
Liquid rubber fails quietly — a pinhole crack in a rooftop membrane, a hairline split in an expansion joint, and suddenly you’re scheduling emergency shutdowns, writing off water-damaged inventory, or explaining to a plant owner why a coating applied three years ago needs full replacement. The recoating cycle alone — surface prep, labour, downtime — routinely costs more than the original application. The product isn’t always the problem; the service life ceiling is.
For most industrial sealing, waterproofing, and protective coating applications, silicone-based materials outperform liquid rubber on every durability metric that matters. Silicone retains flexibility from -60°C to +200°C versus liquid rubber’s typical -30°C to +80°C window, delivers tensile strength of 4–12 MPa depending on formulation, and field service life of 20–50 years versus 5–15 years before liquid rubber requires recoating.
What makes this comparison worth scrutinising is that “better” isn’t a single answer — it depends on substrate, exposure profile, mechanical load, and total cost of ownership across the asset’s life, not just the purchase order price. The materials that consistently win that full-lifecycle calculation are almost never the ones with the lowest per-litre cost on the spec sheet.

Head-to-Head Performance: Silicone Elastomers vs. Liquid Rubber on Seven Critical Metrics
Engineers selecting a protective elastomer rarely get to run field trials for twenty years. You need reliable benchmarks now, before spec-writing or purchase orders go out. The seven metrics below cover the failure modes that actually generate unplanned downtime, warranty claims, and re-application costs on real production floors and building envelopes.
Temperature Resistance
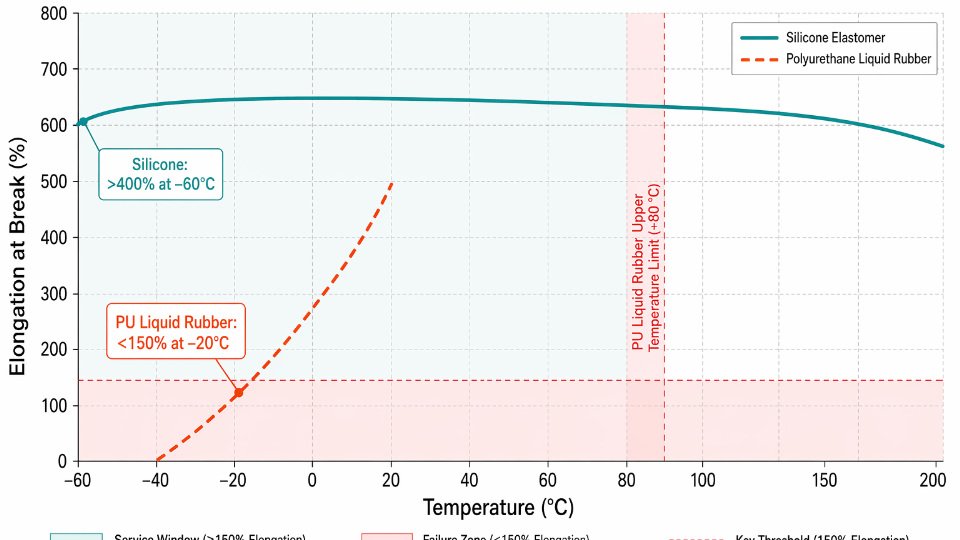
Silicone elastomers maintain continuous service from –60 °C to +200 °C, with short-term excursions to roughly +230 °C depending on filler loading and crosslink density. Liquid rubber systems — polyurethane-based and bitumen-modified — typically operate between –30 °C and +80 °C before you see creep, blistering, or embrittlement. In roofing applications across continental climates, that upper ceiling matters: a dark membrane surface in direct summer sun can reach 70–80 °C surface temperature, leaving polyurethane-based coatings operating near their practical limit before accounting for localized hot-air exhaust or HVAC discharge zones. In automotive under-hood gasketing, polyurethane coatings are simply disqualified; silicone RTV sealants are the standard precisely because the thermal cycling range exceeds what carbon-chain elastomers can absorb without fatigue cracking.
UV and Ozone Resistance
The Si–O–Si backbone carries no double bonds. UV photons and ozone molecules have nothing to attack. Carbon-chain polymers — polyurethane, SBS-modified bitumen, natural rubber emulsions — degrade through chain scission and crosslink oxidation, which is why you see chalking, surface crazing, and eventual delamination on liquid rubber roofing within five to ten years of southern-hemisphere or high-altitude installation. ASTM G154 (fluorescent UV) and ISO 4892-3 accelerated weathering protocols consistently show silicone sealants retaining more than 80 % of original elongation after 5,000–10,000 hours of UV exposure, depending on pigment loading and UV stabilizer content. Polyurethane liquid rubbers typically drop below acceptable elongation retention at 1,500–3,000 hours under the same protocols. Service-life translation: silicone sealant outdoor durability runs 20–50 years before recoating is warranted; liquid rubber requires recoating every 5–15 years, a range driven by climate severity, substrate preparation quality, and applied film thickness.
Silicone sealants outlast polyurethane liquid rubber coatings in outdoor UV exposure by a factor of 3–5x based on accelerated weathering dataTrue
ASTM G154 and ISO 4892 protocols demonstrate silicone retains flexible properties well beyond the point where polyurethane carbon-chain backbones show measurable degradation, supporting a 3–5x service-life differential in equivalent exposure conditions.
