
Specifying the wrong elastomer — or assuming any flexible material “close enough to rubber” will perform — causes real problems on the plant floor: seal failures at temperature extremes, accelerated wear on dynamic components, contamination in food-grade lines, and procurement headaches when natural rubber supply tightens. Each failure mode carries a cost: unplanned downtime, scrap batches, emergency re-sourcing at spot prices. The question of what actually substitutes for rubber is therefore not academic; it determines whether your assembly runs for five years or five months.
The closest synthetic alternatives to natural rubber are silicone rubber, neoprene (polychloroprene), and EPDM, depending on the application. Silicone rubber leads for extreme-temperature and food-contact service (-60 °C to +230 °C continuous). Neoprene matches natural rubber’s mechanical profile most closely (tensile strength 10–20 MPa vs. 15–25 MPa for natural rubber). EPDM dominates outdoor and ozone-exposed applications. No single material is universally closest — the right answer depends on temperature range, chemical exposure, dynamic loading, and regulatory requirements.
What makes this comparison genuinely difficult is that “rubber” is not one thing. Natural rubber is a benchmark that different synthetics beat on some axes and lose on others — silicone sacrifices tensile strength to gain 150 degrees of thermal headroom, while neoprene trades UV resistance for a familiar feel and processing behavior. Understanding exactly where each alternative diverges, and why, is what separates a well-specified seal from a warranty claim.

How Natural Rubber Gets Its Unique Mechanical Fingerprint
Natural rubber is not simply an elastic solid. It is a polymer network whose mechanical behavior emerges from molecular-scale entropy, and understanding that mechanism is the only honest way to evaluate whether any alternative truly replaces it.
The cis-1,4-Polyisoprene Backbone
The latex harvested from Hevea brasiliensis trees is, at its core, long chains of cis-1,4-polyisoprene — molecular weights typically ranging from 100,000 to over 1,000,000 g/mol depending on clone and processing conditions. The cis configuration is everything. Each repeat unit carries a methyl side group that forces the backbone into a kinked, coiled conformation at rest. When you stretch a rubber band, you are not breaking bonds; you are uncoiling chains and reducing their configurational entropy. Release the load, and thermodynamics drives the chains back to their most probable disordered state. This entropy-spring mechanism is why natural rubber rebounds faster and more completely than most synthetic alternatives, which rely partly on enthalpic (bond-energy) restoring forces instead.
One consequence worth internalizing on the plant floor: entropy-driven elasticity is temperature-sensitive in a useful way up to a point. Moderate warming actually increases the restoring force — rubber gets stiffer when hot, opposite to most metals. But push past roughly 80°C continuously, and oxidative chain scission begins to compete with that entropy engine, which is why the usable thermal ceiling sits where it does.
What Vulcanization Actually Does
Raw polyisoprene is tacky, creeps under load, and melts when warm. Vulcanization — sulfur crosslinking, most commonly, though peroxide systems exist — ties the chains together at intervals and converts that viscous mass into a true elastomeric network. Crosslink density is the dominant process variable. Low crosslink density yields a soft, extensible compound (Shore A hardness 20–40); high density produces hard rubber approaching Shore A 90. The compression set — the permanent deformation remaining after prolonged compressive load — drops sharply with controlled crosslinking, typically falling below 25% when the formulation is dialed in correctly. Overcrosslink, and you gain hardness but sacrifice elongation and dynamic fatigue life. This tradeoff is something a compounder learns to manage; no datasheet substitutes for trial on your specific geometry and duty cycle.
Properly vulcanized natural rubber achieves compression set values below 25% under standard testing conditions.True
This is consistent with ASTM D395 test data for well-formulated natural rubber compounds with controlled crosslink density. Values vary with crosslinker type, cure state, temperature, and test duration, but sub-25% is a realistic and achievable benchmark for optimized compounds.
The Quantitative Benchmarks
Elongation at break for natural rubber runs 500–800%, the upper end achievable in pure gum formulations with minimal filler. Resilience on a Lupke or Schob pendulum test lands between 60–75%, meaning most of the input energy bounces back — critical for dynamic seals and vibration mounts where heat buildup causes fatigue. DIN abrader tests typically show volume loss in the range of 100–180 mm³, depending on compound hardness and filler loading. These are not brochure numbers; they are what a quality-controlled production compound delivers when you actually run the test.
The Three Weaknesses That Define the Competitive Landscape
Every alternative material discussed later in this article attacks at least one of three structural vulnerabilities. First, the double bond in every cis-1,4 repeat unit is a direct target for ozone and UV attack; outdoor exposure causes crack propagation at stress concentrators within months. Second, the thermal window is narrow — practical use from roughly -50°C to +80°C — which excludes engine-bay, exhaust-adjacent, and cryogenic applications. Third, nonpolar hydrocarbons and many oils swell natural rubber aggressively, because its solubility parameter closely matches theirs.
