
Specifying the wrong silicone type doesn’t just cause processing headaches — it drives real cost. A part designed around high-consistency rubber (HCR) that gets pushed through an injection molding cell because “silicone is silicone” will tie up a press for 3–10 minutes per cycle, generate flash that needs hand-trimming, and often still fail dimensional tolerances. Across a production run of any meaningful volume, that compounds into scrapped shifts, late shipments, and procurement teams scrambling to explain cost overruns nobody budgeted for.
Liquid silicone rubber (LSR) and high-consistency silicone rubber (HCR) are both silicone elastomers, but they process and perform differently enough to be treated as distinct material families. LSR cures in 30–90 seconds at 150°C via injection molding; HCR requires 3–10 minutes at 170°C under compression. The right choice depends on part geometry, production volume, tolerance requirements, and end-use conditions — not on which sounds more advanced.
What makes this comparison genuinely difficult is that neither material wins across every axis. LSR’s low viscosity — ranging from 1,000 to 300,000 mPa·s depending on grade and filler loading — enables tight-tolerance, high-volume automation that HCR physically cannot match. But HCR’s Mooney viscosity of 20–80 MU lets it hold profiles, wrap substrates, and handle open-mill compounding in ways LSR cannot. The decision cascades from material selection all the way through tooling design, capital equipment, operator skill requirements, and ultimately your total cost per part.
Chemistry and Cure Mechanism: Why Platinum Addition Cure Differs from Peroxide and Condensation Systems
The processing differences between LSR and conventional silicone forms are not arbitrary — they flow directly from the cure chemistry at the molecular level. Understanding what actually happens during crosslinking explains why LSR can fill a 0.3 mm wall in an injection tool while a peroxide-cured HCR compound cannot, and why a condensation RTV will never be a drop-in replacement for a medical-grade molded part.
Addition Cure: The LSR Mechanism
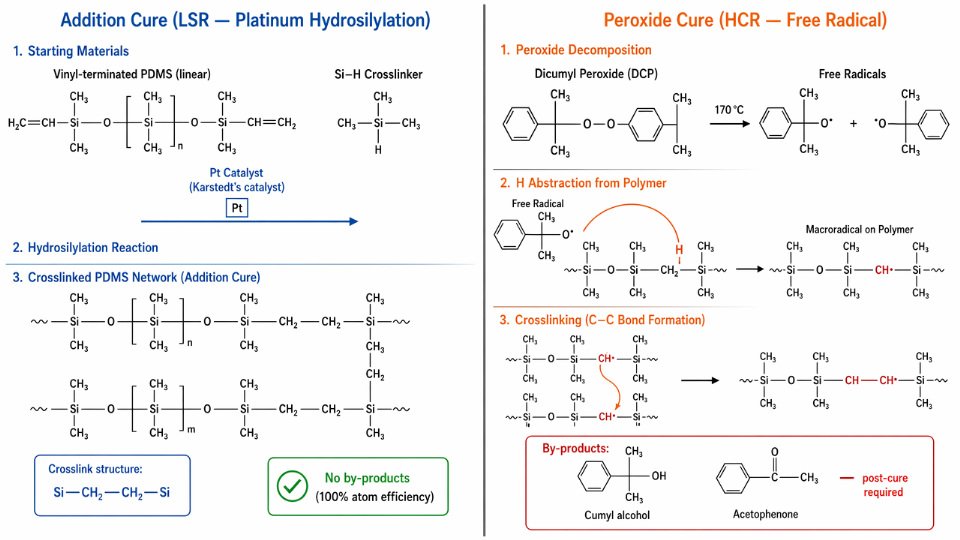
LSR cures through a platinum-catalyzed hydrosilylation reaction. A vinyl-functional polydimethylsiloxane (PDMS) base polymer — carrying pendant or terminal vinyl groups along the siloxane backbone — reacts with a Si–H functional crosslinker (a polyhydrosiloxane) in the presence of a platinum complex catalyst, typically a Karstedt or Speier catalyst at loadings in the low parts-per-million range. The Si–H bond adds directly across the vinyl double bond, forming a new Si–C–C–Si linkage with no small molecules released as by-products.
That zero-by-product characteristic is not a footnote. It means the mold cavity is not generating volatiles that need to escape, which is what makes void-free optical parts, thin-wall geometries, and direct overmolding onto electronics or thermoplastic substrates achievable. There is no outgassing pressure to distort a 0.1 mm silicone membrane or delaminate a silicone-to-polycarbonate bond line.
