
Selecting the wrong silane intermediate doesn’t just produce a substandard product — it triggers a cascade: poor adhesion at the filler-matrix interface, moisture ingress, delamination under thermal cycling, and eventually warranty returns or line shutdowns that cost far more than the original material savings. Procurement teams sourcing on price alone routinely find that a 5–10% reduction in silane unit cost translates into reject rates that erase the margin entirely. The path out is systematic selection driven by chemistry, application conditions, and supply chain reality — not catalog browsing.
To choose the right silane intermediate, match the functional group (amino, vinyl, epoxy, mercapto, or methacryloxy) to your polymer matrix and substrate chemistry, confirm purity grade meets your application threshold (industrial 95–98% for composites and coatings; 99.5–99.99% for electronic-grade work), specify moisture content below 100 ppm for moisture-sensitive systems, then validate loading range through small-scale trials before locking in procurement volumes.
What makes this harder in practice is that the global silane coupling agent market — valued around USD 2.1 billion in 2023 and projected toward USD 3.4 billion by 2030 — has expanded the supplier landscape dramatically, particularly from integrated organosilicon production clusters in China. More options mean more ways to get the decision wrong. The sections below cut through the noise with the criteria that actually determine whether a silane intermediate performs on your production line.
Mapping the Silane Intermediate Landscape: Functional Groups, Reaction Mechanisms, and Product Families
Every silane intermediate is, structurally, a bifunctional bridge. One end carries alkoxy groups — typically methoxy, ethoxy, or less commonly acetoxy — that hydrolyze in the presence of moisture to form reactive silanols, which then condense onto inorganic hydroxyl-bearing surfaces: glass fibers, fumed silica, metal oxides, mineral fillers. The other end carries an organofunctional group — an amine, epoxide, vinyl, mercapto, or isocyanate — that reacts with the polymer matrix or resin binder. Get either end wrong for your system and you are not just losing coupling efficiency; you are paying for a product that is actively degrading interfacial adhesion or introducing cure inhibition.
The Hydrolytic End: Methoxy vs. Ethoxy vs. Chloride
Methoxy silanes hydrolyze roughly three to five times faster than their ethoxy counterparts under equivalent pH and temperature conditions — a real operational variable when you are processing at ambient humidity in a tropical facility versus a controlled-atmosphere mixing room. Chlorosilanes react fastest of all but release HCl, which is incompatible with most fiber sizing and composites lines without neutralization infrastructure. For most industrial coupling-agent applications, triethoxysilanes represent the practical balance: hydrolysis is fast enough at slightly acidic pH (4–5, acetic acid catalyst), yet the ethanol byproduct is lower in toxicity and easier to manage under REACH and EPA VOC thresholds than methanol from trimethoxy systems.
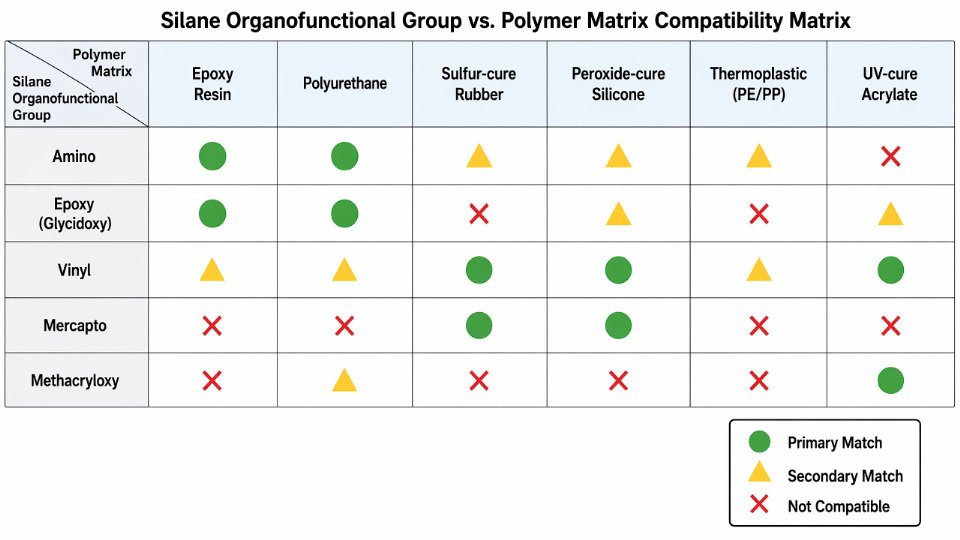
The Organofunctional End: Major Families and Their Reaction Targets
The table below maps the principal commercial families to their CAS numbers, approximate molecular weights, hydrolysis speed class, and primary polymer targets. Molecular weight and hydrolysis rate together determine how you handle, dilute, and apply them — slow-hydrolyzing, high-MW species need longer dwell times on fiber surfaces.
| Silane Family | Representative Grade | CAS | MW (g/mol) | Hydrolysis Speed | Primary Polymer Targets |
|---|---|---|---|---|---|
| Vinylsilanes | Vinyltrimethoxysilane (VTMO) | 2768-02-7 | 148 | Fast | PE/PP crosslinking, polyester, EVA |
| Vinylsilanes | Vinyltriethoxysilane (VTEO) | 78-08-0 | 190 | Moderate | Fiberglass sizing, silicone rubber |
| Aminosilanes | 3-APTES | 919-30-2 | 221 | Moderate–Fast | Epoxy, polyamide, PUR adhesives |
| Aminosilanes | N-Phenyl-3-aminopropyltrimethoxysilane | 3068-76-6 | 271 | Moderate | High-Tg epoxy, printed circuit boards |
| Epoxysilanes | 3-GPTMS (glycidoxy) | 2530-83-8 | 236 | Moderate | Epoxy, acrylate, urethane coatings |
| Mercaptosilanes | 3-MPTMS | 4420-74-0 | 196 | Fast | Sulfur-cure rubber, polysulfide sealants |
| Methacrylsilanes | 3-Methacryloxypropyltrimethoxysilane | 2530-85-0 | 248 | Moderate | UV-cure acrylates, dental composites |
| Isocyanatosilanes | 3-Isocyanatopropyltriethoxysilane | 24801-88-5 | 247 | Slow* | Moisture-cure PUR, powder coatings |
| Chloroalkylsilanes | 3-Chloropropyltrimethoxysilane | 2530-87-2 | 198 | Fast | Intermediate synthesis, surface modification |
| Bis-silyl polysulfides | TESPT (Si-69) | 40372-72-3 | 539 | Slow–Moderate | [Silica](https://siliconchemicals.com/silica/)-filled tire compounds |
*Isocyanatosilanes must be handled in dry conditions; the NCO group reacts with moisture competitively before the silanol can form.
