
Silane coupling agents work well across a wide range of applications, but supply disruptions, substrate incompatibility, and tightening regulatory pressure on certain organosilicon chemistries push formulators and procurement teams toward alternatives faster than most expect. A wrong substitution stalls a production line, degrades bond strength, and generates scrap batches that cost far more than the price difference between chemistries. Getting the selection right from the start — matched to substrate, polymer matrix, processing temperature, and total cost per part — is where the real engineering decision lives.
The main alternatives to silane coupling agents are titanate coupling agents, zirconate coupling agents, phosphonate surface modifiers, organofunctional aluminate esters, chromate-free metal pretreatments, reactive compatibilizers such as maleic anhydride grafted polymers, and bio-derived coupling systems. Each operates through a different bonding mechanism and suits a different combination of substrate, matrix polymer, and processing condition.
What makes this substitution genuinely difficult is that no single alternative replicates the full performance profile of silanes across every surface — the chemistry that rescues adhesion on a glass-fiber composite can actively underperform on a calcite-filled polyolefin or a moisture-sensitive metal oxide. The gap between a technically sound choice and a costly misfire is often a single overlooked variable: moisture sensitivity, processing temperature ceiling, or regulatory status in the target export market. The sections below work through each alternative class with the specifics that matter on the plant floor.

Titanate Coupling Agents: The Most Established Silane Competitor
Organotitanates have been competing directly with silanes on the plant floor since the late 1970s, and in certain filler-resin combinations they still win outright. Understanding why requires looking at the mechanism first, because the mechanism dictates everything downstream — substrate fit, processing window, loading level, and cost justification.
How Organotitanates Bond to Filler Surfaces
Silanes react through hydrolysis and condensation, which means they depend heavily on surface silanol groups. That chemistry works well on silica, glass fiber, and wollastonite. It works poorly on calcium carbonate, barium sulfate, alumina trihydrate, and most metallic surfaces — all of which have hydroxyl groups that are chemically different or present at much lower density.
Titanates take a different route. They undergo alcoholysis at surface hydroxyl groups, forming a true monomolecular organic layer rather than a condensed oligomeric film. On CaCO₃ — probably the highest-volume filler in thermoplastics globally — that monomolecular coverage is more uniform and more thermally stable than what a silane delivers. This is not a marginal difference. In polypropylene compounding with titanate-treated CaCO₃, notched Izod impact strength typically improves 25–45% versus untreated filler, and that range regularly equals or exceeds what equivalent silane treatment achieves on the same non-siliceous substrate.
Commercial Grades and Where Each Belongs
The three families you will encounter in procurement and formulation work are monoalkoxy titanates, chelate titanates, and neoalkoxy titanates. They are not interchangeable.
Monoalkoxy grades (isopropyl triisostearoyl titanate is a common example) are workhorse treatments for dry powder fillers in polyolefins and rubber. They are sensitive to free moisture, so they suit low-moisture fillers processed at 80–180°C. Load them into a high-humidity environment or onto wet filler and you lose coating uniformity fast — that translates directly into poor dispersion, higher torque on the compounder, and inconsistent mechanical properties batch to batch.
Chelate titanates were developed specifically to tolerate higher moisture levels on filler surfaces and in resin systems like PVC plastisols or aqueous-based coatings. Their thermal stability extends processing up to roughly 250–300°C depending on the specific grade, which opens them to engineering thermoplastic applications where monoalkoxy grades would degrade.
Neoalkoxy titanates sit at the performance end of the range. They offer the widest processing window and the best compatibility with polar resins, and they are the default choice when a formulator is working with alumina-filled epoxy systems or barium sulfate in high-density polyethylene.
Cost and Loading: The Real Arithmetic
Titanate coupling agents typically cost 15–30% more per kilogram than silanes of comparable commercial grade — the exact gap depends on grade complexity, supply chain origin, and order volume. That premium shrinks considerably when you account for loading rates. Silanes in filled thermoplastic compounds are commonly used at 1–2 wt% on filler weight. Titanates, because their monomolecular coating mechanism is more efficient on non-siliceous substrates, often achieve equivalent or better performance at 0.5–1.5 wt%. In a high-CaCO₃-loading compound running 50–60 parts filler per hundred parts resin, that loading difference can neutralize the unit-cost premium entirely.
Titanate coupling agents can reduce required filler-treatment loading by 20–40% compared to silanes in certain polymer compositesTrue
The monomolecular alcoholysis mechanism on non-siliceous fillers produces more uniform surface coverage at lower mass per unit filler area, which is documented in polymer composite literature and consistent with commercial formulation experience in CaCO₃-filled polyolefins.
Operational Warnings and Processing Method
Pre-treatment of filler in a high-speed mixer at 80–100°C — adding the titanate by spray or drip while the filler is agitating — consistently produces better dispersion than in-situ addition directly to the compounder. In-situ works and is convenient, but the competition between titanate molecules coating filler surfaces and reacting with resin hydroxyl groups reduces coating efficiency. The mechanical output you measure downstream — tensile elongation, impact strength, melt flow consistency — will typically be 10–20% weaker than what pre-treated filler delivers, depending on filler surface area and resin polarity.