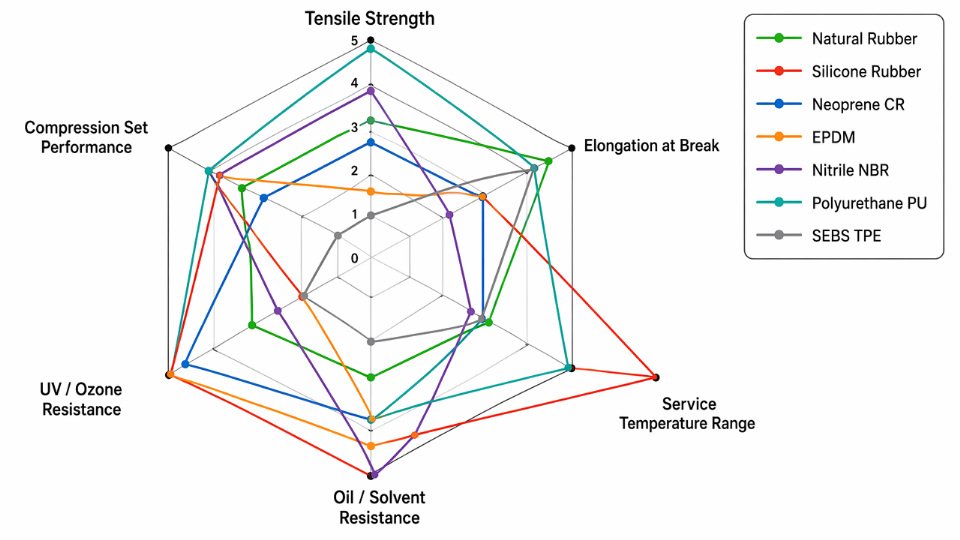
Reference Performance Table
| Property | Natural Rubber | Silicone Rubber | Neoprene (CR) | EPDM | Nitrile (NBR) | Polyurethane (PU) | SEBS TPE |
|---|---|---|---|---|---|---|---|
| Tensile strength (MPa) | 15–25 | 4–12 | 10–20 | 7–20 | 10–25 | 20–60 | 10–30 |
| Elongation at break (%) | 500–800 | 100–700 | 200–600 | 150–500 | 200–500 | 300–800 | 300–700 |
| Service temp. range (°C) | -50 to +80 | -60 to +230 | -40 to +120 | -40 to +150 | -30 to +120 | -30 to +90 | -50 to +100 |
| Oil/solvent resistance | Poor | Moderate | Good | Poor | Excellent | Good | Poor–Moderate |
| UV/ozone resistance | Poor | Excellent | Good | Excellent | Moderate | Good | Moderate |
| Compression set | 150°C) | Not suitable | Not suitable | Silicone / EPDM |
The practical takeaway: TPE and TPU win on processing economics, recyclability, and dimensional precision in moderate-temperature environments. When sustained load causes creep — a real failure mode in compressed gasket applications — or when chemical exposure includes ketones, chlorinated solvents, or concentrated acids, their limitations become structural, not just incidental.
Polyurethane, Latex Alternatives, and Emerging Bio-Based Elastomers
Polyurethane elastomers occupy a category that most procurement managers underestimate until they encounter a wear problem that conventional rubber simply cannot solve. The chemistry starts with diisocyanates — MDI (methylene diphenyl diisocyanate) for harder, structural grades; TDI (toluene diisocyanate) for softer, more flexible formulations — reacted with polyols to build a segmented block structure where hard segments govern stiffness and soft segments control elastic recovery. The result is a hardness range spanning Shore A 40 (soft, compliant, close to natural rubber feel) all the way to Shore D 75 (rigid, almost nylon-like), all within a single chemistry family. No other elastomer class covers that span without a material change.
Cast Polyurethane vs. Millable Gum Urethane
Processing route determines both cost structure and practical application. Cast PU is poured as a liquid system into open or closed molds, cures at room temperature or mild heat, and requires relatively low tooling investment — aluminum tooling can work for short runs, reducing up-front cost compared to the hardened steel molds demanded by compression-molded rubber at volume. Millable gum urethane behaves like conventional rubber: it mixes on a two-roll mill, compounds with fillers and curatives, and vulcanizes in a press. Shops already running rubber equipment can transition without capital expenditure. The trade-off is that millable grades typically cap at lower hardness and slightly lower abrasion resistance than the best cast systems. In mining screen panels and industrial conveyor rollers — environments where abrasion loss is the primary failure mode — cast PU routinely outlasts natural rubber by a factor of three to six, depending on ore particle size, belt speed, and panel geometry. That translates directly to fewer scheduled shutdowns.

