a general-purpose seal this is a nuisance. For an optical-grade lens gasket, a medical implant component, or an electronics sealing ring that contacts a PCB, it’s a yield and compliance issue. Cleanroom packaging, ionized air blower stations, or individual part bagging add another $0.03–$0.30 per part depending on cleanliness class required and whether the operation is manual or automated.
What the Fully Loaded Cost Actually Looks Like
A part quoted at $0.40 in molding cost might carry:
| Secondary Operation | Typical Added Cost per Part |
|---|---|
| Post-cure (oven, labor, energy) | $0.10–$0.80 |
| Cryogenic deflashing (amortized) | $0.05–$0.20 |
| Inspection and dimensional check | $0.03–$0.15 |
| Cleanroom handling / packaging | $0.03–$0.30 |
| Total secondary burden | $0.21–$1.45 |
That same $0.40 part lands at $0.61–$1.85 fully loaded — a doubling or quadrupling depending on application requirements. Procurement teams pricing LSR on per-shot or per-kilogram metrics without accounting for downstream operations routinely underestimate program cost by 40–60% in early project phases. Building secondary operations into the cost model from the first RFQ, not after tooling is cut, is where that error gets caught before it becomes a budget problem.
Limited Compatibility With Certain Chemicals, Fuels, and Extreme Swelling Environments
LSR earns its reputation in genuinely demanding environments — dilute acids and alkalis, water, ozone, UV radiation, and most cleaning agents cause it little harm. For outdoor seals, medical-grade components, and food-contact parts, that resistance profile is real and well-documented. The problem starts when that reputation gets applied universally, without regard for chemical family or exposure conditions. Engineers who specify standard polydimethylsiloxane-based LSR into fuel-contact or aggressive solvent environments often discover the failure mode only after production parts are already in the field.
Hydrocarbon Solvents and Fuel Swelling
The siloxane backbone that gives LSR its thermal stability and flexibility is inherently nonpolar, which makes it highly susceptible to swelling in nonpolar media. Aromatic hydrocarbons — toluene, xylene, benzene — and aliphatic fuels cause volumetric swell in standard LSR typically ranging from 10% to 40%, depending on the specific compound, filler loading, crosslink density, and exposure temperature. At the lower end of that range you get dimensional drift and a softer durometer; at the upper end you get a part that no longer seals, fits, or carries meaningful mechanical load. Tensile strength and tear resistance drop in proportion to the degree of swell, and the damage is not always fully reversible once the solvent is removed.

For automotive fuel system components — injector seals, diaphragms, pump membranes — this rules out standard LSR outright in most modern fuel blends, particularly those with aromatic content or ethanol additions that shift the polarity profile of the fuel.
Steam and Superheated Water Degradation
Prolonged steam exposure is a separate failure mechanism that catches medical device engineers off guard. At temperatures above 120°C, steam accelerates hydrolysis of the siloxane backbone, progressively reducing tensile strength and elongation at break. A gasket or tubing component that passes initial autoclave qualification at 50 or 100 cycles may begin showing measurable property loss somewhere between 200 and 500 cycles — a range that depends heavily on wall thickness, compound formulation, and steam pressure. For reusable surgical instruments or sterilization trays with aggressive cycle counts, this degradation curve needs to be characterized experimentally, not assumed away.
Standard LSR maintains full mechanical integrity through hundreds of high-pressure autoclave cyclesFalse
Prolonged steam exposure above 120°C accelerates siloxane backbone hydrolysis, causing measurable tensile strength and elongation loss over repeated cycles. The rate depends on compound formulation, wall section, and cycle parameters — and must be validated, not assumed.
Concentrated Acid and Aggressive Chemical Processing
At elevated temperatures, concentrated sulfuric acid and phosphoric acid can attack the silica filler system in LSR, leading to surface degradation and potential filler leaching. This limits the usefulness of standard LSR in chemical processing equipment, acidic bath seals, or anywhere the part sits in contact with oxidizing or strongly concentrated acids for extended periods at temperature. Dilute acid exposure is a different story — LSR handles that well — but the distinction between dilute and concentrated is not always respected during material selection.
When to Specify Fluorosilicone Instead
Fluorosilicone (FVMQ) addresses the hydrocarbon and fuel resistance gap directly. The fluorinated side groups tighten the polymer’s resistance to nonpolar solvents considerably, typically reducing swell to under 5% in the same fuel environments that cause 20–30% swell in standard LSR. The trade-off is real: fluorosilicone typically costs 2–4x more per kilogram than standard LSR grades, and its low-temperature flexibility is reduced, which matters for cold-climate sealing applications.