Tensile Strength, Elongation, and Tear Resistance
Silicone rubber tensile strength ranges 4–12 MPa (reinforced, fumed-silica-filled grades at the upper end); liquid rubber systems land at 2–8 MPa (high-solids polyurethane membranes at the top, bituminous emulsions toward the bottom). Where silicone pulls ahead operationally is elongation-at-break: 100–800 % depending on formulation, versus 200–600 % for polyurethane, but critically, silicone retains that elongation across the full temperature range. A polyurethane membrane that achieves 500 % elongation at 23 °C may drop below 150 % at –20 °C — a real failure scenario on cold-storage roofing panels subject to thermal cycling.
Water Vapor Transmission, Chemical Resistance, and Adhesion
Silicone membranes have higher water vapor transmission rates than polyurethane, which is actually advantageous on substrates prone to trapped moisture — concrete roofing decks, masonry facades — where low-permeability coatings trap water and drive delamination. Chemical resistance favors silicone against dilute acids, alkalis, and aliphatic solvents; concentrated aromatic solvents attack both systems. On adhesion, cured silicone peel strength on concrete runs 0.8–2.5 N/mm depending on primer choice and surface roughness; on glass and aluminum, primer-assisted adhesion reaches 1.5–4 N/mm. Polyurethane can achieve comparable peel figures on metal but shows significantly higher adhesion loss after prolonged water immersion — relevant for below-grade waterproofing and submerged infrastructure.
| Metric | Silicone Elastomer | Liquid Rubber (PU/Bitumen) |
|---|---|---|
| Continuous service temp | –60 °C to +200 °C | –30 °C to +80 °C |
| UV resistance (ASTM G154) | Excellent; >5,000 h | Moderate; degrades at 1,500–3,000 h |
| Tensile strength | 4–12 MPa | 2–8 MPa |
| Outdoor service life | 20–50 years | 5–15 years |
| Moisture vapor permeability | Higher (breathable) | Lower (potential trap) |
| Cold-temperature flexibility | Retained to –60 °C | Degraded below –20 °C |
| Chemical resistance | Good (acids, alkalis) | Moderate; poor in aromatic solvents |
The numbers alone don’t capture the operational consequence. A facility that recoats every seven years on liquid rubber — accounting for shutdown time, surface prep, material cost, and labor — pays a cumulative price that frequently exceeds the premium of specifying silicone at the outset.
The Chemistry Behind Silicone’s Superiority: Si-O Backbone vs. Carbon-Chain Polymers
Performance differences don’t emerge from marketing copy. They originate at the bond level, and understanding what’s happening at that scale is what separates a procurement decision that holds up for two decades from one that triggers a re-application cycle every five years.
Bond Energy: Why Silicone Doesn’t Degrade the Way Liquid Rubber Does
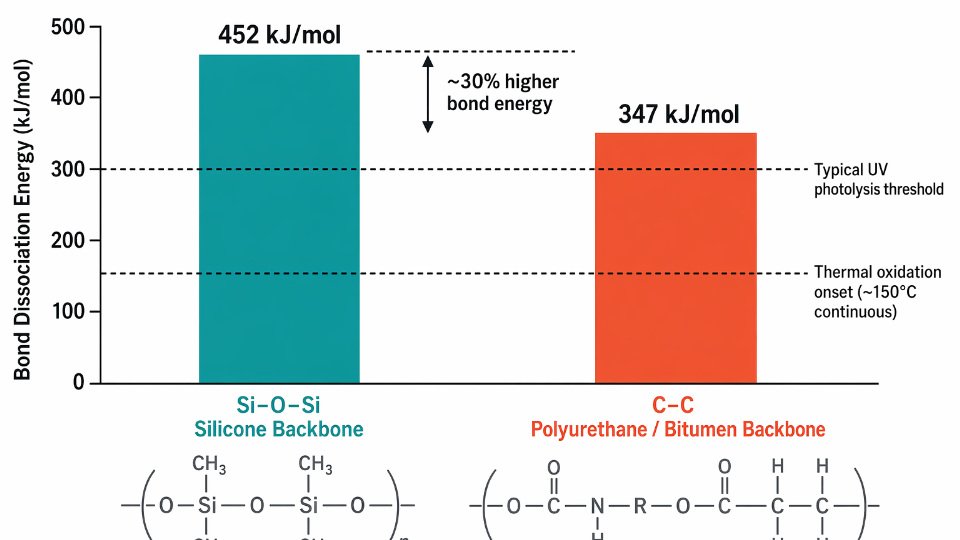
The siloxane backbone — the repeating Si-O-Si chain that defines silicone polymers — carries a bond dissociation energy of approximately 452 kJ/mol. The C-C backbone common to polyurethane and bitumen-based liquid rubbers sits around 347 kJ/mol. That 30% energy differential isn’t abstract. It translates directly to resistance against the two mechanisms that destroy most polymer coatings in service: thermal oxidation and UV photolysis.
At sustained temperatures above 100°C — think rooftop membranes in equatorial climates, exhaust duct coatings, or electrical enclosure seals near heat-generating components — carbon-chain polymers begin chain scission. Oxygen attacks the backbone progressively, surface crazing appears, and tensile properties drop toward failure. Silicone’s Si-O bond resists this attack at temperatures where conventional liquid rubber has already crossed into irreversible degradation. In practical terms, a silicone elastomer coating on a roof penetration or expansion joint continues performing at 180–200°C; most liquid rubber systems are formulated for no more than 80°C continuous service, and many fieldwork failures occur well below that ceiling when sustained heat combines with UV load.
The Si-O bond dissociation energy of approximately 452 kJ/mol is significantly higher than the C-C bond energy of approximately 347 kJ/mol found in conventional polymer backbones.True
These values are well-established in polymer chemistry literature and represent the primary thermodynamic basis for silicone's superior thermal and oxidative stability compared to carbon-chain elastomers.