Synthetic Latex: Nitrile and Carboxylated Grades
The COVID-19 pandemic exposed exactly how fragile single-source dependence on natural latex can be. Demand for examination gloves spiked faster than Hevea plantation output could respond, and protein allergen liability was already pushing medical procurement toward synthetic alternatives. Nitrile latex (acrylonitrile-butadiene copolymer in aqueous dispersion) and carboxylated nitrile latex (XNBR) filled that gap. Carboxylation improves tensile strength and puncture resistance without adding protein content, which is the critical specification for Type IV allergy protocols. Film thickness for a finished examination glove typically runs 0.08–0.15 mm, and tensile strength before aging sits in the 18–28 MPa range depending on formulation and dipping line conditions. These are not laboratory figures — any glove-line process engineer will recognize those bands immediately.
Synthetic nitrile latex gloves eliminate the risk of Type I latex protein hypersensitivity reactionsTrue
Type I latex allergy is triggered by Hevea brasiliensis proteins absent in synthetic nitrile latex. Nitrile gloves are standard protocol in latex-safe healthcare environments per ASTM D6319 and EN 455-3 guidance.
Guayule and Dandelion Rubber: Real Timelines, Real Constraints
Guayule (Parthenium argentatum) and Russian dandelion (Taraxacum kok-saghyz) receive serious attention because both produce cis-polyisoprene compatible with existing rubber processing equipment and, critically, contain no Hevea proteins. As of 2024, both remain at pilot and early commercial scale. Guayule yields roughly 300–500 kg of dry rubber per hectare per year under optimized semi-arid conditions — compare that to 1,200–2,000 kg per hectare from mature Hevea in Southeast Asia. The yield gap is real, and it explains why industrial-scale supply is still a 5–10 year horizon under current investment trajectories. Procurement managers should treat these as strategic watch items, not near-term substitution options.
Silicone-Polyurethane Hybrids and Modified Acrylics
Where formulators need to combine PU’s mechanical toughness with improved thermal stability or surface release, reactive silane and siloxane intermediates become the upgrade tool. Incorporating silicone polyols or amino-functional silanes into a PU backbone raises the continuous service temperature ceiling and reduces surface energy — relevant for coatings on industrial rollers, adhesive-backed seals, and flexible tubing that contacts process fluids. SiliconChemicals supplies the silane coupling agents and functionalized siloxane intermediates that formulators blend into PU and acrylic systems at the synthesis stage, not as a surface treatment afterthought. The distinction matters: bulk modification changes long-term performance; surface coating wears off.
Sustainability Scoring Across the Candidate Field
Carbon footprint varies widely by production route, energy source, and allocation methodology. The table below shows realistic ranges; precise figures depend on regional grid carbon intensity, co-product credits, and whether land-use change is included for natural rubber.
| Material | Estimated Carbon Footprint (kg CO₂-eq per kg) | Primary Driver of Variability |
|---|---|---|
| Natural rubber (Hevea) | 2–5 | Land-use change accounting, plantation management |
| EPDM | 4–7 | Ethylene feedstock source, polymerization energy |
| Silicone rubber | 8–14 | Energy-intensive chlorosilane synthesis, silicon metal production |
| TPE (SBS/SEBS) | 3–6 | Styrene and butadiene feedstock origin |
| Bio-based elastomers (guayule, dandelion) | 1–3 (projected) | Pilot-scale data; commercial-scale figures not yet validated |
Silicone’s footprint is the highest in this group — a frank trade-off against its unmatched thermal range. Bio-based figures look attractive but carry pilot-scale uncertainty; applying them to procurement sustainability commitments before commercial-scale LCA data exists would be premature.
Material Selection Decision Matrix: Matching the Right Rubber Alternative to Your Application
Choosing the wrong elastomer costs more than the material price difference. A seal that fails at 150°C, a toy overmold that fails a migration test, or a roofing membrane that cracks after three winters of UV exposure — each of those outcomes traces back to a specification decision made too early with too few criteria. The matrix below gives procurement managers and design engineers a reusable framework to narrow that decision before prototyping starts.
