
Specify the wrong fumed silica grade and you pay for it fast — a sealant that sags off vertical surfaces, a silicone rubber compound that tears under demolding stress, a coating that gels in the tank before it ever reaches the substrate. Reformulating mid-production run means scrapped batches, line shutdowns, and expedited shipment costs that dwarf whatever was saved by picking the cheapest available grade. The fix is not complicated, but it demands understanding three or four interdependent parameters before you ever place a purchase order.
Choosing the right fumed silica comes down to matching surface area (typically 90–380 m²/g), surface chemistry (hydrophilic vs. hydrophobic), and bulk density to the rheological and mechanical demands of your specific process. Higher BET surface area builds more thickening and reinforcing efficiency but increases dispersion difficulty and moisture sensitivity; surface treatment with HMDS, PDMS, or silane coupling agents shifts the grade from hydrophilic to hydrophobic and controls how the silica interacts with polar or non-polar matrices.
What makes this selection genuinely tricky is that two grades with identical BET surface area can behave completely differently in the same formulation — one disperses cleanly, the other agglomerates and raises viscosity past your processing window. The reason lies in surface chemistry, treatment density, and the structure of the aggregate network those particles form under shear. Understanding that relationship is where most procurement decisions either hold up under production conditions or fall apart at the worst possible moment.
BET Surface Area: Matching the m²/g Number to Your Thickening and Reinforcement Target
Surface area is the single most consequential number on a fumed silica technical data sheet. It determines particle size, network-forming efficiency, dispersion difficulty, and — bluntly — whether your formulation behaves the way your R&D team intended or becomes a production problem on shift two.
The Physics Behind the Number
Fumed silica is manufactured by flame hydrolysis of SiCl₄. The longer the primary particles fuse before quenching, the larger they grow and the lower the specific surface area. A 380 m²/g grade consists of primary particles averaging around 7 nm in diameter; a 90 m²/g grade runs closer to 30 nm. That four-fold increase in particle diameter translates to roughly a 16-fold reduction in surface-to-volume ratio — which is exactly why the high-surface-area grades deliver more thickening response per gram added.
The trade-off is real and frequently underestimated. Smaller particles form denser hydrogen-bonded networks, so the same weight loading that gives you a workable gel at 150 m²/g can produce an unprocessable paste at 380 m²/g. Mixing energy requirements scale steeply: moving from 150 to 380 m²/g in a high-shear disperser typically demands 30–40% more specific energy input to reach equivalent dispersion, depending on the base resin viscosity and the disperser rotor geometry. That energy penalty shows up in longer cycle times, higher motor temperatures, and — in temperature-sensitive systems like UV-cure coatings — premature gelation.
Application-to-Surface-Area Crosswalk
The table below reflects typical industrial practice. Treat the ranges as starting points; actual optimum grades depend on filler loading, processing shear, and the polarity of the continuous phase.
| Application | Recommended BET Range | Key Driver |
|---|---|---|
| Silicone rubber reinforcement | 150–300 m²/g | Tear strength, elongation at break |
| Epoxy / polyurethane thickening | 150–200 m²/g | Sag resistance, open time |
| Li-ion battery separator coating | 200–300 m²/g | Pore uniformity, thermal stability |
| Pharmaceutical flow aid (excipient) | 150–200 m²/g | Flowability index, regulatory acceptance |
| Anti-caking in powder coatings | 90–130 m²/g | Loose bulk density, minimal gloss impact |
Silicone rubber sits in the wider 150–300 m²/g band because the requirement shifts with product type: a general-purpose HTV compound can work at 150 m²/g, while a high-tensile-strength medical-grade silicone often needs 200–300 m²/g to achieve the required mechanical properties. Battery separator coatings demand the tighter 200–300 m²/g window because particle size uniformity affects pore consistency across the separator membrane — a variation that shows up as cell-to-cell capacity spread rather than as an obvious coating defect.
The Over-Specification Trap
Specifying the highest available surface area by default is a common and costly mistake. A formulator switching from 150 to 380 m²/g in a solvent-borne industrial coating to chase better sag resistance will likely hit three problems before achieving one benefit: the coating develops an unacceptable gel-like drag under the applicator, gloss drops as surface microroughness increases, and batch-to-batch viscosity becomes harder to control because the high network density amplifies lot-to-lot moisture variation.
The practical concept worth keeping is the effective working range — the surface area band within which your specific system achieves its performance target at an acceptable loading level and dispersibility. For most epoxy and polyurethane formulations, that range is 150–200 m²/g. Going above it without reformulating the dispersion process gains nothing and adds cost.
Using a 380 m²/g grade where a 150 m²/g grade is adequate increases dispersion energy requirements by up to 40% without proportional performance gain in most coating and adhesive systems.True
The increase in dispersion energy is driven by the denser particle network formed at higher surface areas. This is consistent with published high-shear disperser studies and is reflected in longer mill times observed in industrial practice when surface area is over-specified for a given matrix.
Verifying Surface Area on Incoming Lots
Do not rely on the supplier’s certificate of analysis alone — run incoming BET verification on every lot until a supplier has demonstrated at least 12 consecutive lots within tolerance. Single-point BET nitrogen adsorption per ISO 9277 takes 20–40 minutes per sample and is sufficient for routine QC. Multi-point BET is worth the extra 15–20 minutes when qualifying a new supplier or investigating a formulation anomaly, since it gives a more accurate result at the extremes of the surface area range.
Acceptable lot-to-lot tolerance for most industrial grades is ±15 m²/g. A 200 m²/g nominal grade shipping at 185 or 215 m²/g is still within spec; one arriving at 170 m²/g is not, and using it without adjustment will produce measurably lower thickening response — typically a viscosity drop of 15–25% at equivalent loading, depending on the resin system.
Hydrophilic vs. Hydrophobic Grades: Choosing the Right Surface Chemistry for Your System
Surface chemistry is where most sourcing mistakes happen. A procurement manager specs a 200 m²/g grade, the right surface area for the application, then orders the hydrophilic version because it’s cheaper or because the datasheet didn’t prompt any questions. Six weeks later, the formulation team is chasing viscosity drift in a silicone sealant or watching a solvent-based coating cloud over in humid storage. The grade number was right; the surface treatment was wrong. That single mismatch can burn a production run.