Rotational Freedom and Why It Matters at -40°C
The Si-O-Si bond angle is wider than a typical C-C-C angle, and the Si-O bond length is longer than C-C. These geometric factors give the siloxane chain an unusually low barrier to backbone rotation. The practical consequence: silicone’s glass transition temperature (Tg) sits in the range of -120°C to -100°C depending on the specific polymer grade, versus -20°C to -50°C for most liquid rubber systems.
When a liquid rubber waterproofing membrane on a cold-storage facility or an outdoor cable tray encounters -35°C overnight temperatures, the material stiffens toward its glassy state. Thermal cycling then cracks it at joints, penetrations, and any point of differential movement — precisely the locations it was applied to protect. Silicone remains viscoelastic, accommodating substrate movement without stress accumulation. For engineers specifying materials in northern climates or refrigerated environments, this isn’t a subtle benefit. It’s the difference between a five-year inspection interval and an emergency repair in the first winter.
Substituent Chemistry: Tuning Properties Liquid Rubber Cannot Match
The siloxane backbone is the foundation, but what’s attached to silicon determines the final property profile. This is where silicone chemistry leaves conventional liquid rubber with no comparable answer.
Methyl groups — the default in polydimethylsiloxane — produce low surface energy and strong hydrophobicity. Water contact angles typically exceed 100°, and the surface resists dirt adhesion and microbial fouling without surface treatments.
Substituting phenyl groups for some methyl groups raises the refractive index and substantially extends low-temperature flexibility further, particularly useful in optical encapsulants and aerospace sealants that see wide thermal excursions.
Vinyl groups provide crosslinking sites for peroxide or platinum-catalyzed cure systems, giving formulators direct control over network density, and therefore over Shore hardness and elongation at break — properties that can be dialed in for a specific joint movement class.
Fluorine substitution on the pendant groups — trifluoropropyl being the most common industrial implementation — produces fluorosilicone grades with resistance to fuels, hydraulic fluids, and aromatic solvents that neither standard silicone nor any liquid rubber chemistry reliably withstands. In fuel-system sealing or chemical plant expansion joints, this single substituent change extends the viable application envelope far beyond what a bitumen or polyurethane formulator can achieve with backbone modification alone.
Liquid rubber chemists work within a narrower design space. Carbon-chain architecture limits thermal headroom, and surface property modification typically requires additives that leach out over service life rather than being intrinsic to the polymer structure. Silicone’s substituent flexibility is structural, permanent, and formulated to specification before the material ever reaches the plant floor.
Application-by-Application Case: Where Silicone Outperforms Liquid Rubber in Industry
The performance numbers mean little until you connect them to a specific substrate, environment, and failure mode. Here is where those differences become real costs — or avoided ones.

Roofing and Building Envelope Waterproofing
Flat and low-slope industrial roofs accumulate ponding water for days after rainfall. Bitumen coatings soften under prolonged UV and thermal cycling; polyurethane liquid rubber degrades from hydrolysis when water sits for extended periods — typically failing visibly within 5–10 years in temperate climates, faster in tropical zones. Recoating requires surface prep, downtime on production facilities below, and labor costs that compound across a 30-year building life.
Silicone roof coatings cure to a moisture-cure or condensation-cure elastomer that is inherently hydrophobic. Standing water does not penetrate or swell the film. Service life before meaningful recoating runs 20–50 years depending on dry-film thickness (typically 20–40 mils), local UV index, and thermal cycling frequency. A facility manager who coats once and inspects periodically rather than recoating every seven years is eliminating two to four full mobilizations over the building’s life — each mobilization carrying material, labor, and operational disruption costs.
Silicone roof coatings can remain serviceable for 20+ years under continuous UV and ponding water exposure without recoating.True
The Si-O backbone resists UV-induced chain scission and hydrolysis that degrade carbon-chain polymers like polyurethane and bitumen. Field service data from commercial roofing applications consistently supports 20-year-plus performance when applied at specified thickness over prepared substrates.
Electronics Encapsulation and Conformal Coating
Printed circuit assemblies in industrial drives, power converters, and outdoor LED systems face a brutal combination: thermal cycling from cold start to full-load heat, condensation during shutdown, and sometimes chemical fumes. Polyurethane conformal coatings — workable and cost-effective for benign environments — begin to lose dielectric integrity above roughly 100–120°C and absorb measurable moisture in high-humidity conditions, which raises leakage current risk on closely spaced traces.
Silicone conformal coatings and encapsulants maintain dielectric strength across the full operating range. Flexibility from -60°C to +200°C means the coating moves with the substrate through thermal cycles without cracking or delaminating — a failure mode that creates exactly the moisture ingress path it was meant to prevent. For Class H insulation systems or any assembly that sees duty cycles above 150°C, specifying polyurethane is a recurring warranty liability. Silicone is the engineering answer, not a premium upgrade.
Automotive and Rail Underbody Sealing
Underbody sealants endure stone impact, flexing chassis members, salt spray, and sustained temperatures near exhaust components. Silicone RTV sealants with tensile strength in the 4–12 MPa range — the upper end driven by reinforced formulations — absorb impact without brittle fracture. Liquid rubber underbody coatings based on polyurethane or rubber-bitumen blends can crack at low temperatures and erode progressively, exposing bare metal. In rail applications, where maintenance intervals are long and access is constrained, a sealant specified at 20+ year service life changes the whole maintenance calculus.