A practical decision framework for elastomer selection should work through at minimum: chemical family (polar vs. nonpolar, oxidizing vs. reducing), operating temperature and whether steam or pressurized water is present, exposure duration and whether it is continuous or intermittent, and cycle count for autoclave or cleaning applications. Standard LSR is appropriate when those factors land in the polar-media, moderate-temperature, lower-cycle-count zone. When hydrocarbon content, concentrated acid, or high-cycle steam are on the table, FVMQ, EPDM, or fluorocarbon elastomers deserve serious evaluation.
How Base Polymer Architecture Affects Chemical Resistance
Chemical resistance in LSR is not fixed at the generic “silicone” level — it is a function of vinyl content, filler type and surface treatment, crosslink density, and any inhibitor package in the compound. Higher crosslink density generally reduces equilibrium swell in solvents. Reinforcing filler selection affects the acid resistance of the surface layer. These variables are tunable at the compounding stage, which is where a supplier’s formulation depth matters. SiliconChemicals’ compounding capability allows adjustment of these parameters to optimize resistance profiles for specific chemical exposure conditions — a meaningful lever for applications that sit near the boundary of what standard commercial LSR grades can tolerate.
Tear Strength, Wear Resistance, and Mechanical Limitations in Dynamic Load Applications
LSR earns its place in static sealing, medical molding, and electrical insulation largely on the strength of its thermal stability and biocompatibility. But engineers who specify it for dynamic, high-cycle, or abrasion-intensive applications often discover the mechanical profile tells a different story. Understanding where those limits sit — and why they exist at the molecular level — prevents costly misapplications.
Baseline Mechanical Properties: Competitive in Statics, Constrained in Dynamics
Typical LSR formulations deliver tensile strength of 6–12 MPa, elongation at break of 200–600%, and Shore A hardness across the 20–80 range — figures that depend heavily on silica filler loading, cross-link density, and the specific base polymer grade. For a static face seal or a flexible membrane that cycles slowly, those numbers are workable. The problem surfaces when you introduce repetitive impact, sliding contact, or sustained load: the same low cross-link density and relatively weak filler-polymer interface that gives LSR flexibility also limits its resistance to crack initiation and propagation.
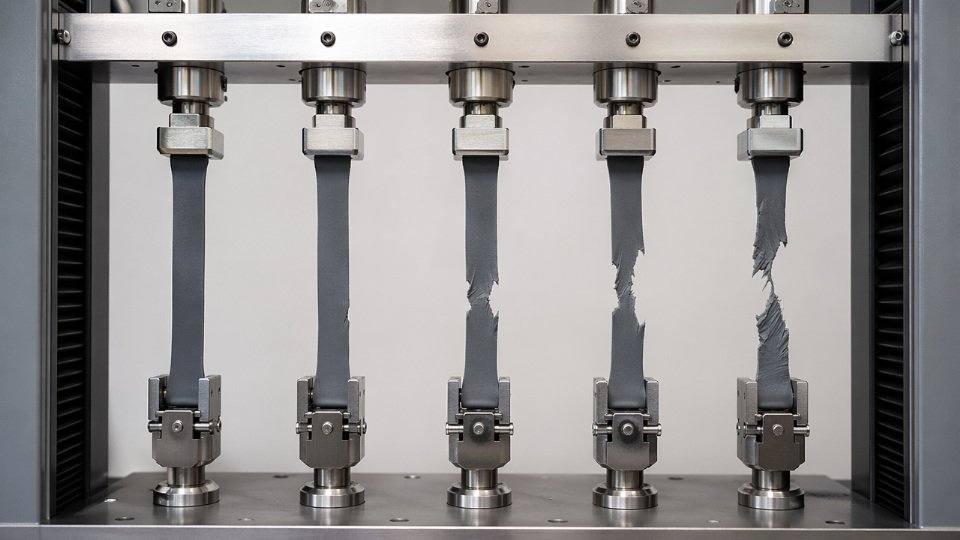
Tear Strength: The Number That Disqualifies Thin-Walled Designs
Tear resistance measured by ASTM D624 Die C typically falls between 10–40 kN/m for LSR, depending on formulation and durometer. Natural rubber reaches 50–100 kN/m; polyurethane can exceed that range further still. In practice, this gap shows up during assembly and service: a thin-walled LSR diaphragm or boot seal with a sharp corner radius can begin propagating a nick within the first few hundred flex cycles, while a comparable NR or PU part absorbs the same stress without initiating a tear. If your part wall drops below roughly 0.5–1.0 mm and experiences repeated flexure, tear resistance becomes a design-governing constraint, not a secondary consideration.
LSR has equivalent tear strength to natural rubberFalse
LSR tear resistance typically ranges 10–40 kN/m under ASTM D624 Die C, while natural rubber commonly reaches 50–100 kN/m. The difference is significant for dynamic and thin-wall applications.