Hydrophilic Fumed Silica: High Silanol Density and What That Actually Means
Untreated fumed silica carries a surface silanol density of roughly 2–4 SiOH/nm², depending on the specific surface area and the production flame conditions. Those silanols are strongly hydrophilic — they hydrogen-bond aggressively with water and polar solvents, which is exactly what you want in waterborne coatings, silica-thickened aqueous gels, or silicone emulsions. Dispersion in polar media is fast and the rheological response is predictable.
Put that same material into a non-polar silicone rubber matrix or a low-polarity solvent-based coating and the problems compound quickly. The silanol groups preferentially interact with each other and with any trace moisture rather than bonding into the polymer network. In a silicone compound mixed on a two-roll mill, you can see Mooney viscosity creeping upward batch to batch as moisture content in the filler fluctuates with ambient humidity — a genuine QC nightmare when your tolerance window is narrow. Hydrophilic grades will pick up 1–3 wt% moisture after 24 hours at 23 °C/50% RH, a figure that shifts measurably with the season in most plant environments.
The Three Hydrophobic Treatment Routes and When Each Is Correct
Treatment chemistry is not interchangeable. Each route changes the surface in a distinct way.
HMDS (hexamethyldisilazane) treatment reacts with silanols in the vapor phase and caps them with trimethylsilyl groups, leaving the lowest residual silanol density of the three routes. This makes HMDS-treated grades the standard choice for HTV silicone rubber and RTV sealants, where un-capped silanols slow cure and degrade long-term elastomer properties. Carbon content on a well-treated HMDS grade runs 1.5–2.5 wt% C, measured by combustion analysis per ASTM D5373. Below 1.5 wt% C typically signals incomplete treatment; you’ll see it as incomplete hydrophobicity and variable moisture pickup.
PDMS (polydimethylsiloxane) in-situ treatment coats the surface during or immediately after pyrogenic synthesis with a low-molecular-weight silicone oil. This approach leaves a compliant, silicone-compatible surface layer that integrates well in liquid silicone rubber (LSR) and certain HTV compounds where filler-polymer compatibility at low shear matters. Carbon content for PDMS-treated grades is higher — typically 3.0–5.0 wt% C — because the coating is heavier. Don’t use carbon content benchmarks from HMDS grades to evaluate PDMS grades; the numbers are not on the same scale.
Functional silane treatment (octylsilane, methacrylsilane, aminosilane, and others) introduces reactive chemistry onto the surface rather than just hydrophobic shielding. Methacrylsilane-treated fumed silica, for example, covalently bonds into UV-cure acrylate networks during photopolymerization, improving tensile strength and reducing stress-whitening. These grades are standard in dental composites and optical adhesives. Octylsilane treatment targets polyurethane and epoxy systems where hydrophobicity is needed but covalent reactivity is less critical.
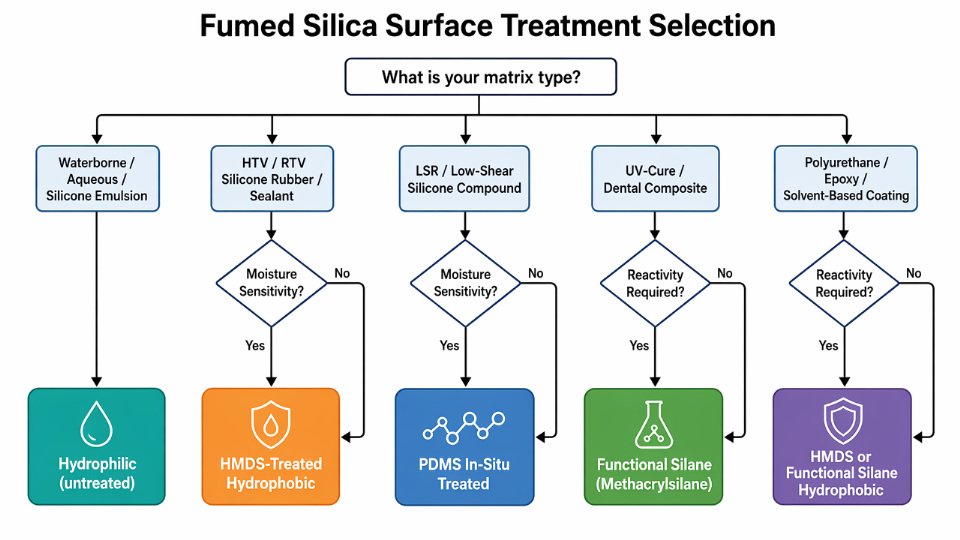
The Practical Decision Tree
| Matrix Type | Moisture Sensitivity | Recommended Surface Chemistry |
|---|---|---|
| Waterborne coating, aqueous gel, silicone emulsion | Low concern | Hydrophilic |
| HTV/RTV silicone rubber, sealant | High | HMDS-treated hydrophobic |
| LSR, low-shear silicone compound | High | PDMS in-situ treated |
| UV-cure coating, dental composite | High + reactivity required | Functional silane (methacrylsilane) |
| Polyurethane, epoxy, solvent-based coating | Moderate to high | Functional or HMDS hydrophobic |
Carbon Content as Your Primary QC Lever
When you receive a hydrophobic fumed silica shipment, carbon content by combustion (ASTM D5373) is the most reliable single number to audit treatment quality — more reliable than a supplier’s certificate claim alone. HMDS-treated grades should read 1.5–3.5 wt% C depending on surface area; higher surface area grades require more treatment agent per gram to achieve equivalent coverage, so the range shifts with BET. A lot reading below the lower bound is under-treated and will behave partially hydrophilic under process humidity.
Moisture pickup index (MPI) testing — 24 hours at 23°C and 50% relative humidity, comparing pre- and post-exposure mass — is a valid incoming QC screen for hydrophobic treatment level.True
This method is widely used in silica quality control and directly reflects real-world filler behavior during storage and compounding. A properly treated hydrophobic grade should gain less than 0.5 wt%; values above 1.0 wt% indicate inadequate surface treatment and predict viscosity and cure problems in sensitive matrices.