Chemical Plant Joint Sealing
Expansion joints around tanks, flanges, and pipe penetrations in chemical facilities contact aggressive media: acids, solvents, and oxidizing atmospheres. Silicone-modified sealants resist a broader chemical spectrum than standard polyurethane, particularly at elevated process temperatures. The consequence of a failed joint seal in a chemical plant is not cosmetic — it is a contained leak becoming a reportable release or a corrosion path under insulation that costs multiples of the original sealant budget to remediate.
Marine Deck Waterproofing
Marine decks see UV, salt, mechanical abrasion, and constant thermal movement. Polyurethane deck coatings chalk, yellow, and lose elasticity — typically requiring recoating every 3–7 years on working vessels. Silicone elastomeric coatings retain color stability and elongation through those same cycles. For vessels operating in extreme latitudes, the low-temperature flexibility floor matters: a coating that embrittles at -30°C is a delamination event waiting to happen at -40°C.
Silicone-Modified Hybrid Systems: When You Want Liquid Rubber’s Processability with Silicone’s Durability
Not every facility can rip out an existing liquid-applied waterproofing or coating workflow. Spray rigs, trained applicators, substrate prep protocols — these represent real capital and institutional knowledge. The commercially honest answer isn’t always “switch entirely to silicone.” Sometimes the right move is a silicone-modified hybrid that keeps the familiar application method while injecting enough siloxane chemistry to close the worst performance gaps.
Silicone-Modified Polyurethane (SPUR) and Silicone-Modified Acrylic Systems
SPUR systems work by grafting reactive siloxane segments — typically polydimethylsiloxane blocks with terminal isocyanate-reactive or alkoxysilane groups — onto a polyurethane or acrylic backbone during synthesis. The resulting polymer is neither pure silicone nor pure organic; it carries the elastic network of a PU while the siloxane segments migrate toward the surface and air-exposed interfaces where UV degradation initiates.
The practical payoff is measurable. A standard single-component PU coating exposed to continuous UV without the siloxane modification will typically show chalking and tensile loss within two to four years on a south-facing rooftop. The equivalent SPUR formulation — at 15–30% siloxane content by backbone weight, depending on the target balance of cost vs. longevity — can push that onset out to eight to fifteen years, depending on UV intensity, substrate movement, and film thickness. Elongation at break in SPUR systems commonly runs 300–600%, versus 150–350% for standard aromatic PU, which matters on concrete substrates with thermal cycling cracks.
From an application standpoint, SPUR moisture-cure grades behave nearly identically to conventional one-component PU sealants. Same notched squeegee or airless spray equipment. Tack-free times in the 1–4 hour range (temperature and humidity dependent). Procurement managers specifying a switchover don’t need to retrain crews or change job-site equipment lists — that alone often decides the conversation with contractors.
Silicone-modified acrylics follow a similar logic. Here, silicone-acrylic copolymer dispersions or solvent-based systems incorporate siloxane into the acrylic chain. The payoff is primarily exterior durability and dirt-pickup resistance rather than extreme-temperature flexibility, making these the better choice for facade coatings and light-industrial roof maintenance rather than expansion joint sealing or cryogenic pipe insulation.

Silicone-Modified Bitumen Waterproofing Membranes
Standard SBS (styrene-butadiene-styrene) and APP (atactic polypropylene) modified bitumen membranes have dominated commercial roofing and below-grade waterproofing for decades. Their weakness is well-documented on any cold-climate plant-floor: SBS membranes become brittle below -15°C to -25°C depending on formulation, and APP membranes blister aggressively when surface temperatures spike past 90–100°C on dark roofs in high-sun climates.
Incorporating silicone oil or siloxane resin fractions into the bitumen modifier blend — typically at 3–8% by mass of the modifier fraction — improves two specific failure modes. Low-temperature flexibility (measured as the bending mandrel temperature at which the membrane cracks) shifts meaningfully, often by 8–15°C depending on siloxane type and loading. Blister resistance improves because siloxane modifiers reduce water vapor permeability at the bitumen-filler interface and raise the softening point of the modified binder.
Silicone-modified bitumen membranes eliminate the need for APP or SBS in all cold-climate roofing applicationsFalse
Silicone modification improves specific properties of bitumen systems but does not replace the structural reinforcement role that SBS or APP polymers provide; it is an enhancement additive, not a wholesale substitute for the polymer modifier fraction.
Processing Parameters and Formulation Considerations
For formulators evaluating these hybrids, cure chemistry is the critical selection variable. SPUR systems with alkoxysilane terminal groups moisture-cure through condensation, releasing methanol or ethanol — adequate ventilation in confined spaces is non-negotiable. Tin catalysts (dibutyltin dilaurate or DBTDL) accelerate condensation cure and are common in sealant grades; platinum catalysis is rare in hybrids but appears in specialty two-component grades where pot life control is critical.
Siloxane content above roughly 40% backbone weight in SPUR starts degrading the cohesive strength of the organic network — tensile properties plateau or drop, and the material begins behaving more like a filled silicone than a PU. The practical formulation window for most coating and sealant applications sits between 15% and 35% siloxane by backbone weight, with the exact optimum depending on substrate, expected movement, and service temperature range. Compounders should run peel adhesion on the actual project substrate, not just tensile dogbones — hybrid systems can show excellent bulk properties while adhesion to oily concrete fails entirely without a primer.