Color is a real limitation in light-colored or white compounds. Titanates contribute a yellow-to-tan discoloration that is difficult to mask, particularly in PVC and TPO applications where aesthetic specs are tight. If you are running white cable compound or light-colored automotive interior trim, this alone may move the decision back toward silanes or toward surface-modified filler supplied pre-coated.
Regulatory status adds another constraint for food-contact and medical applications. Several titanate grades carry restrictions under EU and FDA frameworks that silanes do not, so confirm compliance before qualifying a titanate in those end-use categories rather than discovering the problem after a trial run.
Zirconate and Aluminate Coupling Agents: High-Performance Alternatives for Metal and Specialty Substrates
Zirconates and aluminates occupy a narrower commercial footprint than silanes or titanates, but in the applications where they genuinely belong, they are difficult to displace. Understanding their chemistry first makes the application logic obvious.
Zirconate Chemistry and Why Hydrolytic Stability Matters
Neoalkoxy zirconates react with surface hydroxyl groups through the same general mechanism as titanates — the neoalkoxy ligands exchange with surface –OH sites to form covalent bonds — but the Zr–O bond is meaningfully more resistant to hydrolytic cleavage than the analogous Ti–O bond under humid or aqueous service conditions. That single difference shifts the calculus considerably for coatings exposed to salt spray, adhesives in marine assemblies, or dental composites that spend decades in a wet oral environment.
Toxicity is the other differentiator. Organotitanates carry regulatory attention in some jurisdictions due to their hydrolysis products and potential endocrine-related concerns at exposure levels relevant to spray application. Neoalkoxy zirconates, by contrast, carry a substantially cleaner ecotoxicity profile — zirconium compounds as a class are non-bioaccumulative and show low aquatic toxicity at process-relevant concentrations. For a formulator under ESG pressure from an OEM customer, that is not a minor point.
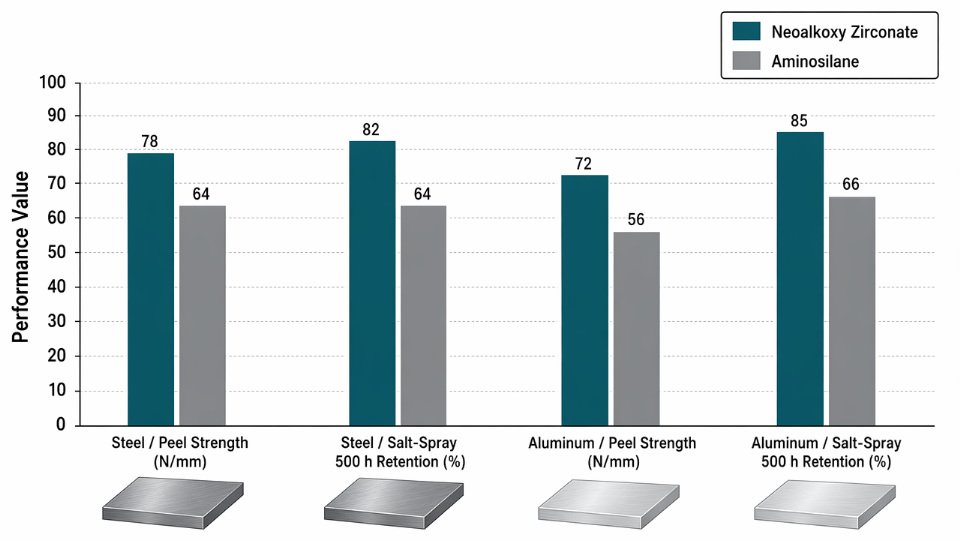
Adhesion Performance on Metal Substrates: What the Numbers Actually Mean
The 40–70% peel-strength improvement figure cited for zirconate primers on aluminum and steel versus untreated controls is real, but the range is wide because it depends heavily on surface preparation quality, substrate alloy, and the adhesive or coating system applied on top. On clean, freshly grit-blasted mild steel with an epoxy topcoat, 60–70% improvement is achievable. On mill-finish aluminum with a polyurethane adhesive, expect the lower end unless the surface oxide is conditioned before primer application.
More operationally relevant for engineers replacing silane primers: independent peel and salt-spray benchmarking consistently shows zirconate primers delivering 10–25% higher performance than best-in-class aminosilane or epoxysilane primers on metallic substrates. The improvement is most pronounced in long-duration salt-spray tests (500–1000 hours range) where the superior hydrolytic stability of the Zr–O interface bond accumulates into a visible adhesion retention advantage. On polymer composites or glass-fiber substrates, that advantage shrinks considerably — which is precisely why you would not specify a zirconate over a silane for a standard glass-filled nylon compound.
Zirconate coupling agents outperform silane primers in salt-spray corrosion adhesion retention on steel and aluminum substratesTrue
The hydrolytic stability of Zr–O surface bonds exceeds that of Si–O bonds formed by silane coupling agents under humid and saline conditions, leading to measurably higher adhesion retention in prolonged salt-spray testing. This is documented in coatings and adhesive literature across multiple substrate-adhesive combinations.
