
Silica-filled rubber compounds delaminate, absorb moisture, and disperse unevenly when the filler and polymer matrix have no chemical bridge between them. On the plant floor, that means inconsistent Mooney viscosity batch to batch, premature tread cracking in service, and scrap rates that quietly erode margins before anyone traces the root cause back to compounding chemistry. For tire manufacturers running high-speed mixing lines, every rejected carcass or off-spec sidewall compound represents lost mixing time, wasted silica, and a warranty exposure that compounds faster than the rubber itself.
Silane coupling agents — most commonly TESPT (Si69) or MPTES — improve rubber and tire performance by forming covalent bonds between precipitated silica filler and the rubber polymer chain. This dual-functional chemistry reduces filler agglomeration, raises bound rubber content from roughly 30–40% in untreated systems to over 60–70% in optimized formulations, cuts rolling resistance by 20–30% versus carbon-black benchmarks, and delivers tensile strength gains of 15–25 MPa depending on silane loading, mixing temperature, and silica surface area.
What makes this chemistry genuinely interesting — and genuinely tricky — is that the same reaction mechanism that bonds silica to rubber can also destroy your compound if mixing temperature drifts by as little as 15–20 °C in the wrong direction. Understanding exactly why that happens, and how to control it, is where procurement decisions, formulation choices, and process discipline all converge.
](https://siliconchemicals.com/wp-content/uploads/2026/06/silane-coupling-agent-rubber-tire-manufacturing-01-hero.jpg)
Molecular Architecture: How Bifunctional Silanes Bridge Silica and Rubber
The reason silane coupling agents work — and why no adequate substitute has displaced them in silica-reinforced compounds — comes down to a precisely engineered molecular architecture. One end of the molecule is designed to react with inorganic silica; the other end is designed to react with organic rubber. Getting both reactions right, under real mixing conditions, is the entire engineering challenge.
The General Structure and What Each End Does
The canonical structure is R’–Si(OR)₃, where the three OR groups are hydrolyzable alkoxy functions — either methoxy (–OCH₃) or ethoxy (–OCH₂CH₃) — and R’ is an organofunctional group selected to interact with the specific rubber matrix. Ethoxy variants dominate tire applications because methanol, the byproduct of methoxy hydrolysis, raises toxicity and VOC concerns in enclosed mixers. Ethanol, released from ethoxy hydrolysis, is far more acceptable on a production floor.
The silica-reactive end and the rubber-reactive end operate through completely different chemistries on completely different timescales during compound processing. Understanding this separation is prerequisite to diagnosing any compound development problem.
The Silane–Silica Reaction: Hydrolysis, Then Condensation
When silane meets precipitated silica in a Banbury or internal mixer, the reaction proceeds in two steps. First, mixing heat and the surface moisture inherent to precipitated silica (typically 5–7% absorbed water by weight) hydrolyze the alkoxy groups, converting –Si(OR)₃ to –Si(OH)₃. Second, these newly formed silanol groups condense with the isolated and geminal silanol groups on the silica surface (Si–OH), eliminating water and forming stable Si–O–Si covalent bonds.
The mixing temperature window of 140–160 °C is not arbitrary. Below roughly 130 °C, silanization kinetics are too slow; condensation reaction is incomplete within practical mixing cycle times, leaving a large fraction of silica surface unpopulated. Above approximately 165 °C, the sulfur-functional groups on polysulfide silanes become chemically active prematurely — the sulfur bridges begin reacting with the rubber polymer before vulcanization is intended — causing scorch, premature crosslinking, and viscosity spikes that make the compound unprocessable. Compound temperature monitoring at the dump isn’t optional; it’s the primary process control variable for silanization quality.
The silanization reaction in silica–rubber compounds requires both adequate temperature (140–160 °C) and sufficient mixing time to achieve complete surface coverage, and neither variable alone determines outcome.True
Reaction extent is a function of both kinetic energy (temperature) and contact time. Industrial mixing studies consistently show incomplete silanization when either is deficient, resulting in elevated Mooney viscosity and degraded reinforcement.
The Rubber-Reactive End: Sulfur Chemistry During Vulcanization
In TESPT (bis[3-(triethoxysilyl)propyl] tetrasulfide, commercially known as Si69), the R’ group terminates in a tetrasulfide bridge –S₄–. During vulcanization at 160–180 °C, sulfur atoms from this bridge participate in sulfur-exchange reactions with the elastomer backbone — particularly with allylic positions on natural rubber and solution-SBR chains. The result is a covalent link between the silica-anchored silane and the crosslinked rubber network. This is the bond that transfers stress from the matrix to the reinforcing filler, and it is why bound rubber content in optimized systems can exceed 60–70%, compared to 30–40% in untreated silica compounds.
TESPD (Si75) carries a disulfide bridge rather than a tetrasulfide. It releases sulfur more slowly and predictably, offering better scorch safety at the cost of marginally lower crosslink density — a worthwhile trade-off in compounds with already-elevated sulfur donor packages.
Functional Group Comparison Across Commercial Types
Different organofunctional groups produce genuinely different processing behaviors and performance outcomes. The choice is not interchangeable.
| Silane Type | Functional Group | Primary Rubber Substrate | Typical Mixing Temp | Key Performance Attribute |
|---|---|---|---|---|
| TESPT (Si69) | Tetrasulfide | S-SBR, NR, BR blends | 145–155 °C | High coupling efficiency; standard green-tire benchmark |
| TESPD (Si75) | Disulfide | S-SBR, NR | 145–160 °C | Improved scorch safety vs. TESPT |
| MPTES | Free mercapto (–SH) | EPDM, CR, NBR | 130–150 °C | Fast coupling kinetics; scorch risk requires care |
| Blocked mercaptosilane (NXT-type) | Blocked thioester | S-SBR | 150–165 °C | Low-VOC processing; deblocks during vulcanization |
| Aminosilane | Primary/secondary amine | NBR, CR, silicone rubber | 120–150 °C | Acid-scavenger function; adhesion promotion |
| Vinylsilane | Vinyl (–CH=CH₂) | EPDM, peroxide-cured compounds | 140–160 °C | Peroxide-crosslink compatibility; no sulfur needed |
Mercaptosilanes react faster with silica than polysulfide types, making them attractive for short mixing cycles or lower-temperature processing windows. The liability is scorch: the free –SH group is highly reactive toward rubber at elevated temperatures. Blocked mercaptosilanes solve this by masking the thiol functionality until vulcanization temperatures are reached — useful in compounds running hot extruders or requiring long scorch safety windows before cure.
