
Specify the wrong silane coupling agent for a composite formulation and you will not see the failure immediately. The bond forms, the part passes initial inspection, then delamination shows up after thermal cycling or humidity exposure — often weeks into production or, worse, in the field. Rework costs stack fast. Scrap rates on filled rubber or fiber-reinforced composites can climb to 5–15% before anyone traces the root cause back to a coupling agent with marginal purity, premature hydrolysis, or uncontrolled self-condensation. Evaluating physical and chemical properties rigorously before you approve a supplier or reformulate a mix is the single intervention that closes that gap.
The key properties to evaluate in a silane coupling agent are purity (97–99.5% by GC), moisture content (≤0.05 wt% by Karl Fischer), hydrolysis rate, degree of self-condensation (≤2% oligomeric content), refractive index, boiling point, flash point, and working-solution stability across the intended pH range of 3.5–5.5. Each property connects directly to either interfacial bond quality, process consistency, or safe handling — none is a paperwork formality.
What makes silane coupling agent specification genuinely difficult is that the properties interact. A methoxy-functional silane hydrolyzes faster than its ethoxy counterpart — sometimes completing in under 30 minutes versus 12–48 hours — which affects bath life, application window, and the acceptable moisture ceiling in the bulk product. Refractive index looks like a routine QC check until you realize it is one of the fastest indicators of lot-to-lot composition drift that your receiving inspection can actually run without a GC. The sections below work through each property with the process logic you need to make defensible decisions on the plant floor and in the purchasing conversation.

Purity, Assay, and Identification: The Foundation Physical-Chemical Profile
Before you evaluate hydrolysis rate, coupling efficiency, or shelf life, you need to confirm you actually have the correct molecule at the stated concentration. Getting this wrong — accepting an off-spec lot because incoming QC was superficial — is one of the more expensive mistakes in silane procurement. Residual chlorosilane contamination at a few hundred ppm can destroy a pH-sensitive adhesive batch. Wrong isomer ratios in an aminosilane lot quietly reduce fiber-matrix bond strength for months before anyone traces the cause to the raw material.
GC Purity Analysis: The Primary Assay Method
Capillary gas chromatography on a non-polar or mid-polarity column (DB-1 or DB-5 equivalents) is the standard method for purity determination. The technique resolves the main silane peak from oligomeric condensation products, residual solvent from synthesis, unreacted intermediates, and structural isomers. For standard industrial grades — used in rubber compounding, mineral-filled systems, and general adhesives — the accepted commercial threshold is ≥97% by GC peak-area normalization. High-purity grades for optical fiber coatings, electronic encapsulants, or semiconductor-adjacent applications require ≥99%, and some customer specifications tighten that to 99.5%.
What makes an impurity disqualifying is not simply its concentration but its reactivity. Residual chlorosilane (from incomplete alcoholysis during synthesis) is the worst offender. Even at 50–100 ppm, it hydrolyzes on contact with moisture to release HCl, which can etch metal substrates, destabilize cure chemistry in epoxy or polyurethane formulations, and catalyze unwanted condensation of the silane itself. Partially hydrolyzed species — silanols and short-chain siloxane oligomers that survive distillation — appear as a cluster of GC peaks at higher retention times. Their presence signals that the lot has already begun condensing, reducing the active monomer content available for actual substrate bonding.
FTIR Identification: Rapid Lot-Release Screening
FTIR transmission or ATR spectra provide structural identity confirmation in under five minutes per sample, which is why most procurement teams use it as the primary incoming lot-release check. The key bands to verify depend on the silane family. The Si–O–C stretch at 1080–1100 cm⁻¹ is the universal fingerprint of alkoxy functionality — its presence confirms the hydrolyzable group is intact. The Si–C bond absorbs at roughly 1250 cm⁻¹ and 800 cm⁻¹, confirming the silicon-carbon linkage is present. For functional group identity: aminosilanes show N–H stretches at 3300–3500 cm⁻¹ (primary amine doublet) and N–H bending near 1590 cm⁻¹; vinylsilanes show the C=C stretch at approximately 1600 cm⁻¹ and =C–H out-of-plane at 960 cm⁻¹; epoxysilanes show the epoxy ring breathing band at 910 cm⁻¹. A lot that fails to show the expected functional group band — or shows an unexpected carbonyl at 1720–1740 cm⁻¹ in an aminosilane — has likely undergone oxidative degradation and should be rejected regardless of stated purity.
FTIR does not resolve isomers well, and it cannot quantify oligomeric content accurately. Treat it as necessary but not sufficient for full specification compliance.
NMR Confirmation: When FTIR Is Not Enough
For critical applications or when a supplier change is being qualified, ¹H and ²⁹Si NMR should be required. ¹H NMR confirms the organic substituent structure and alkoxy group type (methoxy –OCH₃ singlet near 3.5 ppm versus ethoxy –OCH₂– quartet near 3.7–3.8 ppm). ²⁹Si NMR is more diagnostic for detecting self-condensation. Monomeric trialkoxysilanes appear as T⁰ species in the −40 to −50 ppm region. Partial hydrolysis and condensation produce T¹, T², and T³ environments at progressively more negative shifts (−49 to −67 ppm). A lot that shows significant T² or T³ silicon populations on ²⁹Si NMR has already undergone measurable self-condensation — its effective coupling activity per gram is reduced, and its behavior in a dilute hydrolysis bath will differ from specification in ways that GC assay alone will not reveal.
Routine production lots do not require NMR on every batch. But any first-article qualification, any supplier audit, and any investigation into unexplained application performance variability should include it.
Acid/Base Impurities and HCl Content
Chlorosilane synthesis routes — still the dominant production pathway for most commercial silane coupling agents — leave residual HCl even after careful alcoholysis and distillation. Specification for high-grade material is typically ≤10 ppm Cl⁻, verified by ion chromatography or potentiometric titration. Above 20–30 ppm, you start seeing effects: accelerated corrosion on bare aluminum or zinc-coated metal substrates, pH drift in hydrolysis baths that narrows the working window, and premature gelation in aminosilane-modified epoxy primers.
Residual HCl in silane coupling agents above 20 ppm can measurably accelerate corrosion on zinc-coated metal substrates even at typical working concentrations of 0.5–1.0 wt%.True
HCl released from residual chlorosilane hydrolysis lowers local pH at the metal interface. Zinc and aluminum are both amphoteric and dissolve in mildly acidic conditions, particularly under the thin-film conditions typical of silane primer application, where buffering capacity is minimal.