Aluminate Coupling Agents: A Specialist Tool for Recyclable Composites
Aluminate coupling agents see limited commercial use outside alumina-filled and glass-fiber systems, but their mechanism is worth understanding because it is genuinely different. Rather than forming irreversible condensation bonds, aluminates interact with surface sites primarily through chelation — coordination chemistry that creates reversible interfacial bonding. In a conventional thermoset composite, irreversibility is desirable. In a thermoplastic or recyclable composite design, reversibility is an asset: the interface can disengage under reprocessing temperatures without degrading the matrix, which supports mechanical property recovery through multiple recycling cycles. As circular-economy mandates tighten in automotive and electronics sectors, this becomes a specification argument rather than an academic curiosity.
Commercially, aluminate coupling agents remain harder to source in consistent industrial volumes compared to silanes or zirconates. Lead times and minimum order quantities can be unfavorable for low-volume development work.
Cost-in-Use Versus Raw Material Price
Zirconates typically run 2–3× the per-kilogram cost of comparable silane grades, a figure that varies with zirconium feedstock pricing and regional availability. At face value that looks prohibitive. In practice, effective loadings for zirconates in adhesive and encapsulant systems run 0.3–0.8 wt% of filler weight — often 30–50% lower than the loading required to reach equivalent performance with a silane — which compresses the system-level cost gap substantially. In high-margin applications such as aerospace structural adhesives, electronic encapsulants, or premium architectural coatings, the cost delta relative to silanes typically falls within 8–15% of total formulation cost, not the 2–3× implied by raw material pricing alone. In commodity applications with thin margins, that math does not close, and silanes remain the sensible choice.
The practical decision rule: if your substrate is metallic, your service environment is wet or corrosive, and your application can absorb moderate formulation cost, evaluate a neoalkoxy zirconate before defaulting to an amino or epoxy silane. If your system is glass- or silica-filled polymer and cost pressure is real, a silane almost certainly wins on economics. Aluminates earn their place specifically when recycling performance is a design requirement.
Functional Polymer Compatibilizers: Maleic Anhydride Grafts and Reactive Oligomers
Not every coupling problem requires a small-molecule silane. In compounding and composite manufacturing — particularly high-volume thermoplastic work — the dominant non-silane solution is a class of reactive polymer additives that never need a separate filler-treatment step. That operational fact alone changes the economics substantially.
Maleic Anhydride-Grafted Polyolefins: How They Actually Work
Maleic anhydride-grafted polypropylene (MA-g-PP) and its polyethylene counterpart (MA-g-PE) are the workhorses of glass-fiber and natural-fiber reinforced thermoplastic compounding. The mechanism is straightforward: when the compound reaches melt temperature, residual MA groups on the grafted backbone react with surface hydroxyl groups on glass fiber sizing or with amine and hydroxyl groups on wood, cellulose, or mineral fillers. The result is a covalent or strong hydrogen-bonded bridge between the filler surface and the polyolefin matrix, reducing interfacial stress concentration under load.
Typical loading runs 2–5 wt% of the total compound weight. The exact optimum depends on fiber content, fiber sizing chemistry, and the MA graft level on the compatibilizer itself — a 1.0% MA-grafted grade needs a different loading than a 0.5% grade, and specifying only “MA-g-PP” without the graft level is a common procurement mistake that leads to inconsistent batch results.
Performance Against Silane-Treated Fiber
At 2–5 wt% MA-g-PP in a 30% glass-fiber PP formulation, you can expect flexural strength gains of roughly 15–30% and tensile strength gains of 10–20% relative to a silane-free control. Those figures depend heavily on fiber length distribution after compounding, screw geometry, and whether the glass fiber already carries a compatible sizing.
MA-g-PP at optimized loading approaches but does not consistently exceed the mechanical performance ceiling set by well-optimized aminosilane or epoxysilane pretreatment on glass fibers in PP composites.True
Multiple published compounding studies and internal compounder benchmarks show silane-pretreated glass fiber in PP achieving flexural moduli 5–15% higher than MA-g-PP-only systems at equivalent fiber loading, though the gap narrows significantly in high-shear twin-screw processing where silane distribution is uneven.
That gap matters in structural automotive or appliance applications. It matters much less in furniture components, non-structural panels, or packaging where the cost difference dominates the decision. Running both — a hybrid system with reduced silane pretreatment plus 1–2 wt% MA-g-PP — often closes that performance gap while keeping overall additive cost below a full silane-only specification.
Reactive Epoxy Oligomers and Glycidyl-Functional Copolymers
In polyester, nylon (PA6, PA66), and epoxy matrix systems, glycidyl-functional acrylate copolymers serve a parallel role. The epoxide group reacts with carboxylic acid, amine, or hydroxyl functionalities on fillers or at polymer chain ends, compatibilizing the interface and also partially extending matrix molecular weight. Thermal stability is a genuine advantage here: well-formulated epoxy oligomer systems retain reactivity up to roughly 230–250°C, making them usable in glass-filled nylon compounding where silane hydrolysis stability under high-temperature humid conditions can be marginal.
Typical loading for these reactive oligomers runs 0.5–2 wt%, lower than MA-g-PP because the epoxy reactivity per gram is higher. Overloading causes matrix crosslink density to rise faster than intended, which can embrittle the compound — a mistake that shows up as unexpected Izod impact failures on production parts, often misattributed to fiber length issues.