Peroxide Cure: How HCR Crosslinks and What It Leaves Behind
High-consistency rubber (HCR) compounds are most commonly crosslinked with organic peroxides — dicumyl peroxide, DCBP, or 2,4-dichlorobenzoyl peroxide being the practical workhorses. At elevated temperature (typically 160–180°C in compression or transfer molding), the peroxide decomposes thermally, generating free radicals. Those radicals abstract hydrogen atoms from the polymer backbone, leaving carbon-centered radicals that then couple to form C–C crosslinks.
The decomposition generates volatile by-products: cumyl alcohol and acetophenone from dicumyl peroxide, chlorinated benzoic acid derivatives from DCBP systems. These residues do not simply evaporate during cure at press temperature. Post-cure in a circulating-air oven — typically 2–4 hours at 180–200°C, depending on part cross-section and peroxide type — is required to drive them out and reach a stable compression set. Skip post-cure and the part may pass initial hardness testing but exhibit higher compression set in service, off-gassing inside a sealed assembly, or odor complaints in food-contact applications.
Condensation Cure: Moisture Dependency and Leaving-Group Chemistry
RTV-1 (one-part) and many RTV-2 (two-part) room-temperature-vulcanizing systems cure through condensation reactions triggered by atmospheric moisture. The crosslinker hydrolyzes, releasing a small-molecule leaving group whose identity depends on the formulation: acetic acid (acetoxy systems, identifiable by vinegar odor), methanol or ethanol (alkoxy systems), ketoxime (oximino systems), or amine. Each leaving group type creates a different compatibility and adhesion profile.
The practical ceiling here is deep-section cure. Moisture diffuses inward from the exposed surface, so sections beyond roughly 6–10 mm cure slowly and incompletely unless the formulation specifically accommodates it. Acetoxy systems are also corrosive to copper, brass, and certain electronic substrates — a point that catches procurement teams off-guard when they source a sealant without checking the leaving-group chemistry.
Catalyst Inhibition: The Operational Risk Unique to Addition Cure
Because platinum-catalyzed systems are extraordinarily sensitive to certain contaminants, inhibition is the most common processing failure in LSR production. Sulfur, nitrogen, phosphorus, tin compounds, and specific plasticizers (particularly those used in PVC tooling or packaging) can coordinate to the platinum catalyst and either severely retard cure or prevent it entirely. The part demolds soft, sticky, and uncrosslinked — often with no obvious visual warning at the mixing stage.
Practical consequences extend into mold release selection (silicone-free, sulfur-free releases are mandatory), pigment qualification (some organic pigments contain sulfur-bearing dyes), and substrate material audits when overmolding. A single contaminated lot of mold release agent on a multi-cavity LSR tool can write off an entire production shift.
Platinum-catalyzed addition cure leaves no peroxide decomposition residues in the cured silicone.True
Hydrosilylation is an addition reaction with no by-product molecules generated; peroxide-cured systems produce cumyl alcohol, acetophenone, or chlorinated derivatives that require post-cure removal.
Regulatory Consequence of Cure Chemistry
This is where the chemistry translates directly into supply-chain decisions. Addition-cure LSR, having no peroxide residues and no condensation by-products in the cured matrix, presents a cleaner extractables and leachables profile from the start. That makes demonstrating compliance with USP Class VI, ISO 10993 biocompatibility testing, and FDA 21 CFR §177.2600 (rubber articles intended for repeated use) substantially more straightforward compared to peroxide-cured HCR. It does not mean peroxide-cured silicone cannot meet those standards — many validated medical HCR grades do — but each residual compound must be characterized and justified, adding time and analytical cost to the compliance pathway.
Processing Routes Compared: Injection Molding, Compression Molding, Extrusion, and Dispensing
The material you specify determines the process you can run — and that constraint cuts hard when you’re designing a production cell for 50,000 parts per month versus 500. LSR and HCR are not interchangeable substitutes with the same shop-floor footprint. Each material has a natural home in certain processes and is genuinely unsuitable for others.