Compression Set and Long-Term Seal Relaxation
This is where LSR’s reputation needs careful qualification. At elevated temperatures — the 22h/175°C test condition — LSR compression set values below 10% are genuinely achievable and competitive with most elastomers. Shift to ambient temperature service, or introduce water immersion or steam exposure, and the picture changes. Aqueous environments accelerate siloxane backbone hydrolysis and can cause measurable sealing force relaxation over months of service. For a gasketed flange that a maintenance crew retorques periodically, this may be manageable. For a cable entry seal in a sealed enclosure that no one opens for five or ten years, the same relaxation becomes a leak path. Engineers specifying LSR in long-term structural sealing — grommets under bolt clamping load, for instance — should validate compression set under actual service temperature and media conditions, not just the standard elevated-temperature datasheet value.
Abrasion and Friction: Poor Sliding Contact Performance
LSR’s coefficient of friction against steel runs approximately 0.6–1.2, varying with surface finish, lubrication, and durometer. Combined with relatively low hardness, this makes uncoated LSR a poor candidate for sliding seals, squeegee blades, or any component experiencing continuous reciprocating contact. Surface treatments exist — PTFE dispersion coatings, silicone hard coats — but each adds a processing step, an adhesion requirement, and a cost line that belongs in the project economics from the start, not as a late-stage fix when field wear data comes in.
Creep and Cold Flow Under Sustained Load
Under sustained compressive or tensile stress, LSR exhibits measurable creep over time, particularly at temperatures above 60–80°C or under high bolt torque. For a grommet compressed between two metal plates in an automotive firewall application, that cold flow translates directly to reduced clamping force and eventual seal compromise. EPDM and NBR generally outperform LSR in creep resistance under ambient-temperature sustained loads, which is why they remain dominant in sealing applications where preload retention over years of service is the primary requirement.
Elastomer Selection Guide: Dynamic Load and Wear Applications
| Property | LSR | EPDM | NBR | Polyurethane |
|---|---|---|---|---|
| Tensile strength | 6–12 MPa | 7–15 MPa | 10–20 MPa | 20–60 MPa |
| Tear resistance (ASTM D624C) | 10–40 kN/m | 20–50 kN/m | 25–60 kN/m | 50–150 kN/m |
| Abrasion resistance | Poor | Moderate | Moderate | Excellent |
| Compression set (elevated temp) | Excellent | Good | Moderate | Poor |
| Compression set (ambient, aqueous) | Moderate | Good | Good | Moderate |
| Creep under sustained load | Moderate–Poor | Good | Good | Moderate |
| Recommended for sliding seals | No (uncoated) | Marginal | Marginal | Yes |
The takeaway for procurement and design teams: LSR’s mechanical profile makes it the right choice for a specific and real set of applications. Outside that envelope — high-cycle fatigue, abrasive contact, sustained clamping loads, thin sections subject to tearing — specifying LSR because it’s familiar or because it passed an earlier static application is how programs accumulate field returns.
Supply Chain Sensitivity, Raw Material Pricing Volatility, and Geopolitical Sourcing Risks
LSR is not a commodity material you can swap suppliers on with a few weeks’ notice. Understanding why requires tracing the production chain from raw earth to finished compound — because risk accumulates at every stage.
The Supply Chain Is Longer and More Concentrated Than Most Buyers Realize
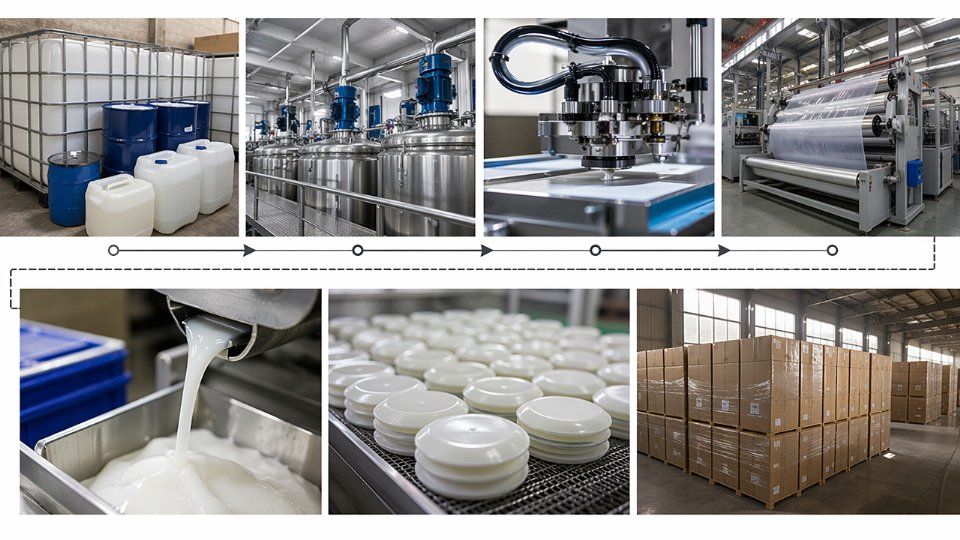
The path to a finished LSR compound runs roughly: quartz mining → metallurgical silicon smelting → chlorosilane synthesis (primarily methyltrichlorosilane and dimethyldichlorosilane) → hydrolysis and cyclization into siloxane intermediates like DMC (dimethylcyclosiloxanes) and D4 → ring-opening polymerization into polydimethylsiloxane base polymers → compounding with fillers, platinum catalyst, inhibitors, and pigments to produce the two-part LSR system your press actually runs.