The Operational and Economic Case
The cost comparison is direct: MA-g-PP sits at roughly USD 1.8–3.5/kg depending on graft level, order volume, and regional supply; commercial silane coupling agents run USD 4–15/kg depending on functionality. For a compounder running 10,000 tonnes per year of glass-filled PP, that difference is not academic.
The more significant operational advantage is process integration. These compatibilizers are polymer-phase additives fed at the main throat or a side feeder — no upstream filler-treatment vessel, no drying step for hydrolyzed silane, no separate handling of reactive organosilicon chemistry. On a high-throughput twin-screw line running continuous shifts, eliminating a pretreatment step reduces both cycle complexity and the number of variables that can drift between production runs.
The trade-off is that you cannot surface-treat a filler in isolation and then store it. The coupling chemistry only activates in the melt, which means your quality control window is narrower and more dependent on consistent compounding conditions — residence time, temperature profile, and shear history all affect conversion of MA groups at the interface.
Phosphate Ester and Fatty Acid Surface Modifiers: Low-Cost Alternatives for Filler Dispersion
Walk into almost any PVC compounding plant or rubber mixing facility and you will find a drum of stearic acid somewhere near the line. It is the quiet workhorse of filler surface treatment — unglamorous, cheap, and frequently misunderstood in terms of what it actually does and, critically, what it cannot do.
Mechanism: Physisorption, Not Covalent Bonding
Stearic acid and its metal salts — calcium stearate, zinc stearate — function through physisorption and steric stabilization. The carboxylate head group associates with hydroxyl sites on mineral filler surfaces (calcium carbonate, talc, kaolin, ground barium sulfate) through relatively weak electrostatic and van der Waals interactions. The long aliphatic tail then creates a hydrophobic outer layer that reduces inter-particle attraction and lowers melt viscosity.
This is fundamentally different from what a silane coupling agent does. A silane forms a covalent siloxane bond to the substrate and a second covalent bond into the polymer matrix, creating a true chemical bridge across the interface. Stearic acid builds a coating that can desorb under thermal stress, migrate during long-term service, and offers no load transfer across the filler-polymer boundary. Understanding that distinction prevents a lot of specification mistakes.
Where Phosphate Esters Pull Ahead
On metal oxide surfaces — TiO₂, ZnO, Fe₂O₃ — the picture shifts. Phosphate esters form bidentate coordination bonds with surface metal cations, anchoring significantly more firmly than a fatty acid carboxylate. The P–O–M linkage is not as strong as a Si–O–Si covalent bond, but it is stable enough to survive the shear and temperature cycles of waterborne coating manufacture and UV-cure processing.
That last point matters commercially right now. Silane hydrolysis generates methanol or ethanol as by-products, which creates compatibility and regulatory headaches in waterborne and 100%-solids UV systems. Phosphate esters carry no such baggage. In pigment dispersion for waterborne architectural and industrial coatings, phosphate ester dispersants have largely displaced silane treatments precisely because they work in aqueous pH ranges of roughly 5–8 without condensation side reactions. Loading levels typically run 0.5–2.0% on filler weight, depending on surface area and the specific ester architecture.
The Performance Ceiling You Need to Know
Stearic acid treatments reliably improve filler dispersion, reduce compound Mooney viscosity by roughly 10–25% (the range depends on filler loading and base polymer), and extend equipment life by reducing torque peaks during mixing. What they will not do is improve tensile strength, elongation at break, or adhesion to a substrate. If your specification includes mechanical property targets beyond what the unfilled matrix already delivers, a fatty acid treatment alone will not close the gap.
Stearic acid surface treatment improves tensile strength of filled rubber compounds comparably to silane coupling agentsFalse
Stearic acid operates through physisorption and provides no covalent interfacial bonding; tensile strength improvement in filled systems requires reactive coupling agents such as silanes, titanates, or MAH-g grafts that chemically bridge filler and matrix.
Cost Structure and Where That Drives Decisions
Stearic acid runs USD 0.8–1.5/kg (price depends on feedstock origin and purity grade). Phosphate esters fall in the USD 2–5/kg range depending on chain length and degree of esterification. Both sit well below typical silane coupling agent pricing, which is why they dominate in commodity PVC pipe, low-end rubber floor matting, and architectural paint — markets where formulation margin is thin and mechanical interface performance is a secondary concern.
Combination Strategies: Getting Both Benefits at Lower Total Cost
Experienced compounders running automotive rubber seals or medium-voltage cable insulation often use a split-treatment approach: stearic acid or calcium stearate at standard loading to handle bulk rheology, plus a silane or zirconate at 0.1–0.3 phr targeting only the interfacial adhesion function. The silane dose is kept low enough to remain cost-neutral against using silane alone at full dose, while the fatty acid component does the processing work it does best. This combination is documented in cable insulation compounds where surface resistivity and mechanical retention after heat aging both need to meet specification — neither modifier alone achieves both targets reliably.
The practical takeaway: reach for stearic acid or a phosphate ester when processability and dispersion are the primary drivers and budget is tight. Recognize them as processing aids with surface-modification benefits, not coupling agents. When the spec sheet demands maintained tensile strength, adhesion durability, or moisture resistance, a small-molecule reactive coupler remains necessary — but it does not have to carry the full rheological burden alone.