Total Cost of Ownership: Silicone’s Long-Term Economics vs. Liquid Rubber’s Lower Upfront Price
The upfront price gap is real and procurement teams are right to flag it. Silicone roof coatings typically land at 1.5–2.5× the installed material cost of polyurethane liquid rubber, depending on substrate condition, project scale, and regional labor rates. Stopping the analysis there, however, is how facilities end up recoating the same roof three times in twenty years while the competing plant hasn’t touched theirs once.
Building the 20-Year TCO Model
Take a 5,000 m² industrial roof as a working reference frame. Polyurethane liquid rubber might run $8–18/m² for materials plus application on the first installation — the range depends on film thickness specified, whether a primer is required (often is, on aged metal or concrete), and whether the installer is local or a specialist contractor. Silicone elastomeric coating on the same substrate typically runs $15–30/m² installed at first application.
Over twenty years, the math changes structurally. Polyurethane coatings in outdoor UV and thermal-cycling environments typically require recoating every 5–10 years. That means two to three full reapplication cycles within the asset window. Each cycle carries not just material cost but mobilization, surface preparation (often mechanical abrading of the degraded layer), waste disposal of the stripped material, and critically — production or facility downtime if the building is occupied. Downtime cost for a light-manufacturing facility running a single shift can run $2,000–15,000 per day; for continuous process plants it scales much higher. Even two days of access disruption per recoat cycle accumulates fast.
Silicone coatings rated for 20–50-year outdoor service life under UV exposure can realistically eliminate one or two full recoat cycles within a 20-year horizon. The primer situation reinforces this: silicone systems from quality suppliers often bond directly to aged metal, concrete, and EPDM without a separate primer coat, saving $2–5/m² on that line item alone. Polyurethane systems frequently require it.

Warranty Structure as a Procurement Signal
Warranty periods are not just marketing — they reflect manufacturer confidence in service life under real conditions. Silicone roof coatings from reputable suppliers typically carry 10–25-year material and performance warranties. Polyurethane liquid rubber products commonly warranty at 5–10 years. That gap tells a procurement manager something operationally significant: the expected recoat interval is essentially embedded in the warranty duration. When a 7-year warranty expires and the coating begins chalking or delaminating at year 8, that is the cycle working exactly as designed — for the applicator.
Silicone roof coatings typically carry longer manufacturer warranties than polyurethane liquid rubber, reflecting meaningful differences in UV and thermal degradation resistance.True
Si-O backbone stability under UV radiation and the broad thermal service range of silicone (-60°C to +200°C vs. liquid rubber's typical -30°C to +80°C) directly support extended service life, which reputable manufacturers reflect in warranty terms.
The Energy Cost Dimension Most TCO Models Ignore
High-quality silicone coatings formulated as cool-roof systems achieve Solar Reflectance Index (SRI) values of 90–110, depending on pigmentation and surface finish. Polyurethane liquid rubber in standard formulations typically runs SRI 25–70. Over a 20-year asset life in a climate with significant cooling load — say, a factory in a subtropical or hot-arid zone — the HVAC energy delta between those SRI bands can represent $0.80–2.50/m²/year in reduced cooling cost, depending on local electricity tariffs, roof insulation quality, and internal heat generation. Across 5,000 m² that accumulates to $80,000–250,000 over twenty years. That number alone frequently closes the first-cost gap entirely.
The honest procurement model accounts for material, labor, recoat cycles, disposal, downtime exposure, and energy load together. When it does, silicone’s higher initial price typically resolves into a lower total expenditure — often materially so — across a realistic asset life.
Handling, Safety, and Environmental Profile: Silicone vs. Liquid Rubber Regulatory Landscape
Regulatory pressure on coating and sealant materials has intensified sharply over the last decade. ESG reporting requirements, tightening occupational exposure limits, and procurement criteria tied to LEED or BREEAM certification have pushed safety and compliance from a checkbox exercise to a genuine specification driver. Material selection that ignores this dimension creates downstream liability — failed audits, worker compensation exposure, and costly reformulation mid-project.
VOC Emissions: Where the Gap Between Systems Is Largest
Solvent-borne liquid rubber coatings — polyurethane and bitumen-modified types — typically carry VOC content in the range of 250–600 g/L, depending on solvent system and formulation. Waterborne variants improve on this, landing between 30–150 g/L, but often sacrifice film build and cold-weather application windows to get there. Single-component RTV silicone sealants and silicone elastomeric coatings generally fall below 50 g/L, and many two-part addition-cure silicone systems measure effectively zero VOC. That difference matters directly on the plant floor: confined-space roofing work, tank lining in enclosed vessels, and underground utility joints are the exact scenarios where ventilation is hardest to engineer and where OSHA PEL and ACGIH TLV compliance gets difficult with high-VOC systems.

Isocyanate Hazard in Polyurethane-Based Systems
This is the risk that procurement teams most consistently underestimate. Two-component polyurethane liquid rubber systems contain free isocyanate (MDI or TDI) in the Part A component. Isocyanates are respiratory sensitizers — once a worker is sensitized, any subsequent exposure, even at sub-threshold concentrations, can trigger occupational asthma. OSHA’s ceiling limit for TDI is 0.02 ppm; real spray application environments can exceed this without rigorous supplied-air respirator protocols. The consequence logic is straightforward: insufficient PPE during application → sensitization event → permanent medical removal from isocyanate work → workers’ compensation claim and recruitment cost. EU REACH Regulation (EC) No 1907/2006 now mandates isocyanate-specific training and certification for professional users under the 2023 restriction on diisocyanates, adding administrative overhead to every PU liquid rubber project in European markets.
