
Adhesion failures in glass-fiber composites, silica-filled rubber, or mineral-loaded coatings rarely announce themselves during formulation — they show up as delamination under humid service conditions, catastrophic interlaminar shear at loads well below design spec, or filler settling that wrecks rheology and surface finish. The root cause, more often than not, is a mismatch between the silane coupling agent’s organic functional group and the polymer matrix it was supposed to bridge. That mismatch doesn’t just cost you a batch; it costs you the wet strength retention that separates a composite holding 60–85% of its dry tensile strength from one that collapses to 20–40% after moisture exposure — and the downstream warranty claims, rework labor, and line stoppages that follow.
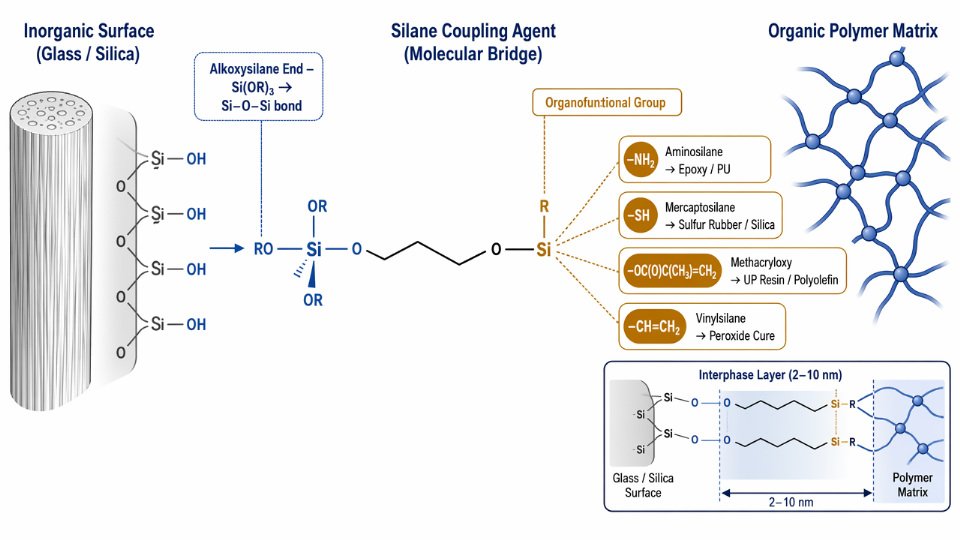
The functional group on a silane coupling agent determines which polymer chemistries it can react with or compatibilize, while the alkoxysilane end bonds to hydroxylated inorganic surfaces. Aminosilanes suit epoxy and polyurethane systems; methacryloxy and vinyl silanes target peroxide- or radiation-cured polyolefins and unsaturated polyesters; mercapto and polysulfide silanes are used in sulfur-vulcanized rubber with silica or carbon black. Choosing the wrong functional group eliminates covalent bridging entirely, leaving only weak physisorption at the polymer interface.
What makes this decision genuinely difficult is that “compatibility” operates on at least three levels simultaneously: the reactivity kinetics of the functional group with the matrix, the hydrolysis and condensation behavior of the silane in whatever carrier or aqueous system you’re applying it from, and the physical architecture of the interphase layer that forms on the filler or fiber surface — a zone typically only 2–10 nm thick that nevertheless controls stress transfer, moisture resistance, and long-term fatigue performance. Each of those layers interacts with the others, which is why a silane that works beautifully in one production environment can fail silently in another.
Hydrolysis and Surface Anchoring: How Every Functional Group Starts the Same Way—Then Diverges
Every silane coupling agent, regardless of its organofunctional group, begins its job at the inorganic surface through the same three-step sequence: alkoxy hydrolysis, silanol condensation, and covalent M–O–Si bond formation with surface hydroxyls. That shared chemistry is why the silane platform works across such a wide range of substrates. The divergence — and the source of most processing problems — comes immediately afterward, when the organofunctional group starts exerting indirect control over how fast, how densely, and how durably that anchoring actually proceeds.
The Universal Hydrolysis-Condensation Sequence
The reaction is straightforward on paper: RSi(OR’)₃ + 3H₂O → RSi(OH)₃ + 3R’OH, followed by condensation of the resulting silanols with surface –OH groups to form Si–O–M bonds and release water. In practice, the alkoxy leaving group matters immediately. Trimethoxy silanes hydrolyze 3–5× faster than their triethoxy counterparts under neutral pH, because methanol is a better leaving group and the methoxy group is less sterically hindered. For high-throughput glass fiber sizing operations where contact time is measured in seconds, that rate difference is operationally significant. If a triethoxy grade is substituted for a trimethoxy spec without adjusting line speed or bath temperature, coverage drops and wet composite strength suffers.
How the Organofunctional Group Reaches Back and Alters the Inorganic Chemistry
Aminosilanes are the clearest example of a functional group that modifies its own anchoring environment. The amine is basic: in aqueous solution it raises local pH to roughly 9–10, landing squarely in the optimal hydrolysis-condensation window of pH 8.5–10.5. The silane, in effect, catalyzes its own hydrolysis. No acid or base addition is needed in most formulations. Vinylsilanes and methacryloxy silanes carry no such self-catalytic mechanism. Their silanol formation under neutral conditions is slow enough that bath pH must be adjusted deliberately — typically with acetic acid to pH 4–5 — or hydrolysis will be incomplete before the fiber or filler enters the coating zone.
Mercapto silanes and isocyanate silanes sit at the other extreme: both are moisture-sensitive enough that premature hydrolysis and self-condensation in the container or dilution tank is a real production risk. Industrial protocol for these grades means keeping bulk storage under dry nitrogen blanket, preparing dilute working solutions in anhydrous alcohol immediately before use, and limiting bath life to 4–8 hours. Humidity above roughly 60% RH in the mixing area is enough to start visible gelation in concentrated mercapto silane stock.
Substrate Hydroxyl Density: The Other Half of the Equation
The surface is not a passive recipient. Silica and glass carry 4–8 surface silanols per nm², which is generous for anchoring. Alumina and titanium oxide surfaces have different hydroxyl densities and isoelectric points — alumina’s isoelectric point near pH 8–9 means that the same aminosilane bath optimized for glass can produce uneven deposition on aluminum flake because electrostatic interactions shift dramatically across that pH. Optimal silane concentration and deposition pH are substrate-specific, not silane-specific alone.
Monolayer Versus Oligomeric Multilayer: Why Concentration Control Is Not Optional
Aminosilanes, precisely because they hydrolyze and condense rapidly, are prone to oligomeric multilayer deposition — layers measuring 5–15 nm rather than the 2–10 nm monolayer-equivalent interphase that produces maximum coupling efficiency on glass fiber. A well-controlled aminosilane bath runs at 0.5–2 wt% in a water/alcohol carrier; above that range, excess silanol in solution self-condenses before reaching the surface, building up loosely bound oligomers that hydrolyze away under wet service conditions and undermine the very durability the treatment was meant to provide.
Aminosilane-treated glass-fiber/epoxy composites retain 60–85% of dry tensile strength after wet conditioning, compared with 20–40% retention for untreated fiber.True
Retention range depends on fiber sizing weight (0.1–0.5 wt% on fiber), cure conditions, and test protocol (ASTM D3039 wet vs. dry); the mechanism is the hydrolytically stable Si–O–Si and Si–O–C bond network at the fiber-matrix interphase replacing the weak van der Waals contact that fails in moisture.