Plasma, UV-Ozone, and Corona Surface Activation: Solvent-Free Physical Alternatives
Physical surface activation technologies occupy a genuinely distinct position in the coupling agent alternatives landscape. They introduce no chemistry to the substrate — no residue, no solvent, no VOC emissions — yet they can deliver surface energy transformations that rival or exceed what a liquid primer achieves on the right substrate geometry. Understanding where that boundary sits is the difference between a successful process conversion and an expensive retrofit that gets quietly abandoned six months later.
How the Mechanisms Work
Plasma, UV-ozone, and corona discharge all operate by the same upstream principle: energetic species — ions, free radicals, excited photons, or electrons — break covalent bonds at the outermost molecular layer of a surface and allow atmospheric oxygen, nitrogen, or water vapor to react with those broken bonds. The result is a population of polar functional groups: hydroxyls, carbonyls, carboxylates, amines depending on process gas composition. Surface energy rises sharply. A low-energy polyolefin surface sitting at 28–32 mN/m before treatment can reach 50–70 mN/m after atmospheric plasma, depending on power density, dwell time, and gas chemistry. Contact angle on polyethylene or polypropylene film drops from the 85–95° range to under 10° in under a second of exposure at typical line speeds.
Corona discharge is the workhorse for continuous film and foil — it has been standard in flexible packaging since the 1970s. Atmospheric plasma gives finer control over chemistry and works cleanly on heat-sensitive substrates. UV-ozone is slower but useful for small laboratory or precision electronic parts where plasma equipment is not justified.
Where Physical Activation Genuinely Competes with Silanes
On flat or continuously fed substrates — polyolefin films, metallized foils, woven textiles, flexible circuit substrates — inline corona or atmospheric plasma treatment can fully replace silane primer steps in lamination bonding, ink adhesion, and coating adhesion. Peel strength values after atmospheric plasma treatment of PP film laminated with a polyurethane adhesive typically fall in the same range as silane-primed controls, sometimes 10–20% higher depending on adhesive chemistry, because plasma creates a cleaner, more uniform reactive surface than brush or roll-coat silane application at production speeds. The VOC elimination is a real operational gain, not a marketing claim, particularly in facilities operating under solvent emission permits.
Atmospheric plasma treatment on polyolefin film can match or exceed silane primer adhesion in lamination bondingTrue
Multiple published surface science studies and packaging industry process data confirm contact angle reduction from ~90° to under 10° and equivalent or superior peel strength in film-to-film lamination when plasma parameters are correctly set. The result depends heavily on dwell time, power density, and time-to-bond — not universally achievable under all process conditions.
The Hard Limits: Line-of-Sight and Aging
Physical activation is strictly line-of-sight. It does not reach into pores, wrap around particulate surfaces, or treat recessed geometry in a molded part. This rules it out entirely for filler pretreatment — calcium carbonate, silica, glass fiber, and mineral fillers are pretreated in bulk or slurry, a three-dimensional problem that plasma cannot solve. It also rules out complex structural bonding assemblies where adhesive must reach into joints or overlaps.
Surface energy decay is the other operational constraint that vendors understate. Treated polymer surfaces begin reverting — polar groups migrate inward, hydrocarbons from the bulk diffuse back to the surface — within hours to days at ambient temperature, faster at elevated storage temperatures. A treated film that bonds excellently at the exit of a plasma unit may fail adhesion testing 48 hours later if it sits in a warehouse before lamination. Process scheduling discipline is not optional; it is part of the technology.
Capital and Throughput Economics
Inline corona treaters for standard web widths (600–1500 mm) run USD 20,000–60,000 installed. Atmospheric plasma systems, which offer more process flexibility and work on conductive substrates without risk of pinhole damage, cost USD 50,000–150,000 depending on web width, electrode configuration, and gas handling. Against near-zero capital for liquid silane application — a roll coater or spray bar costs a few thousand dollars — the payback calculation only closes at meaningful throughput. At continuous web speeds of 50 m/min or faster, eliminating silane cost, solvent handling infrastructure, and VOC compliance overhead makes the investment viable within two to four years in most scenarios. For batch compounding or small-run specialty bonding, the economics simply do not work.
Hybrid Treatment: Getting Beyond Either Alone
The most technically capable approach — used in aerospace bonding and implantable medical device manufacturing — combines plasma activation with a subsequent reactive wet treatment. Plasma first cleans and activates the surface, creating a dense, uniform population of reactive sites. A dilute silane or zirconate solution applied immediately after bonds far more efficiently to that primed surface than it would to an untreated substrate. Bond strength improvements of 30–50% over either treatment alone on glass and metal substrates are well documented in this sequence. The tradeoff is process complexity: two sequential steps, tight timing control, and the capital cost of both systems. For high-value, low-volume structural applications where long-term bond durability is non-negotiable, that complexity is justified. For commodity film converting, straight plasma replacement of silane is the practical choice.
Bio-Based and Green Coupling Chemistries: Tannic Acid, Lignin Derivatives, and Mussel-Inspired Coatings
Sustainability pressure is no longer a background consideration in materials specification — it is showing up directly in OEM supplier scorecards, REACH restriction proposals, and procurement RFQs that explicitly ask for silane-free or bio-based alternatives. That shift is creating real momentum behind a class of coupling chemistries rooted in natural polyphenols, lignin streams, and bio-derived acids. The honest picture is mixed: some of these materials are genuinely competitive today, others remain cost-prohibitive outside narrow niches, and a few are still at the commercial trial stage. Understanding which is which matters before you commit a reformulation program.