The Ten-Criteria Matrix

Rate each criterion on a 1–5 importance scale for your application, then score each candidate material against it. Weight the product, sum the columns, and the highest score earns the pilot sample order — not automatic, but a defensible shortlist.
| Criterion | Silicone (HTV/LSR) | EPDM | Neoprene | TPE/TPU | Natural Rubber |
|---|---|---|---|---|---|
| Operating temperature | 5 | 3 | 3 | 2–3 | 2 |
| Chemical/fluid resistance | 4 | 3 | 4 | 3 | 2 |
| Mechanical load (dynamic) | 2–3 | 3 | 3 | 3–4 | 5 |
| Compression set | 4 | 3 | 3 | 2–3 | 3 |
| Regulatory compliance | 5 (FDA, USP) | 3 | 2 | 4 (FDA grades) | 3 |
| UV/outdoor durability | 4 | 5 | 4 | 3 | 1 |
| Processability | 3–4 (LSR: 5) | 3 | 3 | 5 | 3 |
| Recyclability | 2 | 2 | 2 | 5 | 2 |
| Cost target | 2–3 | 4 | 3 | 4–5 | 3–4 |
| Supply chain risk | 3–4 | 4 | 3 | 4 | 2 |
Scores are relative, not absolute. A food-contact application triples the weight on regulatory compliance, which immediately drops neoprene and standard neoprene-based compounds off the shortlist regardless of cost advantage.
Three Worked Examples
Automotive engine bay seal. The requirement is continuous service at 130–160°C, exposure to engine oil and coolant, and a compression set below 25% after 70 hours at 150°C. Dynamic load is low — this is a static face seal, not a dynamic shaft seal. Working through the matrix, HTV silicone compound scores highest by a clear margin. Its -60°C to +230°C continuous service range covers the engine bay with headroom, and properly formulated silicone shows good resistance to aliphatic mineral oils. Tensile strength of 4–12 MPa is adequate for a seal under bolt-load compression. Specifying EPDM here would be the over-specification mistake in reverse — EPDM’s upper continuous limit of roughly 120–130°C leaves no safety margin in a modern turbocharged bay.
Children’s toy overmold. Regulatory compliance becomes the dominant criterion. The material must pass EN 71-3 (European toy safety) or equivalent, carry no restricted plasticizers, and ideally be injection-moldable for high-volume efficiency. LSR (liquid silicone rubber) clears the regulatory bar cleanly and produces a soft, durable overmold, but tooling costs for LSR injection are high — typically justified above 50,000 annual units. For lower volumes or where LSR tooling investment is premature, a food-grade TPE compound achieves similar compliance, processes on standard injection equipment, and costs roughly 30–40% less per kilogram at comparable hardness. The outcome is LSR for high-volume regulated parts, food-grade TPE for cost-sensitive or lower-volume programs.
Flat roofing membrane. UV exposure is daily and prolonged, thermal cycling runs from -20°C to +80°C in continental climates, and the membrane must resist ponding water and occasional dilute chemical runoff. EPDM scores highest here by a wide margin. Its saturated polymer backbone makes it nearly immune to ozone and UV degradation — the failure mode that disqualifies natural rubber from any outdoor static application.
Natural rubber degrades rapidly in ozone-rich outdoor environments due to ozone attack on its unsaturated carbon backbone.True
Natural rubber contains cis-1,4-polyisoprene with abundant carbon-carbon double bonds. Ozone cleaves these bonds through a well-documented electrophilic addition mechanism, causing surface cracking within months under outdoor conditions. EPDM's saturated backbone has no sites for ozone attack, which is why roofing and automotive weatherstripping specifications favor EPDM over NR for outdoor static applications.
Five-Step Decision Flowchart
Visualize this as a sequential filter, not a branching tree:
Step 1 — Temperature ceiling. If continuous service exceeds 120°C, eliminate natural rubber, standard TPE, and most neoprene grades. Silicone and specialty EPDM remain.
Step 2 — Regulatory environment. Food contact, implantable, or children’s product? Require FDA/USP/EN 71 data sheets. If unavailable from the supplier, eliminate the candidate before any other analysis.
Step 3 — Load type. High-cycle dynamic load (seals on reciprocating shafts, vibration mounts, conveyor squeegees)? Natural rubber and polyurethane lead on fatigue life. Static compression or low-cycle sealing? Silicone’s compression set advantage applies.
Step 4 — UV and outdoor exposure. Outdoor static application? EPDM first, then silicone. Natural rubber and standard SBR: eliminate immediately.
Step 5 — Cost and processability gate. If unit cost target is under $2–3/kg compound equivalent and injection molding is the production process, TPE is the default survivor. If the application passed Steps 1–4 and cost is secondary, silicone or EPDM compound is the final recommendation.
Over-Specification Mistakes That Add Real Cost
Specifying HTV silicone for an outdoor irrigation valve body when EPDM compound handles 80°C water, UV, and pressure at roughly 40–60% of the silicone compound price is a budget waste that compounds (literally) across a high-volume bill of materials. The reverse error — using natural rubber in an outdoor cable gland because it meets the room-temperature hardness spec — produces cracking failures within one to two seasons. Warranty returns, field replacement labor, and reputational exposure cost orders of magnitude more than the initial material price difference.