Verifying Anchor Quality Before the Composite Goes Further
Three methods give quantitative coverage data without destructive cross-section work. XPS Si 2p binding energy shifts — a treated silica surface shows the Si 2p peak displaced by 0.3–1.0 eV relative to bare substrate, confirming covalent bonding rather than physisorption. Contact angle measurement before and after treatment gives a fast go/no-go check: a hydrophilic glass surface dropping from near-zero water contact angle to 40–70° after aminosilane treatment confirms organofunctional layer presence. TGA weight loss in the 300–500°C window quantifies organic loading; for a properly treated glass fiber at 0.1–0.5 wt% silane on fiber weight, the expected mass loss sits in a narrow, reproducible band — deviation outside that band flags either under-treatment or oligomeric buildup, both of which translate directly to scrap composite panels rather than a quality certificate.
Aminosilanes (–NH₂, –NH–): Versatile Nucleophiles That Dominate Epoxy, Polyurethane, and Phenolic Systems
Aminosilanes occupy the largest share of industrial silane coupling agent consumption for a straightforward reason: the amine group reacts with an unusually wide range of polymer matrices under mild, practical conditions. Understanding the chemistry in enough detail to formulate correctly — rather than just treating them as interchangeable — separates efficient composite manufacturing from chronic scrap and field failure.
Primary vs. Secondary Amine Architecture
3-Aminopropyltriethoxysilane (APTES) carries a terminal primary amine — a strong nucleophile that ring-opens glycidyl ether epoxides directly, without catalyst, across a processing window of roughly 60–120°C. The reaction is clean and the kinetics predictable enough to build cure schedules around it.
N-(2-aminoethyl)-3-aminopropyltrimethoxysilane (AEAPTMS) adds a secondary amine to the same backbone. That diamine structure accelerates epoxy cure compared with mono-primary systems and improves wet adhesion to metals, particularly aluminum and zinc-treated steel — surfaces where the extra nitrogen provides additional coordinative interaction. The tradeoff is higher hygroscopicity from the extra nitrogen, which matters in encapsulant and electrical-insulation applications (discussed below).
Stoichiometry at the Interphase: Getting the Epoxide Math Right
One primary amine nitrogen consumes two epoxide groups. In a composite interphase context this means a fiber or filler surface saturated with –NH₂ can crosslink into the adjacent resin network — but only if the local epoxide concentration is sufficient. Underdosing the coupling agent relative to available hydroxyl sites on the substrate leaves unreacted silanol islands; overdosing creates an excess amine-rich layer that plasticizes the interphase and reduces wet strength retention. Practical glass-fiber loading runs 0.1–0.5 wt% on fiber weight, producing an organosilane interphase 2–10 nm thick — the exact thickness depends on solution concentration, pH, and drying conditions. In properly treated glass-fiber/epoxy composites, wet tensile strength retention reaches 60–85% after hydrothermal conditioning. Without any coupling agent, the same laminates typically retain only 20–40% — a difference that closes the argument on whether the chemistry is worth the process step.
In glass-fiber/epoxy composites, aminosilane surface treatment raises wet tensile strength retention to 60–85% versus 20–40% for untreated fiber under equivalent hydrothermal conditioning.True
This range is consistent with published composite mechanics literature and internal silane supplier qualification data; the exact value within that range depends on fiber sizing formulation, cure schedule, and conditioning protocol.
Reactivity with Polyurethane Systems
When aminosilane reaches a polyurethane prepolymer, the amine-isocyanate reaction is fast — rate constants on the order of 10³–10⁴ L/mol·s at room temperature, two to three orders of magnitude faster than hydroxyl-isocyanate coupling. This makes aminosilane a practical reactive compatibilizer in reaction injection molding (RIM) and cast elastomer applications: the silane anchors to the filler or substrate surface through the siloxane end and ties covalently into the growing urethane network through the amine end, all within a single processing cycle.
Mineral Filler Treatment: Silica, Wollastonite, Kaolin, Calcium Carbonate
Aminosilane treatment of high-aspect-ratio minerals — wollastonite and platy kaolin especially — typically delivers 30–50% improvement in flexural modulus when those fillers are compounded into polyamide or epoxy matrices. The improvement depends heavily on filler geometry, surface area, and dispersion quality, not just the silane dose. Optimal aminosilane loading on the filler runs 0.3–0.8 wt%, determined by surface area titration; running significantly above that ceiling wastes material and can depress impact toughness as the thick oligomeric silane layer becomes a weak boundary zone.
pH Control During Deposition: The Counterintuitive Step
Aminosilane solutions are basic by nature — the amine drives solution pH upward, which accelerates silanol self-condensation and causes rapid oligomerization in the bath. Left uncontrolled, you deposit multilayer silane aggregates rather than a uniform monolayer-range film. Industrial practice is to prepare the treating solution at pH 3.5–4.5 using dilute acetic acid before the amine drives the pH up. A typical dip-and-dry protocol: prepare 0.5–2 wt% aqueous solution at pH 3.5–4.5, allow 30–60 minutes hydrolysis time, immerse substrate for 30–120 seconds, drain, then dry at 100–120°C for 10–30 minutes to complete condensation with the substrate surface. Silanol half-life in solution at 25°C runs 2–8 hours depending on concentration and ionic strength — a useful process window, but one that means bath life must be managed within a single shift.
Operational Warnings: Yellowing, Moisture Uptake, and Blocked-Amine Alternatives
Primary amines oxidize. In clear-coat or optically critical systems, amine oxidation causes progressive yellowing — sometimes appearing only after thermal aging — that disqualifies standard APTES for those applications. Secondary amines yellow less, but the problem does not disappear entirely. Blocked-amine variants, where the reactive nitrogen is protected until heat activation, are the practical solution when appearance retention is a specification requirement.
Hygroscopicity is the second operational hazard. The amine group absorbs moisture readily, and in electronic encapsulants or potting compounds this raises surface ionic conductivity and erodes electrical insulation resistance over time — particularly under combined humidity and voltage stress. Specifying AEAPTMS for encapsulant applications without evaluating volume resistivity under 85°C/85% RH conditions is a formulation shortcut that tends to surface in field returns.
Supply and Quality Considerations
Consistent amine-functional silane performance in production depends on low-color, high-purity feedstock. Color bodies in technical-grade material — often oligomeric aminosilane byproducts — can interfere with coating adhesion measurement and obscure film uniformity during process development. SiliconChemicals supplies both APTES and AEAPTMS with purity above 98% by GC and color below APHA 20, available in 200 kg drums through ISO tanks to support continuous-production procurement schedules without exposure to spot-market purity variance.
Epoxy and Methacryloxy Silanes: Precision Tools for Thermoset Composites and UV-Cure Coatings
These two functional groups sit in adjacent catalog pages and get conflated constantly—especially by formulators moving from one resin system to another. The confusion is understandable: both GPTMS and MAPTMS are trimethoxysilane-terminated, both treat glass and silica substrates, and both appear in composite laminate literature. Their organofunctional ends, however, are built for fundamentally different reaction chemistries, and swapping one for the other without adjustment produces measurable—sometimes severe—performance losses.