Polyphenol-Based Coupling: Tannic Acid and Condensed Tannins
Tannic acid and the broader family of condensed tannins work through catechol and pyrogallol functional groups that coordinate strongly to metal oxide surfaces and the surface hydroxyl groups on mineral fillers — the same bonding sites silanes target through siloxane bridges. On hydroxylated substrates including calcium carbonate, kaolin, and wood fiber, tannin-based surface treatment has been validated in adhesive primers and waterborne coating systems. Expect adhesion performance broadly comparable to amino-functional silanes on lignocellulosic substrates, with peel strength retention after humidity aging typically running 10–20% lower than optimized silane benchmarks, depending heavily on application method and cure conditions.
The practical advantage is cost and regulatory profile. Tannic acid is commercially available at USD 3–8 per kilogram depending on grade and source, carries no SVHC designation, and is compatible with waterborne and solvent-free systems without the hydrolysis-management headache that methoxy-silane systems require in humid process environments.
Mussel-Inspired Polydopamine Coatings
Polydopamine forms by oxidative self-polymerization of dopamine at pH 8.0–8.5, depositing a conformal, highly adhesive film on essentially any solid substrate — metal, ceramic, polymer, or glass. Its wet adhesion performance is genuinely remarkable. Measured dry-to-wet bond strength retention after seven-day full water immersion runs 85–95% in published benchmarks, outperforming most silane systems on non-siliceous substrates under the same test conditions.
Polydopamine coatings retain 85–95% of dry bond strength after 7-day water immersionTrue
This range is consistent with peer-reviewed adhesion studies on polydopamine-coated metallic and polymeric substrates under ASTM D1002-type lap-shear test conditions; actual retention depends on substrate preparation, dopamine film thickness, and adhesive system used.
The constraint is straightforward: dopamine monomer costs USD 50–200 per kilogram at industrial purchase volumes, with price depending sharply on purity specification and supplier. At those figures, polydopamine treatment is defensible on implantable medical devices, aerospace bonding patches, or high-value corrosion-resistant assemblies — not on automotive underbody composites or construction panels. If your production volume runs above a few hundred kilograms of treated substrate per month, run the numbers carefully before moving past pilot scale.
Lignin-Derived Coupling Agents
Sulfonated lignin and esterified lignin fractions, increasingly available as by-product streams from kraft pulping and biorefinery operations, are emerging as the most commercially credible bio-based alternative for natural fiber composites and wood-plastic profiles. Commercial trials on wood-plastic decking formulations show flexural strength within 10–15% of amino-silane-treated reference compounds at 30–40% lower coupling agent cost — a gap wide enough to be meaningful at the volumes this sector runs.
The processing caveat: lignin derivatives are hygroscopic and thermally sensitive above roughly 180–200°C depending on modification degree. In high-temperature compounding lines running above that range, you risk discoloration and volatile off-gassing that creates both quality and workplace air-quality problems. Confirm thermal stability data from your specific lignin supplier before committing to a line trial.
Citric Acid and Polycarboxylic Acid Modifiers
Citric acid esterifies with surface hydroxyl groups on cellulose nanocrystals and microfibrillated cellulose, providing effective coupling in bio-composite systems. The tensile and flexural property outcomes are competitive with silane treatment in cellulose-reinforced polylactic acid and starch-based matrices. More importantly for certain end markets, citric acid carries FDA food-contact clearance — which directly unlocks composite packaging and food-service applications that organosilane regulations currently block, regardless of performance.
Regulatory and Market Drivers Accelerating Adoption
EU REACH restriction proposals targeting several alkoxy silane structures, California Proposition 65 listings covering specific silane hydrolysis products, and the measurable growth of automotive OEM sustainability scorecards that assign supplier points for bio-based material content are collectively pushing active reformulation programs. These are not distant regulatory risks — procurement teams at tier-one automotive suppliers are already running qualification trials for bio-based coupling alternatives with 2027–2030 implementation targets. Engineers specifying new composite or coating systems today who ignore this trajectory risk designing in a material that faces supply or compliance disruption within the product’s service life.
Head-to-Head Comparison: Selecting the Right Alternative for Your Application
Choosing among coupling agent alternatives is rarely a single-variable decision. Substrate chemistry, polymer matrix, processing format, and total cost of ownership all interact — and the wrong shortcut on any one axis shows up as delamination, scrap, or field failure months later.