2024 Ex-China Export Price Benchmarks
These are indicative export ranges for compounded material; actual prices depend on volume, grade, additives, and currency fluctuation.
| Material | Approximate ex-China price (USD/kg, 2024) | Key price drivers |
|---|---|---|
| Silicone rubber compound (HTV) | $3.50–$6.50 | Polymer grade, filler loading, certifications |
| Silicone rubber compound (LSR) | $5.00–$9.00 | Viscosity, purity, regulatory compliance |
| EPDM compound | $1.80–$3.20 | Ethylene/propylene ratio, diene content, carbon black |
| TPE compound (general) | $1.50–$3.00 | Shore hardness, polymer type (SBS vs. SEBS), color |
| Neoprene compound | $2.50–$4.50 | CR grade, antioxidant package, filler type |
Ex-China silicone rubber compound prices vary significantly based on polymer grade and certification requirements.True
Silicone compound pricing is driven primarily by polydimethylsiloxane polymer cost (which tracks silicon metal and methanol pricing), reinforcing filler selection (fumed versus precipitated silica), and the cost of obtaining food-contact, medical, or automotive certifications. A commodity general-purpose HTV compound and a USP Class VI-certified medical LSR can differ by a factor of two or more even at the same base hardness.
Supply Chain Consolidation With a Single Silicone Source
Manufacturers running mixed elastomer programs — silicone seals alongside silane-treated EPDM sponge, or LSR overmolds alongside silane coupling agents for rubber-to-metal bonding — often fragment their supplier base unnecessarily. Sourcing silicone polymers, specialty silanes, and siloxane intermediates from a single integrated supplier like SiliconChemicals simplifies qualification audits, consolidates logistics, and reduces the risk of cross-batch incompatibility between a coupling agent and a polymer from separate supply chains. For procurement managers managing ten or more elastomer SKUs, that consolidation can reduce supplier management overhead and trim lead-time variability meaningfully — both of which show up on the balance sheet even when the per-kilogram price is competitive from multiple sources.
Processing and Compounding: Translating Raw Polymer Into Finished Rubber-Like Parts
Selecting the right base polymer is only half the job. A poorly compounded silicone or a mis-cured EPDM can underperform a mediocre natural rubber part by a wide margin — generating warranty returns, field failures, and the kind of scrap rates that erode margin fast. Understanding what happens between raw gum polymer and finished part is non-negotiable for anyone specifying or sourcing rubber alternatives at scale.
Silicone Compounding: Reinforcement and Cure System Selection
Raw polydimethylsiloxane gum has almost no mechanical strength on its own — tensile values below 1 MPa are typical before reinforcement. Fumed silica is the industry-standard reinforcing filler, typically dosed at 20–45 phr depending on target hardness and tear strength; it delivers BET surface areas of 150–380 m²/g and produces the tight filler-polymer network responsible for silicone’s elasticity. Precipitated silica costs less and disperses more easily, but at equivalent loading it yields lower tear strength and worse compression set — acceptable for low-stress static seals, not for dynamic applications.
Plasticizer selection matters more than many compounders acknowledge. Silicone fluids (typically polydimethylsiloxane at 100–1000 cSt viscosity) adjust hardness and extend shelf life, but excess loading causes surface bloom — a greasy film that contaminates mating surfaces and signals a formulation problem, not a processing one.
Cure system choice drives long-term performance. Peroxide cure (typically 2,4-dichlorobenzoyl peroxide or DCBP) is cost-effective and tolerant of slight moisture, but it leaves cure byproducts that require post-cure at 200°C for 2–4 hours to volatilize fully; skipping post-cure in food-contact or medical parts is a compliance failure, not a minor shortcut. Platinum-catalyzed addition cure produces no byproducts, offers tighter dimensional control, and is essential for medical and electronics applications — but platinum systems are sensitive to sulfur, tin, and amine contamination at the ppm level, which means tooling lubricants and substrate materials must be vetted carefully before the first trial run.

Skipping post-cure on peroxide-cured silicone parts intended for food contact causes volatile byproduct residues that fail regulatory extraction tests.True
Peroxide cure systems generate acidic decomposition byproducts (primarily benzoic acid derivatives) that must be driven off by oven post-cure; this is a documented regulatory requirement under FDA 21 CFR and EU food-contact regulations, not a precautionary suggestion.