Color and Appearance: The Overlooked Visual Indicator
APHA/Hazen color measurement is sometimes dismissed as cosmetic, but it carries real information. Most functional silane coupling agents should be water-white to very pale yellow, with an APHA value ≤20 for standard grades. Aminosilanes and bis-silyl sulfide silanes are the most color-sensitive. A reading above 30–40 APHA in an aminosilane lot indicates oxidized amine or Schiff-base aldehyde byproducts — compounds that compete with the functional amine group and can stain light-colored polymer matrices or interfere with copper catalyst systems in wire and cable compounds.
On drum receipt, the practical inspection sequence is: visual clarity (no turbidity, no phase separation, no visible precipitate), color against a daylight-calibrated standard, and odor check for any sharp acid notes indicating HCl off-gassing. These take under two minutes and catch a surprising proportion of logistics-related damage before product enters production.
Density, Refractive Index, and Boiling Point: Physical Constants as Quality Fingerprints
Before you run a single FTIR scan or HPLC injection, three bench-level measurements — density, refractive index, and boiling point — can tell you whether an incoming lot is what the certificate claims it is. These are fast, cheap, and surprisingly discriminating. Experienced QC technicians in silane manufacturing treat them as the first gate, not an afterthought.
Density as a Functional-Group Fingerprint
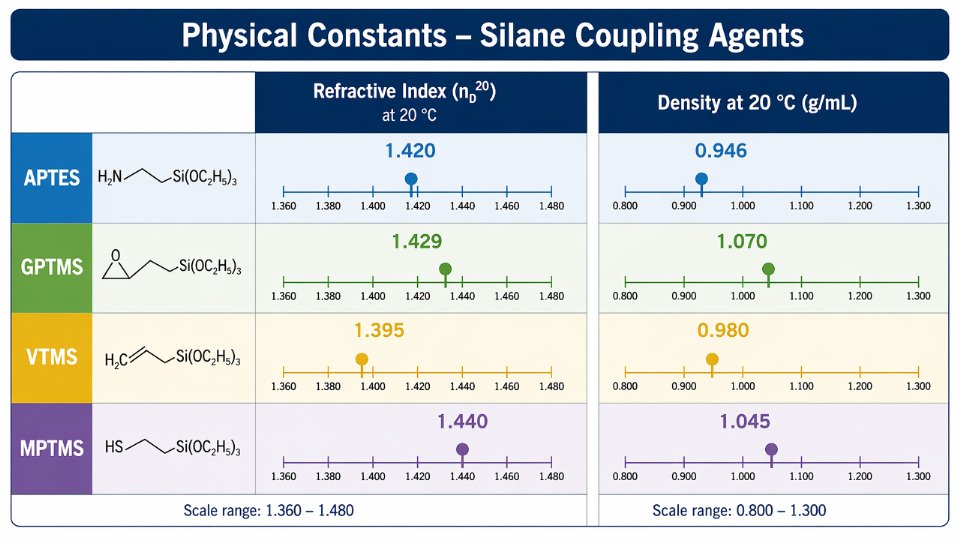
Density at 20°C varies predictably across silane families because the organic substituent dominates the molecular weight-to-volume ratio. Aminosilanes (APTES, APTMS) typically run 0.940–0.950 g/mL. Epoxy-functional silanes (GPTMS, GLYMO) sit noticeably heavier at 1.060–1.080 g/mL, reflecting the glycidoxy group’s oxygen content and ring structure. Vinyl and methacryloyl types fall between, generally 0.970–1.050 g/mL depending on whether the silane terminus is trimethoxy or triethoxysilyl.
Where density earns its keep is in catching dilution or blending fraud. A supplier who stretches GPTMS with ethanol (density ~0.789 g/mL) will pull the measured value below 1.060 g/mL by an amount proportional to the blend ratio — roughly 0.010–0.015 g/mL shift per 5% solvent addition, depending on solvent choice. An incorrect isomer or homolog causes a similar drift. Digital oscillating-tube densitometers reading to ±0.0001 g/mL at 20°C make this a two-minute test. The capital cost is low; the protection is real.
Refractive Index: Where Small Numbers Mean Large Problems
Refractive index at 20°C (nD20), measured on an Abbe refractometer to ±0.0002, is arguably the most sensitive rapid check in a silane QC toolkit. Reference values for common silanes include: APTES near 1.420, GPTMS near 1.429, VTMS near 1.395, and MPTMS near 1.440. These values are narrow enough that a substitution of one silane for another — or a methoxy/ethoxy swap — shows up clearly.
A refractive index shift of 0.003–0.005 in an alkoxysilane lot can indicate methoxy-to-ethoxy substitution or significant solvent dilution.True
Replacing methoxy groups with ethoxy groups increases molecular volume and reduces electron density in a predictable way, shifting nD20 downward by approximately 0.003–0.006 depending on the specific compound. Solvent addition produces a proportional shift toward the solvent's refractive index.
A practical scenario: a procurement team receives a lot labeled APTES (3-aminopropyltriethoxysilane). The certificate shows the correct GC purity of 98.5%. But the incoming nD20 reads 1.413 rather than the expected ~1.420. That 0.007 gap is consistent with partial substitution of ethoxy groups with methoxy groups — a cheaper feedstock resulting in a mixed methoxy/ethoxy product that will hydrolyze faster, behave differently at the interface, and potentially cross-cure at unexpected rates in an epoxy adhesive system. GC purity alone would not flag this because the overall carbon-hydrogen ratio stays close. Refractive index caught it in under three minutes.
Boiling Point and Distillation Range: Reading Oligomer Contamination
For monomeric silane coupling agents, a tight distillation cut at stated vacuum pressure — within ±3°C of the nominal boiling point — confirms monomeric purity. VTMS boils near 123°C at atmospheric pressure; APTES near 217°C at atmospheric, though it is often checked under reduced pressure to avoid decomposition. When oligomeric condensation products (disiloxanes, trisiloxanes) are present, they show up as elevated distillation fractions in the mid-to-late cut: the distillation tail stretches and the yield at the nominal cut drops. For high-boiling aminosilane oligomers that are intentionally sold in pre-hydrolyzed or partially condensed form, vacuum distillation profiles at 1–5 mmHg become the specification anchor.