Run that moisture pickup test on every new lot from a new supplier. It takes one balance, a humidity chamber, and 24 hours. The alternative is discovering the problem inside your mixer or on a rejected batch — costs that run multiples of the test time.
Structure and Aggregate Morphology: How Chain-Like Networks Drive Rheology Control
Most procurement specs stop at BET surface area and surface chemistry. That leaves a third dimension — structural complexity — sitting unspecified, which is why formulators sometimes get identical m²/g grades from two suppliers and see completely different sag resistance in the same sealant formula. Understanding the particle hierarchy is what separates a deliberate rheology specification from repeated trial-and-error sampling.
The Three-Level Particle Hierarchy
During flame hydrolysis, silicon tetrachloride burns at temperatures above 1000 °C. At that scale, molten SiO₂ droplets collide and fuse into primary particles — roughly 5–30 nm in diameter, essentially non-porous spheres. These fuse irreversibly via siloxane neck formation into aggregates, typically 100–500 nm across, with a branched, chain-like geometry that is fixed at the moment of synthesis. You cannot break aggregates apart with a disperser and put them back together.
Aggregates then loosely cluster by van der Waals forces and hydrogen bonding into agglomerates, ranging from about 1 µm up to 100 µm or more in dry powder. Agglomerates do break under shear — that is intentional in processing — and they re-form when shear stops. The agglomerate-level network is what you see as thixotropy in a freshly mixed compound. But the underlying scaffold holding that network together is the aggregate geometry. Destroy the aggregates, and the network has no skeleton left to rebuild.
DBP Absorption Number: The Structural Proxy You Should Be Specifying
BET tells you surface area. DBP (dibutyl phthalate) absorption tells you shape — how open, branched, and voluminous the aggregate network is per unit mass. A compact, near-spherical aggregate packs efficiently and absorbs less DBP. A highly branched, open aggregate traps fluid in its interstitial volume and absorbs far more.
For fumed silica, DBP absorption typically runs 150–350 mL/100g, depending on flame conditions and raw material feed rate. Precipitated silica generally falls in the 100–180 mL/100g range — a useful contrast that explains why you cannot substitute one silica type for the other in a thixotropy-sensitive formula without reformulation.
Practical consequence: a high-structure grade with DBP above 250 mL/100g builds a significantly stronger hydrogen-bond network at the same mass loading as a low-structure grade. That means for a non-sag vertical sealant or an MS-polymer adhesive, you can achieve the required yield stress at 2–5 wt% with a high-structure grade rather than pushing loadings toward 7–8 wt% to compensate for weaker structure — which would spike viscosity at rest, complicate pumping, and increase material cost.
For flow-control applications in low-viscosity epoxy or polyurethane resin systems where you want mild pseudoplastic behavior without gelling the pot, a moderate-structure grade (DBP 180–220 mL/100g) at 0.5–2 wt% gives you predictable, controllable shear-thinning without locking the system into a stiff gel at rest.
Reading the Shear-Thinning Index
The shear-thinning index (STI) is measured simply: record Brookfield viscosity at 0.5 rpm and again at 50 rpm, then take the ratio. A structural adhesive intended for overhead or vertical application typically targets STI 3–10 — high enough to hold position, not so high that it refuses to flow out of a cartridge under normal dispensing pressure. A self-leveling floor coating or a low-sag primer needs STI 1.5–3, enough to resist crater formation and drip but still level within seconds of application.
Grade selection shifts this ratio predictably. Moving from a 200 m²/g moderate-structure grade to a 200 m²/g high-structure grade in the same formula can raise STI by 1.5–3 units at equal loading, without changing rest viscosity proportionally — because the branched aggregate network recovers faster and more completely after shear stops.
Higher DBP absorption in fumed silica produces stronger thixotropic networks at equivalent mass loadings compared to lower-DBP grades of identical BET surface area.True
Aggregate structure — measured by DBP absorption — determines the volume of three-dimensional hydrogen-bond network per gram of silica. More branched aggregates entrap more liquid and create a denser network scaffold, which is independent of total surface area. This is well-documented in rheology literature for fumed silica in sealants and coatings.
The Over-Dispersion Warning
This is the most common and least-discussed processing error in fumed silica use. High-shear rotor-stator mixers, pearl mills run at full speed, or prolonged high-RPM disperser passes will fracture aggregate chains. Once broken, aggregates do not re-fuse at ambient temperature. The result is a product with measurably lower viscosity at rest, poor sag resistance on the wall, and an STI that has dropped below specification — with no way to recover without adding more silica and repeating the entire mixing sequence.
The right approach: disperse fumed silica at the lowest effective shear rate that achieves deagglomeration. Pre-wet the silica in a small portion of resin or carrier fluid before introducing it to the bulk. Monitor viscosity buildup during incorporation and stop mixing as soon as the target range is reached. For sensitive structural adhesive formulations, a post-addition rest period of 15–30 minutes allows the hydrogen-bond network to re-establish before final viscosity is measured.
| Application | Target STI | Recommended DBP Range | Typical Loading |
|---|---|---|---|
| Non-sag structural adhesive | 4–10 | >250 mL/100g | 3–5 wt% |
| Thixotropic sealant (vertical) | 3–6 | 220–280 mL/100g | 2–4 wt% |
| Flow-control in low-viscosity resin | 1.5–3 | 180–220 mL/100g | 0.5–2 wt% |
| Self-leveling coating or primer | 1.5–2.5 | 150–200 mL/100g | 0.3–1.5 wt% |
Actual values depend on base resin viscosity, polarity, and mixing protocol.
Purity, Trace Metal, and Chloride Specifications: Critical for Electronics, Pharma, and Food-Contact Applications
Standard industrial fumed silica gets made by flame hydrolysis of SiCl₄ — silicon tetrachloride burned in a hydrogen-oxygen flame. The chemistry is clean in principle, but residual hydrochloric acid never fully leaves the particle surface without deliberate post-processing. For most industrial uses, that residue is irrelevant. For electronics encapsulants, pharmaceutical glidants, battery electrolytes, and food-contact anti-caking agents, it is the specification that determines whether your product passes or fails.