Structured Comparison Across Six Operational Dimensions
The table below compresses the key variables. Use it to shortlist, not to finalize — always validate with compound-specific trials.
| Alternative | Substrate fit | Matrix fit | Bond mechanism | Process format | Approx. cost/kg (USD) | Regulatory / sustainability flag |
|---|---|---|---|---|---|---|
| Titanate coupling agent | CaCO₃, TiO₂, carbon black | Polyolefin, PVC, rubber | Coordinative / transesterification | Wet or dry in-situ | 8–18 (depends on grade and volume) | Low eco-data burden; solvent carry-in possible |
| Zirconate coupling agent | Metals, glass, alumina | Epoxy, waterborne coatings | Coordinative covalent | Wet pretreatment | 20–45 (specialty grades higher) | Generally good; low VOC options available |
| Aluminate coupling agent | CaCO₃, barium sulfate | Polyolefin, rubber | Lewis-acid coordination | Dry or slurry | 6–14 | Broadly benign; check aluminum leaching specs |
| MA-grafted polymer (e.g., MAPE, MAPP) | Natural fiber, glass, mineral | Polyolefin matrix only | Covalent ester / anhydride ring-opening | Melt compounding | 3–7 (volume dependent) | Low regulatory burden; bio-compatible grades exist |
| Phosphate ester / fatty acid | CaCO₃, talc, clays | PVC, polyolefin, rubber | Physical adsorption | Dry coating or slurry | 1.5–5 | Fatty acid grades: bio-derived options common |
| Plasma / UV-ozone / corona | Most solid substrates | Matrix-independent | Surface oxidation / radical activation | Dry, in-line or batch | No chemical cost; capital 15,000–120,000 USD | Zero VOC, no chemical waste stream |
| Bio-based (tannic acid, lignin, polydopamine) | Metals, natural fibers, minerals | Epoxy, polyurethane, waterborne | H-bonding, covalent chelation | Wet pretreatment | 4–30 (strongly source-dependent) | Strong sustainability narrative; scaling still limited |
Cost figures depend on order volume, purity specification, and regional supply chain. Treat the ranges as planning inputs, not quotes.
Application-Specific Guidance
Glass-fiber reinforced nylon for automotive structural parts. Silane coupling agents — specifically aminosilanes or epoxysilanes — remain the dominant and best-justified choice here. No commercially proven alternative matches their covalent Si-O-Si bond to glass combined with reactivity toward PA6/PA66 matrix amide groups. Specify silane; look for cost reduction elsewhere in the formulation.
CaCO₃-filled flexible PVC cable jackets. Titanate or aluminate coupling agents are the practical winners. They tolerate the slightly alkaline carbonate surface, disperse well in a dry-coating drum before extrusion, and cut required loading versus silane by 20–35% in typical CaCO₃-filled PVC — which offsets their higher per-kilogram cost almost entirely. Fatty acid surface treatment (stearic acid) is cheaper still and adequate when structural adhesion is not the primary requirement, only filler dispersion and plasticizer compatibility.
Waterborne metal primer coatings. Zirconate coupling agents are the defensible first choice. Their adhesion improvement on ferrous and aluminum substrates — 40–70% over untreated controls in peel benchmarks — holds up in waterborne systems where titanates hydrolyze too readily. Polydopamine-inspired bio-coatings are a credible development-stage option if your customer requires a sustainability story, but expect 12–18 months of qualification work.
Natural fiber wood-plastic composites. MA-grafted polyolefin compatibilizers (MAPE for PE matrix, MAPP for PP) deliver better fiber-matrix stress transfer than any small-molecule alternative in melt-compounding routes. Corona pretreatment of the fiber, combined with MAPE at 2–4 phr, can match or exceed silane-treated fiber performance at lower system cost in many WPC formulations.
Flexible film lamination for packaging. Corona or plasma activation is the standard industrial answer. No chemical residue, no pot-life management, integrates directly into laminator lines. Where bond durability under retort or high-humidity conditions is required, a low-dose zirconate or silane primer layer on top of corona activation gives a hybrid safety margin.
When Silane Coupling Agents Remain the Best Answer
On siliceous substrates — glass fiber, fumed silica, silica-filled rubber — the Si-O-Si condensation bond is chemically unmatched for moisture durability. Semiconductor dielectric and wafer-bonding applications have not found a volume-proven alternative. Structural adhesive bonds on glass-containing substrates in aerospace or automotive service should not be reformulated away from silane without long-cycle environmental aging data.
Silane coupling agents are always more cost-effective than alternatives on a per-kilogram basisFalse
Per-kilogram price favors silane in many grades, but titanate and aluminate agents often require 20–40% lower loading in mineral-filled polyolefin systems, which can close or reverse the cost gap when calculated on a per-compound-kilogram basis.
Total Cost of Ownership: The Calculation That Changes Decisions
Unit chemical price is a poor proxy for actual system cost. A procurement decision made on $/kg alone regularly produces the wrong answer. Work through: required loading rate (%), treatment process complexity and labor, capital or operating cost of any activation equipment, rework and scrap exposure if the alternative underperforms during scale-up, and regulatory compliance cost — registration, SDS preparation, VOC permit implications. Plasma activation costs nothing per kilogram of chemical but requires capital and line-speed discipline. A bio-based primer may carry a premium but eliminate a REACH-listed substance and its associated compliance overhead.
Hybrid Strategies That Deliver Silane-Level Performance at Lower System Cost
Two combinations have genuine documented synergy in compounding practice. First: corona or plasma pretreatment of mineral filler or natural fiber, followed by a half-dose of reactive coupling agent (silane, zirconate, or MAPE), consistently outperforms either treatment alone and often matches a full-dose single-agent treatment. Second: stearic acid or phosphate ester as a primary surface modifier on calcium carbonate, supplemented with a low-dose zirconate (0.1–0.3 phr versus a standalone 0.5–1.0 phr), achieves adequate adhesion in filled rubber and PVC applications at materially lower system cost. Neither hybrid eliminates the need for compound-specific validation, but both are established enough to be worth trialing before committing to a full alternative substitution.