Flash Point, Vapor Pressure, and Handling Classification
Flash point determines GHS/UN transport classification and shapes your plant ventilation design. The Class 3 flammable liquid thresholds under GHS are 23°C (Category 1/2 boundary) and 60°C (Category 3 boundary). VTMS has a flash point near 21–23°C — right at the Category 2 line — and requires closed storage, explosion-proof electrical equipment, and continuous air exchange in mixing rooms. Higher-boiling aminosilanes typically flash above 90–100°C, placing them in Category 3 or outside Class 3 entirely, which simplifies ground transport documentation significantly.
Vapor pressure ties directly to occupational exposure. A silane with vapor pressure above 0.5 kPa at 20°C can reach skin-sensitization or respiratory irritation thresholds in a poorly ventilated 50 m² mixing room within minutes of opening a drum. This is not a theoretical concern; it drives the ventilation rate calculation your industrial hygienist needs before the first batch is processed.
Viscosity for Oligomeric and Pre-Hydrolyzed Products
Not all silane coupling agents are low-viscosity monomers. Pre-hydrolyzed products and intentional oligomers span a Brookfield viscosity range of roughly 5–500 mPa·s at 25°C, and that range is product-specific. What matters operationally is change from the certificate value. A lot of nominally 20 mPa·s pre-hydrolyzed aminosilane arriving at 85 mPa·s has undergone significant self-condensation during shipping or storage — condensation that consumed silanol groups you were counting on for substrate bonding. Viscosity trending upward in a storage tank is an early warning that moisture has entered the headspace and chain-growth has started. Catch it at 30% viscosity rise and you can still use the material in less critical applications; catch it at 300% rise and you are looking at a disposal cost.
Moisture Content and Hydrolytic Stability: The Most Operationally Critical Chemical Property
Water is the enemy of silane coupling agents from the moment a drum is opened — and sometimes before that, if storage or transit has been careless. Every alkoxysilane carries reactive Si–OR groups that hydrolyze on contact with moisture to form silanols (Si–OH), which then condense with each other to build oligomeric or even polymeric Si–O–Si networks. That condensation happens inside the drum, in your dispensing line, and in your sizing bath, reducing the fraction of mobile, functional monomer available to react with your substrate surface.
Why 500 ppm Is Not Arbitrary
The specification limit of ≤0.05 wt% (500 ppm) moisture for methoxy grades and ≤0.10 wt% (1,000 ppm) for ethoxy grades is grounded in stoichiometry, not convention. One mole of water hydrolyzes one Si–OCH₃ group. At 500 ppm moisture in a methoxysilane with a molecular weight around 220–240 g/mol, roughly 0.6–0.7% of the available alkoxy sites have already been hydrolyzed before the material reaches your process. That sounds small. But once silanol groups form, condensation is fast and the resulting oligomers do not re-disperse into monomers under normal working conditions. Ethoxy grades tolerate higher residual moisture because the ethoxy group hydrolyzes 5–10× slower under identical pH and temperature — meaning the same water content causes proportionally less pre-condensation during a realistic storage or transit interval.
The measurement method matters. Coulometric Karl Fischer titration is the correct technique for silane coupling agents at this concentration range; volumetric KF introduces too much operator-dependent error below about 1,000 ppm and requires larger sample sizes that increase atmospheric exposure during weighing. Coulometric KF consumes iodine in direct proportion to water, typically detecting down to 10–50 ppm with a sample of 0.5–2 g injected via syringe into a sealed titration cell under nitrogen. Incoming quality audits should specify the method explicitly in the certificate of analysis requirement — “moisture by Karl Fischer” without specifying coulometric versus volumetric leaves a gap a less disciplined supplier can exploit.
Methoxy silanes hydrolyze significantly faster than ethoxy silanes under identical aqueous conditions.True
The methoxy group is a better leaving group relative to ethoxy due to lower steric bulk and the higher reactivity of the Si–OCH3 bond under acidic or neutral hydrolysis conditions, resulting in hydrolysis rates roughly 5–10× faster for comparable functional-group silanes at the same pH and temperature.
pH Kinetics and Working Bath Management
Hydrolysis rate follows bell-curve kinetics with respect to pH. Most alkoxysilanes reach minimum hydrolysis rate — meaning maximum solution stability — near pH 4–5. Below pH 2 or above pH 7, hydrolysis accelerates sharply. This is why working solutions for glass fiber sizing, primer application, and mineral filler pre-treatment are prepared in dilute acetic acid buffer at pH 3.5–5.5. A solution mixed at neutral tap water pH (typically 6.5–8) may lose 30–60% of its monomer content to oligomers within an hour, cutting effective coupling efficiency on the filler surface.
Aminosilanes are a special case that catches process engineers off guard. The basic nitrogen in 3-aminopropyltriethoxysilane (APS) and related structures acts as an internal catalyst, raising local solution pH and accelerating both hydrolysis and condensation simultaneously. Working bath pot life for aminosilane solutions at 0.5–1.0 wt% is often 2–4 hours before oligomeric content rises to performance-impairing levels — far shorter than comparable epoxysilane or vinylsilane baths at the same concentration.
Oligomer Formation and Its Consequence on Coupling Efficiency
Silanol condensation — Si–OH + Si–OH → Si–O–Si + H₂O — reduces surface mobility of the coupling agent molecule. A monomer at 200–300 g/mol diffuses to and orients on a mineral filler surface far more readily than a trimer or pentamer at 600–1,500 g/mol. GPC or HPLC analysis quantifying oligomeric content above 2% by area is a useful incoming-quality trigger; material exceeding that threshold often produces measurably lower tensile retention in silica-filled rubber compounds and lower interlaminar shear strength in glass-reinforced composites, even when purity by GC still reads acceptable — because GC volatilizes only the monomeric fraction.
Practical Moisture-Management on the Plant Floor
Nitrogen blanketing is the most effective single control. Drums and IBCs should be maintained under dry nitrogen blanket at 0.5–2 psi positive pressure during storage and dispensing. Where nitrogen is not available, desiccant breather vents rated for silicone or molecular-sieve desiccant should be fitted to IBC lids; standard silica gel breathers can introduce particulate contamination and should be avoided. After first opening, a 200-liter drum of methoxysilane exposed to ambient air in a humid climate (relative humidity above 60%) should be considered time-limited to 30–45 days before moisture content is likely to breach specification — the actual timeline depends on headspace volume, ambient humidity, and how frequently the drum is accessed. A simple re-check of moisture by coulometric KF at the 30-day mark costs under $20 in reagent and catches drift before it affects production.
Incoming audit protocols should require the supplier’s KF data on each lot, with test date referenced against the production date. A moisture result that was measured six weeks after manufacture tells you little about what is in the drum arriving at your dock today. Specify that moisture testing must be performed within 14 days of shipment and reported on the lot-specific CoA.