Coupling Efficiency Versus Silanization Efficiency
These two parameters are often conflated in compound development, and the confusion costs time. Silanization efficiency refers specifically to how completely the silane has reacted with the silica surface — measured indirectly through bound rubber tests, bound ethanol release, or rheological indicators. Coupling efficiency refers to how effectively the silane-grafted silica actually transfers mechanical load to the rubber matrix, expressed through reinforcement index, tensile strength, and hysteresis.
You can achieve high silanization efficiency and still get poor coupling efficiency if the organofunctional group fails to integrate properly into the vulcanizate network — wrong cure system, incompatible polymer, or insufficient sulfur availability. Conversely, if silanization is incomplete but the rubber-reactive chemistry is favorable, you get a compound with high surface energy, poor dispersion, and elevated hysteresis regardless of how well-matched the functional group is. Both reactions must be independently optimized; fixing one while ignoring the other is a common root cause of inconsistent compound-to-compound performance across batches.
Silica Dispersion and Filler Network Breakdown: The Mixing Process in Detail
Getting silane chemistry to work on the plant floor comes down to one thing: giving the silanization reaction enough time, temperature, and mechanical energy — in the right sequence — without cooking the compound before it reaches the press. That balance is harder than it looks.
Multi-Stage Mixing Protocol
Silica-silane tire compounds almost always require two or three non-productive (NP) mixing passes in a closed internal mixer — Banbury or tangential rotor — before the compound ever sees sulfur or accelerators on the open mill. The reason is straightforward: a single pass cannot simultaneously achieve adequate silica dispersion, complete silanization, and safe heat management. Each NP stage breaks agglomerates progressively, re-incorporates filler that migrated to the rotor gap, and allows ethanol generated by the silane condensation reaction to volatilize out. Trapping ethanol in the batch suppresses further reaction and creates void porosity in the cured part.
Typical NP1 targets: ram drop temperature 70–90 °C, dump at 140–150 °C. NP2 and NP3 continue dispersion and complete grafting. Total time at temperature above 130 °C across these stages usually runs 6–12 minutes cumulative, depending on rotor speed (typically 40–80 rpm), fill factor (0.65–0.75), and rotor geometry. The productive stage — sulfur, CBS, DPG — is added cold on the open mill at 80–100 °C to protect cure chemistry.
Silanization Kinetics: Why Temperature Window Matters
The silanization reaction between the triethoxysilyl end of TESPT and the silanol groups on precipitated silica is first-order with respect to silane concentration and follows Arrhenius behavior. Reaction rate roughly doubles for every 10 °C increase above 130 °C. At 150–160 °C with 3–5 minutes dwell, grafting conversion exceeds 90%. Drop below 140 °C and you may achieve only 60–70% conversion, leaving unreacted silane that acts as a plasticizer and disrupts crosslink density. Stay above 170 °C and you risk premature polysulfide bond cleavage in TESPT and, far more critically, scorch.
Holding dump temperature at 150–160 °C for 3–5 minutes is sufficient to achieve greater than 90% silanization conversion in TESPT/precipitated silica compoundsTrue
Published kinetic studies and plant-floor RPA data both confirm that 90%+ grafting conversion requires sustained time above 150 °C; lower temperatures leave unreacted ethoxy groups and produce measurably elevated Payne effect in downstream RPA testing
Payne Effect Reduction and RPA as a Process Diagnostic
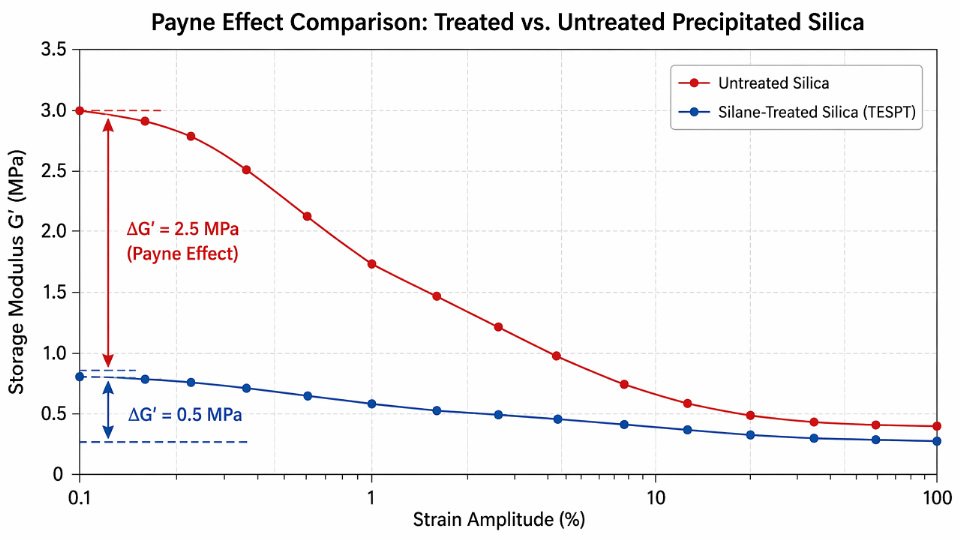
Silane’s most measurable contribution during mixing is disruption of the filler-filler network — quantified as the Payne effect: the drop in storage modulus G’ between low-strain (0.1%) and high-strain (100%) oscillatory shear. Untreated precipitated silica in a rubber matrix typically produces a G’ differential of 1.5–3.0 MPa. A well-silanized compound drops that to 0.3–0.8 MPa, depending on silica grade, loading, and silane phr. The RPA (Rubber Process Analyzer) is the right tool to verify this on every production lot — not just during development. If your NP3 dump shows a Payne effect above 1.2 MPa, something is wrong with the silanization step before you ever run a DIN abrasion or tensile bar.