Trifunctional vs. Difunctional: Why the Number of Alkoxy Groups Changes Everything
Trifunctional silanes — those with three hydrolyzable groups — deposit a denser siloxane network on inorganic surfaces. This delivers superior moisture resistance, which is why they dominate glass-fiber sizing, mineral-filled engineering thermoplastics, and silica rubber. Difunctional silanes, carrying only two alkoxy groups and one non-reactive substituent (methyl, phenyl), produce a less crosslinked interface. That sounds like a compromise, but in flexible sealant systems or elastic coatings where the interface must accommodate cyclic stress, excessive crosslink density at the substrate surface causes cohesive cracking before the bulk material fails. Choose difunctional when elongation at break matters more than hydrolytic stability.
Trifunctional silanes always outperform difunctional silanes in adhesive applicationsFalse
In flexible or high-elongation systems such as elastic sealants and rubber-to-substrate bonds, difunctional silanes often produce better long-term adhesion retention because their lower interfacial crosslink density allows the bondline to flex without delamination.
Silane Oligomers and Pre-Hydrolyzed Systems
Handling neat monomeric silanes at industrial scale introduces real plant-floor complications: short pot life once opened, strict humidity controls, methanol vapor from methoxysilane hydrolysis. Silane oligomers — partially pre-condensed, typically with degree of polymerization between 4 and 10 — solve several of these at once. VOC emissions drop by 40–70% depending on the system, because most of the alcohol has already been released during controlled factory pre-hydrolysis. Application windows extend from minutes to hours. The trade-off is reduced reactivity toward some polymer matrices and higher raw material cost per kilogram, usually 15–40% above monomer pricing depending on oligomer molecular weight and functional group density. For operations under EU REACH Article 33 disclosure requirements or EPA Subpart HHHHH, the VOC and methanol-exposure reduction often justifies the premium without any further calculation.
A Substrate-Based Decision Framework
The fastest way to narrow your silane family before running any adhesion test is to start from substrate chemistry, not from resin chemistry. Glass and silica surfaces carry surface silanols in abundance; nearly every silane family is mechanically compatible, and the organofunctional group selection drives the decision. Metal oxide surfaces — aluminum, zinc, iron — favor amino and epoxysilanes because those functional groups coordinate with Lewis acid surface sites beyond simple condensation. Carbon black presents a different challenge: surface chemistry is heterogeneous, and bis-silyl polysulfides such as TESPT have historically dominated because the polysulfide chain length buffers the coupling efficiency variation across different carbon black grades.
Purity grade intersects with every family in this taxonomy. Industrial-grade silanes running 95–98% purity are standard for rubber compounding and construction materials. Electronic and semiconductor applications — conformal coatings, photovoltaic encapsulants, advanced PCB laminates — typically require 99.5% or better, with moisture content below 100 ppm. Specifying industrial-grade material in a moisture-sensitive electronic potting application does not just risk marginal performance; it risks systematic dielectric failure that your customer will trace back to the coupling agent within two years of field deployment.
Matching Silane Reactivity to Your Matrix Resin: Thermosets, Thermoplastics, Elastomers, and Coatings
The single most expensive silane mistake on a production floor is not buying the wrong grade — it is buying a silane whose organofunctional group simply cannot react with the host polymer. The interface stays weak, delamination follows under humidity or mechanical stress, and the failure often gets misattributed to mixing equipment or cure conditions before anyone looks at the chemistry.
Epoxy Systems
Epoxysilanes such as GPS (3-glycidoxypropyltrimethoxysilane, GLYMO) are the natural first choice: the epoxide ring opens under the same amine or anhydride hardener that cures the bulk resin, creating covalent continuity across the silica or glass interface. Aminosilanes can also serve a secondary role as hardener-extenders in two-part systems, where the primary amine participates directly in the cure network. What formulators must avoid is specifying vinyl or methacrylsilanes in ambient-cure epoxies. Without a radical initiator — photoinitiator or peroxide — the vinyl group sits inert. The silane still hydrolyzes and bonds to the substrate surface, but the organofunctional end makes no connection to the polymer matrix. You get adhesion to the filler and nothing to the resin. Mechanical properties, especially wet adhesion retention after humidity aging, drop substantially compared to a properly matched epoxysilane.
Polyurethane and Moisture-Cure Systems
Isocyanatosilanes and aminosilanes both find real use in PU systems, but through chemically opposite routes. Isocyanatosilanes react directly with polyol hydroxyl groups or atmospheric moisture, integrating into the urethane backbone. They are reactive on contact, which compresses pot life — expect working times 2–5× shorter than equivalent aminosilane-modified formulations, a practical constraint that matters enormously in manual lamination or spray-applied sealant applications. Aminosilanes act instead as adhesion promoters or chain extenders, inserted at lower loadings to build interfacial strength without significantly modifying the bulk cure kinetics. The choice depends on whether you need chemistry in the network or chemistry at the interface.
Rubber and Elastomer Compounding
Sulfur-vulcanized systems — natural rubber, SBR, EPDM — depend on mercaptosilanes or TESPT (bis-[3-(triethoxysilyl)propyl]-tetrasulfide) to bridge the silica filler to the sulfur cure network. TESPT releases active sulfur during vulcanization, which is both its advantage and its processing hazard: loading above roughly 4–6 parts per hundred rubber (phr, depending on silica surface area and mixing temperature) risks premature scorch and a rapid Mooney viscosity rise that can seize a Banbury mixer mid-batch. Peroxide-cure systems, including most silicone rubbers, require vinylsilanes instead — the vinyl group participates cleanly in radical crosslinking, and mercaptosilanes would interfere with peroxide efficiency.
Aminosilanes improve tensile and flexural strength in glass fiber-reinforced polyamide by 15–40% compared to untreated fiberTrue
Aminosilanes form covalent bonds with both the glass surface hydroxyl groups and the polyamide chain ends through amide-type coupling, substantially improving interfacial stress transfer. The range depends on fiber length, PA grade (PA6 vs PA66), and processing conditions — shorter fibers and higher crystallinity grades tend toward the lower end of the improvement range.
Thermoplastic Composites
In glass fiber-reinforced PA, PP, PBT, and PET, aminosilanes are the workhorse at the fiber sizing stage. The chemistry works, but processing temperature is a hard filter: if the silane’s thermal stability ceiling falls below the melt processing temperature — typically 220–300°C depending on the thermoplastic — you get degradation products, discoloration, and loss of the functional group before the interface ever forms. Short-chain silanes with limited thermal resistance are eliminated by this constraint alone. In-situ addition to the melt is possible for some reactive systems but gives lower interfacial efficiency than a properly applied fiber sizing.