Organic Functional Group Reactivity: Matching Chemistry to the Polymer Matrix
The silane coupling agent works through two distinct ends simultaneously: the siloxy end anchors to inorganic surfaces, and the organic functional group must react cleanly with the polymer matrix or binder. Getting the inorganic side right while ignoring the organic end is one of the most common and costly formulation mistakes on the plant floor. Each functional group family has its own reactivity window, degradation pathway, and verification method — and substituting one for another without checking the chemistry first guarantees poor adhesion, premature delamination, or batch-level scrap.
Aminosilanes (APTES, AMEO, DAMO)
Amine content is quantified by potentiometric or acid-base back titration, expressed as amine equivalent weight. For a monoamine like APTES, the theoretical AEW is around 221 g/mol; deviation beyond ±3–5% from theoretical indicates hydrolysis or partial oligomerization of the lot. Primary-to-secondary amine ratio matters when formulating with epoxy resins — primary amines open epoxide rings faster, while the secondary amine in DAMO’s diamine chain provides a different cure profile and crosslink density.
The two degradation risks most buyers underestimate: yellowing from oxidation of the amine group (visible in coatings at film thickness above roughly 50 µm), and CO₂ uptake from ambient air forming carbamic acid salts. A lot stored in a partially empty, poorly sealed drum for three to four months can show AEW drift of 5–10% and a white crystalline deposit — that lot will under-perform in isocyanate and anhydride-cure adhesive systems even if purity by GC still reads acceptable.
Epoxy (Glycidoxy) Silanes — GPTMS / GLYMO
Epoxide equivalent weight (EEW) is determined by perchloric acid titration. For GPTMS, the commercial specification sits at 190–210 g/mol; values above 215 g/mol suggest ring-opening has begun. Epoxide rings open under both strongly acidic and strongly basic conditions, and at temperatures above roughly 50°C degradation accelerates. This makes pH control during hydrolysis bath preparation non-negotiable: keeping the bath at pH 3.5–5.5 stabilizes the silanol while largely preserving the epoxide, but even a brief exposure to a caustic rinse contamination can collapse EEW significantly within minutes.
Vinyl and Methacryloyl Silanes (VTMS, MEMO, VMMS)
Vinyl or methacrylate group integrity is verified either by bromine number titration or by UV absorption at 205 nm. The critical operational concern is free-radical pre-polymerization during storage: without adequate inhibitor, particularly hydroquinone or MEHQ, these products can gel in the drum at elevated warehouse temperatures. Inhibitor content should be confirmed on receipt — specification is typically in the 50–200 ppm range depending on the product — and lots showing any viscosity increase above the CoA baseline should be rejected for peroxide- or radiation-cure composite applications where gel contamination creates hard inclusions and local stress concentrations.
Mercaptosilanes (MPTMS, MPTES)
Thiol purity is measured by iodometric titration or Ellman’s reagent (DTNB) assay, with commercial specification typically 98–102% of theoretical thiol content. The principal degradation route is disulfide bond formation through oxidation — essentially dimerization that consumes the reactive thiol. Sulfur content by combustion analysis serves as an independent cross-check: if combustion sulfur aligns with nominal but titration thiol content is low, you have disulfide present and diminished rubber-coupling performance in sulfur-vulcanized compounds.
Polysulfide Silanes (TESPT, TESPD)
Average sulfur rank (S̄) and its distribution across the S₂–S₈ range are determined by HPLC or Raman spectroscopy. TESPT targets S̄ = 3.5–4.0; TESPD targets S̄ = 2.0–2.4. The processing implication is direct: TESPT’s higher sulfur rank releases more active sulfur during mixing, which accelerates vulcanization and risks scorch in internal mixers running above 150°C. TESPD was specifically developed to allow higher mixing temperatures in modern tire compounding without premature crosslinking — using TESPT in a TESPD-specified compound because the price is slightly lower is a batch-scorch risk that costs far more in downtime and compound disposal than the price difference.
TESPT and TESPD are interchangeable in tire tread compounds because both are bis-silyl polysulfide silanesFalse
Their different average sulfur ranks produce significantly different sulfur-donor activity during high-temperature mixing. TESPT's S̄ of 3.5–4.0 releases active sulfur faster and at lower temperatures than TESPD's S̄ of 2.0–2.4, making direct substitution without reformulation a reliable path to scorch problems and compound inconsistency.
Isocyanato and Ureido Silanes
Free NCO content is measured by dibutylamine back-titration. Because isocyanate groups react with water at room temperature — forming urea and releasing CO₂ — storage moisture must be below roughly 100 ppm, considerably tighter than the ≤500 ppm threshold acceptable for most other silane families. One-component sealant formulators often specify blocked isocyanate variants (oxime- or caprolactam-blocked), which survive ambient humidity but require elevated-temperature activation. Confirming whether a lot contains free or blocked NCO before it enters your mixing line is not optional: free NCO in a formulation expecting blocked NCO will cause premature gelation within hours; the reverse — blocked NCO where free is specified — yields a sealant that never develops adequate green strength at room temperature.
Surface Coverage Efficiency and Coupling Performance on Mineral Substrates
Intrinsic properties like purity and hydrolytic stability tell you what’s in the bottle. Surface coverage efficiency tells you whether that material is actually doing its job at the mineral interface — and that distinction matters enormously when you’re troubleshooting composite delamination, a rubber compound with unexpectedly high hysteresis, or an adhesive joint that fails wet testing.
Surface Area Normalization and TGA Quantification
Silane loading should always be expressed per unit surface area, not as a bulk weight-percent add-on. Reporting “1% silane on fumed silica” is nearly meaningless without knowing the BET surface area of that silica. Fumed silica grades used in tire compounds and sealants span 175–380 m²/g, so the same mass of silane can mean either a sparse, incomplete monolayer or a thick multilayer depending on which grade you’re using — and multilayers do not improve adhesion; they introduce a weak cohesive boundary that fails under stress.
For aminosilanes, optimal monolayer coverage on high-surface-area fumed silica lands between 2 and 4 mg per m² of substrate. The exact figure depends on the silane’s molecular footprint and the density of surface silanol groups, which varies with calcination history and surface hydroxyl content. Thermogravimetric analysis after solvent washing gives the most reliable grafted mass number: heat the treated and washed substrate from ambient to 800°C at a controlled ramp rate, subtract the silica’s own decomposition baseline, and what remains in the 200–600°C mass-loss window is the covalently grafted organics. If solvent washing removes more than 15–20% of the initially adsorbed silane, your hydrolysis and condensation conditions during treatment are suboptimal — too short a contact time, incorrect pH, or insufficient cure temperature.