Scorch Risk and Blocked Mercaptosilanes
Highly reactive mercaptosilanes (e.g., MPTES, Si363 type) graft more efficiently than TESPT at lower temperatures — useful for energy savings — but the free thiol group will react with sulfur and accelerators at mixing temperatures, causing premature vulcanization. Scorch index values can drop from a safe 18–22 minutes to under 8 minutes if mercaptosilane loading exceeds 4–5 phr at 160 °C.
Blocked mercaptosilanes solve this directly. The thiol is protected by an octoyl or similar ester group that hydrolyzes only at vulcanization temperatures (170–180 °C in the press), leaving mixing windows intact. Final crosslink density and dynamic mechanical properties are comparable to TESPT in most passenger tire tread formulations. The trade-off is cost — blocked mercaptosilanes typically run 15–30% higher per kilogram than TESPT — and they require tighter cure temperature control since the deblocking kinetics are sharper.
Moisture in Precipitated Silica: A Frequently Ignored Variable
Precipitated silica arrives from the supplier at 5–7% moisture by weight. That moisture is not inert. At mixing temperatures it flashes to steam, which can either promote silanization (surface silanols become more reactive when slightly hydrated) or suppress it (excess free water competes with silane for surface sites and hydrolyzes the silane in the gas phase before it grafts). The practical window is narrow: 3–5% moisture gives consistent silanization; below 2% or above 7%, expect variability in bound rubber content and Payne effect lot-to-lot.
Storage discipline matters. Silica in bulk silos exposed to ambient humidity in coastal or monsoon-climate plants can absorb 2–3% additional moisture within 48 hours of a broken seal. Pre-drying at 100–110 °C for 2–4 hours before use, or maintaining silo nitrogen blanketing, keeps moisture within spec. This is a sourcing and logistics issue as much as a chemistry one — coordinate with procurement to specify moisture on the incoming certificate of analysis.
Process Troubleshooting Reference
| Symptom | Likely Root Cause | Diagnostic Check | Corrective Action |
|---|---|---|---|
| High Payne effect after NP3 | Under-silanization; dump temp too low | RPA G’ sweep; check dump log | Increase dwell time or dump temp by 5–10 °C |
| Low bound rubber (<45%) | Insufficient silane phr or poor dispersion | Solvent extraction test | Review silane-to-silica ratio; target 8–12 phr per 60–80 phr silica |
| Premature scorch on mill | Mercaptosilane reacting early; productive stage too hot | Mooney scorch t5 | Switch to blocked mercaptosilane; reduce mill temperature |
| Batch-to-batch tensile variation | Silica moisture variability | COA moisture check; pre-dry test | Enforce moisture spec ≤6%; pre-dry if needed |
| Ethanol odor, low density cured part | Incomplete ethanol volatilization | Visual/density check | Increase NP stage venting time; check fill factor |
Under-silanization is the more common plant-floor problem — it is quiet, shows up late in testing, and gets misdiagnosed as silica quality or mixer wear. Over-silanization failures are noisier but rarer when temperature controls are calibrated.
Mechanical and Dynamic Performance Gains Measured in Silane-Reinforced Compounds
The performance case for silane coupling agents is not built on theory alone — it is traceable to standard test data that compound engineers generate every time they validate a new tread or sidewall formulation. Understanding what those numbers mean, and why they move in the direction they do, is what separates a formulator who can troubleshoot from one who is simply following a recipe.
Tensile Strength and Elongation at Break
Bound rubber content is the underlying mechanism here. In an optimized silane-treated silica system, bound rubber content typically exceeds 60–70%, versus 30–40% in untreated silica compounds. That difference in interfacial bonding translates directly to how efficiently stress is redistributed through the compound when it is loaded. Tensile strength in silane-treated systems typically lands in the range of 20–28 MPa with elongation at break of 400–550%. Untreated silica compounds, where the filler-matrix interface is weak and voids initiate fracture early, typically produce 12–18 MPa tensile — a 15–25 MPa uplift depending on silane type, loading level, and cure system. Tear resistance follows the same logic: better stress transfer delays crack propagation at the filler surface, which matters for carcass and belt ply compounds where fatigue tearing under cyclic flexing is the dominant failure mode.
Abrasion Resistance and Tire Mileage
Tread engineers watch DIN abrasion volume loss closely because it maps, imperfectly but usefully, onto tread wear rates and warranty exposure. For silane-optimized silica tread compounds, DIN abrasion volume loss typically falls in the range of 55–80 mm³, depending on silane loading, silica specific surface area, and cure package. That range is competitive with or slightly superior to conventional carbon black N234/N339 formulations running 70–90 mm³ in similar hardness targets. The key variable is silane coverage: under-dosed silane leaves uncoupled silica agglomerates that act as stress concentrators during abrasive contact, pushing abrasion loss toward the high end of the range or beyond it.
Silane-optimized silica tread compounds can achieve DIN abrasion performance competitive with carbon black N234 compounds while simultaneously delivering lower rolling resistanceTrue
Silica provides a harder, higher-surface-area filler network with superior elastic recovery under deformation when properly coupled via silane; this combination allows abrasion resistance comparable to high-structure carbon black while the lower tan δ at service temperature reduces energy dissipation — the basis of the 'green tire' value proposition confirmed by independent compound benchmarking studies.