Frequently Asked Questions About [Silane Coupling Agent](https://siliconchemicals.com/silane-coupling-agents/) Alternatives

Can titanate coupling agents fully replace silanes in glass-fiber-reinforced composites?
Not in most structural applications, and the matrix chemistry is the deciding factor. Titanates perform well in polyolefin-matrix glass-fiber-reinforced (GFR) systems — particularly filled polypropylene and polyethylene — where their transesterification and coordinate-bonding mechanisms improve fiber wetting and reduce melt viscosity. Where they fall short is in epoxy and nylon matrices. Aminosilanes like 3-aminopropyltriethoxysilane create direct amine-epoxy covalent bonds at the fiber-matrix interface; that chemistry is specific, well-understood, and difficult to replicate with a titanate. In nylon systems, the amine-amide interfacial coupling contributes to the moisture-resistance behavior of the composite — titanates do not replicate this. The realistic path for many compounders is a hybrid approach: reduce aminosilane loading by 30–50% and supplement with a neoalkoxy titanate, which can cut raw material cost without the interfacial property loss that full substitution causes.
Titanate coupling agents can fully replace aminosilanes in glass-fiber-reinforced nylon composites without performance loss.False
Aminosilanes form amine-amide covalent bonds at the nylon-glass interface that titanates do not replicate. Full substitution typically degrades tensile strength and wet aging performance in nylon GFR systems.
Are there food-contact-safe alternatives to silane coupling agents for packaging composites?
Yes, though the compliance path requires attention. Citric acid esterification surface treatment on mineral fillers, certain phosphate esters carrying GRAS (Generally Recognized As Safe) status, and maleic-anhydride-grafted polyethylene (MA-g-PE) grades with FDA 21 CFR food-contact clearance are all commercially deployed in packaging films and containers. The critical step is matching the specific clearance to your resin system and contact conditions — a phosphate ester approved for dry-food contact may not cover aqueous or fatty food simulants. Do not assume a supplier’s general FDA compliance claim covers your exact end-use; request the 21 CFR section citation and test it against your formulation and sterilization conditions before production scale-up.
How do plasma and UV-ozone surface treatments compare to silane primers for outdoor weathering durability?
Physical activation delivers strong initial adhesion — often matching or exceeding a silane primer immediately after treatment — but the durability gap opens under real service conditions. UV cycling and moisture ingress degrade the activated surface layer progressively; unprotected plasma-treated bonds on polyolefin or metal substrates typically show measurable adhesion loss within 500–1,000 hours of accelerated weathering, depending on substrate and test conditions. For applications requiring 10 or more years of outdoor durability — structural glazing, automotive exterior trim, construction panels — the proven approach is plasma or corona activation followed immediately by a reactive zirconate or silane topcoat. The physical step maximizes initial surface energy; the reactive coupling agent locks in the chemistry before atmospheric recontamination occurs. Skipping the reactive topcoat to cut costs is one of the more predictable sources of field failure in exterior bonding applications.
What is the minimum viable alternative for a budget-constrained CaCO3-filled polypropylene application?
Stearic acid at 0.8–1.2 wt% on filler weight handles rheology and provides baseline surface coverage — it is the lowest-cost entry point and is well-established in masterbatch and injection molding operations. If impact resistance is a specification requirement rather than just processability, adding 0.3 wt% neoalkoxy titanate on top of the stearic acid base addresses the interfacial mechanical contribution without the cost of a full silane program. This combination typically runs 60–70% lower cost per kilogram than a silane-only approach, depending on regional silane pricing and filler loading levels. The trade-off is modest: tensile modulus and surface finish are comparable, but flexural strength at high filler loadings (above 40 wt%) may come in 5–10% below a well-optimized vinylsilane or methacrylsilane treatment.
Are bio-based coupling agents commercially available at industrial scale today?
Lignin-based surface modifiers and tannin extracts are available at multi-tonne scale from several European and North American suppliers and are being actively specified in wood-plastic composites, rubber compounding, and certain coatings applications. Polydopamine, despite sustained research interest, remains at laboratory-to-pilot scale for most industrial end-uses as of 2024 — deposition rate limitations and precursor cost make it impractical at production volumes outside of high-value medical or filtration applications. If your sustainability specification requires a bio-based coupling agent at commercial supply volumes today, lignin derivatives are the realistic starting point.
How does SiliconChemicals support customers evaluating alternatives to standard silane grades?
Beyond supplying silane and siloxane products, SiliconChemicals offers application-specific technical evaluation for customers exploring reduced-loading or hybrid strategies — including silane-zirconate combinations that lower overall coupling agent cost while maintaining interfacial performance. Trial sample programs cover standard and specialty grades, and formulation consultation is available through the global technical service network for customers across more than 30 countries. If your application sits at the boundary between silane and an alternative chemistry — a common situation in filled polyolefins, mineral-filled elastomers, or multi-substrate adhesive systems — direct technical engagement early in the development cycle typically shortens qualification time by several weeks compared to iterating independently.