Contact Angle and Surface Energy Analysis
Water contact angle on a treated substrate gives you a fast, low-cost pass/fail indicator that can be run in the plant lab within minutes. Untreated borosilicate glass typically shows contact angles below 10°, essentially completely wettable. A properly vinylsilane-treated surface should push that angle to 60–80°, confirming that the hydrophobic vinyl groups are oriented outward and that the siloxane layer is reasonably dense. Anything below 45° on a vinylsilane-treated glass suggests incomplete coverage, hydrolysis of the surface layer due to moisture exposure post-treatment, or the wrong silane chemistry entirely.
For adhesive and coating applications where you need to match surface energy to an adhesive formulation, the OWRK (Owens-Wendt-Rabel-Kaelble) method is worth the extra effort. You measure contact angles with two test liquids of known polar and dispersive components, then resolve the substrate’s surface energy into its polar and dispersive fractions. This matters when you’re specifying an epoxy-functional silane primer under a polar adhesive versus an alkylsilane under a low-surface-energy polymer coating. Getting the polarity balance wrong shows up not at dry adhesion testing, which often passes anyway, but at wet adhesion after prolonged humidity exposure.
Condensation Degree by DRIFT and ²⁹Si CP-MAS NMR
Contact angle confirms treatment presence; it doesn’t confirm bond quality. For high-durability structural and composite applications, you need to know the ratio of mono-, bi-, and trifunctional silane condensation on the surface. This is where DRIFT spectroscopy and solid-state ²⁹Si cross-polarization magic-angle spinning NMR become the definitive tools.
In ²⁹Si CP-MAS NMR, grafted silane species appear as T1 (one Si–O–Si or Si–O–substrate bond), T2 (two bonds), and T3 (three bonds) peaks. T1 species are weakly anchored and susceptible to hydrolytic reversal. A well-condensed, durable silane interface requires a combined T2+T3 fraction of ≥70%. Below that threshold, wet peel tests and hot-wet mechanical testing of composites will show disproportionate strength loss. This specification is not conservative — it reflects what separates aerospace-grade glass-fiber prepregs from lower-performance construction laminates in durability testing.
A T2+T3 condensation degree below 70% is associated with significantly reduced wet adhesion durability in glass-fiber reinforced compositesTrue
Solid-state ²⁹Si CP-MAS NMR studies consistently show that T1-dominated interfaces have higher susceptibility to hydrolytic attack at the silane-glass bond, correlating with accelerated strength loss in wet conditioning tests such as those run per ASTM D2290 after water immersion.
Tensile Adhesion and Lap-Shear Performance Testing
Quantitative coupling performance ultimately has to be validated by mechanical testing. ASTM D1002 lap-shear testing of silane-primed metal or glass-to-adhesive joints is the standard acceptance gate for structural adhesive applications. The critical criterion is retention: a minimum of 80% of dry lap-shear strength after 500 hours of water immersion at 40–50°C is a widely used commercial acceptance specification. Many silane-treated joints pass dry testing easily; the differentiation between adequate and excellent silane treatment only appears under wet conditioning, because water is the primary competing adsorbate at the mineral surface.
For glass-fiber composite rings and tubes, ASTM D2290 split-disk testing translates fiber-matrix interfacial quality directly into hoop tensile strength — a measurement that captures whether the silane is actually load-transferring at the fiber surface under realistic mechanical stress rather than simply adhering under low-load conditions.
Payne Effect Reduction in Silica-Rubber Systems
In silica-filled elastomer compounds — the dominant application for TESPT (bis[3-(triethoxysilyl)propyl] tetrasulfide) and related sulfur-functional silanes — the standard coupling efficiency metric is Payne effect reduction. The Payne effect, measured as the storage modulus difference ΔG’ between very low strain (0.1%) and high strain (100%) amplitude sweeps, quantifies filler networking. Untreated or poorly coupled silica maintains a large filler network that produces high ΔG’. When silane coupling is effective, the silane disrupts that network by chemically grafting silica particles to the rubber matrix, reducing ΔG’ substantially.
A well-coupled TESPT-treated silica compound should show ΔG’ reduction of ≥60% versus an untreated silica control at equivalent filler loading. Falling short of that threshold typically traces to one of three causes: insufficient silane loading relative to silica surface area, incomplete silanization during mixing (temperature too low or mixing time too short), or silane that has partially self-condensed before incorporation — the kind of quality defect that a supplier’s oligomeric content specification of ≤2% is there to catch before the material ever reaches your mixing room.
Thermal Stability, Residue on Evaporation, and High-Temperature Process Compatibility
Silane coupling agents do not simply survive at process temperatures — they must perform precise chemistry within a defined thermal window. Too low, and the silane never fully activates. Too high, and it decomposes before it bonds. Getting this balance wrong costs cured product, wasted furnace time, and scrap batches.
TGA Profile: Reading Decomposition Onset and Lot Cleanliness
Thermogravimetric analysis is the correct instrument for characterizing a silane’s thermal behavior, and it does two jobs simultaneously: it tells you when the molecule starts to break down, and it reveals whether the lot is clean monomer or contaminated with oligomers and solvent.
Onset decomposition temperatures vary substantially across silane families. Vinyltrimethoxysilane and related vinylsilanes typically hold stable to around 240°C before significant mass loss begins. Aminosilanes, such as APTES and AMEO, begin decomposing closer to 220°C — their amine groups are more susceptible to oxidative degradation. Sulfido silanes, including the widely used TESPT (bis[3-(triethoxysilyl)propyl] tetrasulfide), show earlier onset near 180°C, driven by the polysulfide bridge which begins releasing sulfur species well before the silane backbone cleaves.
The shape of the TGA curve matters as much as the onset temperature. A clean monomeric lot produces a single, relatively sharp mass-loss event followed by near-zero residue. An oligomeric-contaminated lot shows a broad, stepped curve: early low-temperature weight loss from residual solvent or low-molecular-weight species, then a secondary decomposition event from the oligomeric fraction. A lot showing >5% residual mass at 600°C under nitrogen warrants rejection or at minimum a recheck of the silanol condensation degree, because that residue almost always indicates partial pre-polymerization.