Liquid Injection Molding (LIM) for LSR
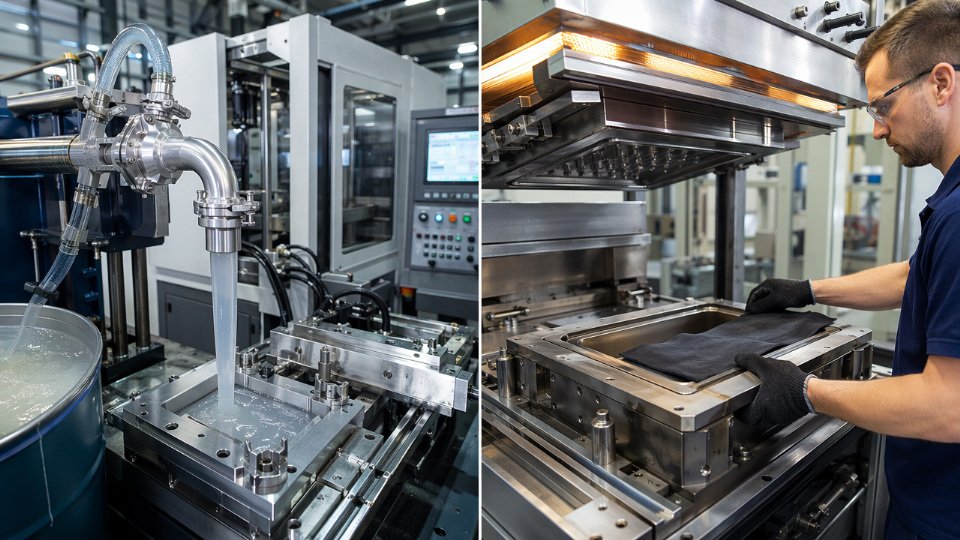
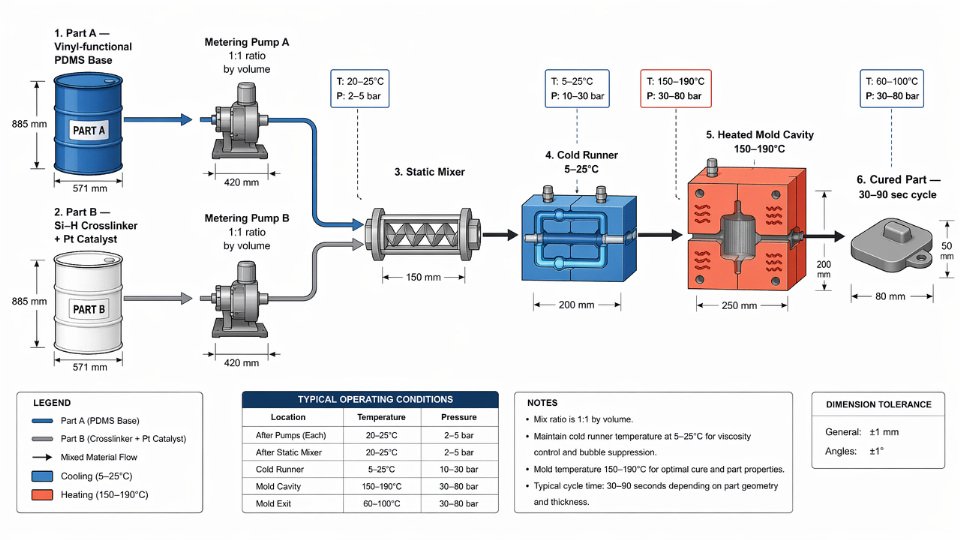
LIM starts with two separate drums — Part A (base polymer with vinyl groups) and Part B (crosslinker plus platinum catalyst) — fed by a metering pump system at a fixed 1:1 ratio by volume. Even a 2–3% ratio deviation can compromise crosslink density and produce soft spots detectable only in post-cure mechanical testing. The two streams pass through a static mixing element, then into a cold runner kept typically at 5–25°C to prevent premature cure before the gate. The mold itself is heated to 150–190°C; the moment the material enters the cavity, cure begins and completes in 30–90 seconds depending on part wall thickness, mold temperature uniformity, and compound formulation. Thin-wall medical components at 0.5 mm cure near the low end; thick gaskets at 6 mm need the full range.
Because LSR viscosity sits between 1,000 and 300,000 mPa·s — far below the Mooney 20–80 range of HCR — it fills intricate geometry under low injection pressure. Flash is minimal when tooling is properly maintained, and many parts exit the press at net shape or requiring only a simple deburr. That translates directly to labor savings and scrap reduction.