Each conversion step is capital-intensive, technically specialized, and dominated by a small number of producers. That concentration means a disruption at one node — a smelter curtailment, a regulatory enforcement action, a logistics bottleneck — propagates forward through the chain within roughly four to twelve weeks. By the time your purchasing team sees a price increase on a compound invoice, the root cause may have originated six months earlier at a silica quarry or a power tariff decision.
Silicon Metal: Geography Is the Core Vulnerability
China produces approximately 60–70% of global silicon metal, concentrated in provinces like Yunnan, Sichuan, and Xinjiang where hydroelectric or coal power keeps smelting economics viable. When provincial governments tighten energy consumption quotas — which has happened repeatedly as environmental compliance targets tighten — silicon metal output drops quickly. Those reductions translate into tighter siloxane intermediate availability and, consequently, upward pressure on LSR compound pricing. Historically, compound prices have swung 10–25% quarter-over-quarter during significant supply disruptions, with medical-grade and optically clear LSR grades hit hardest because their tighter specification windows leave compounders less room to substitute intermediate sources.
China accounts for approximately 60–70% of global silicon metal productionTrue
This is consistent with data from the USGS Mineral Commodity Summaries and industry trade reporting, which have consistently placed China's share of global silicon metal output in the 60–70% range over the past decade.
Platinum Catalyst: A Different Kind of Scarcity Problem
The platinum-group metal dependency in LSR is easy to underestimate because catalyst loading is small by weight — typically in the parts-per-million range in finished compound. But small loading does not mean small risk. Platinum supply is heavily concentrated in South Africa, which accounts for over 70% of primary production, with Russia contributing roughly 15%. Both sources carry geopolitical and logistical risk profiles that have nothing to do with silicone chemistry. Platinum spot prices have ranged broadly — approximately $800 to $1,200 per troy ounce in recent years, with the actual range in any given window depending on automotive catalyst demand, mining labor conditions, and currency dynamics. Because compounders absorb catalyst cost into their formulation economics, platinum price spikes compress their margins or get passed downstream with a lag of one to two quarters.
Regulatory Pressure on Cyclic Siloxanes Adds Formulation Cost
EU REACH restrictions targeting D4, D5, and D6 cyclic siloxanes have forced compound reformulation across the industry. Manufacturers that historically used D4-route intermediates have had to qualify alternative synthesis pathways or reformulate base polymers entirely — a process that takes time, analytical resources, and often introduces new raw material dependencies. For end processors, the practical consequence is qualification re-runs, updated regulatory documentation, and in some cases temporary supply gaps while alternative grades move through approval cycles.
What Procurement Teams Should Actually Do
Relying on a single spot-market compound supplier with no upstream visibility is the highest-risk procurement posture for LSR. Practical mitigation looks like this:
| Risk Factor | Mitigation Approach | Lead Time to Implement |
|---|---|---|
| Silicon metal price shock | 8–12 week safety stock; quarterly pricing reviews | 2–3 months |
| Platinum volatility | Fixed-price supply agreements with index caps | 1–3 months negotiation |
| D4/D5 regulatory shift | Qualify REACH-compliant grade before mandate deadline | 6–18 months |
| Single-source compound dependency | Qualify second supplier with overlapping specs | 6–12 months |
Working with an integrated supplier — one that controls organosilicon intermediates rather than purchasing them on the open market — gives procurement teams two things the spot market cannot: upstream price transparency and the ability to request formulation customization without triggering a full requalification cycle at a third-party compounder. SiliconChemicals’ position within China’s organosilicon industrial cluster, producing silanes, siloxanes, and finished LSR compounds under one organizational structure, means customers can trace cost drivers directly to raw material inputs rather than accepting opaque compound pricing as a black box.