EPDM Compounding: Sulfur vs. Peroxide and Carbon Black Strategy
EPDM compounders face a genuine trade-off. Sulfur/accelerator cure systems process well, bond readily to metal substrates, and cost less — but compression set at temperatures above 120°C degrades noticeably, and heat aging over long service intervals causes hardening. Peroxide cure delivers better compression set retention and heat aging resistance (critical for automotive under-hood seals and HVAC gaskets), at the expense of slightly higher compound cost and the need for precise cure state control.
Carbon black loading in EPDM runs 40–80 phr for reinforced grades; N550 and N660 furnace blacks are common choices balancing processability with physical properties. Extender oils — typically paraffinic or naphthenic grades — soften the compound and reduce cost, but aromatic oils are generally avoided because they bleed over time and compromise adhesion in bonded parts.
TPE Processing: Narrow Windows, Real Consequences
SEBS-based TPEs run in melt temperature windows of roughly 180–230°C; exceeding the upper limit causes thermal degradation that reduces elongation and introduces color shift, both visible defects that trigger rejection. Mold shrinkage runs 1.5–3%, depending on glass fiber loading and wall thickness — values tighter than most thermoset rubbers, which simplifies tolerance management for precision parts. Overmolding onto polypropylene typically requires surface energy compatibility; adhesion to ABS can be inconsistent without coupling agent treatment.
The Role of Specialty Silanes in Filler-Polymer Bonding
This is where compounding crosses into chemistry in a way that genuinely separates average compounds from high-performance ones. Vinylsilanes function as crosslinking co-agents in silicone and peroxide-cured elastomers, inserting reactive sites that tighten network density and improve tear strength. Aminosilanes and methacrylsilanes act as coupling agents at the silica surface, creating covalent bridges between inorganic filler and organic polymer matrix — reducing the filler agglomeration that otherwise produces stress concentration points and premature tear. SiliconChemicals supplies functional silanes across all three families, specifically optimized for elastomer compounding applications where consistent surface chemistry on the silane-treated filler is the difference between a compound that passes ISO 37 tear testing and one that doesn’t.
Quality Control That Actually Catches Problems Before Parts Leave the Line
Mooney viscosity (ML 1+4 at 100°C for most elastomers) measured on every batch of incoming compound is the first gatekeeper — a shift of more than ±5 Mooney units from baseline predicts processing problems before the press opens. Moving Die Rheometer (MDR) testing quantifies minimum torque, maximum torque, scorch time (ts2), and optimum cure time (tc90); deviations in tc90 of more than 15–20% relative to specification mean the cure recipe needs adjustment before production continues. Post-cure verification — hardness (Shore A), tensile strength, and elongation at break per ISO 37 or ASTM D412 — closes the loop and creates the audit trail that downstream quality systems require.
Porosity is the most common processing defect across all these systems and almost always traces to one of two root causes: moisture in hygroscopic fillers (precipitated silica is the main offender) or volatile contamination from oils, mold release agents, or recycled compound. Tear strength failures that appear late in aging, rather than on initial testing, typically point to insufficient crosslink density — either from under-cure or from silane coupling agent underdosing that leaves filler surfaces incompletely treated.
Regulatory, Safety, and Sustainability Considerations When Substituting Natural Rubber
Material substitution decisions rarely live or die on mechanical properties alone. Increasingly, compliance requirements, ESG commitments, and end-market certification hurdles are the variables that actually determine which alternative gets approved — and which one gets pulled from a project six months into qualification. For procurement managers and design engineers operating in medical, food-contact, or automotive supply chains, understanding the regulatory terrain before locking in a material saves substantial re-qualification cost later.
Medical and Food-Contact Compliance: The Framework You Cannot Ignore
FDA 21 CFR 177.2600 governs rubber articles intended for repeated food-contact use, specifying permitted polymers, fillers, and extractables thresholds. It is not a blanket approval of “rubber” — each compound formulation must conform, which is why compounders working with silicone or EPDM for food-contact gaskets still need to verify every additive against the positive list. In the EU, Regulation 10/2011 applies to plastic food-contact materials and is frequently invoked for silicone membranes and TPU seals even though silicone sits in a somewhat ambiguous classification; the practical guidance from national authorities (German BfR, for instance) fills the gap.
For medical devices, ISO 10993 is the operative framework. The series covers cytotoxicity, sensitization, systemic toxicity, and implantation response. Silicone LSR has a well-established 10993 dossier and is routinely accepted by notified bodies. Natural rubber, by contrast, carries an inherent sensitization burden that silicone sidesteps entirely.