HCR Compression and Transfer Molding
HCR compound arrives as pre-milled sheets or pre-formed slugs. An operator cuts and weighs a slug, places it in the open mold cavity, and the press closes at 160–180°C for 3–10 minutes. The wide cure window accounts for part volume and HCR grade — faster-curing peroxide systems trim time but demand tighter temperature control to avoid porosity. After demolding, flash trimming is unavoidable; for complex parting lines, that can add 30–90 seconds of labor per part and generates material waste of 2–8% of shot weight depending on mold design quality.
Where HCR genuinely wins: tooling cost. A compression mold for a simple O-ring profile or a thick vibration isolator mount runs at a fraction of a precision LIM tool. For prototype runs, low-volume specialty seals, or very large cross-sections where LIM injection pressure and cold-runner length become engineering challenges, HCR compression remains the rational choice.
HCR Extrusion
Continuous profiles, tubing for peristaltic pumps, and wire and cable insulation are dominated by HCR extrusion. Output rates of 5–30 m/min are achievable depending on profile complexity, extruder screw design, and compound viscosity. The extrudate passes through a hot-air vulcanization (HAV) tunnel or steam autoclave for cure. LSR simply cannot run this route in conventional extrusion equipment — its liquid state means it offers no melt strength at the die exit and would pool rather than form a self-supporting profile. Any engineer specifying LSR for a continuous tubing application has chosen the wrong material family.
LSR can be processed on standard rubber extrusion equipmentFalse
LSR's liquid state (1,000–300,000 mPa·s) provides no die-exit melt strength. Continuous profile production requires HCR compounds with sufficient green strength to survive the vulcanization tunnel unsupported.
RTV Dispensing and Potting
Single-part RTV systems moisture-cure at room temperature over 24–72 hours — practical for field repairs, gasketing low-volume assemblies, or potting small electronic modules where throughput pressure is low. Two-part RTV systems accelerate cure with mild heat (50–80°C) and suit automated dispensing robots applying formed-in-place gaskets on assembly lines. Two-part LSR can also be dispensed in low-viscosity formulations, but fast cure requires heated tooling or a post-dispense oven; without that, you are waiting on a slow ambient cure that defeats the LSR cost premium.
Multi-Shot and Overmolding
This is territory where LSR has a capability HCR cannot match in a single automated cycle. LSR bonds directly to certain thermoplastics — polyamide (PA66), polycarbonate, and PBT are the most consistent performers — during two-shot molding without adhesion primer when the thermoplastic surface is clean and the mold temperature profile is properly tuned. The thermoplastic shot is molded first, the part indexes to a second cavity, and LSR is injected over it. The result is a hermetic bond with no post-assembly adhesive step. Attempting this with HCR requires manual placement, press-bonding, and often secondary vulcanization — three operations versus one automated cycle.
Automation and Labor Economics
LIM cells accept closed-loop ratio monitoring, shot-weight sensors, and vision-guided demold robots with relative ease because the process is deterministic and the material state is consistent shot to shot. At equivalent annual volumes — typically above 20,000–50,000 parts per year depending on part value — the direct labor cost per part in LIM runs 40–70% lower than in HCR compression molding. That range widens with part complexity and narrows with very simple geometries where an HCR press needs minimal operator attention. The breakeven volume is sensitive to tooling amortization period; an operation running a three-year tool life on precision LIM tooling needs realistic volume commitments before the labor savings justify the capital.
| Process | Best Material | Volume Sweet Spot | Key Advantage | Key Limitation |
|---|---|---|---|---|
| Liquid injection molding | LSR | High (>20,000–50,000/yr) | Speed, precision, low flash | High tooling cost |
| Compression/transfer molding | HCR | Low–medium (<20,000/yr) | Low tooling cost, large sections | Labor, flash trimming |
| Extrusion | HCR | Continuous production | Profiles, tubing, insulation | LSR not processable |
| RTV dispensing/potting | RTV (1K or 2K) | Low–medium batch | Minimal equipment | Slow ambient cure |
| Multi-shot overmolding | LSR | Medium–high | Thermoplastic bonding in-cycle | Primer-free only on select substrates |
Mechanical and Thermal Performance Data: Where LSR Leads, Matches, or Trails HCR
Raw numbers only tell part of the story. What matters operationally is how these properties hold across production lots, how they respond to post-cure conditions, and whether a given application is actually pushing the material to its limits — or running comfortably within range. The comparison below works through each critical property with that framing.