Rolling Resistance: The tan δ Story at 60–70 °C
Rolling resistance is measured as tan δ at 60–70 °C in lab DMA testing — the temperature window representative of a tire crown under highway driving conditions. Well-formulated silane-silica systems reduce tan δ at this temperature by 15–30% versus carbon black controls, depending on silica loading (60–80 phr is typical), silane type, and compound hardness. Translated to vehicle level, that reduction corresponds to roughly 3–8% improvement in fuel economy, a figure that depends heavily on vehicle class, load, and road surface. For a fleet operator running high-mileage trucks, that range is commercially meaningful.
Wet Traction and the Magic Triangle
Here is where the silica-silane system earns its place in tire engineering. At 0–20 °C — the wet grip temperature window — silica maintains higher tan δ than carbon black, meaning more energy dissipation during tire-road contact in wet braking events. This is physically opposite to what happens at 60–70 °C, and it is not a contradiction: it reflects the different viscoelastic response of silica versus carbon black filled networks across the temperature spectrum. The result is a compound that simultaneously reduces rolling resistance and sustains or improves wet traction, resolving what was previously a forced trade-off.
Heat Build-Up, Fatigue Life, and the Payne Effect Connection
Reduced Payne effect — the strain-dependent modulus drop characteristic of agglomerated filler networks — directly means less frictional energy generated between filler particles during dynamic deformation. In belt and carcass ply compounds, where the compound cycles through tens of millions of low-amplitude strains over a tire’s service life, lower heat build-up translates to slower thermal degradation of the polymer network and meaningfully extended flex fatigue life. Flexometer testing on silane-treated compounds typically shows 20–40% reduction in heat build-up temperature versus untreated silica at equivalent filler loadings. That margin matters in run-flat and heavy truck applications where thermal failure is a real failure mode.
Hardness, Modulus, and Component-Specific Balancing
Silane loading affects crosslink density indirectly by governing how much rubber is chemically immobilized at the filler surface. Higher silane coverage increases the effective crosslink contribution from the filler network, raising Shore A hardness and 100% or 300% modulus. For tread compounds, formulators typically target 60–68 Shore A; for sidewalls, 55–62; for bead fillers, 70–80. Hitting those targets with silane-silica requires careful balancing of silane loading against cure system sulfur and accelerator levels — particularly with tetrasulfidic silanes like TESPT (Si69), which release sulfur during the coupling reaction and can over-cure a compound if the total sulfur budget is not recalculated. Compression set, relevant for static seal and bead contact areas, is controlled primarily by cure state, but a poorly coupled silica compound with excess free silica surface can absorb accelerator and under-cure locally, raising compression set values unpredictably.
Selecting the Right Silane Grade: TESPT, TESPD, Mercaptosilanes, and Specialty Types
Not every silane coupling agent belongs in every compound. Choosing the wrong grade costs you either processing headaches — scorch, viscosity spikes, cure system imbalance — or performance left on the table. Here is how experienced compounders actually think through the selection.
TESPT (Si69): The Benchmark for Tire Tread Compounds
Bis[3-(triethoxysilyl)propyl] tetrasulfide, universally called Si69 or TESPT, remains the dominant choice for passenger car tire treads formulated in NR, SBR, or SBR/BR blends against 60–80 phr precipitated silica. Its tetrasulfide rank means it carries four sulfur atoms in the central bridge. During high-temperature mixing — typically 145–165 °C in the second or third Banbury pass — those sulfur atoms partially cleave and release free sulfur into the matrix.
That release is not a defect; it is part of the crosslink chemistry. But it forces a sulfur balance correction. Compounders who drop TESPT into an existing carbon-black formulation without adjusting the accelerator/sulfur package routinely see over-cure, reduced elongation, and unpredictable scorch times on the mill. The working rule: account for 1.5–2 sulfur equivalents contributed by the silane at standard loading (8–12 phr silane against 60–80 phr silica), and reduce elemental sulfur or secondary accelerator accordingly. Bound rubber content in well-optimized TESPT-silica systems consistently exceeds 60–70%, compared to 30–40% in untreated silica, which is why tensile strength gains of 15–25 MPa are routinely achievable.
TESPD (Si75): When Processing Safety Takes Priority
TESPD carries a disulfide bridge rather than tetrasulfide. Less sulfur released during mixing means a narrower cure window shift and substantially lower premature scorch risk — critical when dump temperatures are difficult to hold below 155 °C, or when the mixer lacks precise temperature control. High-volume production lines with older equipment, or facilities running faster cycle times, often standardize on TESPD precisely because it tolerates a wider temperature window without triggering early network formation. Performance in the cured compound is marginally below TESPT in rolling resistance, but for many commercial passenger and light truck tire grades, the processing reliability justifies the trade-off.
Mercaptosilanes and Blocked Variants
MPTES (3-mercaptopropyltriethoxysilane) reacts faster and more completely than either polysulfide silane. The thiol group couples directly with the rubber polymer during mixing, shortening the silanization phase by 1–3 minutes compared to TESPT — meaningful at scale. The problem: unblocked mercaptosilane is severely prone to scorch in standard tire mixing temperatures, limiting its direct use to low-temperature processing or specific EPDM applications where processing temperatures stay below 130 °C.
Blocked mercaptosilanes — the NXT-type family using acetoxy or other protecting groups — solve this by masking the thiol until vulcanization temperatures are reached. They deliver near-mercaptosilane coupling efficiency with polysulfide-level processing safety, making them increasingly attractive for ultra-high-silica formulations above 80 phr where coupling demand per unit volume of silane is high. Expect dosage to track slightly higher than TESPT on an equivalent silica weight basis due to molecular weight differences.