Silicone RTV systems cure by a fundamentally different mechanism. Acetoxy-cure RTV releases acetic acid as a byproduct — detectable by the familiar vinegar odor, mildly irritating at close range, but not a sensitizer and well below hazardous thresholds under normal ventilation. Alkoxy-cure systems release low-molecular-weight alcohols (methanol or ethanol), which carry their own low-level inhalation limits but present no sensitization pathway. Neither byproduct class triggers the restricted substance notifications that isocyanate systems require under REACH or China’s GB/T 30647 VOC classification standards.
Silicone RTV curing byproducts (acetic acid, alcohols) are not classified as respiratory sensitizers under REACH or GHS criteriaTrue
Acetic acid and short-chain alcohols used in RTV cure mechanisms are not listed as sensitizers under CLP Regulation (EC) No 1272/2008 or GHS classification, in contrast to isocyanates, which carry mandatory H334 sensitization hazard labeling.
Green Building Compliance and Procurement Criteria
LEED v4 and BREEAM 2018 both include credits tied to low-emitting materials and indoor air quality management. Silicone sealants and coatings with VOC content below applicable California SCAQMD Rule 1168 or LEED category thresholds qualify readily; many high-VOC liquid rubber products do not without project-specific LEED credit waivers. For a developer specifying a roofing or façade system on a LEED Gold target project, using a non-compliant liquid rubber product on the building envelope forces a credit substitution elsewhere — a real cost, not a theoretical one.
End-of-Life and Disposal Obligations
Cured silicone is chemically inert, contains no halogens, and combusts cleanly to silica, carbon dioxide, and water. This matters in two ways. First, silicone waste does not fall under RCRA hazardous waste classification or the EU Waste Framework Directive’s hazardous waste provisions. Second, in fire scenarios — a legitimate concern for roof membranes — silicone produces no halogenated combustion products, unlike some PVC-modified bitumen systems. Polyurethane disposal is more complicated: uncured PU components are RCRA-regulated, and even cured PU foam disposal is subject to increasingly strict landfill restrictions across EU member states. Bitumen waste containing coal-tar fractions carries PAH contamination concerns that require manifested disposal under several European national regulations. Silicone’s inert end-of-life profile simplifies site waste management plans and reduces hazardous waste disposal costs — a figure that runs $0.30–$1.20/kg depending on jurisdiction and waste classification, adding measurable cost to projects that use regulated-waste materials at scale.
How to Select the Right Silicone Product Format for Your Application: Sealants, Coatings, Encapsulants, and Elastomers
Choosing “silicone” is not a decision — it’s the beginning of one. The format matters as much as the chemistry. Specifying a one-part RTV where a two-part was required, or reaching for a dispersion coating on a substrate that demands an elastomeric sheet, will produce failures that get blamed on silicone rather than on the selection process.
The Five Selection Axes That Actually Determine Format
Before looking at any product datasheet, lock down these five parameters for your application:
Substrate type drives adhesion strategy. Silicone bonds poorly to itself and to many plastics without surface prep. On glass, aluminum, and concrete, adhesion is generally reliable with correct primers; on polypropylene, PTFE, and powder-coated steel, assume you need a primer and test before committing to a specification.
Required elongation separates sealant-grade from elastomer-grade products. Joint movement in architectural glazing or expansion joints demands elongation of 150–400%, which one-part neutral-cure sealants handle well. A static potting application tolerates much lower elongation; over-specifying flexibility here wastes cost and can compromise shore hardness.
Cure time constraints are frequently underestimated on the plant floor. One-part RTV systems cure by atmospheric moisture — skin-over in 10–30 minutes is typical, but full through-cure in a bead thicker than 6 mm can take 24–72 hours depending on humidity and bead geometry. Two-part systems cure by catalysis, giving you predictable depth-of-cure regardless of ambient conditions, which matters enormously in potting or encapsulation where the cured mass may be 20–50 mm deep.
Temperature exposure range is where many liquid rubber users first discover they need to change materials. If your assembly sees sustained temperatures above 120°C or below -30°C, you have already eliminated most polyurethane and bitumen-based options. Silicone dispersion coatings and HTV compounds extend that window significantly — see the performance data referenced earlier in this article.
Chemical environment closes the decision. Silicones resist dilute acids, ozone, and UV well. They are not resistant to concentrated organic solvents, strong alkalis at elevated temperature, or steam above 150°C in some formulations. Map the chemical exposure before finalizing format.

Product Format Guide: Processing Realities
One-part RTV is the workhorse for field maintenance, construction joints, and sealing around penetrations. Cartridge guns, pneumatic dispensers, or bulk drum systems all work. No mixing error risk. The trade-off is moisture dependency and the extended cure time on thick sections described above.
Two-part RTV suits potting, encapsulation of electronics, and production-line gasketing where throughput demands controlled cure. Meter-mix dispensing equipment is required; ratio errors — even 5–10% off the specified mix ratio — can leave tacky or under-cured surfaces. This is the most common cause of two-part RTV failures in plants new to the format.
HTV (high-temperature vulcanizing) silicone rubber is a compound requiring heat and pressure — compression molding, extrusion, or transfer molding equipment. Typical cure temperatures run 160–200°C. This format produces the highest mechanical properties, including tensile strengths toward the upper end of the 4–12 MPa range, and is the standard for molded gaskets, o-rings, and profiles in automotive and industrial sealing.
LSR (liquid silicone rubber) is an injection-moldable two-part system processed on dedicated LSR injection equipment. Cycle times of 15–60 seconds are achievable. The entry cost for tooling and equipment is high, so LSR makes economic sense only above certain annual volumes — typically 50,000+ parts, though that threshold shifts with part complexity.