GPTMS: Stable Epoxide, Selective Reactivity
3-Glycidoxypropyltrimethoxysilane carries an epoxide ring that is kinetically stable under neutral to mildly acidic conditions (pH 4–7). This stability translates directly to handling practicality: properly sealed GPTMS has a shelf life exceeding 12 months at room temperature, a real logistical advantage over mercaptosilanes, which oxidize and discolor within weeks of opening. The ring remains intact during fiber sizing application and drying, then opens during composite cure when it encounters amines, anhydrides, or carboxylic acid curing agents in the matrix.
In glass-fiber/epoxy laminates cured with amine or anhydride hardeners, GPTMS treatment at 0.1–0.5 wt% on fiber weight generates a covalent gradient interphase—siloxane bonds to the glass surface on one side, epoxide-amine or epoxide-anhydride adducts bonding into the matrix on the other. The result is dry lap shear strength improvements of 25–40% over untreated fiber, and wet strength retention rising to 70–85% after hydrothermal aging, compared with 30–50% retention for untreated laminates. Those wet-retention numbers matter most in aerospace secondary structures, marine laminates, and automotive underbody components where sustained moisture exposure is the design condition, not an edge case.

Where GPTMS disappoints is in polyester and vinyl ester resin systems. The epoxide ring has no direct coreactivity with the unsaturated ester matrix during free-radical cure. Formulators who apply GPTMS sizing to fiber destined for an unsaturated polyester pultrusion and expect aminosilane-level performance will see modest adhesion gains at best. The practical fix is a hybrid approach: apply an aminosilane primer wash first to establish covalent anchor points, then apply GPTMS as a topcoat to build interphase thickness and provide additional reactivity for any epoxy-functional surface coatings applied downstream. It adds a step, but it recovers the adhesion window that a single GPTMS treatment cannot reach in those resin families.
GPTMS used alone on glass fiber in unsaturated polyester composites delivers the same wet strength retention as in amine-cured epoxy systems.False
GPTMS epoxide rings have no direct coreactivity with free-radical-cured polyester or vinyl ester matrices. Wet retention gains are substantially lower than in epoxy/amine systems; a hybrid primer strategy or dedicated vinylsilane treatment is required for unsaturated polyester applications.
MAPTMS: Engineered for Radical Environments
3-Methacryloxypropyltrimethoxysilane operates in a completely different reaction space. The methacrylate group is inert to the thermal conditions of a drying oven but becomes highly reactive under free-radical initiation—UV photons, peroxide thermal initiators, or electron beam. In UV-cure coating formulations, MAPTMS-treated silica or glass filler copolymerizes covalently into the acrylic network during the cure event rather than remaining as a passive, physically dispersed phase.
The practical consequence shows up clearly in dental composite data: MAPTMS loading of 1–3 wt% on silica filler (loading rate depending on filler surface area and target interphase thickness) improves three-point flexural strength of photopolymerized dental resins by 15–25% compared with untreated filler. In optical fiber primary coatings, MAPTMS-treated silica reduces microbending loss by maintaining adhesion between the glass fiber surface and the compliant acrylate coating layer—a case where a fraction of a decibel per kilometer translates to real system cost across long cable runs.
UV dose requirements for full methacrylate conversion fall in the 300–1000 mJ/cm² range at 365 nm, with the wide spread driven by coating thickness, photoinitiator type, oxygen inhibition level, and filler loading. Thin, clear coatings on open substrates cure toward the low end; pigmented or thick-section coatings require the upper range and often multiple-pass exposure.
Comparing the Two in Hybrid Sol-Gel Coatings
Sol-gel hybrid coatings that incorporate organofunctional silanes into an inorganic silica-titania network represent a useful head-to-head comparison environment. GPTMS-modified sol-gel films produce tougher, more flexible coatings: the bulky glycidoxy side chain and the longer cure mechanism with ring-opening introduce chain mobility that depresses Tg by 10–20°C relative to the unmodified inorganic matrix. That flexibility is valuable in coatings on thermally cycling substrates—metal automotive trim, flexible electronics substrates—where a brittle coating fractures under dimensional change.
MAPTMS-modified films go the other direction. Denser crosslink density through the methacrylate network generates harder, more scratch-resistant surfaces. For optical lens coatings, display glass protective layers, and floor coating topcoats, the higher hardness and scratch resistance MAPTMS contributes is the design target, and the reduced flexibility is an acceptable trade-off.
GPTMS curing windows run 60–150°C depending on hardener selection—anhydride systems require the upper range; reactive amine-terminated polyamides cure readily at 80–100°C. MAPTMS UV cure is substrate-temperature-independent, which opens its use to heat-sensitive substrates like polycarbonate and certain adhesive-bonded assemblies where a 120°C oven would cause distortion or bond failure.
Vinyl and Mercapto Silanes: High-Performance Enablers for Rubber Compounding and Sulfur-Cure Systems
Rubber compounders face a challenge that epoxy or polyurethane formulators rarely encounter: the cure chemistry is reactive, temperature-sensitive, and intolerant of premature crosslinking during mixing. Vinyl and mercapto silanes are the two functional-group families built specifically for this environment, and they operate through fundamentally different mechanisms depending on whether the system uses peroxide or sulfur vulcanization.
Vinylsilanes in Peroxide-Cure and Moisture-Crosslink Applications
Vinyltrimethoxysilane (VTMS) and vinyltriethoxysilane (VTES) derive their utility from a double reactivity: the trialkoxysilyl end anchors to inorganic surfaces or grafts onto polymer backbone, while the vinyl group participates in free-radical crosslinking. In peroxide-cured silicone rubber and EVA foams, the vinyl unit is incorporated directly into the polymer chain and then bridges across during peroxide decomposition. Gel fraction — the standard measure of crosslink density — should reach above 75% for electrical-grade applications; anything below that threshold leaves measurable residual extractables and compromises long-term mechanical performance at elevated temperature.
The most commercially significant vinyl silane application is moisture-crosslinked polyethylene (XLPE) for medium-voltage cable insulation. In the Sioplas and Monosil processes, VTMS is either grafted onto PE in a separate compounding step or co-extruded in a one-pass reactive extrusion line. After extrusion, the cable passes through a water bath or steam chamber at 70–90°C. Silanol groups — formed by hydrolysis of the grafted methoxysilane — condense across adjacent chains, building a three-dimensional siloxane network. Crosslink density directly sets the rated conductor temperature; a well-treated XLPE compound sustains continuous operation at 90°C and short-circuit temperatures above 250°C. The variables that shift gel fraction the most are catalyst concentration (typically a tin or titanium complex), water bath temperature, and dwell time — undercured cable passes inspection but fails accelerated aging.
TESPT (Si-69) and the Silica–Rubber Interface in Tire Compounds
Bis(3-triethoxysilylpropyl)tetrasulfide — universally referenced as TESPT or Si-69 — is the benchmark silane for silica-reinforced tire tread compounds. Silica offers lower hysteresis than carbon black, which is why silica-TESPT compounds reduce rolling resistance by 20–30% compared with equivalent carbon black formulations, without sacrificing wet grip. That combination underpins the EU tire label A and B ratings that now drive procurement decisions across the European passenger tire market.