Residue on Evaporation: A Simple Gravimetric Gate Check
Before running TGA, a straightforward residue-on-evaporation test per ISO 3251 (150°C, 2 hours) screens for non-volatile contamination quickly and cheaply. For commercial monomeric silane coupling agents, the specification sits at ≤0.05 wt%. Any result above that threshold signals one of three problems: polymer contamination from the reaction process, inorganic filler carry-over (silica fines occasionally introduced during handling), or stabilizer overdose — some suppliers add excess inhibitor to extend shelf life, and that inhibitor itself becomes the residue.
Residue on evaporation above 0.1 wt% in a monomeric silane product is sufficient cause to reject the lot for glass fiber sizing applicationsTrue
Glass fiber sizing formulations are applied at very low add-on levels (0.1–0.5 wt% on fiber), so non-volatile impurities at even moderate concentrations accumulate on fiber surfaces, disrupt the sizing film uniformity, and directly impair composite interfacial strength.
Rubber Vulcanization Windows and Scorch Risk with TESPT
In silica-filled tire compounds and industrial rubber, TESPT activates its silanization reaction between approximately 140°C and 180°C. This range sits uncomfortably close to typical internal mixer discharge temperatures and early-stage vulcanization onset. If processing temperature climbs above the activation onset — due to a mixer overload, extended mixing cycle, or hot ambient conditions in tropical plants — premature silanization generates ethanol release inside the compound and triggers silane/silica network formation before the compound reaches the mold.
DSC exotherm analysis of silane/silica pre-mixes is the diagnostic tool here. A premix showing an exotherm onset below 130°C indicates either an already-partially-reacted silane lot or excessive moisture in the silica, both of which accelerate the scorch risk. Procurement specs for TESPT used in tire compounds should require a DSC exotherm onset report with each lot certificate.
Glass Fiber Sizing: Surviving Drying Without Pre-Condensing
Silane coupling agents in aqueous sizing systems face a specific two-stage thermal challenge. The sizing is applied to glass fiber at 20–40°C — no thermal risk at that stage — but the fiber then passes through drying ovens at 110–130°C to remove water and consolidate the sizing film. The silane must complete its hydrolysis and orientation onto the glass surface during the low-temperature application step, then survive the drying step without self-condensing into an insoluble oligomeric film that blocks access to reactive groups.
Thermogravimetry combined with humidity simulation (ramping temperature in the presence of controlled water vapor) distinguishes silane lots with adequate hydrolytic stability from those already partially oligomerized in the drum. Aminosilanes are particularly prone to this in warm, humid warehouses.
Arrhenius-Based Storage and Cold-Chain Guidance
Self-condensation of aminosilanes like APTES follows Arrhenius kinetics with an activation energy of approximately 60–80 kJ/mol, depending on alkoxy group type and the presence of trace water. The practical consequence is steep: product stored at 35°C may reach its oligomeric content limit within 6–9 months, while the same product kept at 5°C realistically holds specification for 24 months or more.
For procurement teams supplying plants in Southeast Asia, sub-Saharan Africa, or the Middle East, this is not an academic point. A container sitting on a dock in 38°C ambient heat for three weeks represents the equivalent of one to two months of accelerated aging. Cold-chain logistics — refrigerated containers, shaded warehousing, temperature logging on inbound shipments — are a direct cost-of-quality line item, not optional overhead. Specify maximum allowable cumulative temperature exposure in procurement contracts wherever the supply chain passes through tropical corridors.
Regulatory Compliance, Safety Data, and Supplier Documentation Standards
Procurement teams often treat SDS review as a checkbox. That instinct is expensive. A silane coupling agent that passes every chemical specification but arrives with an incomplete safety dossier can halt EU customs clearance, trigger a TSCA import hold, or expose your EHS team to liability when a downstream worker develops contact sensitization from an aminosilane with no documented skin-hazard classification. The documentation package is part of the product.
SDS Completeness Audit
A GHS-compliant SDS must cover all 16 sections without gaps or placeholders. For silane coupling agents specifically, three sections deserve close scrutiny before you approve a new supplier.
Section 2 (Hazard Identification) must correctly classify flammability — methoxysilanes with flash points below 23°C fall into Flammable Liquid Category 2, and mislabeling them as Category 3 is not a rounding error; it changes your storage room classification and fire suppression requirements. Aminosilanes (3-aminopropyltriethoxysilane and its homologs) must carry a skin and respiratory sensitization flag. Mercaptosilanes require aquatic toxicity hazard statements; their hydrolysis products are acutely toxic to aquatic organisms at low concentrations, and suppliers who omit Section 12 data entirely are signaling they have not done the ecotoxicology work.
Section 8 (Exposure Controls) for methoxysilanes must reference methanol liberation during hydrolysis. When a methoxysilane hydrolyzes on a substrate or in a mixing vessel, it releases methanol stoichiometrically — up to three equivalents for trimethoxysilanes. The applicable occupational exposure limit is 200 ppm TWA (ACGIH TLV-TWA), and adequate local exhaust ventilation in enclosed mixing areas is not optional. An SDS that lists only the parent silane and ignores the methanol byproduct is operationally misleading.
Section 11 (Toxicological Information) should contain verified LD₅₀ data, route of exposure, and target organ effects. Template SDSs with “no data available” across the toxicology section are a red flag, particularly for specialty aminosilanes where skin corrosion data from pH effects of the neat liquid should be documented.
Methanol released during trimethoxysilane hydrolysis is the primary acute inhalation hazard in enclosed mixing operations, not the parent silane itself.True
Trimethoxysilanes release up to three moles of methanol per mole of silane upon hydrolysis. At industrial processing temperatures and in poorly ventilated areas, methanol vapor concentrations can approach or exceed the 200 ppm ACGIH TLV-TWA. The parent silane's vapor pressure is typically much lower than methanol's, making the hydrolysis byproduct the dominant inhalation risk in practice.
REACH Registration and SVHC Screening
For any silane coupling agent entering the EU above one tonne per year, the substance must be registered under REACH. Your supplier should be able to provide a registration number or confirm inclusion in a consortium REACH dossier. Ask for it explicitly — do not accept “we are compliant” as a substitute for a registration number.
Run every new silane against the current SVHC candidate list. Certain chlorosilane precursor impurities and specific organofunctional structures have drawn regulatory scrutiny. Section 15 of the SDS must include a compliance declaration stating SVHC content above 0.1% w/w, and for European OEM supply chains where your customer’s customer will cascade this request downstream, a gap here creates audit findings two tiers up the chain.