REACH, RoHS, and the Problem With Legacy Accelerators
This is where natural rubber compounds — and many conventional synthetic rubber formulations — create genuine procurement risk. Thiuram-class accelerators (tetramethylthiuram disulfide and related compounds) used in vulcanization have appeared on REACH SVHC candidate lists due to skin-sensitizing properties. Certain plasticizers, notably some phthalates used in rubber processing, are already REACH-restricted substances under SVHC or Annex XVII. A procurement manager sourcing cured rubber parts from multiple geographies cannot assume consistent compliance across the supply base.
Silicone rubber and silicone LSR avoid most of this exposure. The cure chemistry (platinum-catalyzed addition cure for LSR, peroxide or condensation for HTV) does not rely on thiuram accelerators. TPU similarly sidesteps this class of additives, though buyers should still audit plasticizer and chain-extender selections in formulations sourced from lower-transparency suppliers.
Thiuram accelerators used in natural rubber vulcanization are listed as substances of very high concern (SVHC) under REACH.True
Certain thiuram compounds, including tetramethylthiuram disulfide (TMTD), appear on the REACH SVHC candidate list maintained by ECHA due to their classification as skin sensitizers, creating compliance obligations for importers and downstream users in the EU.
Latex Allergy: A Regulatory and Liability Driver, Not Just a Clinical One
Type I hypersensitivity (IgE-mediated, triggered by residual Hevea proteins) affects roughly 4–5% of the general population and historically much higher rates — sometimes 8–12% — among healthcare workers with repeated exposure. Type IV (delayed, cell-mediated) hypersensitivity to accelerator chemicals is a separate and broader concern. Regulatory pressure in healthcare procurement has been decisive: many hospital systems in North America and Northern Europe now operate latex-safe policies, effectively mandating silicone LSR or nitrile alternatives for gloves, surgical seals, and catheter components. The liability exposure from an undisclosed latex-containing component reaching an allergic patient is not theoretical.
Life-Cycle Assessment and End-of-Life Pathways
Recycling pathways vary significantly by material family, and this gap matters as OEMs face scope 3 reporting obligations and extended producer responsibility regulations.
| Material | Primary End-of-Life Route | Practical Limitation |
|---|---|---|
| TPE / TPU | Mechanical recycling (re-grind, re-pelletize) | Requires clean separation; degrades over multiple cycles |
| Silicone rubber | Chemical recycling to siloxane monomers (D4/D5) | Commercializing; currently niche scale |
| Thermoset rubber (NR, EPDM, neoprene) | Pyrolysis; devulcanization R&D stage | Devulcanization yields are inconsistent at industrial scale |
Thermoset rubber’s crosslinked network — the property that makes it durable — is precisely what makes it difficult to recover. Pyrolysis works but produces a low-value carbon black substitute and a mixed hydrocarbon oil stream. Silicone chemical recycling is moving from pilot to early commercial scale in Europe, which gives silicone a credible long-term circularity story that thermoset NR currently cannot match.
Deforestation Risk and the EUDR Clock
Natural rubber is a Hevea brasiliensis-derived commodity, and under the EU Deforestation Regulation (EUDR), companies placing natural rubber or products containing it on the EU market must conduct geolocation-based due diligence tracing material to the plantation of origin, with operator statements of no deforestation post-December 2020. Enforcement, originally set for late 2024, has been deferred to late 2025 for large operators — but the operational requirement to build that traceability infrastructure is already in progress for any serious EU importer. Switching to a synthetic alternative like EPDM, silicone, or TPE eliminates this supply-chain traceability burden entirely, which is a non-trivial procurement simplification for companies without mature commodity-tracing capabilities.
SiliconChemicals’ Compliance Infrastructure as a Practical Enabler
For customers navigating these requirements, supplier documentation quality is often the practical bottleneck. SiliconChemicals operates under ISO 9001-certified quality management and maintains a REACH-registered product portfolio covering silanes, siloxanes, and specialty silicone polymers. That registration work — safety data sheets with full substance identification, pre-registered SVHC declarations, and traceability to production batch — translates directly into shorter qualification cycles for customers filing technical files with EU notified bodies or responding to OEM supplier questionnaires. It is mundane infrastructure, but it is the kind of documentation gap that stalls product launches.
Frequently Asked Questions About Rubber Alternatives
Is silicone rubber stronger than natural rubber?
No — natural rubber wins on raw tensile strength, typically 15–25 MPa depending on grade and cure system, while silicone rubber ranges from 4–12 MPa. That gap is real and matters in applications where tear propagation or tensile fatigue governs part life. The honest counter is that fumed silica reinforcement in silicone compounds closes the gap meaningfully; a well-compounded high-consistency silicone with 30–40 phr of treated fumed silica can reach the upper end of that range. Where silicone earns its position is in everything else: continuous service from -60°C to +230°C, near-total ozone and UV immunity, and resistance to a wide range of oils and dilute chemicals. A natural rubber seal that survives a decade indoors can fail in months when exposed to ozone concentrations common near electric motors or coastal air. Choose by failure mode, not by a single number.