The mechanism is a two-stage reaction. During high-shear mixing at 140–165°C over 3–6 minutes, the ethoxysilyl groups react with silica surface silanols, releasing ethanol and binding the silane covalently to the filler. The polysulfide tail remains dormant at mixing temperatures. During vulcanization, the sulfur bridges in the tetrasulfide chain integrate into the rubber network, creating a continuous organic interphase between silica particle and elastomer matrix. Silane loading on silica runs 6–10 wt% on filler weight; under-treatment leaves unreacted silanols that absorb water, spike compound Mooney viscosity, and cause filler agglomeration visible as dispersion defects in cure slab cross-sections.
TESPT reduces rolling resistance by 20–30% versus carbon black compounds in silica-filled tire treadsTrue
This range is consistent with published compounding data and is dependent on silica loading (typically 70–80 phr), mixing protocol, and tire construction; the reduction is attributable to lower hysteresis in the silica-silane network compared with carbon black filler at equivalent reinforcement levels.
Mercaptopropylsilane: Speed, Scorch Risk, and Blocked-Mercapto Solutions
Mercaptopropyltrimethoxysilane (MPTMS) is a monofunctional sulfur donor — one thiol group versus the tetrasulfide chain in TESPT. That single bond reacts faster with rubber polymer during vulcanization, which is useful when short cure cycles are required. The operational liability is scorch: the thiol is reactive enough at mixing temperatures of 140–160°C to initiate premature vulcanization. In practice, MPTMS in its free-thiol form is restricted to low-temperature mixing sequences or cold-feed extruder lines where temperature control is reliable.
Blocked-mercapto silanes — structures where the thiol is protected as a thioester that cleaves only under vulcanization conditions — solve the scorch problem while preserving reactivity at cure temperatures. These NXT-equivalent structures reduce VOC emissions by 40–60% compared with TESPT because they carry fewer alkoxy groups and release less ethanol during mixing, a practical advantage as tire plants face tightening workplace exposure limits and sustainability reporting obligations. For procurement managers specifying silanes in new tire plants, the blocked-mercapto route typically requires a modest price premium but delivers measurable reductions in ventilation load and solvent accounting under EU REACH and similar frameworks.
Operational warning: Ethanol evolution during TESPT mixing is not just a regulatory concern — in a poorly ventilated internal mixer room, accumulated vapors reach the lower explosive limit faster than most operators expect. Continuous air monitoring at mixer discharge and IBC transfer points is standard practice in well-run tire compounding facilities, not optional.
SiliconChemicals produces VTMS, VTES, MPTMS, and TESPT-equivalent polysulfide silanes from dedicated sulfur-silane production lines with full quality traceability. Supply formats include IBC totes for development and mid-volume compounders and bulk tanker delivery for high-throughput tire plants in Southeast Asia, Europe, and North America — with technical support on silane loading optimization and mixer protocol development available as part of the commercial relationship.
Isocyanate and Acrylate Silanes: Emerging Functional Groups for Polyurethane Adhesives and Hybrid Sealants
Aminosilanes and epoxysilanes dominate the coupling agent conversation, but two functional families are growing fast in demanding adhesive and sealant applications: isocyanatopropyl silanes and acrylate silanes. Both carry reaction chemistry that most other silane types cannot replicate, and both impose real handling discipline that formulators need to understand before they touch a batch.
3-Isocyanatopropyltriethoxysilane (ICPTES): A Genuinely Bifunctional Reactive Coupling Agent
The architecture of ICPTES is worth spelling out precisely, because it is what makes the molecule unusual. The isocyanate end reacts with hydroxyl, amine, or thiol groups at room temperature — no heat, no catalyst required under most PU conditions — while the triethoxysilyl anchor hydrolyzes and condenses onto glass, metal oxide, or mineral substrates through exactly the same silanol chemistry shared by every silane coupling agent. That is a true bifunctional reactive system. Most “coupling agents” rely on physical entanglement or mild hydrogen bonding on the polymer side; ICPTES forms covalent urethane or urea linkages with the organic phase. No separate primer step is required on properly cleaned glass or anodized aluminum surfaces.
In automotive direct-glazing applications, ICPTES applied as a thin adhesion promoter — typically 0.5–2 wt% solution in anhydrous isopropanol or toluene, wiped or spray-applied and allowed 5–15 minutes flash-off — improves peel adhesion on float glass by roughly 50–80% relative to untreated glass after 1000 hours of combined UV and humidity cycling. The exact gain depends on substrate cleanliness, coating thickness, and the base PU formulation; dirty or float-tin-contaminated glass surfaces at the bottom end, freshly cleaned borosilicate at the top.

Moisture Sensitivity: The Practical Constraint That Kills Batches
Isocyanate silanes have two moisture-reactive groups in the same molecule, and that is where plant-floor problems originate. The –NCO group reacts with water to generate CO₂ and a diamine, while the alkoxysilyl group hydrolyzes in the same moisture environment. Either reaction pathway degrades the neat material rapidly. Storage requires dry nitrogen blanket, containers sealed to less than 0.1% moisture, and — in practice — quarterly testing of stored inventory with Karl Fischer titration if shelf life exceeds six months.
In single-component moisture-cure PU sealant formulations, incorporating ICPTES as a reactive chain-end modifier is possible, but only in fully anhydrous mixing environments. Some formulators use blocked isocyanate silane forms or dilute into anhydrous reactive plasticizers to slow the cure front. A single contaminated drum of polyol — even 200–400 ppm water above spec — can cause premature gelation in the sealant batch, turning a 200-kilogram mix into scrap.
ICPTES forms covalent urethane bonds with hydroxyl-bearing substrates at room temperature without requiring a catalystTrue
The isocyanate group (–NCO) in ICPTES undergoes nucleophilic addition with –OH groups (urethane formation) and –NH₂ groups (urea formation) under ambient conditions. This is well-established isocyanate chemistry documented in PU literature and does not require the tin or amine catalysts needed to accelerate slower reactions.
Silyl-Terminated Polyurethane Backbones and MS-Polymer Sealants
The highest-value application for ICPTES is probably its incorporation into silyl-terminated polyurethane (STPU) backbones — the chemistry underlying modified silicone (MS-polymer) hybrid sealants that now compete directly with both conventional silicone and PU sealant lines in construction and transportation. Reacting ICPTES with a hydroxyl-terminated polyurethane prepolymer end-caps the chain with triethoxysilyl groups, which then cure by atmospheric moisture once the sealant is applied.
Sealants built on STPU architectures incorporating ICPTES segments typically reach Shore A hardness of 20–45, elongation at break of 300–600%, and adhesion to glass, concrete, and painted steel without primer — values that depend heavily on polyol molecular weight and the ratio of hard-to-soft segment in the backbone. They also paint over cleanly, which silicone sealants famously do not.
Acrylate Silanes: Less Steric Hindrance, Faster Radical Cure
3-Acryloxypropyltrimethoxysilane carries an acrylate ester where methacrylate silanes carry a methacrylate. The difference is one methyl group, but it is kinetically significant: the absence of that alpha-methyl group reduces steric hindrance around the vinyl double bond, accelerating free-radical addition rate under UV or peroxide initiation. In optical adhesive and display bonding applications — where cure speed and optical clarity at the silane-glass interface both matter — formulators working with thin bondlines under 100 microns often see measurably faster full-cure compared to the equivalent MAPTMS system, at identical photoinitiator loading and UV dose.