That transparency matters most precisely when markets tighten — which, given the structural concentration in this supply chain, will happen again.
Processing Challenges: Inhibition, Contamination, and the Steep Learning Curve for New Processors
LSR molding looks deceptively straightforward on paper — pump two components, inject, cure, eject. In practice, it is one of the more unforgiving polymer processes on the plant floor. The chemistry that makes LSR useful, platinum-catalyzed addition cure, is the same chemistry that makes it fragile in a real production environment.
Platinum Catalyst Inhibition: The Silent Production Killer
Platinum catalyst inhibition is not a theoretical risk. It is a regular, costly occurrence in shops that run mixed elastomer or mixed-process environments. Certain compounds — sulfur, tin, nitrogen-based amines, and phosphorus derivatives — coordinate strongly with the platinum catalyst and deactivate it, either partially or completely. The result is a part that exits the mold tacky, under-cured, or dimensionally wrong. The entire shot is scrap. Worse, if the inhibitor has contaminated the mold surface, you will scrap every shot until the tool is thoroughly cleaned and re-validated.
Common inhibition sources in production are more varied than most new processors expect:
- Tin-condensation RTV silicones left on tooling from previous maintenance or prototyping work
- Sulfur-containing gaskets or seals used in hydraulic or pneumatic fittings on older presses
- Amine-cured epoxy adhesives applied near the tool or on fixtures
- Latex examination gloves — a single latex-gloved hand touching a mold cavity surface can contaminate a full production run
- PVC plasticizers migrating from conveyor belts, cable insulation, or storage trays
- Certain metalworking fluids and solvent-based mold release sprays not formulated for addition-cure silicone
The standard countermeasure is strict material segregation, documented glove protocol (nitrile only, ideally powder-free), dedicated tooling, and a contamination response procedure that includes solvent wipe-down followed by bake-out validation shots. None of that infrastructure comes free, and smaller shops often learn these protocols the hard way.
Latex gloves are a well-documented source of platinum catalyst inhibition in LSR molding environments.True
Latex contains sulfur-based vulcanization residues that are known to deactivate platinum addition-cure catalysts on contact with mold surfaces or uncured LSR.

Process Window Narrowness and Parameter Sensitivity
LSR cure chemistry demands tighter process control than most thermoplastic injection molding. Mold temperature uniformity within roughly ±3°C across the cavity surface is the practical industry target — uneven heating produces hardness gradients, surface tack on the cooler zones, and flash on the hotter ones. Injection speed affects shear heating and fill front behavior in thin walls. Shot weight and A/B ratio consistency — typically 1:1 by volume — must be maintained within tight limits across every cycle; dosing pump wear or contamination in the metering unit drifts this ratio gradually, producing Shore hardness variation that may not be caught until functional testing.
The process window for a given part geometry and LSR grade is usually determined empirically, through a structured design-of-experiments during process development. For a new molder without that institutional knowledge, early production is essentially a paid tuition period.
Training Investment and Time to Process Stability
New LSR processors should plan realistically for a 6–18 month ramp before achieving consistent, auditable process stability — shorter for simple geometries and non-regulated applications, longer for medical or automotive parts where process validation, SPC, and capability studies are mandatory. Experienced LSR process engineers are not abundant; hiring or developing them adds to the true cost of entry. Many shops underestimate this and price their first LSR contracts against mature cycle times they have not yet achieved.
Purging, Changeover, and Material Waste
Switching between LSR colors, hardness grades, or formulations requires purging the entire feed system — mixing head, static mixer, and runner system. Expect to waste 1–5 kg of material per changeover, depending on system volume, with the range driven primarily by mixer and manifold design. Cold-runner systems add another layer of risk: if a shutdown is not managed correctly, material in the runner can begin to gel, requiring disassembly and manual cleaning that costs hours of press time.
Quality Control Demands Beyond Dimensional Inspection
LSR parts cannot be fully characterized by dimensional checks alone. Durometer testing across multiple locations, compression set testing for sealing applications, tear strength sampling, and — for medical grades — extractables and leachables testing per ISO 10993 or USP Class VI represent a QC infrastructure investment that a shop running commodity thermoplastics is simply not equipped for. Cosmetic applications add visual inspection burdens for surface texture, color consistency, and flash. The per-part QC cost is real and should be built into any honest cost model before committing to LSR as a production material.
Environmental and End-of-Life Limitations: Recyclability, Incineration, and Sustainability Challenges
LSR’s chemical durability — the very property that makes it valuable in demanding applications — becomes a liability the moment a part reaches end of life. The platinum-catalyzed cure reaction forms an irreversible three-dimensional Si-O-Si crosslinked network. Once that network sets, no amount of heat, pressure, or solvent will re-liquefy it. Unlike thermoplastic elastomers, which retain melt processability and can be ground, re-pelletized, and reintroduced into a production stream, cured LSR is permanently locked in its thermoset state. There is no industrial-scale mechanical recycling pathway for it. None.