Baseline Purity for Standard Industrial Grades
A typical commercial fumed silica datasheet shows SiO₂ content ≥99.8 wt%, total heavy metals below 10 ppm, and residual HCl expressed as Cl⁻ below 250 ppm. That last number looks small. On a PCB, it is not. Chloride ions in an encapsulant migrate under DC bias toward copper traces, accelerate electrochemical corrosion, and can open a conductive failure path within months of field deployment — far faster than mechanical fatigue would. The 250 ppm industrial ceiling exists because it is acceptable for structural adhesives and coatings. It was never designed with copper metallization in mind.
Electronics and Semiconductor Requirements
Conformal coatings, underfill resins, and die-attach adhesives that incorporate fumed silica as a thixotrope need Cl⁻ ≤50 ppm and Fe ≤0.5 ppm as practical working targets. Some advanced packaging specifications push Fe below 0.2 ppm. Iron contamination introduces paramagnetic centers that disrupt dielectric uniformity; more practically, Fe²⁺/Fe³⁺ ions participate in galvanic couples with aluminum bond wires and tin-silver-copper solder, seeding dendrite growth under humidity cycling.
Specify ICP-OES trace metal analysis per IEC 62321 or an equivalent multi-element method. A standard certificate of analysis listing only “heavy metals by colorimetric method” does not resolve Fe from Cu from Ni — those are different failure modes that a blended result obscures entirely. If a supplier cannot provide element-resolved ICP data, that is itself a qualification signal.
Residual Cl⁻ above 50 ppm in fumed silica used for PCB underfill resins can accelerate copper trace corrosion under humid operating conditions.True
Chloride ions are well-established promoters of copper electrochemical corrosion. At elevated humidity and under applied voltage, Cl⁻ migrates to copper surfaces, undermines the native oxide layer, and supports pitting and dendritic growth. The 50 ppm threshold reflects semiconductor packaging industry practice, not an arbitrary marketing claim.
Pharmaceutical and Food-Contact Grades
Fumed silica used as a tablet glidant or powder flow aid sits under tight regulatory frameworks on both sides. In the EU it is listed as E551; in the US it falls under the USP/NF monograph for Silicon Dioxide. Both frameworks specify heavy metal limits — Pb ≤10 ppm, As ≤3 ppm — along with loss on drying and pH of a 4 wt% aqueous dispersion falling between 4.0 and 8.0 per USP ⟨291⟩ and ⟨921⟩. The pH check matters because an acidic surface (pH below 4) can catalyze degradation of acid-sensitive active pharmaceutical ingredients during blending. A batch that passes BET and moisture specs but sits at pH 3.5 will still fail your incoming QC and potentially interact with your API.
Battery Electrolyte Applications
Lithium-ion electrolyte thickener applications impose the tightest ionic cleanliness requirements outside of semiconductor work. Total alkali and transition metal impurities — Li, Na, K, Fe combined — should stay below 5 ppm. Na and K ions raise electrolyte conductivity in the wrong direction, competing with Li⁺ transport. Fe ions catalyze electrolyte oxidation at the cathode and reduce capacity retention over cycle life. For this application, request ICP-MS certificates rather than ICP-OES. ICP-MS offers detection limits in the low ppb range, which is the resolution you need to evaluate whether a grade is truly suitable, not just borderline.
Practical Sourcing and Audit Steps
Request a full Certificate of Analysis covering BET surface area, carbon content (for hydrophobic grades), pH of aqueous dispersion, Cl⁻, moisture or loss on drying, and a full element-resolved heavy metals panel. Then cross-check the Cl⁻ figure independently using the AgNO₃ potentiometric titration method per ISO 787-13. The test takes under an hour with basic lab equipment and will immediately reveal whether a supplier’s reported Cl⁻ matches what you actually received. Discrepancies above 30–40 ppm between supplier CoA and your in-house titration warrant a hold and a supplier conversation before you process the batch into a product with regulated purity requirements.
| Application | Cl⁻ Limit | Key Metal Limits | Recommended Analytical Method |
|---|---|---|---|
| Standard industrial | ≤250 ppm | Total HM ≤10 ppm | Standard CoA |
| Electronics/PCB encapsulant | ≤50 ppm | Fe ≤0.5 ppm | ICP-OES, IEC 62321 |
| Pharma glidant (USP/EU E551) | Not specified separately | Pb ≤10 ppm, As ≤3 ppm | Per USP ⟨291⟩/⟨921⟩ |
| Battery electrolyte thickener | ≤20 ppm recommended | Li+Na+K+Fe ≤5 ppm | ICP-MS |
One practical warning: suppliers sometimes offer a single hydrophobic grade across both standard and “electronic” designations, differentiated only by lot testing rather than a dedicated production stream. Ask directly whether high-purity lots are manufactured in isolated process equipment or simply screened from standard production. The answer changes your risk profile for long-term supply consistency.
Application-by-Application Selection Guide: Silicone Rubber, Coatings, Adhesives, and Beyond
Getting the grade wrong at the application stage is where real money gets lost. A formulator who specifies a hydrophilic grade for moisture-cure polyurethane, or pulls a low-surface-area powder into an HTV silicone compound expecting reinforcement, will find out on the production line — not in the datasheet review. The reference table below condenses the critical parameters; the narrative that follows adds the operational reasoning you need to use it correctly.