Aminosilanes and Vinylsilanes in Non-Tire Rubber Goods
Outside the tire sector, the matrix changes. EPDM-based conveyor belts and vibration mounts, NBR seals, and CR hoses require organofunctional groups that develop affinity with those specific polymer backbones. Aminosilanes work well in EPDM and in polar-polymer systems where amine-functional groups create hydrogen-bonding and ionic interaction bridges. Vinylsilanes suit peroxide-cured EPDM applications where a vinyl group can co-crosslink directly into the polymer network.

Silane Grade Selection Decision Matrix
| End Application | Rubber Type | Silica Loading (phr) | Processing Temp Limit | Recommended Silane | Typical Dosage (% of silica weight) |
|---|---|---|---|---|---|
| Passenger car tire tread | NR, SBR, SBR/BR | 60–80 | Up to 165 °C | TESPT (Si69) | 8–10% |
| Commercial tire tread, high-volume line | NR, SBR | 60–75 | Up to 155 °C | TESPD (Si75) | 8–10% |
| Ultra-high-silica tread | SBR/BR | 80–100 | Up to 160 °C | Blocked mercaptosilane | 10–12% |
| Specialty EPDM goods | EPDM | 40–60 | Up to 130 °C | Unblocked MPTES | 6–9% |
| Conveyor belts, vibration mounts | EPDM, CR | 30–50 | Up to 150 °C | Aminosilane or vinylsilane | 5–8% |
| Seals and hoses | NBR, CR | 20–40 | Up to 145 °C | Aminosilane | 5–7% |
Optimizing the Silane-to-Silica Ratio
An industry starting point of 8–10% silane by weight of silica covers the majority of tire tread applications, but treat that as a first-pass estimate rather than a finished answer. Actual optimum depends on the silica’s BET surface area — higher surface area silicas like those above 170 m²/g demand proportionally more silane to achieve full surface coverage — and on mixing efficiency. The two fastest diagnostic tools are bound rubber content (target above 60% for tire treads) and Payne effect measurement at low strain. A plateau in bound rubber combined with a minimized Payne effect delta indicates complete silanization; if bound rubber is still climbing with added silane, surface sites remain uncovered. Overloading beyond the optimum does not improve performance and adds cost while potentially softening the compound through excess free silane acting as a plasticizer.
Blocked mercaptosilanes deliver coupling efficiency comparable to unblocked MPTES without the scorch risk associated with free thiol groups during high-temperature internal mixer processing.True
The blocking group — typically acetoxy — protects the thiol during the mixing phase and releases at vulcanization temperatures, allowing near-complete coupling kinetics in the cured compound while keeping processing safety margins comparable to polysulfide silanes.
Beyond Tires: Silane Coupling Agents in Industrial Rubber Goods and Specialty Compounds
Tire compounding attracts most of the published silane literature, but the same filler-polymer bridging chemistry delivers measurable value across a broad range of industrial rubber markets. If you run a conveyor belt operation, specify automotive seals, or source hydraulic hose for mobile machinery, the decisions your compound supplier makes about silane type and loading directly affect your part’s service life.
Conveyor Belt Covers and Mining Applications
Abrasion in hard-rock mining is severe enough that belt cover compounds are replaced on schedules measured in weeks, not years. Silane-treated precipitated silica blended into NR or EPDM cover compounds consistently reduces DIN abrasion loss by 25–40% compared to equivalent carbon-black-only formulations — the actual improvement depends on silica particle surface area, silane loading, and mixing temperature profile. Trouser-tear strength gains of 30–50% have been measured in lab compounds at equivalent hardness targets, which matters when a cover edge catches a sharp ore fragment and propagates a rip down the belt length.
The mechanism is straightforward: the enhanced filler-polymer network resists crack initiation at the filler-matrix interface, where untreated silica acts as a stress concentrator. Getting that network right requires adequate silanization time at 140–155°C during the masterbatch stage — shortcutting the dump temperature to protect mixer bearings is a common plant-floor error that leaves silane unreacted and performance on the table.
Automotive Sealing Systems
Door seals and window runs run EPDM almost universally. The compression set requirement after 70–168 hours at 100–120°C (depending on specification) is where silane-modified compounds pull ahead. Improved crosslink density at the silica surface tightens the filler-polymer network, reducing irreversible creep under sustained compressive load. Dimensional tolerance in extruded window run profiles is tighter because a well-dispersed silica system exhibits lower die swell variance than a poorly wetted one. Engine gaskets operating above 150°C steady-state are an even sharper test — here silane choice shifts toward blocked or low-VOC mercaptosilane grades that tolerate extended high-temperature vulcanization without degrading the peroxide cure system.
Industrial Hoses
Hydraulic and coolant hose cover compounds benefit from silica as a partial carbon-black replacement (typically 20–40% substitution by weight) when silane coupling is properly implemented. The payoff is compound density reduction of roughly 5–10%, which matters for machine weight budgets in mobile equipment. Heat aging resistance improves because silica’s thermal stability is inherently higher than carbon black at sustained temperatures above 120°C. Burst pressure ratings are maintained —
Silane-treated silica compounds can match carbon-black compounds in burst pressure performance at equal hardness and filler loadingTrue
Burst pressure in hose covers is governed primarily by tensile modulus and elongation at break; silane coupling restores these properties in silica compounds to levels comparable with carbon-black systems, as demonstrated in published compound testing across hydraulic hose specifications
— provided silane loading is dialed in relative to silica surface area and the cure system is compatible.
Vibration Isolation and Engine Mounts
Dynamic fatigue life is the critical metric for engine mounts and suspension bushings. Silane-optimized silica-NR compounds show 20–40% longer fatigue life under cyclic compressive loading compared to untreated silica systems, primarily because heat build-up under cyclic strain is lower. Hysteresis losses in a tightly coupled filler network are smaller; less energy converts to heat per cycle; the compound survives more cycles before crack propagation begins. For NVH-sensitive passenger car applications, this is a direct design margin improvement.