TSCA Inventory Status for US-Bound Shipments
Confirmed TSCA listing on the active inventory is the baseline requirement for US import. Specialty silanes developed in the last decade — certain oligomeric aminosilanes, blocked isocyanate-functional silanes — may require Low Volume Exemption (LVE) documentation or carry a SNUR designation that restricts processing conditions. A qualified supplier maintains a TSCA inventory review for every SKU in their export catalog and can provide a Letter of Access to a joint submission if your import volumes require it.
Certificate of Analysis Minimum Requirements
A CoA is not a formality. At minimum it must include: assay (GC, % by weight), density at 20°C, refractive index at 20°C, moisture content (Karl Fischer, reported in ppm or wt%), color (APHA or Pt-Co scale), acid value (mEq/g or mg KOH/g), and — where relevant — active functional group content. Equally important: a unique batch or lot number with full traceability to production records, manufacturing date, assigned re-test date, and an authorized signatory with name and title, not just a stamp.
Template-only CoAs — where every batch shows identical values to the third decimal place with no batch-to-batch variation — are a serious red flag. Real analytical data carries natural variation. If five consecutive lots of a methoxysilane show exactly 98.50% assay and exactly 0.030% moisture, the numbers were not measured; they were typed.

Third-Party Testing and Supplier Audit Protocols
ISO 9001 certification is the floor, not the ceiling. For first-lot qualification, commission an independent verification through SGS, Intertek, or Bureau Veritas — specify the exact test methods (GC with FID, Karl Fischer coulometric titration, APHA color by spectrophotometer) rather than leaving method selection to the lab. Results from a third-party lab on the same lot as the supplier CoA reveal whether internal QC is calibrated to reality.
An on-site supplier audit for a silane coupling agent manufacturer should include GC calibration records with certified reference standards, Karl Fischer titrator qualification logs showing drift checks and standardization frequency, cold-storage temperature monitoring data (continuous logger records, not spot-checks), and segregated moisture-controlled sampling procedures for filling CoA sample aliquots. A supplier who cannot produce these records on request is telling you something about their quality system that no certification document can contradict.
Frequently Asked Questions About Evaluating Silane Coupling Agent Properties
These questions come up repeatedly from QC labs, formulation benches, and procurement desks. The answers below cut straight to the operational reality.
What is the single most important test to run on a new silane coupling agent lot before using it in production?
Run GC purity and Karl Fischer moisture content together, in that order. GC gives you assay confirmation and flags the most common incoming failures — dilution, wrong-grade substitution, and elevated oligomer carry-over from the synthesis step. Karl Fischer tells you whether the product has absorbed moisture in transit or during warehousing. Both tests take under 30 minutes combined on standard lab equipment. Between them, they catch the majority of incoming quality deviations without committing a single kilogram of production material. Waiting until mid-run to discover a 96.2% assay lot when your process requires ≥98.5% costs far more than the test.
Can I substitute an ethoxysilane for the equivalent methoxysilane in my formulation?
Not automatically. Ethoxysilanes release ethanol on hydrolysis rather than methanol — a genuine occupational health advantage — but they hydrolyze roughly 5–10× more slowly under equivalent pH and temperature conditions. In a fast-cure rubber compound or a short-dwell glass fiber sizing bath, that kinetic gap directly reduces the number of active silanol groups available to condense onto the substrate surface before the window closes. Before making the switch, map your pot life and cure schedule against the hydrolysis half-life data for the specific ethoxy grade. For systems with a cure window longer than 45–60 minutes at 60°C or above, the substitution is usually workable. For fast-press or pultrusion processes, it often is not.
How do I tell if a silane has self-condensed during storage before opening the drum?
Three field-accessible checks, in increasing diagnostic value: first, viscosity — an increase greater than roughly 20% above the specification value is a red flag; second, refractive index drift greater than 0.003 from the CoA value at 20°C; third, visual inspection for turbidity or gel particles when the drum is gently rolled and a sample is drawn into a clear glass vial. Any one of these abnormalities justifies holding the lot. For a definitive answer, GPC oligomeric content analysis resolves the question — a specification of ≤2% oligomeric content by GPC is the standard for high-grade material, and lots exceeding this will underperform on surface coverage efficiency regardless of headline purity.
What pH should I use when preparing a silane hydrolysis bath for glass fiber sizing or filler treatment?
For the broad majority of alkoxysilanes — epoxy, vinyl, methacryloxy, and mercapto functional types — a working bath pH of 3.5–5.5, adjusted with dilute acetic acid or citric acid, provides the best balance between hydrolysis rate and silanol stability against premature self-condensation. Aminosilanes behave differently. Their amine group is basic enough to create a self-buffering environment near pH 9–10, and they are applied in alkaline aqueous solution without acid adjustment. Trying to acidify an aminosilane bath to pH 4 will accelerate gelation rather than improve coupling.
How does silane purity affect the mechanical properties of the final composite?
Reducing silane coupling agent purity from 99% to 95% can reduce interlaminar shear strength (ILSS) of glass-fiber/epoxy laminates by 8–15% and wet retention after a 72-hour boil test by up to 25%.True
The performance loss is attributable to oligomeric and hydrolyzed impurities occupying surface sites without forming load-bearing covalent bonds, effectively diluting the active coupling density at the fiber-matrix interface. This relationship is well-documented in academic literature on fiber-sizing chemistry.
The practical consequence is that a 3–4% purity shortfall, which may look minor on a CoA, translates directly into structural weakness and dramatically reduced hydrothermal durability — two failure modes that often only surface after laminate post-cure or field exposure, making them expensive to attribute.
What documentation should I require from a China-based silane supplier for EU market compliance?
At minimum: REACH registration confirmation or a valid Letter of Access for each substance above one tonne per year, a GHS-compliant Safety Data Sheet in the target EU member state language, a CoA covering purity, moisture, density, refractive index, and functional-group identity, and a current ISO 9001 certificate. For higher-stakes supply relationships, require a third-party SGS or Intertek test report that independently confirms the CoA values on recent production lots. Discrepancies between supplier CoA data and third-party results are the most common trigger for supplier audits.
Is there a quick field test to verify silane coupling agent authenticity without a lab?
Density measurement with a handheld digital densitometer accurate to ±0.001 g/mL is the fastest single-point verification available outside a laboratory. Cross-reference the reading against the specification density on the CoA — deviation beyond ±0.005 g/mL warrants rejection or hold pending full lab analysis. Combine that with a color assessment (most commercial silane coupling agents are water-white to pale yellow; brown discoloration suggests oxidative degradation) and an odor check appropriate for the functional class. This three-point field screen takes under five minutes and can flag outright substitution, dilution with solvent, or severe degradation before a single drum is opened for use.