UV-Cure and Radiation-Cure Coatings
Methacrylsilanes and acrylsilanes integrate directly into UV-cure networks through radical polymerization. The commercially important development is dual-cure chemistry: methacryloxypropyltrimethoxysilane provides both a UV-reactive methacrylate end and a moisture-reactive alkoxysilane end in a single molecule. This is not a formulation curiosity — it is the basis for optical fiber buffer coatings and several automotive clearcoat systems where UV cure handles the bulk network rapidly and residual alkoxysilane groups continue to build adhesion to the glass or metal substrate over hours to days through hydrolysis and condensation.
Concrete, Stone, and Masonry Protection
Alkylsilanes — isobutyltriethoxysilane and n-octyltriethoxysilane being the most common — penetrate the capillary structure of cementitious and stone substrates, hydrolyze, and condense onto the mineral surface to create a hydrophobic lining. Effective water repellency requires driving surface energy below roughly 25–30 mN/m; above that threshold, water beading is incomplete and carbonation or chloride ingress continues. Oligomeric siloxane blends improve penetration depth relative to monomeric silanes on denser substrates like granite or high-strength concrete, where a small monomer molecule still cannot reach adequate depth before surface condensation blocks further diffusion. The consequence of getting this wrong is a coating that looks correct immediately after application and fails its water absorption test at the 28-day evaluation.
Substrate Surface Chemistry and Pretreatment: How to Ensure the Silane Bond Actually Forms
Selecting the right functional group is only half the problem. A perfectly matched silane still fails if the substrate surface cannot support the condensation chemistry that creates the covalent bond. This is where formulation labs and plant floors diverge sharply — what works in a clean glass vial at controlled humidity often behaves very differently on a production line at 60–80% relative humidity with variable substrate temperatures.
The Hydrolysis-Condensation Sequence and Why Kinetics Matter
When an alkoxysilane contacts water, the alkoxy groups hydrolyze to form reactive silanols. Those silanols then condense with hydroxyl groups on the substrate surface — Si-OH on glass or silica, Al-OH on aluminum oxide, Fe-OH on steel — forming Si-O-substrate covalent linkages. The alcohol released (methanol from trimethoxysilanes, ethanol from triethoxysilanes) must be able to escape; trap it at the interface and you compromise bond density.
pH controls how fast hydrolysis proceeds. For most alkoxysilanes, the sweet spot is pH 3.5–5.5 — acetic acid or dilute formic acid is commonly used to buffer aqueous silane solutions into this range. Move outside it and hydrolysis either stalls (high pH, above ~7) or the silanol condenses with itself in solution rather than with the substrate (strongly acidic below ~3). Temperature accelerates both hydrolysis and self-condensation, so working above 50°C in the solution bath requires shorter residence times or lower silane concentrations to avoid premature oligomerization.
Surface Hydroxyl Density: Why the Substrate Dictates the Strategy
Not all substrates offer the same reactive surface. E-glass carries roughly 4–6 OH/nm², fumed silica 2–4 OH/nm², and aluminum oxide 6–8 OH/nm² — all high enough to support conventional mono-layer silane bonding at typical loading levels. Carbon black is the difficult outlier at 0.1–0.5 OH/nm², a density so low that standard coupling chemistry through condensation is largely ineffective. With carbon black, the practical approach shifts to bifunctional silanes that combine a physisorption-compatible segment (often a polysulfide or mercapto group interacting with the carbon surface through van der Waals and weak chemical interactions) with an organofunctional group that reacts with the rubber or polymer matrix. Treating carbon black the same way you treat glass filler is a reliable path to poor dispersion and unexplained batch-to-batch property scatter.
Surface hydroxyl density on E-glass (~4–6 OH/nm²) is high enough to support dense monolayer silane coverage under standard aqueous treatment conditions.True
This is consistent with published surface chemistry data for silicate glass and is the scientific basis for glass fiber sizing operations used commercially worldwide.
Pretreatment Protocols and Their Process Tradeoffs
For dip-coating and spray applications, a 0.5–2.0 wt% silane solution in 95:5 ethanol/water is standard. The water fraction drives hydrolysis; the ethanol controls wetting on low-energy surfaces and slows evaporation to allow surface migration before the film sets. Glass fiber sizing operations typically use aqueous emulsion systems because high-speed fiber draw rates require extremely low-viscosity baths — solvent systems are impractical at that throughput and create ventilation problems.
Dry blending — adding liquid silane directly to filler in a high-shear mixer — is the most common route in rubber and thermoplastic compounding. Coverage uniformity is lower than wet methods, and the risk of silane pooling on filler particle surfaces rather than reacting with them is real if the shear energy and temperature are insufficient. An internal mixer at 130–150°C for silica treatment with bis-(triethoxysilylpropyl) tetrasulfide (TESPT) can drive adequate in-situ reaction; a low-shear ribbon blender at room temperature generally cannot.
For metal substrates — steel, aluminum, zinc — the selection logic changes again. Bis-silyl amino-functional silanes, applied from dilute aqueous solution at 1–2%, form a dense, highly cross-linked network on the oxide layer. This architecture is specifically what delivers 500–1000+ hours of salt spray resistance per ASTM B117 testing, compared to far shorter performance from mono-silyl systems that leave a less cross-linked, more permeable film. The cross-link density matters because corrosion protection depends on barrier continuity, not just adhesion.
Failure Modes Worth Recognizing Before They Hit the Production Line
White haze or powdery residue on a treated surface almost always indicates silane concentration above 2% in the solution bath — excess silane self-polymerizes on the surface into a thick, poorly-bonded multilayer rather than a tight monolayer, and that multilayer is cohesively weak. Poor adhesion from an otherwise correct silane selection often traces to anhydrous conditions: a completely dry substrate or a solvent system without adequate water simply prevents hydrolysis from occurring. Delamination under thermal cycling frequently points to bulk self-polymerization in the silane solution before it ever contacts the substrate, forming oligomers too large to wet into surface pores and bond effectively.
A quick diagnostic: if adhesion is poor but the silane chemistry selection appears correct, measure solution pH and substrate moisture before reformulating.
Purity Grades, Specification Testing, and What Certificates of Analysis Must Show
Purity is where supplier marketing and plant-floor reality diverge most sharply. A CoA that lists “99.0% purity” tells you almost nothing unless you know what was measured, how it was measured, and what the remaining 1% actually is.