Silicone Rubber: A Different Protocol
VMQ and LSR systems require a clean conceptual separation. Here silanes function as adhesion promoters, surface primers, and crosslinker components — not as filler-coupling agents in the conventional sense. The pyrogenic silica used in silicone rubber is already surface-treated at manufacture. Silane primers applied between silicone and metal substrates achieve adhesion through condensation bonding to the metal oxide surface and co-vulcanization into the silicone network. Application protocol, cure temperature, and primer dilution ratio are each critical; applying a sulfur-silane primer designed for NR compounds to a platinum-catalyzed LSR system will poison the cure catalyst and produce a tacky, uncured surface.
Footwear and Transparent Technical Goods
Silane-treated silica enables transparent and translucent compounds that carbon black structurally cannot. Shoe sole compounds and protective equipment sight windows both exploit this. The optical clarity depends on matching silica refractive index closely to the polymer matrix and achieving complete filler dispersion — two conditions that adequate silane treatment directly supports. UV-transparent compounds for sensor covers in safety equipment represent a growing specialty niche where this property combination is non-negotiable.
Environmental and Regulatory Drivers Accelerating Silane Adoption in Green Tire Formulations
Regulatory pressure and sustainability targets are no longer background noise for tire compounders — they are hard constraints that directly dictate tread formulation choices. Silane coupling agents sit at the center of nearly every technical pathway that helps manufacturers meet these obligations.
EU Tire Labeling and the Rolling Resistance Imperative
EU Regulation No. 1222/2009, updated by Regulation 2020/740, requires every passenger car tire sold in Europe to carry a visible label grading rolling resistance from A (best) to E. Grade A demands a rolling resistance coefficient typically below 6.5 N/kN; Grade B typically falls in the 6.5–7.7 N/kN range, depending on tire size class. Reaching either grade in a production compound is not achievable with conventional carbon-black-only tread formulations at commercially acceptable wear levels. Silica-silane tread technology — specifically TESPT-coupled precipitated silica at 60–80 phr loading — is the practical route that compound engineers use to hit those targets. The 20–30% rolling resistance reduction that silica-silane systems deliver over carbon-black baselines translates directly into label grade steps, and losing one grade step is enough to make a tire commercially uncompetitive in Germany, France, or the Netherlands.
Achieving EU Tire Label Grade A rolling resistance in a passenger car tread compound practically requires silica-silane technology at production scale.True
Carbon-black-reinforced treads cannot simultaneously achieve the hysteresis reduction needed for Grade A rolling resistance and acceptable abrasion resistance at commercially viable hardness levels. Industry formulation data and published SAE/KGK technical papers consistently show silica-TESPT systems as the enabling technology for sub-6.5 N/kN RRC in mass-production treads.
China’s GB 26756 Standard and Domestic Market Pull
China’s GB 26756 tire labeling standard is following a trajectory closely parallel to the EU framework, with mandatory rolling resistance grading expanding across passenger tire categories. Chinese domestic tire manufacturers supplying OEM fitments to joint-venture and domestic automakers face procurement specifications that increasingly reference label grades. That creates direct demand for TESPT and TESPD from Chinese compounders — demand that is growing faster than the global average because China’s tire industry is simultaneously scaling up silica-silane capability that European producers built over two decades. For a procurement manager sourcing silane at volume, this means domestic Chinese supply chains — including integrated organosilicon producers — are investing in TESPT capacity precisely in response to this regulatory pull.
PAH Reduction and Process Oil Compliance
EU Directive 2005/69/EC imposed strict limits on polycyclic aromatic hydrocarbon content in rubber articles, effectively eliminating conventional aromatic process oils from compliant tread compounds. Silica-silane formulations are inherently compatible with TDAE (Treated Distillate Aromatic Extract) and RAE oils, which meet PAH limits, whereas some high-carbon-black loadings historically required higher aromatic oil levels to achieve acceptable processability. The shift to silica-silane systems thus supports PAH compliance as a co-benefit, not just a rolling resistance play.
EV Tires: Three Performance Vectors, One Chemistry
Electric vehicles stress tire compounds differently from ICE vehicles. Higher instantaneous torque accelerates tread wear, requiring higher abrasion resistance. Greater vehicle mass increases static and dynamic load demands. And the absence of drivetrain noise exposes tire-road contact noise with no masking — NVH sensitivity is substantially amplified. Silica-silane technology addresses all three simultaneously: optimized silane crosslink density improves abrasion resistance, the reinforcement efficiency of coupled silica supports load-bearing capacity without excessive compound hardness, and the reduced hysteresis of silica-silane treads correlates with lower vibration damping loss at road-contact frequencies. Compounders developing EV-specific tire grades are not choosing silica-silane for one reason; they are choosing it because no alternative addresses all three EV-specific constraints together.

Bio-Based Silica and Circular Economy Compatibility
Rice husk ash silica and other agricultural-source precipitated silicas are entering commercial tire formulations as brands pursue circular economy credentials. The surface chemistry of bio-silica is functionally similar to conventional precipitated silica — high silanol density, hydrophilic character, agglomeration tendency — which means silane coupling agents are equally necessary and equally effective. Switching to bio-silica does not reduce silane loading requirements; TESPT or TESPD at the same 8–12 phr range relative to silica loading remains the correct starting point. The sustainability narrative around bio-silica only holds up in compound performance terms when the silane surface treatment step is properly executed.
Carbon Footprint and Lifecycle Considerations
Some lifecycle assessment analyses position precipitated silica as less energy-intensive per unit of reinforcing efficiency than furnace-process carbon black, owing to differences in production temperature requirements and raw material inputs. The limitation worth stating plainly: these comparisons are highly sensitive to the specific energy mix at the silica production site, the silane synthesis energy allocation, and the functional unit definition used. A compounder using LCA data to support green procurement claims should verify that the specific silica and silane grades in their supply chain have documented carbon intensity figures — not generic industry averages — before committing those numbers to customer-facing sustainability reports.