Production Scrap Has Nowhere Useful to Go
Every LSR molding operation generates cured waste: sprue and runner stubs where cold-runner systems aren’t used, flash trimmed from parting lines, and out-of-spec parts pulled during inline inspection. In a thermoplastic operation, that scrap goes back into the hopper. In an LSR operation, it goes into a bin destined for landfill or incineration. Depending on part geometry, shot efficiency, and process maturity, cured scrap can represent anywhere from 2% to 15% of material consumed — and at $8–$30/kg for the base compound, that’s a real cost sitting in a disposal container rather than a recyclate stream. High-cavitation tooling with hot-runner dosing systems reduce this, but they require the capital investment already discussed elsewhere in this article.
There is no established commercial-scale mechanical recycling pathway for cured LSR.True
LSR undergoes irreversible platinum-catalyzed crosslinking. The resulting thermoset silicone network cannot be remelted or reprocessed by any conventional mechanical recycling method available at industrial scale as of the mid-2020s.
Incineration Byproducts and Material Loss
When cured silicone is incinerated, the backbone oxidizes to amorphous silicon dioxide — essentially a fine silica ash. The material is non-toxic, but it is also completely useless as silicone feedstock. You cannot recover PDMS, fluid, or any organosilicon intermediate from combustion ash. The silicon chemistry that took energy to produce — quartzite reduction, chlorosilane synthesis, hydrolysis, polymerization — is gone. From a lifecycle carbon perspective, that embedded energy is unrecoverable. Silica ash also creates practical handling challenges in waste-to-energy facilities, requiring collection and disposal as a solid residue rather than simply becoming flue gas.
Regulatory Pressure on Cyclic Siloxane Extractables
EU REACH regulation designates D4 (octamethylcyclotetrasiloxane), D5 (decamethylcyclopentasiloxane), and D6 as substances of very high concern based on persistent, bioaccumulative, and toxic classifications. LSR compounds — particularly lower-viscosity grades and certain specialty formulations — can contain trace quantities of these cyclics as processing aids or residual oligomers. That doesn’t automatically disqualify an LSR product from the European market, but it does require extractables testing, formulation review with your silicone supplier, and compliance documentation that adds engineering time and cost to product registration. Medical and food-contact applications face the most scrutiny, and the regulatory direction since the late 2010s has moved consistently toward tighter restrictions rather than relaxation.
Chemical Recycling: Laboratory Promise, Commercial Gap
Pyrolysis of crosslinked silicone to recover D4/D5 cyclics and low-molecular-weight PDMS oligomers has been demonstrated at laboratory scale. The chemistry is straightforward in principle — thermal depolymerization under controlled conditions. The economic and energy reality is less clean. Yields depend heavily on feed purity, contamination from fillers or pigments, and the energy input required to sustain pyrolysis temperatures. As of the mid-2020s, no commercially operating industrial pyrolysis chain for post-consumer or post-industrial cured silicone exists at meaningful throughput. It remains a research direction, not a procurement solution.
Practical Guidance for Designers Working Under Sustainability Constraints
Before specifying LSR on a new program with ESG reporting requirements or EU market obligations, run the honest comparison against TPE alternatives. If the operating temperature ceiling sits below 120–130°C, if the chemical exposure profile is mild, and if the part doesn’t require silicone’s specific biocompatibility or optical clarity, a recyclable TPE may close the performance gap while dramatically improving your lifecycle assessment score. Where LSR is genuinely the right material, design for minimum cured waste: invest in cold-runner or valve-gated tooling to eliminate runners, tighten parting-line tolerances to reduce flash, and build post-cure scheduling into production planning so out-of-spec rejects are caught before full downstream processing adds value to scrap. HCR silicone shares LSR’s end-of-life limitations, and fluorosilicone carries the additional environmental burden of fluorine chemistry — so switching within the silicone family doesn’t solve the recyclability problem. The honest answer for sustainability-conscious procurement is that LSR’s end-of-life profile is a genuine weakness, and design decisions made early in a program are the only real lever available to manage it.
Frequently Asked Questions About LSR Disadvantages
Is LSR always more expensive than thermoplastic elastomers?