The Four Practical Purity Tiers
Technical grade sits at 95–98% GC purity. This tier is entirely appropriate for construction sealants, general rubber compounding, and masonry waterproofing where the silane loading is high enough to tolerate moderate impurity levels and the substrate chemistry is forgiving. Pushing technical-grade material into fiber-reinforced composites or structural adhesives is where formulators lose months of troubleshooting time.
Standard industrial grade (98–99%) covers the broad middle ground: most adhesive and sealant formulations, filled elastomers, and surface treatment of mineral fillers for thermoplastics. The economics are favorable and quality is reproducible from established suppliers.
High-purity grade (99–99.5%) is what advanced composites, optical adhesives, and high-performance coatings actually require. At this tier, impurity identity matters as much as impurity quantity. A single uncharacterized hydrolysis byproduct can alter adhesion promotion kinetics, reduce pot life, or destabilize a waterborne formulation.
Electronic and semiconductor grade demands >99.9% GC purity, moisture below 50 ppm, and individual metal contaminants below 1 ppb each. The cost differential versus industrial grade is typically 3–8× depending on the silane family and order volume — justified only where ionic contamination or trace metals cause device-level failures.
What Every CoA Must Show — Line by Line
GC purity should always state the column type (capillary vs. packed), detector (FID is standard), and whether the reported value excludes or includes solvent peaks. A CoA that simply reads “purity 99.0%” with no method reference is not auditable.
Moisture content must be reported as a quantitative ppm value by Karl Fischer titration (ASTM E203 or equivalent). “Pass/fail” moisture data is a red flag — it tells you nothing about how close the batch sits to the specification limit, which matters enormously once the container seal is broken.
Color (APHA/Hazen scale) should be ≤20 for high-grade material. Yellowing or browning indicates oxidation or thermal degradation during production or storage, and correlates with increased byproduct content even when GC purity still passes.
Refractive index and specific gravity serve as rapid identity checks and lot-to-lot consistency indicators. Deviations of more than ±0.002 in refractive index from the reference value warrant investigation before the batch is released to production.
Chloride content is non-negotiable for any application involving metal substrates, electronic assemblies, or corrosion-sensitive composites. Request a quantitative result; ≤5 ppm is the working threshold for sensitive applications, and anything above 20 ppm in a product contacting bare aluminum or copper is a liability.
The CoA must also carry an explicit shelf life statement tied to storage conditions — temperature range (typically 5–25°C), atmosphere (nitrogen blanket), and container state. Standard silane intermediates carry 12–24 months under these conditions. Isocyanatosilanes and chlorosilanes are more reactive: once a sealed container is opened, practical working life drops to well under six months. This directly affects order quantity decisions — bulk pricing is attractive until you factor in material degradation losses on a 200 kg drum you’ll use over 18 months.
Why GC Purity Alone Is Not Enough
A silane CoA showing 99.0% GC purity can still contain performance-altering impurities that GC cannot resolve.True
Closely eluting isomers and partial hydrolysis products — for example, disilanol species or bis-silyl byproducts — can co-elute with the primary peak or integrate within the baseline noise, leaving GC purity artificially high while the actual active silane content is measurably lower. NMR (specifically ¹H and ²⁹Si) distinguishes these species unambiguously.
For any critical application — structural aerospace adhesives, electronic encapsulants, medical-device coatings — request ²⁹Si NMR alongside the standard CoA. A ²⁹Si spectrum resolves tetraalkoxy species from partial hydrolysates and oligomeric siloxane contaminants in under 30 minutes. Suppliers who cannot provide this on request for high-grade product are almost certainly not producing at the tier they claim.
Supplier Documentation Red Flags
An absence of batch-specific CoA (replaced by a generic “typical values” sheet) means you have no traceability. GC traces with unlabeled or uncalibrated peaks suggest the supplier is presenting a filtered view of the chromatogram. Missing REACH registration status or an outdated SDS without GHS classification blocks you from selling into the EU and forces expensive last-minute reformulation. Any of these, individually, is reason to qualify an alternative source before you are mid-production with no fallback.
Regulatory Compliance and Environmental Profile: REACH, RoHS, VOC, and Emerging Global Requirements
Regulatory failure hits later and harder than most formulation mistakes. A silane that performs perfectly in lab trials can trigger a shipment hold, a customs rejection, or a full reformulation cycle if its compliance documentation doesn’t hold up in the destination market. For procurement teams managing multi-region supply chains, understanding the regulatory profile of each silane intermediate is not a legal formality — it’s a supply continuity decision.
REACH Registration: What Buyers Sourcing from Outside the EU Must Actually Verify
Most high-volume silane coupling agents imported into the EU above one tonne per year require full REACH registration under Regulation (EC) No 1907/2006. A Chinese manufacturer cannot hold a REACH registration directly; instead, they must appoint an EU-based Only Representative (OR) who registers the substance on behalf of non-EU manufacturers and takes on the importer’s legal obligations.
When evaluating a supplier like SiliconChemicals, ask for the OR’s name, ECHA registration number, and the specific substance it covers — not just a generic “REACH compliant” declaration on a datasheet. That phrase is frequently meaningless without the registration number. Cross-reference against ECHA’s public database. If you’re also running an SVHC (Substance of Very High Concern) screening for your downstream customers, confirm which silanes in your formulation appear on the Candidate List and whether your supplier’s OR arrangement covers those specific REACH registrations with up-to-date tonnage bands.

VOC Classification: The Methoxy vs. Ethoxy Decision Has Real Regulatory Weight
Alkoxy silanes hydrolyze on contact with moisture, releasing alcohol as a byproduct. Methoxysilanes release methanol — classified as a toxic VOC under EU Directive 2004/42/EC and regulated under US EPA National Emission Standards. Ethoxysilanes release ethanol, which carries a significantly lower regulatory burden in most jurisdictions.
This distinction is driving a visible formulation shift in the coatings and construction sealant sectors. A façade sealant manufacturer sourcing methoxysilane adhesion promoters may face VOC content limits that force a reformulation within the product lifecycle — usually at the worst possible moment, when the product is already qualified and in production. Switching to an equivalent ethoxy-functional silane earlier in development avoids that disruption. The tradeoff is reaction rate: ethoxysilanes hydrolyze more slowly than their methoxy counterparts, which can affect pot life and cure profile in moisture-curing systems. Adjust your catalyst loading (typically organotin or titanate at 0.05–0.3 wt%, depending on cure speed requirements) to compensate.