| Application | Surface Chemistry | BET Range (m²/g) | Typical Loading | Key Specification Risk |
|---|---|---|---|---|
| HTV / RTV Silicone Rubber | Hydrophobic (HMDS or silane) | 150–300 | 15–50 phr | Moisture pickup causes processing stickiness |
| LSR Medical Devices | Hydrophobic (PDMS-treated) | 150–200 | 25–45 phr | Pt catalyst poisoning from incompatible surface agent |
| Epoxy Adhesive (amine-cure) | Hydrophilic | 180–220 | 1–5 wt% | Insufficient hydrogen bonding if hydrophobic used |
| Moisture-Cure PU Sealant | Hydrophobic | 150–200 | 2–5 wt% | Residual moisture on hydrophilic grade causes foaming |
| UV / Radiation-Cure Coating | Functional hydrophobic (acryl/methacryl silane) | 180–220 | 0.5–2 wt% | Surface agent interference with photoinitiator |
| Li-ion Battery Slurry (PVDF) | Ultrapure hydrophilic or light hydrophobic | 200–300 | 0.5–3 wt% | Ionic impurities degrade cycle performance |
| Powder Coating / Toner | Hydrophobic (HMDS or wax) | 90–130 | 0.1–0.5 wt% | Over-addition collapses powder flow |
Silicone Rubber: HTV and RTV
For HTV compounds, fumed silica at BET 200–300 m²/g is the workhorse reinforcing filler. The surface area directly controls the polymer-particle interaction density: stepping from a 150 m²/g grade to a 200 m²/g grade at equal loading typically lifts tear strength by 20–35%, depending on the silanol density of the grade and the mixing shear history. Loading runs 15–50 phr; below 15 phr reinforcement is marginal, above 50 phr you battle creep-hardening and viscosity that overloads internal mixers. Hydrophobic treatment is non-negotiable — untreated hydrophilic silica absorbs atmospheric moisture during open milling and causes surface tack that stalls calendering lines.
Liquid Silicone Rubber for Medical Devices
LSR destined for implantable or body-contact components demands PDMS-treated hydrophobic grades at BET 150–200 m²/g combined with pharmaceutical-grade purity. Biocompatibility per ISO 10993 is a minimum bar, not an optional screen.
Some surface treatment agents — particularly certain amine-functional silanes — are known to inhibit platinum-based addition-cure catalysts in LSR systems.True
Platinum catalyst inhibition by nitrogen- and sulfur-containing compounds is well-documented in silicone cure chemistry. PDMS-treated grades are specifically preferred for addition-cure LSR precisely because they do not carry these problematic functional groups.
Run a catalyst compatibility test on any new silica lot before it enters your LSR production stream. A single contaminated lot that poisons the Pt catalyst gives you a full batch of uncured rubber — the scrap cost alone typically exceeds the price differential between a certified medical grade and a standard industrial grade by a wide margin.
Epoxy and Polyurethane Adhesives and Sealants
For amine-cured epoxy formulations, hydrophilic grades at roughly 200 m²/g give the strongest hydrogen-bonding interaction with the polar resin matrix, producing stable sag resistance at 1–5 wt% loading without gross viscosity overshoot. Switch that same grade into a one-component moisture-cure polyurethane and you create a problem: residual surface silanols react with atmospheric moisture during mixing or storage, generating CO₂ micro-foaming that ruins seal bead appearance and adhesion. Hydrophobic grades with moisture pickup below 0.5 wt% are the correct choice for any isocyanate-containing system.
UV-Cure and Radiation-Cure Coatings
Functional hydrophobic grades carrying acrylate or methacrylate silane surface treatment allow the silica to co-cure into the polymer network rather than sitting as a passive filler. Keep loading between 0.5–2 wt%; above that threshold haze climbs sharply, particularly in clear topcoats. DBP absorption number matters here — low-structure grades give better optical clarity. Before committing to production volumes, run FTIR on the silica-plus-photoinitiator blend: certain surface agents shift photoinitiator absorption and extend cure times measurably.
Lithium-Ion Battery Applications
Fumed silica in PVDF cathode slurries functions primarily as a rheology stabilizer and anti-settling agent for the active material on the aluminum current collector. Grades at BET 200–300 m²/g at 0.5–3 wt% improve coating weight uniformity across the web — a direct factor in cell capacity consistency. Ionic purity is the governing specification. Sodium, iron, and chloride impurities at even low ppm levels accelerate electrolyte degradation and shorten cycle life. Standard industrial-grade certificates are insufficient; request lot-specific ICP-MS data.
Powder Coatings, Pigment Anti-Caking, and Toner
Here, less surface area is better. Low-structure hydrophobic grades at BET 90–130 m²/g, treated with HMDS or wax, improve powder flow by coating individual particles and reducing inter-particle friction. The operative test is Hall flowmeter measurement per ASTM B213 — a well-formulated addition should reduce flow time by 15–40% depending on base powder morphology. Loading discipline matters: exceed roughly 0.5 wt% and you start impeding the electrostatic charging efficiency of toner or the melt-flow behavior of powder coatings. Dry blending at low shear is sufficient and preferred; high-shear dispersion breaks aggregate structure and undermines the spacer-particle function the silica is there to perform.
How to Evaluate Fumed Silica Suppliers: Qualification Checklist and Red Flags
Selecting a grade is only half the problem. Buying that grade from the wrong supplier can hand you inconsistent lot-to-lot BET values, undisclosed surface treatment residues, and a supply chain that collapses the moment a vessel is delayed. The qualification steps below are the ones procurement and QA teams on real production floors actually run — not a theoretical checklist.
Tier-1 Documents to Request Before a First Purchase Order
Start with four non-negotiables. First, an ISO 9001 manufacturing certificate — not a reseller’s certificate, but one issued specifically to the production site. Second, a product-specific Certificate of Analysis (CoA) with full lot traceability: BET surface area, tapped bulk density, pH, moisture content (critical for hydrophilic grades, where anything above 1.5 wt% signals poor storage or process control), and — for hydrophobic grades — carbon content as direct evidence that the surface treatment was applied and measured. Third, a current Safety Data Sheet conforming to GHS/OSHA HazCom 2012; if the SDS still references an older format or lacks Section 11 toxicological data, that tells you something about how the supplier handles documentation generally. Fourth, a REACH compliance declaration and RoHS confirmation for any product destined for EU or North American customers. Fumed silica itself sits in a straightforward regulatory position, but silane-treated grades introduce surface agent chemistries that REACH registration can touch, especially above one metric ton per year per substance.
Technical Audit: What to Ask Beyond the Spec Sheet
A supplier who can quote a BET number is not the same as a supplier who controls it. Ask directly: does the plant operate continuous flame hydrolysis, or a batch process? Continuous processes produce tighter particle-size distributions and lower lot-to-lot variance — typically ±10–15 m²/g on a 200 m²/g grade from a well-controlled line, versus swings of ±25 m²/g or wider from batch reactors. Ask for BET certificates from an accredited third-party laboratory, not just internal QC data. Any manufacturer confident in their process will have these for audit-grade grades.