Not always — but in most low-to-mid volume scenarios, yes. Material cost alone runs $8–$30/kg for LSR depending on grade and order volume, versus roughly $2–$6/kg for comparable TPE compounds. That gap widens when you factor tooling: a production-grade LSR mold runs $20,000–$150,000+ against a simpler TPE tool at perhaps $8,000–$40,000 for equivalent geometry. The crossover point where LSR’s total cost per part becomes competitive typically requires annual volumes above 500,000–1,000,000 parts, though cavity count, part weight, and cycle time all shift that threshold significantly. Where LSR genuinely justifies its premium is in applications demanding autoclave sterilization, sub-zero flexibility, or regulatory-grade biocompatibility — performance envelopes where TPE simply fails in service. If your application doesn’t stress those properties, TPE is almost always the more economical choice.
Can LSR be recycled or reused after curing?
No — and no current industrial pathway changes that. Thermoset crosslinking is irreversible; once cured, the silicone network cannot be remelted or reprocessed. Scrap parts and runner waste go to landfill or, where permitted, incineration. Pyrolysis research is progressing and can recover silica and some lower siloxane fractions, but no commercially viable, plant-scale recycling stream exists for cured LSR as of now. Honest timelines suggest meaningful infrastructure is at least a decade away for most industrial sectors. Procurement teams building ESG-aligned supply chains should document this limitation explicitly in lifecycle assessments.
Cured LSR can be mechanically ground and reblended into new LSR compound as a functional filler.False
Crosslinked LSR cannot re-enter the silicone polymer network. Ground cured silicone can be used in limited applications as an inert filler, but it does not function as a processing diluent or restore mechanical properties — this practice is not standard in precision molding.
Why does my LSR part have sticky or uncured surfaces?
Almost certainly platinum catalyst inhibition. Sulfur compounds, nitrogen-containing materials, organotin residues, and some plasticizers all poison the platinum catalyst — a tiny amount of contamination across a mold surface or within the substrate being overmolded can prevent cure entirely in the affected zone. Common sources include cutting fluids on tooling, hand lotion from operators, PVC handling trays, and certain mold release agents. Diagnosis is straightforward: wipe the suspect surface with isopropyl alcohol, clean the mold cavity with a platinum-safe solvent, run a fresh shot. If the surface cures cleanly, contamination was the source. Persistent inhibition requires full mold disassembly, ultrasonic cleaning, and re-seasoning. Establishing dedicated LSR tooling — never shared with sulfur-containing rubber compounds — prevents most recurring cases.
What is the maximum temperature LSR can withstand before degrading?
Short-term peak exposure up to around 280–300°C is survivable for many grades, but continuous service ratings typically fall between 150–220°C depending on formulation and load conditions. Above 220°C over extended periods, siloxane backbone scission accelerates, mechanical properties drop, and volatile low-molecular-weight siloxanes begin migrating out. In oven or exhaust proximity applications, the distinction between intermittent peak and sustained duty cycle temperature matters enormously — running a 200°C-rated grade continuously at 210°C compresses service life non-linearly.
How does LSR compare to HCR silicone in terms of disadvantages?
HCR (high-consistency rubber) requires open mills, calendering, and compression or transfer molds — lower tooling cost, but coarser dimensional tolerances and more labor. LSR injection molding delivers tighter tolerances (±0.05–0.1 mm achievable in well-maintained tooling) and true flash-free automation at volume, but demands a cold-runner injection press, a two-component dosing unit, and process expertise that HCR operations simply don’t require. For short runs or large cross-section parts, HCR’s simpler infrastructure is often the practical answer.
What materials are difficult or impossible to bond LSR to?
Polyolefins (PE, PP) and fluoropolymers (PTFE, FEP) are the most problematic. Both have extremely low surface energy and present no reactive sites for silicone adhesion chemistry. Silicone-contaminated substrates — a pervasive problem in facilities that have ever used silicone mold release — are similarly resistant. Plasma treatment, flame treatment, or primer systems can improve adhesion to polyolefins, but bonding reliability remains lower than with engineering thermoplastics like PA or PC, and every surface prep step adds cost and process validation burden.
Is LSR safe for food contact and medical applications despite its disadvantages?
LSR can comply with FDA 21 CFR 177.2600, EU Regulation 10/2011, and ISO 10993 — but compliance is not automatic and it is not cheap. Post-cure is mandatory for food and medical grades; without it, residual low-molecular-weight siloxanes remain extractable at levels that typically fail regulatory thresholds. Beyond post-cure, extractables and leachables testing, lot-level documentation, and traceability requirements add cost and lead time that buyers often underestimate when sourcing compliant LSR parts for the first time. The material can meet the standard — the process around it must be engineered and validated to get there.
Engineering Decision Framework: When to Choose LSR and When to Specify Alternatives
Every section of this article has documented a real cost, a real failure mode, or a real processing risk. Taken together, those disadvantages don’t disqualify LSR — they define the conditions under which it earns its price premium, and the conditions under which it doesn’t. The goal here is a working framework, not a sales argument in either direction.