RoHS, ELV, and CLP Classification: Five Silanes Worth Reviewing Carefully
Silane intermediates as a class are generally RoHS-compliant, since they don’t contain the restricted heavy metals or brominated flame retardants targeted by the directive. The practical risk sits elsewhere: chloroalkylsilanes and certain amino-functional silanes carry CLP/GHS classifications that affect SDS hazard communication, transport labeling, and downstream Article 33 disclosure obligations.
| Silane Type | CLP Hazard Class | RoHS Status | Key SDS Flag |
|---|---|---|---|
| 3-Aminopropyltriethoxysilane (APTES) | Skin/eye irritant, harmful if swallowed | Compliant | UN 2735, Packing Group III |
| 3-Chloropropyltrimethoxysilane | Flammable liquid, skin sensitizer | Compliant | Sensitization flag for worker exposure |
| Vinyltrimethoxysilane | Flammable liquid, harmful vapor | Compliant | Methanol release — VOC disclosure needed |
| Epoxysilane (GPTMS) | Skin sensitizer, aquatic hazard Cat. 3 | Compliant | ELV supply chain disclosure recommended |
| Mercaptopropyltrimethoxysilane | Flammable, harmful, foul odor threshold low | Compliant | Odor control required in enclosed processing |
Always request dual-format SDS from your supplier: EU format per Annex II of REACH, and the local format for your own jurisdiction. SiliconChemicals provides both, which matters when your EHS team in Germany and your receiving warehouse in Texas are both working from the same shipment.
China GB Standards and Export Documentation
Chinese organosilicon manufacturers operate under GB/T standards — for example, GB/T 31575 covers certain organosilane coupling agents. These are not identical to ISO or ASTM equivalents, but a qualified supplier can map test methods and provide side-by-side comparisons that satisfy European or North American customer audits. Request the Chinese standard test report alongside the ECHA-compatible CoA. Discrepancies in analytical method between the two documents — different GC column specifications, for instance — occasionally explain purity figure differences that look like fraud but are actually method variance.
SiliconChemicals provides ECHA-compatible SDS documentation and supports EU Only Representative arrangements for REACH-registered silane intermediates.True
This is consistent with standard practice among export-oriented Chinese organosilicon manufacturers serving EU customers, where appointing an OR and providing dual-format SDS are prerequisite for legal import above 1 tonne/year.
Emerging Regulations: Building a 3–5 Year Compliance Runway
US EPA TSCA Section 6 risk evaluations are expanding into organosilane chemistry. South Korea’s K-REACH requires registration for substances manufactured or imported above one tonne per year, with deadlines that have already caught some buyers unprepared. Japan’s CSCL (Chemical Substances Control Law) maintains its own positive list and new substance notification requirements.
The practical ask for procurement teams: require your supplier to provide a substance pre-registration roadmap for any silane you’re designing into a product with a 3–5 year lifecycle. This means confirmation of K-REACH registration status, TSCA inventory listing (active vs. inactive), and CSCL categorization. A supplier unable to produce this documentation in a structured format is signaling limited regulatory infrastructure — which becomes your problem the moment one of these regulations triggers a compliance hold on your production input.
Supply Chain Evaluation: Sourcing from China’s Organosilicon Industrial Clusters vs. Western Alternatives
Procurement decisions for silane intermediates are rarely just about price per kilogram. Lead time variability, minimum order quantities, analytical traceability, and logistics reliability all feed into total landed cost — and getting the balance wrong can mean a three-week production stoppage over a 200 kg drum that sat in a port warehouse because documentation was incomplete.
China’s Integrated Cluster Geography and What It Actually Means for Cost
Zhejiang, Jiangsu, Shandong, and Guangdong provinces together host the world’s densest concentration of vertically integrated organosilicon producers. Feedstock manufacturers — trichlorosilane, dimethyldichlorosilane, and methyltrichlorosilane producers — sit within 50–200 km of downstream silane intermediate plants. That co-location is not incidental. It eliminates one or two inter-regional freight legs that Western supply chains routinely carry, and it compresses raw material inventory holding costs significantly. The practical result is a 20–40% raw material logistics cost advantage relative to fragmented European or North American supply chains where feedstock and silane production are geographically separated — sometimes by international borders.
That feedstock integration compounds with scale and lower energy cost to produce a landed price gap that surprises procurement teams seeing it for the first time.
Chinese-origin aminopropyltriethoxysilane (APTES, 99% purity) is typically priced USD 3.5–6.0/kg FOB Shanghai for container quantities, compared to USD 8–14/kg from European or US manufacturers at equivalent purity.True
Price differential reflects feedstock vertical integration, scale economics, and energy cost structure — not a quality reduction. Purity bands are equivalent when verified by GC, Karl Fischer, and NMR against the same specification.
The spread within those ranges depends on order volume, contract duration, and whether the grade carries additional certifications such as REACH registration or halogen-free documentation. Spot-buy pricing sits at the upper end; annual contract pricing with volume commitment pulls it toward the lower bound.
Lead Times, MOQs, and Stocking Reality
A European specialty chemical producer quoting 4–8 weeks for a non-standard silane grade is not being inefficient — that reflects genuine batch scheduling constraints when production volume is lower and campaign manufacturing is the norm. For high-volume or standard grades, Chinese integrated suppliers carry ex-stock inventory in 25 kg drums, 200 kg drums, and 1,000 kg IBCs, with lead times of 7–15 days for the top 30 SKUs. That difference matters enormously when a formulation change or unexpected quality rejection compresses your reorder cycle.
Quality Infrastructure: What to Verify Before Assuming Commodity Risk
The legitimate concern about Chinese-origin silanes — lower quality disguised by inflated spec sheets — is real at the commodity end of the market. At integrated manufacturers with serious analytical infrastructure, it does not hold. SiliconChemicals operates in-house GC-MS, Karl Fischer titration, NMR, and ICP-MS capability, covering the four measurements that matter most for functional silane intermediates: purity, moisture content, structural identity, and trace metal contamination. ISO 9001 and ISO 14001 certification provides process-level assurance; third-party audit access through SGS, Intertek, or Bureau Veritas provides independent verification for customers whose internal procurement policy requires it.
Ask any supplier — Chinese or Western — for a raw CoA alongside the analytical method reference and instrument calibration date. That single request filters out a large fraction of low-quality vendors immediately.
Risk Mitigation: Dual-Sourcing Rather Than Binary Choice
Sole-sourcing from any geography is a risk position, not a procurement strategy. The practical framework most experienced procurement managers use: primary volume from a Chinese integrated supplier for cost efficiency, with a qualified secondary source — typically a regional distributor stocking the same grade — activated when primary lead time extends beyond your safety stock horizon.
Calculate safety stock using: average daily consumption × (maximum lead time − average lead time). Run that number against your criticality score for the silane in question. A coupling agent that touches every unit of production in a glass fiber composite line scores maximum criticality; a surface modifier used in one specialty SKU scores lower and can tolerate tighter inventory.