Silicone dispersion coatings are water- or solvent-based systems applied by spray, roll coat, or dip. They deliver thin-film protection (typically 20–200 µm dry film) for textiles, release liners, and electrical insulation. They are not sealants. Using a dispersion coating where joint movement exists will produce cohesive failure quickly.
Red Flags and Misapplication Warnings
Uncured silicone contamination on a substrate permanently prevents adhesion of subsequently applied silicone sealant in the same joint area.True
Silicone cure inhibition and surface contamination from silicone oils or partially cured silicone residues prevent proper adhesion. The contaminated surface must be mechanically abraded and solvent-wiped before reapplication — simply applying fresh sealant over the residue will not bond.
Shelf life management in procurement is routinely ignored until it causes a line stoppage. One-part RTV typically carries an 18–24 month shelf life from manufacture date, stored below 25°C and sealed. Receiving a pallet with six months remaining, then storing it for three months before use, leaves a narrow window that doesn’t survive normal production scheduling. Build shelf-life verification into your incoming inspection process and negotiate manufacture-date disclosure with your supplier.
On substrates requiring primers, skipping the primer to save time is the single most common installation error. The consequence is not reduced adhesion — it is adhesion failure at the interface within 6–18 months of service, often at the worst possible moment (seasonal thermal cycling, first heavy rain, first high-vibration event). Prime all substrates specified for priming. Allow the primer to flash off to the dry-to-touch state before applying the silicone — wet primer traps solvent and creates a weak boundary layer just as surely as no primer at all.
SiliconChemicals’ Organosilicon Product Portfolio: Technical Specifications and Supply Chain Advantages
Specifying a material is only half the procurement decision. The other half is whether your supplier can actually deliver consistent product, provide formulation support when something goes wrong at the mixing stage, and move paperwork fast enough that your customs broker isn’t holding a container while a production line sits idle. Here is how SiliconChemicals is structured to cover both sides.
Core Product Lines and What They Replace
Silane coupling agents form the foundation of the portfolio. Grades covering vinyl, amino, epoxy, and methacryloxy functional groups handle the most common interface challenges — adhesion between mineral substrates and polymer matrices, moisture resistance in filled composites, and surface priming ahead of silicone or hybrid coating application. Coupling efficiency, measured as retained bond strength after wet aging, depends heavily on surface hydroxyl density and cure schedule; SiliconChemicals’ technical team provides substrate-specific dosing guidance rather than generic recommendations.
Siloxane intermediates — including low-viscosity cyclic siloxanes and hydroxyl-terminated polydimethylsiloxane (PDMS) fluids — serve formulators building their own RTV compounds or silicone-modified systems. Viscosity ranges from roughly 50 to 100,000 cSt are available in standard commercial grades; tighter custom cuts for specialty encapsulant or release-coating applications are produced on request against agreed specifications.
RTV silicone bases (one- and two-part systems) are the direct replacement products for liquid rubber in sealing, potting, and weatherproofing roles. Tensile strength in the cured state runs 4–12 MPa depending on filler loading and crosslink density — at the upper end, well above the 2–8 MPa ceiling of most polyurethane or bitumen-based liquid rubbers. Thermal service range of -60 °C to +200 °C comes standard for the silicone backbone; specific formulations for continuous high-heat exposure are compounded with reinforcing silica grades that sustain elongation above 300% through the service window.
Silicone resins cover methyl, methyl-phenyl, and modified variants used in high-temperature coatings and electrical insulation varnishes. Phenyl content adjusts the glass transition to suit cryogenic or elevated-temperature duty. These resins are supplied as solvent solutions or solvent-free concentrates depending on application method and VOC compliance requirements.
Specialty modified silicone polymers — silicone-polyurethane, silicone-acrylic, and silicone-epoxy hybrids — bridge the processability gap for customers who cannot move entirely away from water-based or solvent-based coating infrastructure. These are the product class discussed in the hybrid systems section; the point here is that SiliconChemicals manufactures the polymer intermediates, not just the finished sealant, giving formulators genuine latitude to adjust hardness, cure speed, and substrate compatibility.

Supply Chain Integration and Production Infrastructure
SiliconChemicals operates within China’s Zhejiang and Shandong organosilicon industrial clusters — regions that host integrated siloxane monomer production, specialty gas supply, and downstream compounding under a compressed geographic footprint. That cluster positioning cuts raw-material lead times significantly compared to suppliers sourcing intermediates at arm’s length, and it insulates product costs against the spot-market volatility that has historically made silicone pricing unpredictable for international buyers.
Production facilities hold ISO 9001 certification for quality management systems. Export documentation — including Certificates of Analysis, full TDS and SDS packages, and REACH compliance dossiers for EU-bound shipments — is prepared as standard, not on request. For customers in regulated markets, that distinction matters; a missing REACH dossier at customs has killed more than one delivery timeline.
Logistics infrastructure serves customers across 30-plus countries across Southeast Asia, Europe, the Middle East, and the Americas through established freight partnerships covering both FCL and LCL shipments.
SiliconChemicals provides REACH compliance documentation as standard for EU-destined shipmentsTrue
REACH dossier preparation is built into the standard export documentation workflow for EU customers, reducing customs clearance delays that commonly affect chemical importers without pre-prepared substance registration support.
Technical Support That Travels With the Product
Application engineering support is structured around a central technical lab capable of formulating and testing custom grades against customer-supplied substrate samples or performance specifications. Sample programs — typically small-quantity trial lots with full documentation — allow procurement and R&D teams to validate before committing to volume orders. For customers switching from liquid rubber, that validation step is where cure compatibility, adhesion to existing substrate coatings, and processing-line compatibility get confirmed before the decision is irreversible.