Sourcing and Supply Chain Considerations When Procuring Industrial-Grade Silane Coupling Agents
Purchasing the wrong silane grade — or buying the right grade from an inconsistent supplier — will quietly destroy compound quality before anyone traces the root cause. Incoming QC failures, batch-to-batch variability in bound rubber content, and unexpected scrap runs at the calender are frequently traced back upstream to silane quality drift. Procurement teams that understand exactly what to specify, and how to verify it, protect their compounding operation far more effectively than those relying on a supplier’s datasheet alone.
Key Quality Specifications and What Each One Controls
For TESPT (Si69), demand a GC assay of 95% minimum — higher-purity grades at 97%+ are available and worth specifying for critical tire tread compounds where polysulfide rank distribution directly affects scorch safety. Sulfur content should be verified against the theoretical 22.4% S; a meaningful deviation flags either tetrasulfide chain shortening or contamination, both of which shift dynamic coupling chemistry in the mix. Alkoxy content (ethoxy groups) determines silanization reactivity with silica surface silanols; low alkoxy values indicate partial pre-hydrolysis, which means reduced coupling efficiency even if the GC assay looks acceptable.
Color is a practical purity proxy. APHA below 50 indicates a clean product with minimal oxidation by-products; grades running APHA 80–150 typically show elevated oligomeric sulfur species that accelerate scorch. Flash point should align with the pure compound specification — for TESPT, expect 130–140 °C depending on residual ethanol content — and matters directly for warehouse classification and drum storage permitting. Water content below 0.1% is critical; silanes hydrolyze readily, and even moderate moisture ingress during storage initiates self-condensation that reduces available coupling sites at the silica surface. Specify nitrogen-blanketed storage as a contractual requirement, not a suggestion.
Shelf life under correct storage conditions (sealed drums, below 30 °C, dark and dry) runs 12–18 months for most commercial TESPT grades. Anything stored in a partially emptied drum without nitrogen blanketing may degrade meaningfully within weeks in humid climates.
Certificate of Analysis Validation and Incoming QC
A CoA is not acceptance criteria — it is a starting point. The parameters most sensitive to batch variation are GC assay, sulfur content, and water content. Establish your own incoming QC protocol: GC assay cross-checked by your lab against the supplier’s reported value, Karl Fischer titration for moisture, and APHA color measurement. Reference ASTM E1615 for sulfur determination and ISO 4324 for relevant surface-active silane characterization where applicable. Set hard rejection limits, not advisory limits. A batch arriving at 93% GC assay and 0.25% water is a processing risk, not a negotiating point.
Batch-to-batch variation in TESPT sulfur content directly affects vulcanization scorch time and bound rubber development in silica compounds.True
The polysulfide rank distribution in TESPT determines how sulfur is released during mixing and vulcanization. Batches with shorter average sulfide chains release sulfur faster, tightening scorch safety margins and altering crosslink density — measurable effects well-documented in rubber compounding literature.
Packaging, Logistics, and Storage Formats
Standard industrial packaging runs 200-liter steel drums for mid-volume compounders, 1,000-liter IBCs for high-throughput operations, and bulk tanker supply for large integrated tire plants consuming multiple metric tons per week. IBC and tanker supply reduce per-unit cost by 8–15% depending on volume and origin, but require dedicated temperature-controlled unloading infrastructure and closed transfer systems to prevent atmospheric moisture exposure during decanting. Any transfer operation that allows ambient air contact in humid conditions degrades product quality before it reaches the weighing station.
China’s Organosilicon Industrial Cluster: A Real Supply Chain Advantage
Jiangsu, Zhejiang, and Shandong provinces collectively anchor China’s vertically integrated organosilicon production base — from chlorosilane intermediates through to finished functional silanes. This vertical integration is not a marketing claim; it is a cost and lead-time reality. Producers within these clusters manufacture chlorosilane feedstocks on-site or source them within a 200-kilometer logistics radius, eliminating the multi-tier supply chain that adds cost and quality variability to European or US-origin product. For buyers in Southeast Asia, South Asia, and the Middle East, sea freight lead times from eastern China ports run 10–25 days shorter than equivalent shipments from Western European silane producers, with landed cost advantages of 15–30% depending on origin-destination pair and current freight rates.
SiliconChemicals operates within this cluster, which means raw material cost exposure is managed at the source rather than passed downstream as price volatility. That integration translates directly to more stable quarterly pricing and tighter CoA consistency across production campaigns.
Technical Support as a Procurement Criterion
A silane supplier that delivers drums without application support is a chemical distributor, not a technical partner. Reputable suppliers should provide silane-to-silica ratio optimization specific to your mixer type and silica grade, formulation guidance for new compound development, application test data relevant to your performance targets, and complete regulatory documentation — SDS, REACH registration numbers, and RoHS compliance letters — as standard deliverables, not billable extras. If a supplier cannot discuss mixing temperature windows or scorch time implications of their TESPT grade, treat that as a qualification failure.
Long-Term Supply Agreement Structures
Spot-market silane procurement exposes compounders to both price volatility and quality inconsistency. Chlorosilane and ethanol are the two dominant feedstock cost drivers for TESPT; a well-structured supply agreement indexes price adjustments to published feedstock benchmarks quarterly, giving both parties transparent cost visibility. Minimum order quantities in the 5–20 MT range per delivery are typical for drum and IBC supply; consignment stock arrangements at the compounder’s warehouse — stocked and owned by the supplier until drawn — reduce working capital exposure while guaranteeing availability for production scheduling. The risk management argument for a single integrated supplier over multi-source spot buying is straightforward: one qualified source with audited CoA consistency and a contractual service level is operationally safer than three cheaper sources with unpredictable batch variation.