Logistics and Incoterms: Matching Terms to Your Risk Appetite
FOB Shanghai transfers risk at the port of loading and suits buyers with established freight forwarder relationships. CIF Rotterdam or CIF Los Angeles bundles freight and marine insurance, simplifying budgeting but reducing visibility into freight cost components. DAP buyer’s facility is the highest-service option and makes cost-to-door comparison straightforward against domestic Western suppliers.
Transit time benchmarks to plan around: China to North Europe runs 28–35 days by ocean; China to US East Coast 30–38 days; China to Southeast Asia 7–14 days. For moisture-sensitive silanes — aminosilanes and epoxysilanes in particular, where moisture content below 100 ppm is a functional requirement — specify temperature-controlled containers and verify that drums are nitrogen-blanketed before shipment. Moisture ingress during a 35-day ocean transit in a non-climate-controlled container can move a specification-compliant product out of spec before it clears customs.
Total Cost of Ownership Calculation: Beyond Unit Price to True Performance Economics
Unit price is the number that dominates most silane procurement conversations. It is also the least useful number for predicting whether a silane intermediate will actually deliver value across a production run. A structured total cost of ownership model changes that conversation — and in most real plants, it changes the sourcing decision that follows.
The TCO Formula and Its Variable Ranges
A workable TCO expression for silane intermediates looks like this:
TCO = C_material + C_waste + (D_rate × C_failure) + C_compliance + C_logistics + C_inventory
Where:
– C_material — unit raw material cost, typically USD 2.50–18.00/kg depending on functional group complexity and purity grade
– C_waste — in-process yield loss from silane hydrolysis, incompatible loading, or off-spec batches; typically 3–12% of purchased volume in poorly controlled lines
– D_rate × C_failure — defect rate multiplied by downstream warranty or rework cost per unit; this term routinely dwarfs C_material in finished-goods industries
– C_compliance — regulatory testing, reformulation triggered by a blocked substance, or VOC permit penalties; these are low-frequency but high-magnitude events
– C_logistics + C_inventory — freight, lead-time buffer stock, and write-off losses from moisture degradation during storage
Each term has a different sensitivity depending on your application. For a commodity construction sealant, C_logistics often dominates. For an automotive structural composite, D_rate × C_failure is the term that makes or breaks the economics.
Glass Fiber Reinforced Nylon: The Cost of Chasing a Cheaper Grade
A glass fiber composite compounder switching from a generic 98% aminosilane to a 99.5% high-purity grade faces an immediate sticker shock: the treatment cost rises by roughly USD 0.10–0.15/kg of treated fiber, depending on loading rate and fiber surface area. On a 500-tonne annual volume that looks like USD 50,000–75,000 in added spend.
Run the defect math against it. At a 3.2% rejection rate on injection-molded automotive brackets — a realistic figure for aminosilane lots carrying elevated oligomeric silane content that disrupts fiber-matrix adhesion — and a warranty-adjusted failure cost of USD 0.80–0.90/kg finished part, the annual loss runs to several hundred thousand dollars before any field recall exposure is included. Eliminating that defect rate by moving to a tighter-purity grade produces a net saving in the range of USD 0.75–0.90/kg on a TCO basis. The premium pays back within a single quarter of production at modest volumes.
Higher-purity aminosilane grades (99.5%+) consistently reduce fiber-matrix interfacial defect rates in glass-reinforced polyamide composites compared to industrial 98% gradesTrue
Oligomeric byproducts in lower-purity aminosilanes compete for surface hydroxyl sites and create a discontinuous coupling layer; documented in composite literature and confirmed by interfacial shear strength testing protocols such as IFSS microbond methods.
Architectural Sealant Reformulation: Compliance Cost as a TCO Driver
An architectural sealant manufacturer reformulating from methoxy- to ethoxysilane crosslinkers faces an 8–10% unit price increase on the silane component. Evaluated narrowly, that looks like cost inflation. Evaluated against a EUR 40,000–50,000 annual VOC compliance penalty — plus the indirect cost of being locked out of European distribution channels that require full REACH and low-VOC documentation — the reformulation pays for itself before the second shipment clears customs. Three new distribution contracts represent revenue that no unit-price comparison would have surfaced.

Silane Loading: Over-Treatment Is Not a Safety Margin
There is a persistent belief on the plant floor that applying more silane is a conservative, safe choice. It is not. Optimal silane surface coverage on a mineral filler runs between 1 and 4 mg/m² of BET surface area — the precise figure depends on molecular weight of the silane and the hydroxyl density of the substrate. Beyond monolayer coverage, excess silane polymerizes on itself, creating a weak silane-on-silane boundary layer rather than a covalent silane-substrate bond. Tensile and flexural strength both drop. At the same time, you are consuming silane at 1.5–2× the effective dose, adding USD 0.30–0.80/kg of filler in pure waste spend. Correct loading optimization simultaneously reduces material cost and improves mechanical performance — a combination that almost never comes from negotiating a lower unit price.
Inventory and Shelf Life: Quantifying the Moisture Write-Off
For a plant consuming 500 kg of silane intermediate per month, an 8% write-off rate from moisture contamination during storage represents 40 kg/month, or roughly 480 kg annually. At a blended silane cost of USD 6–10/kg, that is USD 2,900–4,800 in direct material waste per year — before accounting for the production disruption, batch rework, and quality hold costs that accompany an off-spec silane lot reaching the mixing stage.
A nitrogen-purged sealed storage system with automated pressure monitoring costs USD 2,500–4,000 in capital for a small-to-mid operation. Annualized over three years and set against USD 12,000–18,000 in recovered material value — plus eliminated rework events — the payback period runs four to eight months in most real configurations. The write-off rate is itself dependent on ambient humidity, container seal integrity, and how frequently the drum is opened; in humid coastal or tropical manufacturing environments, 8% is a conservative baseline.
Running TCO across all six variables, not just the invoice line, is what separates a silane sourcing decision from a silane procurement habit.
Step-by-Step Silane Intermediate Selection Protocol: A Practical Decision Framework for Engineers
Every section of this guide has built toward a single practical question: given your specific substrate, matrix, process, and regulatory context, which silane intermediate do you actually specify? The following seven-step protocol synthesizes those considerations into a repeatable engineering procedure. Run through it in sequence — skipping steps is where costly reformulations originate.
Step 1 — Define the Bonding Interface
Before touching a product datasheet, document the interface you need to bridge. Create a two-column specification sheet: left column lists the inorganic substrate (glass, mineral filler, metal oxide, silica), its surface chemistry, estimated hydroxyl density, and any contamination or passivation layer. Right column describes the polymer matrix — family, cure chemistry (free-radical, condensation, epoxy ring-opening, moisture-cure), and peak processing temperature. A carbon-fiber substrate treated for epoxy sizing looks nothing like a precipitated silica surface destined for a sulfur-cured rubber compound. Conflating the two at this stage costs you weeks of failed lab work.