Ask for application-specific technical data sheets that include rheology curves — viscosity versus shear rate, thixotropic recovery time — not raw physical properties alone. If the only document available is a one-page spec table, that supplier has not characterized their product in end-use conditions, and your formulation lab will carry that cost in sampling time.
Red Flags That Indicate Real Risk
A BET value reported as a single integer with no tolerance band is the first warning. Specification without tolerance is not a specification — it is a number picked for marketing. No carbon content data on hydrophobic grades means the degree of surface treatment is unverified; you could be running a partially treated product that picks up moisture inconsistently. Inability to provide Cl⁻ ion data eliminates the supplier from electronics or pharma consideration immediately.
Be skeptical of claims like “equivalent to Aerosil 200” or “equivalent to CAB-O-SIL M-5” without independent certification. Functional equivalence requires matching BET, aggregate morphology, surface chemistry, and purity simultaneously — not just surface area. A supplier making the claim without data is asking you to run the equivalency study at your own expense. Lead times shorter than the actual production cycle — typically 10–20 days for a standard flame hydrolysis run plus packaging — almost always indicate aged inventory of unknown storage history. Fumed silica has a shelf life of around 24 months in sealed multi-wall paper bags stored below 35°C and below 60% relative humidity; outside those conditions, hydrophilic grades absorb moisture and hydrophobic grades can show surface treatment degradation.
Supply Chain Resilience Factors
Dual-sourcing becomes worth the qualification cost once fumed silica represents more than roughly 2–3% of your total bill of materials or sits on a critical product line with no reformulation buffer. MOQs for specialty grades typically run 500 kg to 5 MT depending on surface treatment complexity; standard hydrophilic grades at 200 m²/g can often be ordered in 20 kg multi-wall bags, 500 kg super sacks, or pneumatic bulk depending on volume. Confirm packaging compatibility with your dispersion equipment — pneumatic transfer with super sacks handles high volumes efficiently but demands a properly grounded transfer system given fumed silica’s low bulk density and electrostatic behavior.
SiliconChemicals operates in-house BET measurement and rheology testing, with export documentation experience across 30+ countries including EU REACH and North American compliance.True
Vertically integrated organosilicon production with dedicated analytical lab capability and established export logistics supports this claim operationally.
SiliconChemicals’ position inside China’s organosilicon industrial cluster means raw material lead times are short and surface treatment customization — HMDS, PDMS, functional silane coupling agents — is done on the same site, not subcontracted. For buyers who need a grade tuned to a specific viscosity profile or surface energy target, that single-site integration removes the coordination risk that comes when treatment chemistry and base silica production are split across two vendors.
Dispersion Methods and Handling Best Practices to Unlock Full Performance Potential
Specifying the right grade is only half the job. A 200 m²/g hydrophobic fumed silica that performs beautifully in one plant can deliver lumpy, under-thickened product in another — same raw material, different dispersion protocol. The failure mode is almost never the silica itself. It is the process engineer’s assumption that fumed silica behaves like a conventional powder filler.
Understanding the Three Stages of Dispersion
Fumed silica arrives as a fluffy, low-bulk-density agglomerate network. Getting it from that state to a fully functional reinforcing or rheology-control agent requires passing through three distinct stages, each with its own rate-limiting step.
Stage 1 — Wetting. The liquid matrix must penetrate the interparticle void space of agglomerates, which can range from 5 to 50 µm across. In polar systems (waterborne coatings, aqueous gels) this happens quickly with hydrophilic grades. In non-polar matrices — silicone gum, mineral oil, solvent-free epoxy — wetting is slow without mechanical assistance. Pre-wetting with 1–3 wt% of a low-viscosity PDMS (50 cSt) before the main mixing stage collapses surface energy barriers, cuts dust generation, and shortens overall mix time by roughly 20–40% depending on matrix polarity and silica surface area.
Stage 2 — Deagglomeration. Mechanical energy must break agglomerates down to the primary aggregate level (roughly 100–500 nm). This stage is equipment-dependent and energy-intensive. You cannot shortcut it with extended low-shear mixing time — below a threshold shear stress, agglomerates simply rotate in the fluid without fracturing.
Stage 3 — Stabilization. Once dispersed, aggregates must be prevented from re-networking before the formulation sets or cures. In low-viscosity systems this means using the dispersion immediately or formulating with a stabilizing surfactant or compatibilizer. Re-agglomeration is especially rapid in non-polar, low-viscosity systems where fumed silica has high mobility. A dispersed silica network that sits in a holding tank at elevated temperature overnight can partially recover a gel structure that approaches the original agglomerate state.
Matching Equipment to System Viscosity
Equipment selection is the most consequential process decision after grade selection.
For medium-viscosity systems in the 500–50,000 mPa·s range — typical of solvent-borne coatings, unfilled adhesive resins, and polyol blends — a high-speed dissolver with a Cowles-type sawtooth blade running at 3,000–5,000 rpm provides adequate tip speed to deagglomerate standard fumed silica grades. Run time to full dispersion typically falls between 15 and 45 minutes; actual time depends on silica loading (usually 1–8 wt%), surface area grade, and batch temperature.
High-viscosity pastes above 50,000 mPa·s — filled sealants, high-solids adhesives, printing inks — require a three-roll mill or a planetary mixer with high-shear tooling. A three-roll mill is particularly effective for achieving fineness-of-grind specifications below 10 µm, but it requires multiple passes (typically 2–4) and the operator must monitor roll gap and temperature to avoid over-shearing binders.
Low-viscosity systems below 500 mPa·s, such as low-solids coatings, functional fluids, or dilute gels, respond well to rotor-stator mixers or, for smaller batch sizes, ultrasonic processors. These systems disperse quickly but re-agglomerate just as quickly; process-to-fill time windows are often under two hours.
Silicone rubber compounding is its own category. Internal kneaders and co-rotating twin-screw extruders are the industrial standard. The silica is typically added incrementally to the gum base during the early mixing phase, before crosslinker and catalyst, to allow full surface interaction with the polymer chains.