Tensile Strength and Elongation
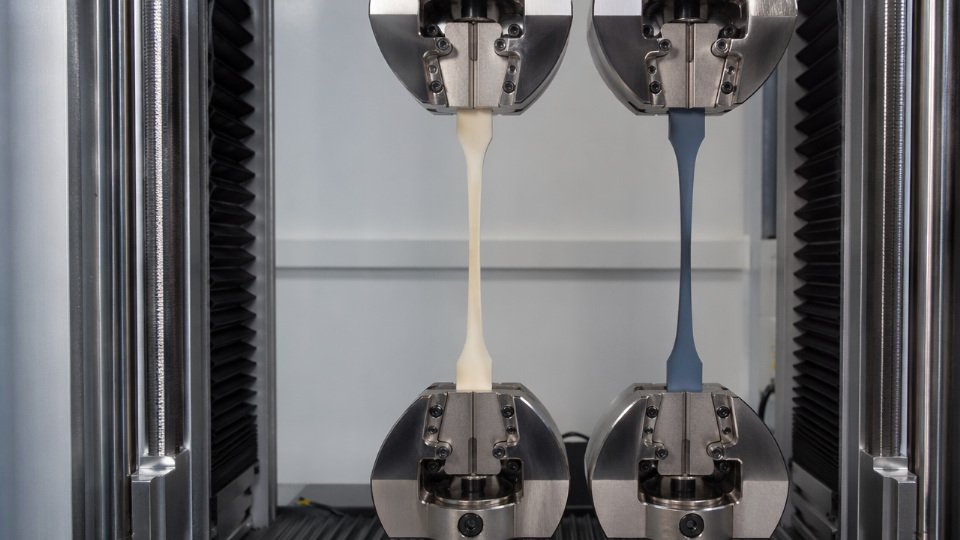
LSR tensile strength typically falls in the 6–12 MPa range; general-purpose HCR sits slightly higher at 7–14 MPa. Specialty HCR formulations with high-structure fumed silica loading can push past that upper bound, so on peak tensile alone, HCR holds a narrow edge in demanding structural applications. That said, the gap is rarely the deciding factor in component design — most silicone parts fail by tear or compression set long before they approach tensile limits.
Where LSR pulls ahead is lot-to-lot consistency. Platinum-catalyzed addition cure is far less sensitive to mixing ratio drift than peroxide systems, and two-part LSR delivered as a pre-measured, factory-blended system shows tighter property bands across production runs. For a medical device manufacturer running validation batches, that consistency has real regulatory value.
Elongation at break: LSR typically 200–700%, HCR 300–800%. Both figures depend heavily on filler loading and durometer target. A Shore A 70 HCR compound optimized for dynamic sealing will land near the lower end of that elongation range; a soft LSR overmold for a wearable sensor will sit near the upper end.
Hardness Range and Ultra-Soft Grades
LSR catalog grades run Shore A 5–80. HCR covers Shore A 20–90. That 5–20 Shore A territory is where LSR has a practical monopoly. Achieving consistent ultra-soft durometer in HCR compression molding is difficult — compound stiffness makes thin-wall flash control problematic, and batch-to-batch hardness scatter widens. For infant nipples, continuous glucose monitor patches, and hearing aid domes, ultra-soft LSR is the default choice precisely because the processing route actually supports the target durometer.
Compression Set: The Sealing Performance Gap
This is where process discipline separates acceptable parts from field failures. LSR post-cured at 200°C for 4 hours routinely achieves compression set below 10% when tested per ASTM D395 Method B at 175°C for 22 hours. Peroxide-cured HCR without post-cure often measures 20–40% compression set under the same test conditions — a range that will cause static seal leakage over time in elevated-temperature service.
Post-cure is optional for HCR compression set performanceFalse
Skipping post-cure on peroxide-cured HCR leaves residual byproducts in the matrix and significantly degrades compression set, often pushing values to 30–40% — directly compromising sealing performance in thermal cycling applications.
The operational warning is straightforward: specifying HCR for a high-temperature static seal and skipping post-cure to save oven time is a documented failure mode. The cost of that decision shows up in warranty returns, not on the production floor.
Thermal Stability
Both material families perform reliably from −60°C to +200°C continuous service. Specialty grades of each reach +230°C. Phenyl-modified silicone — available in both LSR and HCR forms — extends low-temperature flexibility to approximately −100°C, relevant for aerospace seals and cryogenic instrument gaskets. Neither form has a meaningful advantage here; the specific formulation chemistry matters far more than whether it processes as liquid or solid.