Step 2 — Select the Functional Group Family
With your interface sheet in hand, map organofunctional group candidates against the reactive sites in your polymer matrix. Narrow to two or three candidate silane families — then eliminate any whose functional group has no reactive counterpart in the matrix. An aminosilane at 0.1–1.0 wt% works elegantly with epoxy and polyurethane systems but has no meaningful reaction with a peroxide-cured polyolefin. Vinylsilanes at 0.3–2.0 wt% belong in radical-cure environments. Getting this wrong does not simply reduce bond strength; it can generate incompatible by-products that plasticize the interphase zone, leading to premature delamination under cyclic stress.
Step 3 — Choose Hydrolysis Speed and Alkoxy Type
Methoxysilanes hydrolyze fast — appropriate when your process window is tight, such as glass fiber sizing lines running at 200–400 m/min where the silane bath must react at the fiber surface in seconds. Ethoxysilanes release ethanol more slowly, giving 20–60 minutes of working time for construction sealants or ambient-cure coatings where pot life is operationally critical. The byproduct also matters: methanol release can trigger VOC restrictions in certain jurisdictions. Run your regulatory screening (which you should have completed before this step) to confirm whether methanol content creates a compliance issue in your target market.
Step 4 — Specify Purity Grade and Critical Quality Parameters
Set hard limits before requesting samples. For most industrial composite applications, GC purity of 95–98% is functional. Electronic or medical-adjacent end uses demand 99.5% or better, with moisture controlled below 100 ppm and chloride ion content specified — chloride traces corrode metal contacts and poison catalyst systems. Establish a color limit (APHA or Hazen scale) and, for high-stakes applications, request 1H or 29Si NMR confirmation of structural identity. A certificate of analysis without NMR is not adequate evidence for semiconductor-grade qualification.
NMR confirmation is necessary for electronic-grade silane qualificationTrue
GC purity alone cannot distinguish structural isomers or detect certain oligomeric impurities that affect silane performance in microelectronics applications; NMR provides definitive structural evidence that GC chromatography misses.
Step 5 — Conduct Laboratory Screening
Prepare treatments at three loading levels — 0.5%, 1.0%, and 2.0% — applied to your target substrate under controlled conditions. Measure contact angle before and after treatment to confirm surface energy modification has actually occurred. Run pull-off adhesion testing per ISO 4624 or ASTM D4541 on dry specimens, then repeat after 72-hour water immersion. That wet adhesion figure is not a secondary check; it is often more predictive of field service life than dry adhesion, particularly for outdoor or humid-service applications.
Step 6 — Validate at Production Scale
A pilot run at 10–20% of full production volume will reveal process behaviors that beakers never show. Monitor silane solution bath pH and hydrolysis state over the working shift — silane baths drift, and a bath that was correctly prepared at 7 AM can be partially condensed and underperforming by midday. Map surface coverage uniformity across the substrate area using pull-off adhesion at multiple locations; XPS or ToF-SIMS provides more definitive surface chemistry confirmation when process yields suggest inconsistency. Track first-pass yield against your baseline as the primary production-scale metric.
Step 7 — Qualify Supplier and Establish Supply Terms
Request CoA batch records for the last five production lots — lot-to-lot variation in GC purity and moisture content tells you far more about actual process control than a single data sheet. Conduct an on-site or structured remote audit covering raw material sourcing, synthesis route, and QC instrumentation. Negotiate a safety stock arrangement, particularly if your silane is a lower-volume specialty grade with a lead time of four to eight weeks. Establish a dual-source qualification timeline; single-source dependency on any specialty chemical carries real supply risk. SiliconChemicals provides NDA-protected technical collaboration throughout the application development phase, including batch-matched samples for lab screening and pilot validation support — a practical advantage when compressing qualification timelines.
Frequently Asked Questions About Selecting Silane Intermediates
What is the difference between a [silane coupling agent](https://siliconchemicals.com/silane-coupling-agents/) and a silane intermediate, and do I need both?
Silane intermediates is the broader category. It includes chlorosilanes, silazanes, and functional alkoxysilanes used as chemical building blocks in synthesis — raw material for making silicone polymers, surface modifiers, crosslinkers, and release agents. Coupling agents are a specific subset engineered to bridge the inorganic-organic interface: one end bonds to glass, silica, or metal oxide; the other reacts with the polymer matrix. Many alkoxysilanes serve both roles simultaneously. A vinyltrimethoxysilane, for example, is a synthesis intermediate in polymer production and a coupling agent in glass fiber composites. Whether you need one or both depends on whether your process involves upstream silane synthesis, downstream surface treatment, or both. Clarify that distinction before issuing any RFQ.
Can I substitute a methoxysilane with the equivalent ethoxysilane in an existing formulation?
Usually yes, but not as a direct drop-in. Methoxysilanes hydrolyze roughly 3–5 times faster than their ethoxy counterparts under the same pH and temperature conditions. Slowing hydrolysis means you may need to extend mixing time, lower solution pH into the 4–5 range, or add a mild titanate catalyst to maintain equivalent silanol availability at the substrate surface. The practical upside of switching to ethoxy is lower VOC emission — ethanol release instead of methanol — which matters for REACH-compliant or CARB-regulated processes. Flammability classification may also shift; verify the new SDS against your facility’s storage and ventilation ratings before the first production run. Performance is generally preserved if application conditions are adjusted correctly. Running a water-immersion adhesion comparison between the two variants before full changeover is good engineering practice, not optional caution.
How do I know if my silane has degraded in storage?
Start with visual inspection: cloudiness, gel particles, or a white precipitate all indicate hydrolysis and self-condensation have already started. A properly stored, fresh alkoxysilane is water-clear. From there, re-run GC purity against the original Certificate of Analysis — any drop of more than 1–2 percentage points warrants rejection for high-performance applications. Karl Fischer moisture re-check is equally important; if moisture has exceeded your application threshold (commonly <100 ppm for electronic-grade use), the batch is compromised regardless of visual appearance. A fast field test: treat a clean glass slide with the suspect silane at standard concentration, cure it, then place a water droplet on the surface. Compare contact angle against a slide treated with a freshly opened drum. A meaningful drop in contact angle — typically more than 10–15° depending on the silane type — signals degraded surface activity.
Why does my adhesion pass dry testing but fail after water immersion?