Typical use levels run 0.3–2.0 phr in UV-cure acrylate adhesive formulations, with the optimum depending on substrate type and the degree of surface hydroxyl availability; over-treatment can introduce silane self-condensation products that soften the interface rather than reinforcing it.
Regulatory and Safety Considerations
Isocyanate silanes are respiratory and dermal sensitizers. The regulatory status under REACH is under active review for SVHC classification as of the time of writing, and any formulator importing into the EU, UK, or Japan should verify current SDS classification before finalizing a bill of materials. Engineering controls — closed transfer systems, local exhaust ventilation, supplied-air respirators for bulk handling — are not optional. SiliconChemicals supplies full multilingual regulatory documentation packages, including REACH registration dossier excerpts, US TSCA inventory confirmation, and Japan CSCL notification records, for customers in all three import jurisdictions. Do not rely on a supplier who cannot provide these at the time of first sample shipment.
Functional Group–Polymer Matrix Compatibility Matrix: A Practical Selection Framework for Engineers
Selecting a silane coupling agent without a systematic compatibility check is one of the most common formulation errors on the plant floor — and one of the most expensive. Wrong functional group choice manifests as delamination under hydrothermal aging, premature adhesive failure, or composite scrap rates that only appear after post-cure testing. The matrix below consolidates reaction-mechanism logic into a single reference, but the table alone is not enough. Three decision rules govern how you read and apply it.
Compatibility Matrix: Polymer Matrices vs. Silane Functional Groups
| Polymer / Resin | Amino (–NH₂, –NH–) | Glycidoxy (Epoxy) | Methacryloxy | Vinyl | Mercapto / Polysulfide | Isocyanate |
|---|---|---|---|---|---|---|
| Epoxy (amine-cured) | Primary (amine–epoxy ring-open) | Secondary (co-cure, slower) | Not recommended | Not recommended | Secondary (thiol–epoxy) | Secondary (urethane link) |
| Polyurethane | Primary (amine–NCO) | Secondary | Not recommended | Not recommended | Not recommended | Primary (NCO–NCO, moisture cure) |
| Unsaturated polyester | Secondary | Secondary | Primary (radical co-polymerization) | Primary (radical) | Secondary | Not recommended |
| PA6 / PA66 | Primary (transamidation / H-bond at melt temp) | Secondary | Not recommended | Not recommended | Not recommended | Primary (NCO–NH₂ end-group) |
| PP / PE | Not recommended | Not recommended | Secondary (peroxide-initiated graft) | Primary (peroxide graft, Si–C stable) | Secondary | Not recommended |
| Silicone rubber | Secondary | Not recommended | Secondary | Primary (Si–vinyl network integration) | Not recommended | Not recommended |
| NBR / SBR | Secondary | Not recommended | Secondary | Secondary | Primary (sulfur co-cure) | Not recommended |
| Acrylic / UV coatings | Secondary | Secondary | Primary (radical chain growth) | Secondary | Not recommended | Secondary |
| Phenolic resin | Primary (amine catalyzes resole cure) | Secondary | Not recommended | Not recommended | Not recommended | Not recommended |
Ratings assume glass or silica as the inorganic substrate unless noted. “Secondary” means the bond forms but under narrower conditions or with lower bond energy — acceptable for non-structural or semi-structural service, not for load-bearing or hydrothermal environments.
Decision Rule 1 — Chemical Reactivity Must Be Covalent
Physical adsorption between a silane tail and a polymer chain contributes some interfacial strength, but it fails under moisture, heat cycling, or sustained stress. The organofunctional group must be capable of forming a true covalent bond with the matrix — an amine reacting with an epoxy ring, a methacrylate entering a radical chain, an isocyanate reacting with a hydroxyl or amine end group. If your test bond looks good dry but drops more than 30–40% in lap shear after 72 hours of water soak, suspect physical-only compatibility.
Decision Rule 2 — Processing Window Alignment
The silane–polymer reaction must complete within the cure schedule of the matrix system. Aminosilanes are reactive enough that at 150°C in a filament-winding epoxy bath, they accelerate gelation aggressively — pot life can collapse from 4–6 hours to under 45 minutes, depending on amine equivalent weight and resin concentration. Glycidoxy silane is the correct choice there: it participates in the epoxy network without catalyzing premature crosslinking. Conversely, in a PA66 injection molding application at 240–260°C, glycidoxy silane does not have sufficient reactivity with polyamide chain ends, while the aminosilane reacts via transamidation and hydrogen bonding within the melt contact time.
Decision Rule 3 — Substrate Selectivity
Organic-side compatibility can be perfect while inorganic-side bonding is weak — and the interface still fails. Amino and glycidoxy silanes anchor efficiently on silica and glass (high silanol density, compatible pH range). Vinyl silanes bond well to silicone substrates because the vinyl group integrates directly into the silicone network. Isocyanatopropyl silanes show strong performance on metals and polyurethane-primed substrates where surface hydroxyl groups drive the urethane linkage. Deploying an isocyanate silane on untreated silica glass without a hydroxyl-rich surface primer yields poor silanol condensation yield.
Aminosilane-treated glass fiber composites retain 60–85% tensile strength after wet conditioning versus 20–40% for untreated fiberTrue
This range reflects published composite testing across multiple glass-fiber/epoxy systems and is consistent with the silane interphase literature; actual retention depends on fiber sizing composition, post-cure protocol, and conditioning temperature.
Worked Example 1: Glass-Fiber / PA66 for Automotive Underhood Parts
The application demands retention of impact strength after exposure to engine coolant at 90–110°C for thousands of hours. The substrate is E-glass, the matrix is PA66, processing temperature runs 230–260°C during injection compounding. Aminoethylaminopropyltrimethoxysilane (AEAPTMS) is the correct selection: the secondary amine reacts with PA66 amide bonds and chain ends under melt shear, the trimethoxysilyl group condenses on glass fiber at 0.2–0.4 wt% loading, producing a 4–8 nm interphase. Properly treated short-fiber PA66 composites in this geometry typically show 40–50% improvement in Charpy notched impact strength relative to untreated compounds, depending on fiber length distribution and glass content (30–50 wt%). The wrong choice — a vinyl or methacryloxy silane — has no reactive pathway with PA66 and delivers marginal dry-state improvement only.
Worked Example 2: Silica-Reinforced Green Tire Tread
Standard solution: bis(triethoxysilylpropyl)tetrasulfide (TESPT) at 6–10 phr relative to silica loading, sulfur-cure system. TESPT couples silica to the rubber network through polysulfide exchange during vulcanization, reducing hysteresis (tan δ at 60°C decreases by 18–25% depending on silica grade, mixing protocol, and silane dose). However, TESPT releases ethanol during mixing above 140°C and can cause scorch in high-throughput internal mixers if dump temperature drifts. For plants running tight cycle times, a blocked mercaptopropylsilane — where the mercapto group is temporarily protected as a thioester — provides equivalent performance with substantially lower scorch risk. The choice between them is a plant-throughput and process-control decision as much as a chemistry one.