Frequently Asked Questions About Silicone Alternatives to Liquid Rubber
Can silicone be applied over existing liquid rubber coatings?
Sometimes — but surface prep determines everything. Aged polyurethane or bitumen-based liquid rubber must be tested for adhesion before overcoating with silicone. Chalking, delamination, or residual plasticizer migration will cause silicone to peel within months. The practical protocol: mechanically abrade the existing surface, apply a silicone-compatible primer (typically a silane-functionalized tie coat), and run a peel-adhesion test patch before committing to full coverage. On well-adhered, clean liquid rubber substrates, silicone topcoats have been used successfully to extend service life without full strip-and-replace — a significant cost lever when the substrate is structurally intact but weathered.
What is the cure time for silicone coatings vs. liquid rubber in cold or humid conditions?
Condensation-cure and moisture-cure silicones actually benefit from moderate humidity; they typically skin in 30–90 minutes and reach full cure in 24–72 hours at 20°C and 50% RH. Liquid rubber (polyurethane-based) cures through moisture reaction as well, but low temperatures hit it harder — below 5°C, PU cure can stall or produce CO₂ bubbles, causing foam-like voids in the film. Silicone remains workable and cures reliably down to around 5°C, though full cross-link development slows. At -10°C, neither system cures properly without heated enclosure or specialized low-temperature formulations. Silicone’s cure window is generally wider, and film integrity is less sensitive to humidity spikes.
Is silicone waterproofing suitable for below-grade or continuously submerged applications?
This is where silicone has real limits. Standard silicone coatings and sealants excel at atmospheric waterproofing — roofing, facades, expansion joints — but they are not the first choice for continuously submerged or below-grade situations where hydrostatic pressure is constant. Water vapor transmission through silicone is higher than through modified bitumen or polyurea. For buried foundations, water-retaining structures, or tank linings under permanent immersion, polyurethane or epoxy-hybrid systems often outperform silicone. The exception: silicone rubber gaskets and molded seals used in submerged electrical enclosures, where elastomeric compression sealing — not film waterproofing — is the mechanism.
Standard silicone coatings are not optimized for continuous hydrostatic submersion in below-grade waterproofing applicationsTrue
Silicone's relatively higher moisture vapor transmission compared to polyurea or modified bitumen makes it poorly suited for persistent hydrostatic pressure environments, despite its superior UV and thermal performance above grade.
How does silicone perform on low-surface-energy substrates like HDPE or polypropylene?
Poorly, without surface activation. HDPE and PP have surface energies in the 29–35 mN/m range; most silicone adhesives and coatings need at least 38–42 mN/m for reliable wetting. Corona treatment, flame treatment, or plasma activation raises surface energy enough for usable adhesion. Silane primer systems designed for polyolefins provide another route. Without one of these steps, expect adhesive failure at the interface under any thermal cycling or mechanical stress.
What is the minimum application temperature for silicone roof coatings?
Most commercial silicone roof coating products specify a substrate temperature floor of 4–7°C. Below that, moisture condensation on the substrate becomes a risk factor, and cure kinetics slow to the point where rain or frost can wash or damage the uncured film. Nighttime temperature forecasts matter as much as ambient temperature at application time. Applying at 10°C when temperatures will drop to -3°C overnight is a practical problem even if the product datasheet technically allows it.
Can silicone elastomers be pigmented or tinted like liquid rubber coatings?
Yes, with the right pigment systems. Silicone tolerates inorganic oxide pigments — iron oxides, titanium dioxide, chromium oxide — well across its service temperature range. Organic dyes can migrate or degrade above 120–150°C, so they’re unsuitable for high-heat applications. Pigment loading affects tensile and elongation properties; typical loading is 2–8 phr depending on pigment density and target color depth. Custom tinting is standard practice for architectural silicone sealants; for elastomeric coatings, pre-pigmented manufacturer grades are more consistent than field tinting if color matching and batch-to-batch consistency matter.
What certifications should I look for when sourcing silicone for food-contact or medical-adjacent applications?
Food-contact silicone should carry FDA 21 CFR 177.2600 compliance (for rubber articles), EU Regulation 10/2011 where the end market requires it, and ideally third-party extractables and leachables testing results. Medical-adjacent applications (device housings, fluid handling, cleanroom seals) typically require ISO 10993 biocompatibility screening as a minimum starting point. Ask suppliers for lot-specific certificates of conformance, not just product-level claims. Platinum-catalyzed addition-cure silicones are generally the safest choice for these environments; tin- or peroxide-cured grades can leave residuals that complicate compliance.
How do I calculate coverage rates when switching from liquid rubber to silicone?
The key variable is dry film thickness (DFT) required, which depends on substrate porosity, application method, and performance specification — not just product type. Liquid rubber systems are often applied at 1.5–3 mm WFT to achieve adequate DFT due to solvent loss or in-situ foaming. Silicone coatings applied at 250–500 µm DFT often deliver equivalent or superior waterproofing, so volumetric consumption per square meter can be lower despite a higher per-liter price. Work from your DFT specification first, check the product’s volume solids percentage, calculate theoretical coverage (m²/L = volume solids % ÷ DFT in mm × 10), then add 10–20% for surface roughness, overspray, and wastage. Switching products without recalculating from DFT spec — not just carrying over the old volume figure — is where material budget errors happen.