Building a Robust Incoming Quality Control Protocol: A Practical Checklist for Industrial Buyers
Every property discussed in the preceding sections is only as useful as the system you build to check it. A silane coupling agent that passed the supplier’s own QC but fails in your process is a supply chain problem, not a chemistry problem. What follows is a tiered incoming inspection framework that works on actual plant receiving docks and lab benches — not in theory.

Tier 1 — Rapid Lot-Release Tests (Target: Results Within 2 Hours)
Every drum, every shipment. Pull samples per ISO 2859-1 at AQL 1.0 — for a typical 20-drum lot this means sampling 5 drums minimum, following the standard’s inspection level II table. Test each sample for:
Visual appearance and APHA color. Clear, colorless to pale yellow is normal for most silane coupling agents. Turbidity almost always means moisture ingress or hydrolysis has begun. APHA above 30–50 on aminosilanes or above 15 on vinylsilanes should trigger a hold; amino-functional grades naturally color over time, so track trend, not just absolute value.
Density at 20°C. A calibrated pycnometer or digital density meter gives results in under 10 minutes. Acceptable tolerance against the CoA value is ±0.003 g/mL for most grades. A deviation of 0.010 g/mL or more in a methoxysilane almost always indicates dilution with ethanol or methanol — a classic adulteration route.
Refractive index nD20. Takes 3 minutes on an Abbe or digital refractometer. Acceptable tolerance is ±0.002 against the CoA stated value. This test is particularly sensitive to blending because solvent diluents shift refractive index faster than they shift density.
Karl Fischer moisture content. Non-negotiable on every lot. The target specification for high-grade material is ≤500 ppm (0.05 wt%). Any single drum exceeding 800 ppm gets quarantined. Reject criteria should be pre-agreed with the supplier in writing before the first shipment, not negotiated after a failed result.
Any single Tier 1 failure triggers an immediate hold on the entire lot, written notification to the supplier, and no production release until Tier 2 confirms or rejects.
Tier 2 — Standard QC Suite (Target: Results Within 24 Hours)
Run Tier 2 on a composite sample drawn from 10% of drums in each lot (minimum 3 drums), combining equal volumes into one blended sample. This catches lot-wide drift that Tier 1 sampling might miss.
GC purity assay. Compare against both the CoA value and your internal historical database for this supplier. An acceptable lot-to-lot standard deviation is ≤0.3% absolute. A single lot dropping more than 0.8% below the stated assay — even if still above the minimum specification — is worth a supplier query, because it often precedes a trend.
Functional group titration. Select the method appropriate to the chemistry: amine equivalent weight titration for aminosilanes, epoxy equivalent weight (EEW) for glycidoxy grades, thiol content by iodometric back-titration for mercaptosilanes, vinyl number by bromination for vinylsilanes. This confirms the organic end is intact — GC purity alone does not.
Acid and HCl content. Residual HCl above 50–100 ppm accelerates self-condensation during storage and corrodes metal substrates. Potentiometric titration takes under an hour.
Viscosity for oligomeric grades. Aminosilane oligomers and silane-sulfide polysulfides vary meaningfully in molecular weight distribution. Track viscosity at 25°C as a consistency KPI; a drift of more than ±15% from the historical baseline warrants GPC investigation.
GC purity alone is sufficient for complete silane coupling agent quality assuranceFalse
GC purity confirms overall chemical composition but cannot detect partial hydrolysis, functional group degradation, or oligomer buildup. Functional group titration and Karl Fischer moisture testing are required alongside GC to form a complete incoming QC picture.
Tier 3 — Full Qualification Testing for New Suppliers or New Grades (1–2 Weeks)
This tier runs once per new supplier, once per new grade, and after any significant change notification from an existing supplier. It is not a routine test — it is a qualification gate.
Structural confirmation. FTIR identifies functional groups within 30 minutes. ¹H and ²⁹Si NMR confirm carbon backbone connectivity and silicon environment respectively. ²⁹Si NMR is particularly valuable: it distinguishes T2 from T3 silicon sites and reveals whether condensation oligomers are already present in the bulk material even before application.
TGA thermal profile. Run from ambient to 600°C at 10°C/min under nitrogen, then in air. Onset of decomposition, char yield, and residue mass all tell you whether the material is compatible with your cure or vulcanization temperature window. For glass fiber sizing applications where silane-treated fiber enters a matrix at 180–220°C, a decomposition onset below 200°C is a disqualifying result.
GPC oligomer content. Silanol condensation degree should be ≤2% oligomeric content. Material above that level has shorter effective shelf life and less predictable hydrolysis behavior in your application bath.
Substrate performance testing. DRIFT spectroscopy on treated silica or glass fiber confirms actual coupling density. Lap shear adhesion testing or composite interlaminar shear strength (ILSS) testing closes the loop between intrinsic properties and real application performance. Set pass criteria before testing; do not adjust them retrospectively.
Regulatory document audit. Verify SDS revision date, REACH SVHC status, TSCA active substance listing, and transport classification consistency between documents and actual physical/chemical properties. Gaps here become liability later.
Sampling, Retention, and Supplier Scorecard
Retain a sealed 500 mL reference sample from each accepted lot, stored at 5°C in a dark cabinet, for a minimum of 24 months. This sample resolves disputes about whether a performance failure in production originated at incoming receipt or degraded in your own storage — a question that comes up more often than most operations teams expect.
Track supplier consistency as a formal KPI. Acceptable lot-to-lot standard deviations: GC assay ≤0.3% absolute, density ≤0.002 g/mL, moisture ≤50 ppm drift between lots. Suppliers who maintain fewer than 2 non-conformances across any rolling 20-lot window qualify for reduced Tier 2 frequency — composite testing on every third lot rather than every lot — which reduces your lab burden without relaxing the incoming quality standard.
How SiliconChemicals Integrates With Customer QC Workflows
A pre-shipment certificate of analysis covering all Tier 1 and Tier 2 parameters accompanies every SiliconChemicals shipment as standard. Third-party laboratory test reports are available on request, typically covering GC purity, Karl Fischer moisture, density, refractive index, and functional group equivalent weight. Retained samples are held at the production facility for 24 months post-shipment and can be dispatched for independent testing in any dispute. For customers establishing a new silane grade in production, the technical team can provide reference method documentation and, where needed, participate in a joint method validation exercise so that your incoming results and the shipped CoA values are directly comparable — not just nominally aligned.