Worked Example 3: UV-Cure Optical Fiber Ribbon Coating on Silica Glass
3-Methacryloxypropyltrimethoxysilane (MAPTMS) at 1.5 wt% loading on treated silica glass. UV dose 400–600 mJ/cm² depending on photoinitiator type and coating thickness (typically 50–200 µm for ribbon buffer layers). At correct loading and UV dose, FTIR analysis of the cured film typically shows greater than 95% methacrylate double-bond conversion, confirming network integration. Water contact angle on the treated silica surface drops from the 65–72° range (untreated) to 10–15° post-silane application, confirming monolayer coverage. Under-treatment — MAPTMS below 0.8 wt% or inadequate condensation time — leaves uncoupled silica that acts as a stress concentrator and increases fiber attenuation under lateral load. Over-treatment above 2.5 wt% produces multilayer physisorbed silane that is hydrolytically unstable and eventually delaminate in humid cable duct environments.
Moisture Resistance, Durability, and Interphase Stability: How Functional Group Choice Governs Long-Term Performance
The interphase — that 2–10 nm organosilane layer between inorganic substrate and polymer matrix — is where composites fail under prolonged moisture exposure. Not the glass fiber. Not the bulk epoxy. The interphase. Every structural engineer who has dissected a delaminated wind blade or a corroded bonded joint eventually arrives at the same conclusion: the durability of the whole assembly was decided during silane selection, long before the first ply was laid.
Covalent vs. Hydrogen Bonding: A Durability Cliff Edge
When the functional group reacts completely with the matrix — amino with epoxy, glycidoxy with amine hardener, vinyl into peroxide crosslink — the interphase carries covalent bonds. Those bonds survive wet environments. When a mismatched silane or an under-reacted system is used, the interface relies on hydrogen bonding and van der Waals attraction, which are reversible. Water molecules at 38°C and 100% RH (the ASTM D2247 test condition) compete directly for those hydrogen bond sites. The result is plasticization, delamination, and strength loss that no coating topcoat can arrest after the fact.
Hydrolytic Stability Ranking by Bond Type
Si–O–Si bonds within the condensed siloxane network, and Si–O–C bonds formed through epoxy ring-opening, both hold well across pH 4–9 at temperatures to 70°C. Accelerated immersion (ISO 62 at 100°C) narrows this window, but covalently crosslinked interphases from amino and glycidoxy silanes survive it far better than ester-type linkages. Methacryloxy silanes are worth flagging specifically: the acrylate ester bond that forms if hydrolysis is incomplete is vulnerable above pH 8, and many fiber sizings operate near that boundary. Under alkaline exposure — glass fiber surface pH can reach 9–10.5 during hydrolysis — partial ester cleavage occurs before the free-radical network has even cured. Amino silane interphases are the durability benchmark. The strong nucleophilic character of the Si–N bond and the ion-pair stabilization that amines form with silanol surface groups give aminosilane systems the highest resistance to wet degradation of any commercial family.
Aminosilane-treated glass-fiber/epoxy composites retain 60–85% of dry tensile strength after prolonged wet conditioning, versus 20–40% retention in untreated controls.True
This range is consistent with published composite durability data and reflects variability due to fiber volume fraction, cure schedule, and test protocol (dry vs. wet ILSS or tensile).
Network Density: The Trifunctional Advantage
Silane condensation network density matters as much as functional group identity. Trifunctional silanes (trialkoxysilanes) form a denser Si–O–Si lattice at the interphase than monofunctional analogs. Under 1000 h wet aging per ASTM D2247, dense trifunctional networks typically retain 80–90% of dry lap shear strength; monofunctional analogs drop to 50–65%, depending on cure completeness, substrate hydroxyl density, and silane loading (0.1–0.5 wt% on fiber weight in glass fiber sizing practice). Packing density is controllable through concentration, pH during application, and drying temperature, but trifunctionality is the architectural precondition.
Thermal Stability Windows
Thermal and hydrothermal limits diverge by functional group in ways that matter for automotive underhood, aerospace, and industrial oven environments:
| Functional Group | Upper Thermal Limit | Limiting Bond |
|---|---|---|
| Amino (–NH₂, –NH–) | 300–350°C | Si–N / C–N |
| Vinyl (–CH=CH₂) | 250–300°C | Aliphatic C–C |
| Methacryloxy | 250–300°C | Ester C–O |
| Isocyanate-derived urethane | 180–220°C | Urethane N–C=O |
| Mercapto / polysulfide | ~200°C | S–S, C–S bonds |
Mercapto silane interphases are inherently limited by sulfur bond thermolysis. That 200°C ceiling rules them out of high-temperature structural bonding even though their wet-adhesion performance in rubber is outstanding.
Design Strategies for Extreme Environments
Dual-silane blends are a practical answer when no single functional group meets all durability requirements. An aminosilane/glycidoxy silane blend at a 1:1 molar ratio combines the fast hydrolytic condensation and nucleophilic stability of the amino group with the covalent epoxy-network integration of the glycidoxy group. Cure speed is maintained; wet durability improves relative to either component alone. Aerospace carbon fiber prepreg sizing takes a related approach — epoxy-functional silane blended with a compatible film-former — to ensure both fiber wet-out and interphase bond integrity survive autoclave processing at 121°C and 100% RH. That autoclave cycle (2 h at 121°C) is widely used as an accelerated aging proxy, roughly equivalent to one year of outdoor exposure.
A field example illustrates the consequence of getting this wrong. Offshore wind turbine blade glass-fiber/epoxy spar caps are among the most demanding durability environments in industrial composites: sustained humidity, salt-laden air, cyclic mechanical loading, and 20-year design lives. Blades sized with an aminosilane optimized for high-humidity coastal conditions showed less than 5% delamination area at 10-year inspection. Comparable blades using a vinyl silane sizing — not wrong chemistry for glass/epoxy per se, but not optimized for the hydrothermal load case — showed 18–25% delamination area over the same period. The cost differential between the two sizings at the manufacturing stage was negligible. The blade replacement cost was not.
Formulation and Application Engineering: Concentration, pH, Solvent, and Deposition Method Optimization
Getting the functional group right is necessary but not sufficient. A correctly chosen aminosilane applied at the wrong pH or the wrong concentration will underperform a mediocre choice applied well. The formulation variables below are where most plant-floor failures actually originate.
Aqueous vs. Solvent-Based Deposition Systems
Aqueous systems — typically 0.5–2 wt% silane in water/IPA at roughly 95:5 by volume — are the industry default for glass fiber sizing and mineral filler surface treatment. Water drives hydrolysis fast, silanol groups generate quickly, and the system is cheap to handle. The IPA fraction matters: it improves wetting on hydrophobic fiber surfaces and reduces silane self-condensation in the bath, extending usable bath life from roughly 2–4 hours (water-only) to 6–12 hours depending on silane type and temperature.
Solvent-based systems — 1–5 wt% in IPA, ethanol, or in demanding cases toluene — are preferred when treating metal or plastic substrates where residual water would raise surface contact angle and defeat adhesion. Aluminum or stainless priming for structural bonding typically uses 2–3 wt% glycidoxy or amino silane in anhydrous IPA with 1–2% added water to enable controlled hydrolysis. Keep added water below 5 wt% in solvent systems; excess water precipitates polysiloxane oligomers that deposit as a chalky film and reduce bond strength rather than improving it.