Dispersion Sequence in Multi-Component Systems
Order of addition matters more than most formulators acknowledge. In a two-part epoxy adhesive, add fumed silica to the resin component and disperse completely before introducing any amine or anhydride hardener. Fumed silica surface silanols are mildly acidic and will adsorb amine hardener if silica and hardener are combined prematurely — the practical result is slower cure, reduced crosslink density, and adhesion loss that is difficult to trace back to the root cause without deliberate DOE work.
The same principle applies in moisture-cure polyurethane systems: disperse silica into the isocyanate-capped prepolymer under dry conditions before any moisture-reactive component is introduced.
Granulated Grades for Metering and Dust Control
Standard fumed silica has a bulk density of roughly 15–30 g/L — extremely low, comparable to cigarette smoke in terms of particle behavior in air. Granulated or compacted fumed silica reaches 50–120 g/L, which dramatically improves auger and belt metering accuracy, reduces bag-to-bag bridging in hoppers, and cuts airborne dust at the point of addition. The performance trade-off is that compacted grades require somewhat higher shear energy to fully deagglomerate. For continuous manufacturing lines where metering consistency matters more than ultimate dispersion ease, granulated grades are often the better engineering choice.
Handling Safely on the Plant Floor
Fumed silica is amorphous silicon dioxide, not crystalline quartz or cristobalite.
Amorphous fumed silica is not classified as a human carcinogen, unlike respirable crystalline silica.True
Regulatory agencies including IARC, NIOSH, and the EU CLP framework distinguish amorphous silica from crystalline silica forms. Fumed silica is not listed as a carcinogen in these classifications, though it remains a nuisance dust requiring respiratory controls.
The OSHA PEL for nuisance dust is 10 mg/m³ total dust. At the loadings and pouring rates typical in batch manufacturing, that threshold is easily exceeded without engineering controls. Use N95 respirators as the minimum respiratory protection during open bag handling, avoid dry sweeping (use wet methods or HEPA-equipped vacuum systems), and route bulk deliveries through closed pneumatic transfer with filtration on the receiver vent. Consult SDS Section 8 for the full PPE matrix; silica surface treatment chemistry — HMDS residuals, silane coupling agents — adds inhalation and skin-contact considerations beyond the base silica dust hazard.
Total Cost of Use Analysis: Why the Cheapest Grade per Kilogram Is Rarely the Lowest-Cost Choice
Purchasing fumed silica on unit price alone is one of the most reliably expensive decisions a procurement manager can make. The logic feels sound — same white powder, lower invoice, better quarter. But the actual cost of fumed silica to a finished product is a function of at least four variables: unit price, loading level required to hit specification, energy and labor consumed during dispersion, and the reject and rework rate driven by lot-to-lot inconsistency. Optimize only the first variable and you almost always worsen the other three.
The Total Cost of Use Model
A straightforward TCOU calculation structures the decision correctly:
TCOU per liter of finished product = (silica unit price × loading level) + dispersion energy cost + (reject rate × batch failure cost)
Each term has real weight. Skipping any one of them is how a purchasing department thinks it saved money while the production floor absorbs costs that never show up on the silica line item.
Consider a realistic scenario: a low-viscosity epoxy adhesive system with a target sag resistance that requires a hydrophobic fumed silica. A grade priced 15% lower per kilogram — sourced without tightly controlled BET surface area or carbon content — requires a 30% higher loading to achieve the same rheology because its thickening efficiency is lower and variable. At a system cost of roughly EUR 12 per liter of finished adhesive, that loading difference alone adds EUR 0.10–0.14 per liter net cost, wiping out the unit price saving and then some. Across a production run of 50,000 liters per month, that gap compounds quickly.
Loading Efficiency: Where the Real Savings Live
Loading efficiency is the most direct lever. A well-characterized 200 m²/g hydrophobic grade with consistent carbon content (±0.3 wt% lot-to-lot) routinely achieves target viscosity in a solvent-borne coating or adhesive at 2.5 wt% loading. A nominally equivalent grade with BET variance of ±25 m²/g and inconsistent surface treatment may demand 3.2–3.5 wt% to reach the same Brookfield reading — and even then, the batch-to-batch viscosity spread forces formulators to add a buffer margin on top. At EUR 8/kg silica in that EUR 12/L system, the difference between 2.5 and 3.5 wt% loading is approximately EUR 0.08 per liter. Small per unit, significant at volume.
A well-controlled 200 m²/g hydrophobic fumed silica grade can achieve equivalent sag resistance at 28–30% lower loading compared to an off-spec or variable-quality grade of nominally the same surface area.True
BET surface area and surface treatment consistency directly govern thickening efficiency. Tighter BET tolerance (±10 m²/g) and consistent carbon content ensure reproducible silanol density and aggregate structure, which are the primary drivers of thixotropic network formation in polymer systems.
Reject and Rework: The Cost No One Budgets For
Batch failure is where the cost asymmetry becomes severe. A single out-of-spec batch in a pharmaceutical dry-blend application — caused by inconsistent surface treatment on a hydrophobic grade — triggers not just a material write-off but also API waste, QA investigation hours, regulatory documentation, and potential line shutdown. The silica in that batch might represent EUR 200–400 in raw material. The total batch failure cost runs EUR 2,000–8,000 or more depending on the API value and documentation burden. That is a 5–10× cost multiplier sitting entirely in the quality risk line, invisible at the time of purchase order.
Even outside regulated industries, a single adhesive batch rejection in an automotive assembly context carries rework labor, line delay, and potential customer penalty clauses that dwarf any per-kilogram price difference.
Dispersion Energy and Labor
Poorly treated or loosely specified fumed silica often requires extended high-shear mixing to achieve adequate dispersion — 50–70 minutes in a high-speed disperser versus 15–25 minutes for a specification-matched grade. At a mixer draw of 15–30 kW and an operator labor cost of EUR 25–40 per hour, the extra mixing time per batch adds EUR 8–20 in direct cost. Multiply that across daily production cycles and it is a real budget line. A simple template: (extra mixing minutes ÷ 60) × (mixer kW × energy rate EUR/kWh + operator rate EUR/h) = dispersion cost delta per batch.