This pattern almost always points to incomplete condensation at the interface. Unreacted alkoxy groups left after ambient-temperature application hydrolyze slowly during water immersion, creating a weak, discontinuous boundary layer that disbonds under hydrolytic stress. Other root causes include silane loading below the monolayer threshold — for aminosilanes this is typically 0.1–0.5 wt% depending on filler surface area — and skipping a dedicated primer cure step. The fix is a post-treatment bake at 100–120 °C for 20–30 minutes. This drives condensation to completion, converts residual silanols to siloxane bonds, and typically improves wet adhesion retention by a significant margin without reformulation.
A post-cure bake at 100–120°C for 20–30 minutes reliably improves wet adhesion performance of silane-treated assembliesTrue
Thermal post-cure drives Si-OH condensation to completion, converting residual silanols and unreacted alkoxy groups into stable Si-O-Si bonds at the interface. This is well-established in surface chemistry literature and consistent with standard silane application guidelines from multiple technical bodies.
Is it safe to source silane intermediates from China given quality concerns?
The concern is outdated when applied to integrated, export-focused manufacturers. China’s leading silane producers supply Fortune 500 chemical and composites companies across Europe, North America, and Japan, operating under ISO 9001 quality systems with regular third-party audits and full traceability by production batch. SiliconChemicals provides batch-specific CoA with GC, moisture, and refractive index data, and third-party lab reports are available on request. Quality risk is a supplier-selection problem, not a geography problem. The practical safeguard is supplier qualification: audit the QMS documentation, request reference contacts in your region, and require first-delivery testing against your own internal spec before committing to volume.
What minimum order quantities should I expect from a Chinese silane supplier?
MOQs follow a fairly consistent tier structure across the industry. Qualification samples typically run 25 kg in a single drum. Small production trials start at 200 kg (one standard drum). Regular production supply generally moves in 1,000 kg IBC totes. High-volume commodity grades ship as full ISO tanks at 16–20 tonnes. SiliconChemicals waives MOQ requirements on the first two qualification orders to allow proper application testing without inventory risk, which is particularly relevant for new product development programs where silane loading and grade still need to be confirmed.
How do I handle chlorosilane-based intermediates in my facility?
Chlorosilanes react violently and exothermically with moisture, including atmospheric humidity, producing HCl gas. This makes handling requirements substantially more demanding than alkoxysilanes. You need dry nitrogen blanketing throughout storage and transfer, corrosion-resistant equipment — 316L stainless steel or HDPE-lined vessels — and an acid gas scrubbing system on all vent lines. PPE must include acid-resistant gloves, face shield, and supplied-air or full-face respirator depending on exposure level; consult NFPA guidelines and your local chemical safety authority for site-specific requirements. If your facility lacks this infrastructure, seriously evaluate switching to pre-hydrolyzed silanes or standard alkoxysilane equivalents. The chemical performance difference is often small; the infrastructure investment to safely handle chlorosilanes is not.
Partnering with SiliconChemicals: From Sample Request to Long-Term Supply Agreement
By the time you reach this point in your silane selection process, you have a specific functional group in mind, a substrate and resin system defined, purity requirements documented, and at least a rough volume forecast. The question shifts from what to source to who can actually deliver it — consistently, with the technical depth to support your formulation work, and at a total cost that holds up when audited properly.
Product Portfolio: Standard Stock and Custom Synthesis
SiliconChemicals maintains over 200 silane intermediates and coupling agents in standard inventory — spanning aminosilanes, epoxysilanes, vinylsilanes, mercaptosilanes, methacrylsilanes, chlorosilanes, and specialty bifunctional variants. That breadth matters operationally: when your formulation team needs to run a comparative trial across three organofunctional candidates in the same week, waiting on two separate suppliers for samples kills momentum.
For non-standard or custom functional silanes — say, a sterically hindered aminosilane for a specific elastomer adhesion application, or a fluoroalkyl silane with a non-commercial chain length — the minimum batch size is 100 kg, and realistic development timelines run 8 to 16 weeks depending on synthetic complexity and whether the precursor chemistry is already in-house. That range is honest: a straightforward structural modification on a known silane sits at the short end; a novel organofunctional group requiring new reaction pathway development sits at the long end.
SiliconChemicals offers custom silane synthesis with a minimum batch of 100 kg and development timelines of 8–16 weeks depending on synthesis complexity.True
These figures reflect standard custom synthesis parameters for organosilicon intermediates from integrated Chinese manufacturers with pilot-scale reactor capacity, consistent with industry norms for batch custom synthesis.
Technical Support That Actually Reaches the Process Floor
The free sample program — up to 500 g of any standard product — is a starting point, not the full picture. What matters more is what happens after the sample arrives. SiliconChemicals assigns application engineers with Ph.D.-level organosilicon chemistry backgrounds to qualified accounts for formulation consultation, silane selection review, and on-site troubleshooting. That last point is worth emphasizing: remote email support is fine for straightforward applications, but when you are running a glass fiber–reinforced nylon compounding line and the interfacial adhesion results are inconsistent across production shifts, you need someone standing next to the compounder with you, not sending a PDF.
On-site support for qualified accounts is available. What makes an account “qualified” is a reasonable volume commitment and an active development project — not an arbitrary revenue threshold.
Documentation and Compliance Package
Every standard delivery includes a batch Certificate of Analysis, an SDS in GHS format (English plus your requested language), a REACH registration confirmation letter, and product stability data covering shelf life under specified storage conditions. TSCA inventory status documentation and K-REACH confirmation are available on request — not as a negotiation item, but as a standard deliverable for customers in regulated markets. If your procurement team has been burned before by a supplier who confirmed REACH compliance verbally and then couldn’t produce the registration number at customs, this documentation package addresses exactly that gap.
Pricing Structure and R&D Price Protection
Spot pricing is published quarterly, reflecting raw material movements in China’s organosilicon cluster — primarily trichlorosilane and methanol feedstock pricing. Contract pricing for 12-month volume commitments above 1 tonne per year offers meaningful reductions from spot, with the exact differential depending on product grade and volume tier.
For customers still in formulation development, a 6-month price-lock option protects your R&D investment against feedstock volatility. If you spend four months qualifying a silane into a thermoset adhesive system and the price moves 15% before you reach production scale, that qualification work can become commercially unworkable. The price lock eliminates that risk during the development window.
How to Engage
Submit a silane selection inquiry specifying your substrate, matrix resin, processing conditions, and estimated annual volume. SiliconChemicals’ application engineering team returns a technical recommendation within 48 business hours and a formal quotation within 5 business days. Starting with the sample request and a clear technical brief gets you a substantive response — not a catalogue.