pH Control Is Non-Negotiable and Functional-Group-Specific
This is the single most commonly mishandled variable in industrial silane treatment.
Aminosilanes self-buffer: dissolving APTES or AEAPTMS in water raises pH to 9–11 almost immediately due to the free amine. That high pH accelerates self-condensation, producing oligomers in solution rather than a clean monolayer on the substrate. Before applying to any surface, acidify to pH 3.5–5 with dilute acetic acid — typically 0.1–0.5 wt% glacial acetic acid. The acetate salt forms a more stable solution and deposits a thinner, better-ordered interphase. Skipping this step is a frequent root cause of variable adhesion in filler-treatment lines.
Glycidoxy and vinylsilanes work best at pH 3–5, achieved with 0.1 wt% acetic acid. Mercaptosilanes are similar — pH 4–5 is the target range. At neutral or alkaline pH, both functional groups hydrolyze and condense too quickly, shortening bath life to under an hour and producing uneven coverage on filler surfaces.
Isocyanate silanes require a completely different approach: aqueous systems are incompatible. The isocyanate group reacts with water faster than it can reach the substrate, generating CO₂ and urea byproducts. Use anhydrous solvent systems only, handle under dry nitrogen or dry-air purge, and apply immediately after dissolution.
Aminosilane solutions applied without pH adjustment to pH 3.5–5 produce equivalent interfacial bond strength to pH-adjusted formulations.False
Unadjusted aminosilane solutions at pH 9–11 undergo rapid self-condensation in solution, depositing thick oligomeric multilayers rather than a reactive monolayer. Wet adhesion and composite mechanical retention are both measurably lower compared to properly acidified application.
Concentration: The Monolayer Window
Below 0.1 wt% silane, surface coverage is incomplete regardless of application time. Adhesion improvement is marginal and inconsistent — batch-to-batch variation in filler treatment becomes unacceptably wide. Above 3 wt%, the deposited film transitions from a functional interphase to a thick, mechanically weak polysiloxane layer. This weak boundary layer effect reduces measured lap-shear strength and composite wet retention by 15–30% depending on matrix resin and test conditions.
The practical sweet spot for filler treatment is 0.5–1.5 wt%, confirmed by TGA measurement of carbon content on treated filler. Target a silane loading of 0.1–0.5 wt% on fiber or filler weight, which corresponds to a 2–10 nm organofunctional interphase layer — thick enough to bond effectively to the polymer matrix, thin enough to avoid cohesive failure within the siloxane layer itself.
| Silane concentration in bath | Typical result | Root cause |
|---|---|---|
| 3 wt% | Weak boundary layer, 15–30% strength reduction | Oligomeric multilayer cohesive failure |
Drying and Cure Protocol
After deposition — whether by spray, dip, or continuous sizing applicator — the coated substrate needs forced-air drying at 80–120°C for 10–30 minutes. This drives off solvent or water and, critically, initiates condensation of remaining silanol groups to the substrate surface and to each other, forming the covalent Si–O–metal or Si–O–Si network that delivers durability.
Cure below 60°C leaves physisorbed silane that washes off under any aqueous exposure — a problem that shows up as catastrophic adhesion loss after humidity aging rather than during dry testing, making it deceptively hard to catch at incoming QC. Cure above 200°C for aminosilanes risks amine oxidation and visible yellowing, which can be a cosmetic reject in glass-reinforced white or transparent laminates. The 80–120°C window is wide enough to accommodate most continuous production dryers without special controls.
In-Situ Filler Treatment in Compounding
Adding silane directly to an internal mixer or twin-screw extruder is the most cost-effective route for high-volume rubber and thermoplastic compounding — it eliminates a separate pre-treatment step and the associated handling costs. Mercapto and amino silanes are the most reliable choices for this route; both react efficiently with silica or mineral filler surfaces at 140–180°C melt temperature.
Dosing accuracy matters more here than in wet treatment, because the silane has no excess solvent to aid distribution. Peristaltic pump injection into the extruder feed throat, or pre-blended masterbatch pellets at 5–10 wt% silane on carrier resin, both give acceptable uniformity. Minimum mixing time at temperature is approximately 3 minutes for complete reaction — verified by checking residual ethanol evolution (for ethoxysilanes) using downstream vent vacuum readings or by FTIR on pulled samples.
Sol-Gel Hybrid Coating Formulation
Sol-gel systems combine TEOS as the network former with 20–40 mol% organofunctional silane to introduce specific surface properties — scratch resistance, corrosion protection, hydrophobicity, or adhesion promotion. The condensation must be controlled to produce a stable coating sol rather than a gelled mass. Target solution viscosity is 5–50 mPa·s; above this range, dip or spin application produces non-uniform films with orange-peel defects. Prepare the sol in acidic IPA/water at pH 2–3, allow partial pre-condensation for 30–60 minutes before use, and apply by dip-coating, spin-coating, or spray at 100–400 nm wet film thickness. Cure at 80–150°C depending on substrate and functional group sensitivity.
Quality Control Checkpoints
Four measurements cover the critical failure modes: FTIR-ATR confirms organofunctional group retention after drying — if the characteristic absorption for the functional group has disappeared, over-cure or wrong material is the likely cause. TGA quantifies silane loading on treated filler against the 0.1–0.5 wt% target window. Contact angle measurement verifies the expected hydrophobic or hydrophilic shift — a glycidoxy-treated glass surface should show contact angle dropping below 20° compared to 30–50° untreated. ISO 2409 cross-hatch adhesion on coated metal substrates closes the loop between formulation chemistry and end-use performance. Running all four after any process change — bath concentration, pH, temperature, or silane lot — prevents the slow drift in adhesion quality that typically goes unnoticed until a field return.
Frequently Asked Questions About Silane Coupling Agent Functional Group Selection
Can I use a single universal silane coupling agent for all polymer systems?
No — and this is one of the most expensive misconceptions in composite formulation. Functional group reactivity is specific to the polymer crosslinking mechanism. A vinylsilane anchored to a glass surface presents a pendant vinyl group into an epoxy matrix. Under standard amine or anhydride cure conditions, that vinyl group is chemically inert. You get silane on the fiber and no covalent bond to the resin — wet strength retention will be closer to the untreated baseline (20–40%) than to the 60–85% achievable with a properly matched aminosilane. Match the functional group to the polymer’s chain-end reactivity or crosslink chemistry first, then optimize deposition parameters.
What is the difference between trimethoxy and triethoxy silanes, and does it matter?
Both anchor to inorganic surfaces through the same M–O–Si condensation chemistry and produce equivalent siloxane interphase layers under optimized conditions. The difference is in hydrolysis rate and byproduct profile. Trimethoxy silanes hydrolyze 3–5× faster at equivalent pH and temperature — useful when dwell time is short, substrate is dense, or continuous fiber sizing requires rapid coupling at line speed. Triethoxy silanes release ethanol rather than methanol during hydrolysis. Where workers are in enclosed spaces, where the end product is food-contact adjacent packaging, or where wastewater methanol limits apply, the triethoxy version is the correct specification. The functional group performance is equivalent; the process and regulatory context drives the choice.