Natural rubber has higher tensile strength than silicone rubber in standard unreinforced gradesTrue
Published ASTM D412 test data consistently shows natural rubber tensile strength of 15–25 MPa versus 4–12 MPa for standard silicone rubber; fumed silica reinforcement improves silicone but does not fully close the gap in most commercial grades.
Can TPE be used as a direct drop-in replacement for vulcanized rubber?
In many cases, yes — soft-touch grips, low-pressure gaskets, cable jacketing, and consumer-product seals are routinely converted from thermoset rubber to TPE with no functional loss and significant processing cost reduction. The hard boundary is compression set under sustained heat. Most TPE grades, including SEBS and SBS types, begin accumulating permanent set above roughly 100–120°C continuous service. A valve stem seal in an engine bay or an oven door gasket that sits at 140°C for thousands of hours will fail progressively with TPE where a vulcanized EPDM or silicone part would hold dimension. Verify the compression set data at your actual service temperature before signing off on a substitution.
What is the cheapest rubber-like material available in industrial quantities?
EPDM compound and SBS-based TPE compound are consistently at the low end of the price range for volume buyers. Indicative ex-works prices in 2024 run approximately USD 1.50–2.50/kg for EPDM compound and USD 1.80–3.00/kg for TPE compound, though both figures shift with feedstock (ethylene, propylene, styrene) pricing and order volume. Neoprene runs somewhat higher. Silicone, even in standard HCR grades, sits well above these — typically two to five times the price per kilogram before compounding. For high-volume, ambient-temperature applications where the premium performance of silicone is genuinely unnecessary, EPDM is usually the procurement team’s first call.
Which rubber alternative is safest for medical implants?
Medical-grade platinum-cured liquid silicone rubber (LSR) is the category standard. The platinum addition-cure system leaves minimal extractables compared to peroxide-cured alternatives, and platinum-cured LSR has accumulated an extensive ISO 10993 biocompatibility data package over decades of implantable device use. No other elastomer class has the same depth of clinical history combined with that combination of thermal stability, hydrophobic surface chemistry, and resistance to sterilization methods including steam autoclave, EtO, and gamma irradiation. That does not mean it is the only acceptable material — some TPU grades carry ISO 10993 data as well — but LSR is where the burden of proof is lowest.
How does temperature affect the choice between silicone and EPDM?
EPDM is the cost-effective answer from roughly -40°C up to about 150°C. Within that window it handles UV, ozone, and water exposure well, making it the default for roofing membranes, automotive weatherstripping, and outdoor electrical insulation. Push above 150°C continuous, or drop below -40°C, and EPDM’s performance begins to degrade in ways that are difficult to reverse — compression set increases, and low-temperature flexibility drops sharply. Silicone’s performance advantage above 150°C and below -50°C justifies its price premium in those conditions. The operational risk of using EPDM outside its temperature window shows up as cold-weather seal leaks or accelerated hardening in high-heat zones — both are expensive failures in the field.
What silicone raw materials does SiliconChemicals supply that are relevant to rubber compounders?
SiliconChemicals manufactures and supplies the upstream building blocks that compounders actually need: vinyl-terminated polydimethylsiloxane (PDMS) base polymers across a range of viscosities, fumed-silica-treated silicone compounds ready for further formulation, methylhydrogen siloxane crosslinkers for addition-cure systems, platinum catalysts for LSR and HCR applications, and functional silanes including vinyltrimethoxysilane and gamma-methacryloxypropyltrimethoxysilane for adhesion and co-agent use. These materials feed directly into HCR, LSR, and RTV compound formulations. Sourcing them from an integrated organosilicon producer rather than a trading house typically reduces lead time variability and gives compounders direct access to technical specification data.
Are bio-based rubber alternatives commercially available today?
Partially. Guayule-derived natural rubber is at limited commercial scale — a few thousand tonnes per year globally — and is a genuine chemical drop-in for Hevea-based natural rubber, including for latex-sensitive medical applications since it contains no Hevea proteins. Taraxacum kok-saghyz (dandelion rubber, sold under the Taraxagum trade name) remains in pilot-scale production and has attracted serious investment from tire manufacturers looking to diversify from Southeast Asian Hevea supply chains. Neither source is price-competitive with plantation Hevea at current volumes; cost parity depends on achieving cultivation scale and extraction efficiency that most programs project for the early 2030s. For procurement teams today, these are worth tracking and perhaps qualifying in small trial runs, but not yet a primary supply strategy.