Consistent Quality as a Cost Control Tool
Tight lot-to-lot specification — BET surface area held to ±10 m²/g, carbon content to ±0.3 wt% for hydrophobic grades — is not a quality-brochure claim. It is a formulation stability tool. When every incoming lot performs identically, you stop reformulating, stop adjusting mixing protocols mid-run, and stop carrying buffer stock to absorb variability. Volume pricing structures that step down from 1 MT trial quantities to multi-container contract pricing make it practical to consolidate onto a qualified grade without absorbing a cost premium for doing so. Technical application support during qualification — the kind that shortens a 3-month trial-and-error loop to 3–4 weeks — has a measurable dollar value that belongs in any honest TCOU comparison.
The unit price on the quotation is the starting point of the cost analysis, not the conclusion.
Frequently Asked Questions About Fumed Silica Selection
These questions come up repeatedly from formulators running their first trials, procurement managers switching suppliers, and plant engineers troubleshooting batches that performed differently than expected. The answers below are grounded in actual formulation and sourcing practice.
What is the difference between fumed silica and precipitated silica, and when should I choose each?
The manufacturing route determines everything about how these two products behave. Fumed silica is produced by flame hydrolysis of silicon tetrachloride — a pyrogenic process that yields an extremely pure, low-density product with bulk density in the range of 15–50 g/L depending on grade. Its surface is covered with reactive isolated and geminal silanols that create strong hydrogen-bonded networks at low loadings, which is exactly what makes it so effective as a thixotrope and reinforcing filler in silicone rubber, structural adhesives, and electronics encapsulants.
Precipitated silica is made by wet-chemistry precipitation from sodium silicate, giving bulk densities of 100–300 g/L and a much more cost-competitive price point. It works well in tire rubber (particularly for the “green tire” low-rolling-resistance tread segment) and in detergents and toothpaste where volume cost matters and the slight purity differences are acceptable.
The decision rule is straightforward: if your system demands low-loading thixotropy, electrical cleanliness, or high-purity chemistry, fumed silica earns its premium. If you are filling a commodity rubber or detergent formulation where cost per kilogram is the dominant driver and you can tolerate higher filler loading for the same effect, precipitated silica is the rational choice.
Can I use hydrophilic fumed silica in a polyurethane sealant?
Do not. The residual silanols on an untreated hydrophilic grade will react directly with isocyanate (NCO) groups in your prepolymer, consuming reactive NCO before it reaches the curing site. The practical consequences are premature gelation in the mixing line or cartridge, CO₂ foaming from adsorbed moisture reacting with isocyanate, and finished parts with measurably lower tensile strength and elongation. Even at 2 wt% loading, the moisture pickup of a hydrophilic grade (typically up to 1.5 wt% moisture) is enough to cause visible foaming in a moisture-sensitive PU formulation.
Hydrophilic fumed silica reacts with isocyanate groups in polyurethane systems, reducing available NCO and causing premature gelation.True
Silanol groups (Si-OH) on untreated fumed silica are nucleophilic and react with isocyanates to form urethane linkages or carbamates, reducing the stoichiometric NCO available for curing. This is well-documented in PU formulation literature and is the primary reason hydrophobic grades treated with HMDS or silane coupling agents are standard in PU sealant applications.
Specify a hydrophobic grade — HMDS- or silane-treated, with moisture pickup below 0.5 wt% — and confirm carbon content on the CoA before each lot enters production.
How do I convert from Aerosil or CAB-O-SIL grades to equivalents from other suppliers?
Surface area is the starting point, not the finish line. Match BET surface area within ±15 m²/g, carbon content for hydrophobic grades within ±0.5 wt%, and DBP absorption number within ±20 mL/100g. Those three parameters together get you close. What they do not capture is aggregate morphology — the chain length and branching of the primary particle clusters — which shifts your Sisko or Casson viscosity curve even when the headline numbers match.
Before committing to a full supply switch, run a side-by-side rheology comparison in your actual matrix: measure low-shear viscosity, structural recovery time, and thixotropic index at your process temperature. One production trial on a qualified batch should follow before retiring the reference grade.
What loading level should I start with when formulating for the first time?
For thixotropy in a liquid adhesive or coating, begin at 1.5–2.5 wt% using a hydrophobic 200 m²/g grade. For silicone rubber reinforcement, 20 phr against a 200 m²/g hydrophobic grade is a conventional starting point. In both cases, pre-disperse the fumed silica into the liquid phase under low shear before introducing other components. Adding it after fillers or curing agents are already present creates agglomerates that high-shear mixing cannot fully break, and your viscosity and mechanical data will be inconsistent from batch to batch.

What shelf life and storage conditions should I specify in my purchase contract?
Require a minimum 24-month shelf life from date of manufacture. Storage conditions should be specified as sealed original packaging, below 35°C, relative humidity below 60%, and away from acidic or alkaline vapor sources. For hydrophilic grades specifically, warehouse humidity exposure elevates moisture content and shifts pH — both of which affect performance in moisture-sensitive systems. Write a CoA requirement for moisture content below 1.0 wt% at time of delivery, not only at time of manufacture.
Is fumed silica safe to handle in industrial settings?
Yes, with routine industrial hygiene. Fumed silica is amorphous SiO₂ and is not classified as a carcinogen — a critical distinction from crystalline quartz. The OSHA PEL for nuisance dust (10 mg/m³) applies. Use N95 respiratory protection or better during bag opening and transfer operations, suppress airborne dust with enclosed handling or local exhaust ventilation, and follow the SDS. The material is non-flammable and chemically stable under normal storage and handling conditions.
How do I qualify a new supplier without disrupting current production?
Run a parallel qualification on a 25–50 kg sample before touching your main line. Perform full incoming QC: BET surface area, carbon content (hydrophobic grades), chloride ion content, moisture, and pH. Prepare a small-scale batch using your standard formulation procedure and compare viscosity profile, structural thixotropic index, and relevant mechanical properties against your qualified reference lot. If the small-scale data matches within your established specification limits, move to one full production trial. Only then retire the previous grade. This sequence takes longer than simply swapping in a cheaper bag, but it costs far less than a rejected production run or a customer complaint on a specification-controlled part.