Can silane coupling agents improve adhesion to polyolefins like PP, PE, or HDPE?
Not directly. Polyolefin surfaces are chemically inert — no hydroxyl, carboxyl, or other reactive groups for silanol condensation or covalent reaction. Applying silane to untreated PP does nothing measurable. After corona discharge, plasma treatment, or flame oxidation introduces surface –OH, –C=O, or –COOH functionality (surface oxygen content typically rises from under 2% to 8–15% by XPS), glycidoxy or amino silanes provide real, measurable adhesion improvement. The activation step is mandatory; silane treatment is the second step, not the first.
How do I know if a silane coupling agent has degraded during storage?
Three indicators cover most failure modes. Turbidity or visible gelation in the neat liquid signals self-condensation — the silane has partially hydrolyzed from trace moisture and oligomerized. Unusual or intensifying alcohol odor indicates hydrolysis is ongoing inside the container. Color darkening, particularly in aminosilanes, points to oxidation of the amine group. For QC on incoming lots, GC purity testing and refractive index measurement against certificate values are standard and fast. Properly sealed under dry nitrogen at 5–25°C, most commercial silane coupling agents hold specification for 12–24 months depending on functional group sensitivity — amino and mercapto grades tend toward the shorter end.
What is the cost-performance justification for silane-treating fillers?
Silane treatment adds roughly $0.05–$0.30/kg to treated filler cost, the range depending on silane loading (0.1–0.5 wt% on fiber or filler weight), silane unit cost, and whether treatment is in-house or tolled. The return comes two ways: either reduce filler loading by 20–50% to hit the same mechanical target, freeing compounding capacity and reducing compound density, or hold filler loading constant and pick up 15–40% improvement in impact strength and moisture resistance. Either path typically delivers a 5–15× return on the silane cost increment when valued against finished compound price.
Are there environmental or regulatory restrictions on specific functional groups?
Yes, and ignoring them creates compliance exposure. Isocyanatopropyl silanes carry GHS respiratory sensitizer classification (Category 1) — personal protection requirements and process enclosure obligations apply. Mercapto silanes have documented aquatic toxicity and distinct odor that often triggers occupational exposure controls before regulatory thresholds are reached. Amino silanes released into process wash water raise pH and may require neutralization before discharge meets local limits.
SiliconChemicals provides full SDS documentation, REACH registration numbers, and export compliance records for all commercial silane coupling agent grades.True
This is stated product policy from SiliconChemicals and is standard practice for responsible organosilicon chemical suppliers serving global markets under REACH and GHS obligations.
How does SiliconChemicals support customers in selecting the right functional group for a new application?
The selection process starts with a free technical consultation — functional group matching, substrate chemistry review, and process compatibility check. Sample quantities from 100 g for lab screening up to 25 kg for pilot trials are available without long-lead procurement. SiliconChemicals’ application laboratory runs adhesion pull tests, mechanical property comparisons, accelerated weathering, and wet aging protocols on customer-submitted substrates. Where no standard grade fits exactly, custom blending of silane coupling agent formulations is available for customers with defined substrates and matrix systems. Application engineers covering Asia, Europe, and North America regional time zones support ongoing process optimization beyond the initial qualification.
Sourcing Silane Coupling Agents from SiliconChemicals: Quality Assurance, Supply Chain Reliability, and Global Logistics
Selecting the right functional group is half the engineering problem. The other half is getting consistent, specification-grade material delivered on time, every time — because even a chemically perfect formulation fails when lot-to-lot purity drifts or a container clears customs two weeks late and shuts down a coating line.
Manufacturing Scale and Process Control
SiliconChemicals operates dedicated silane coupling agent production within China’s organosilicon industrial cluster, where feedstock integration — chlorosilane intermediates, organofunctional precursors, and downstream distillation infrastructure — sits within a tightly linked supply network. Annual nameplate capacity exceeds 20,000 MT across amino, epoxy, vinyl, mercapto, and isocyanate silane families, which means production scheduling is not constrained to single-product campaigns. Continuous distillation columns run under closed-loop temperature and reflux-ratio control, consistently achieving GC purity above 98% for standard coupling agent grades. That matters practically: a methacryloxypropyltrimethoxysilane at 96% purity carries hydrolysis byproducts and higher-boiling oligomers that interfere with UV-cure initiation kinetics — a headache that shows up as inconsistent surface tack rather than a clean failure with an obvious root cause.

Quality Management Systems
The facility holds ISO 9001:2015 certification. Every production batch is released against a Certificate of Analysis covering GC purity, refractive index, specific gravity, water content by Karl Fischer titration (specification limit <0.05 wt%), and color by APHA scale. Water content is not a cosmetic spec — aminosilanes in particular begin self-condensing above roughly 0.1% moisture during storage, forming oligomeric species that reduce active silanol yield on the substrate surface. Retained samples are archived for 24 months, giving traceability if a downstream customer encounters an adhesion anomaly six months into production.
Third-party verification of SiliconChemicals product quality is available through SGS, Intertek, and Bureau Veritas on customer request.True
Independent laboratory verification through these internationally recognized inspection bodies is a standard offering for export-grade specialty chemical suppliers serving regulated industries; customers in aerospace, automotive Tier 1, and medical device supply chains routinely require it.
Packaging and Global Logistics
Standard packaging runs from 25 kg HDPE drums for lab-scale and pilot work, through 200 kg steel drums and 1,000 L IBCs for production quantities, up to ISO tanks (17,000–21,000 L) for high-volume accounts running continuous fiber sizing or large-scale rubber compounding. All packaging is UN-compliant for hazardous goods classification, covering sea, road, and air freight requirements. Incoterms flexibility — EXW, FOB Shanghai, CIF, or DDP — means customers in markets from Germany to Brazil to South Korea can land material under the commercial terms their import operations prefer rather than retrofitting logistics around a supplier’s default.
Lead Time, Inventory Strategy, and Custom Work
Standard catalog products are maintained in finished-goods inventory, supporting 4–8 week ex-works lead times depending on grade and pack size. Key accounts consuming above roughly 10 MT per month can enroll in a strategic buffer stock program, essentially reserving allocated inventory against a rolling forecast — a practical hedge against the port congestion and vessel availability volatility that has repeatedly disrupted specialty chemical supply chains. Toll manufacturing and custom blending under NDA are available for customers developing proprietary coupling agent formulations or oligomeric silane systems where the commercial structure cannot be disclosed to a standard distributor network.
Technical Support and Sustainability Credentials
An applications engineering team provides substrate-specific treatment protocols — not generic TDS language, but actual pH, concentration, and deposition guidance matched to the customer’s process. A library of over 200 application bulletins covers composites, rubber compounding, architectural coatings, structural adhesives, and sealants. Free samples are available for qualified development projects.
On compliance: products carry REACH pre-registration and full registration for EU-volume materials, US TSCA inventory listing, Japan CSCL compliance, and Korea K-REACH registration. ISO 14001:2015 environmental management is in place, and carbon footprint data for Scope 3 customer reporting is available on request — increasingly a real procurement requirement rather than a checkbox.
To engage, visit the SiliconChemicals product portal for TDS and SDS downloads, or submit an inquiry specifying substrate, polymer matrix, and process type for a matched product recommendation within 24 business hours.