The Go/No-Go Matrix: Five Axes That Drive the Decision
Material selection for an elastomeric component rarely hinges on a single variable. Run these five axes before tooling discussions begin:
| Axis | LSR Favored | Specify Alternative |
|---|---|---|
| Annual volume | >100K parts/year | 150°C or <−50°C | Ambient or intermittent heat |
| Chemical environment | Dilute aqueous, mild acids, UV/ozone | Hydrocarbon fuels, concentrated acids, steam |
| Biocompatibility/regulatory | FDA, USP Class VI, MDR required | No extractable limits specified |
| Design maturity | Frozen design, validated geometry | Iterative development, prototype phase |
No single row is disqualifying on its own. A medical catheter tip at 80K parts per year with a frozen design still clears four of five thresholds. A low-volume automotive prototype fails three.
Where LSR Genuinely Has No Equal
The material earns its $8–$30/kg cost (grade and volume dependent) in a specific cluster of applications: high-precision seals and membranes in implantable or patient-contact medical devices, infant feeding components where extractable limits are non-negotiable, automotive under-hood connectors and grommets running continuous temperatures above 175°C, and optical or LED encapsulant applications demanding UV transparency and zero yellowing over a product’s service life. In these cases, thermoplastic elastomers physically cannot hold tolerance under thermal cycling, and HCR compounds carry flash and consistency penalties at high cavitation. LSR’s fast cycle times — 15 to 60 seconds depending on wall thickness and mold temperature — make it the only elastomer that competes economically with TPE at genuine production scale once tooling is amortized.
LSR cannot be matched by any thermoplastic elastomer for continuous service above 175°C combined with USP Class VI biocompatibility requirements.True
TPEs soften or creep above roughly 120–140°C depending on formulation, and most do not meet USP Class VI extractable thresholds without significant reformulation. LSR meets both simultaneously, which is why it dominates neonatal and implant-adjacent applications.
When to Specify Something Else
Low-volume or prototype work: compression-molded HCR or emerging 3D-printed silicone platforms avoid the $20,000–$150,000+ tooling commitment entirely. Fuel and solvent contact environments: fluorosilicone (FVMQ) or FKM, depending on the specific fluid family and temperature ceiling. High-abrasion dynamic surfaces — conveyor seals, reciprocating shaft wipers — belong to polyurethane or EPDM, which outperform LSR’s tear strength by a factor of two to four depending on hardness and geometry. Cost-sensitive consumer applications where end-of-life recyclability is a procurement requirement: TPE is the default, because thermoset LSR cannot re-enter a material stream.
The Ten-Question Justification Checklist
Before authorizing LSR tooling spend, every engineer and procurement manager should be able to answer yes to at least eight of these:
- Will annual volume exceed 50,000 parts within 24 months of launch?
- Is the part design frozen and dimensionally validated?
- Does the application require continuous service above 140°C or below −40°C?
- Are extractable, biocompatibility, or regulatory compliance requirements formally specified?
- Is the chemical environment limited to aqueous media, dilute acids, or atmospheric exposure?
- Is the program timeline compatible with 12–20 week tooling lead time?
- Has substrate compatibility for any overmolded component been chemically confirmed?
- Is there budget and line space for post-cure and deflashing operations?
- Has the supply chain been qualified for platinum-catalyzed LSR with an alternate approved source?
- Is the design free of sustained compressive load features where creep would cause functional failure?
Hybrid Strategies That Reduce Exposure
Not every product needs LSR everywhere. A wearable device housing might use a rigid PC or ABS shell — injection-molded conventionally — with an LSR gasket and skin-contact membrane as discrete components. Automotive sensor housings commonly combine a glass-filled nylon structural body with a dedicated LSR sealing interface. This approach confines the LSR tooling investment to the geometrically simple, functionally critical features, reducing mold cost by 40–70% compared to a fully overmolded assembly, while preserving the material’s performance where it actually matters.
SiliconChemicals’ Position in This Framework
The complexity documented across this article is real, but it is manageable when addressed at the polymer level rather than the molding floor. SiliconChemicals supplies LSR compounds that can be customized in hardness (Shore A 10–80), pigmentation, self-bonding chemistry, and extractable profile — including low-extractable medical grades aligned with USP and ISO 10993 testing programs. That capability means the material arriving at your press is already engineered for your application’s specific regulatory, bonding, and processing requirements, rather than being a standard catalog product that process engineers then try to adapt under production pressure. The complexity of LSR doesn’t disappear, but it shifts from unpredictable line-floor variables into documented material parameters with application support behind them.