Frequently Asked Questions About Silane Coupling Agents in Rubber and Tire Applications
Si69 vs. Si75: Which Tetrasulfide or Disulfide Grade Should You Use?
Si69 (TESPT) carries an average of 3.5–4 sulfur atoms in the polysulfide bridge; Si75 (TESPD) carries roughly 2. That difference has direct processing consequences. The extra sulfur in Si69 releases more active sulfur during high-temperature mixing, accelerating vulcanization and raising scorch risk — a real concern in compounds mixed above 150 °C or held in the mixer longer than your standard dump window. Si75 gives you wider processing latitude and is the preferred choice for high-speed internal mixers, compounds with fast-curing accelerator packages, or production lines where temperature control is inconsistent. Si69 remains the industry workhorse where mixing discipline is tight and maximum silica coupling efficiency is the priority. If scorch margin is borderline on your cure curve, switch to Si75 or a blocked mercaptosilane before reaching for more retarder — treating the symptom rather than the cause costs you in compound consistency.
Does Silane Work with Carbon Black?
No, not in any meaningful way. Silane coupling agents react with surface silanol (Si–OH) groups, which exist on precipitated silica but not on the graphitic basal planes of standard carbon black. Applying TESPT to a carbon-black-only compound wastes silane and does nothing measurable to bound rubber or reinforcement. The one legitimate exception is carbon-silica dual-phase filler (CSDPF), a specialty filler where silica domains are co-precipitated onto carbon black particles. Those silica surface sites are reactive, and silane coupling does improve performance in CSDPF compounds — but this is an engineered filler system, not a general workaround.
Diagnosing and Fixing Premature Scorch in Silane-Silica Compounds
Scorch in silane-silica mixing almost always traces back to one of three causes: dump temperature exceeding 155 °C, silane type carrying excess active sulfur (see Si69 above), or insufficient rotor speed staging that creates localized hot zones. First, verify your actual compound temperature with a calibrated pyrometer at dump, not just the thermocouple reading on the mixer jacket. If dump temperature is on spec, shift to TESPD or a blocked mercaptosilane (NXT or equivalent), where the coupling group is thermally activated only during vulcanization. Adding CTP (cyclohexylthiophthalimide) at 0.1–0.2 phr in the final mix stage buys additional scorch safety without significantly retarding plateau cure. Do not simply reduce accelerator loading to compensate — you will sacrifice crosslink density and lose the mechanical property gains you installed the silane to achieve.

Calculating Silane Loading from Silica Content
The practical starting point is 8–10% silane by weight of silica. For a compound running 70 phr precipitated silica, that puts your initial silane target at 5.6–7.0 phr. Actual optimum shifts depending on silica surface area (high-surface-area grades above 180 m²/g demand the upper end), mixer efficiency, and mixing temperature profile. Validate the loading by measuring bound rubber content — anything below 60% in an optimized system suggests under-silanization or incomplete reaction. The Payne effect (G’ at low strain minus G’ at high strain) should drop substantially versus untreated silica; a persistently high Payne effect means filler agglomerate breakdown is incomplete, not that you need more silane. Check cure curve T10–T90 differential before adjusting loading further.
Bound rubber content above 60–70% in silane-treated silica compounds correlates with tensile strength gains of 15–25 MPa versus untreated silica systems.True
This range reflects established compound testing data for optimized TESPT/precipitated silica systems in SBR/BR tire tread compounds and is consistent with published rubber science literature on silica reinforcement mechanisms.
Health, Safety, and Environmental Considerations
Ethoxy-functional silanes hydrolyze during mixing and release ethanol — flash point around 13 °C — which accumulates in the mixer headspace. Adequate local exhaust ventilation at the mixer discharge is not optional; it is a fire and inhalation control requirement. Review the SDS for your specific grade: flash point, TLV for ethanol vapor, and any skin/eye precautions for the neat silane. Most industrial TESPT and TESPD grades used in tire compounding are registered under REACH for EU import; confirm registration numbers with your supplier before committing volume, particularly for new-grade introductions. Hydrolyzed silanes break down to silanol and ethanol in the environment and are not considered persistent, but disposal of neat silane waste and contaminated rinsate must follow local solvent-waste regulations.
Natural Rubber vs. Synthetic Rubber: Does the Rubber Type Matter?
Silane coupling delivers measurable reinforcement improvement in NR, SBR, BR, and blends of all three — the silane’s organic functional group reacts with the rubber network during vulcanization regardless of the polymer backbone. NR does require one specific precaution: mixing temperatures above 150 °C accelerate NR chain degradation, so the silanization stage in NR-rich compounds should be completed at lower temperatures and shorter times than in SBR/BR formulations. Blend compounds (NR/BR truck tread, SBR/BR passenger tread) are well-established in commercial silica tire production and present no fundamental compatibility barrier.
Shelf Life and Storage of Silane Coupling Agents
Under sealed, dry storage conditions at 5–30 °C, most commercial silane coupling agents carry a shelf life of 12–24 months from the date of manufacture. Moisture ingress is the primary degradation mechanism — even ambient humidity will initiate hydrolysis and condensation, increasing viscosity, causing turbidity, and reducing active silane content as measured by GC purity. Once a drum is opened, purge the headspace with dry nitrogen and reseal immediately. Do not store opened containers for more than 4–6 weeks without re-blanketing. Signs of degradation include visible cloudiness, gel formation, or a GC purity reading more than 2–3% below the certificate of analysis value. Degraded silane will under-perform in silanization efficiency, and the reduced coupling will show up in your bound rubber or Payne effect data before you see it in a cure curve — which means a batch may pass cure release but still deliver lower in-service fatigue life.