Tear Strength
HCR compounds reinforced with precipitated silica reach 40–60 kN/m tear strength. Standard LSR grades land in the 15–35 kN/m range. For thin-wall parts with sharp internal corners — think catheter valves or overmolded connectors with 0.3 mm wall sections — that tear strength gap is real and worth addressing at the specification stage. Reinforced LSR grades narrow the gap to some extent, but if tear resistance is the primary design load, HCR deserves serious consideration regardless of processing preference.
Optical Clarity
LSR achieves visible-light transmittance above 90% without optical additives, and that transmittance is stable after prolonged heat aging. HCR clarity is technically achievable but depends heavily on peroxide selection — some peroxide systems leave chromophoric residues that cause yellowing after thermal exposure above 150°C. For LED lenses, light-pipe overmolds, and medical visualization components, LSR is the lower-risk choice, and the transmittance advantage is measurable rather than cosmetic.
Regulatory Compliance and Biocompatibility: Navigating Medical, Food, and Electrical Certifications
Compliance is where the LSR-versus-HCR decision stops being theoretical and starts costing real money. A failed extractables study, a delayed FDA submission, or a UL recertification triggered by a material substitution can set a product launch back by six to twelve months. Understanding which silicone form is inherently better positioned for each regulatory pathway — and why — lets engineers and procurement managers front-load that risk assessment rather than discover it during design validation.
Medical Devices: Why Cure Chemistry Drives Biocompatibility Testing Load
The critical difference is residual chemistry. Peroxide-cured HCR leaves decomposition by-products — primarily benzoic acid and acetophenone when dicumyl peroxide is used — that must be driven out through a post-cure cycle, typically 2–4 hours at 200°C, and then confirmed absent through exhaustive extraction and cytotoxicity testing under ISO 10993-5 and ISO 10993-10. Skip or shorten that post-cure and you carry a real risk of sensitization failure. The test burden is not cosmetic; it reflects a genuine chemical hazard that has to be managed.
Platinum-addition LSR carries no equivalent residue. The platinum catalyst is consumed in the crosslinking reaction; cure by-products are negligible. In practice, this means LSR parts molded from a reputable, well-characterized compound typically pass ISO 10993-5 cytotoxicity testing without extraction protocols that are otherwise mandatory for HCR. That is not a marketing shortcut — it reflects the actual chemistry.
LSR parts from platinum-addition cure systems generally carry a lower inherent extractables burden than peroxide-cured HCR, reducing the testing scope required for ISO 10993-5 compliance.True
Platinum-addition cure leaves no acidic or aromatic by-products. Peroxide cure generates measurable benzoic acid and acetophenone unless rigorously post-cured and validated by extraction studies, which is why ISO 10993 testing protocols for HCR require additional extraction steps not typically needed for LSR.
For EU MDR 2017/745 submissions and USP Class VI testing, established LSR manufacturers maintain pre-existing biocompatibility data packages covering multiple lot numbers. That existing data can shorten a regulatory submission timeline by roughly 3–9 months, depending on device classification and the notified body’s workload. Custom HCR compounds rarely come with equivalent documentation; the formulation is typically proprietary to the compounder, and lot-to-lot consistency obligations fall on the device manufacturer.
FDA Food Contact and Infant-Safety Standards
Both LSR and HCR can achieve FDA 21 CFR 177.2600 compliance for rubber articles intended for repeated use in food contact. The practical difference is the length of the extractables list. HCR compounds often incorporate processing aids, internal lubricants, or filler treatments that must each be evaluated and justified. LSR formulations, by comparison, are typically two-part systems with fewer intentionally added substances, which reduces the number of compounds that analytical chemists need to quantify and defend.
For infant and skin-contact applications — baby bottle nipples, pacifiers, wearable biosensor patches — the multi-standard compliance picture strongly favors LSR. A single well-characterized LSR compound can simultaneously satisfy LFGB (Germany), GB 4806.11 (China), and EN 1400 (Europe). Attempting that with HCR usually requires grade-specific reformulation for each regional standard, multiplying qualification costs and supply chain complexity.

Electrical, Flammability, and REACH Obligations
Both silicone forms reach UL 94 V-0 with halogen-free flame-retardant additive packages. For wire and cable overmolding in EV battery enclosures — an application where thermal runaway resistance and long-term flexibility below −40°C both matter — LSR grades certified under UL 746A are commercially available and already used in production programs. The injection-molded process also gives tighter wall-thickness control than extruded HCR jacket, which matters when insulation geometry directly affects the UL spacing certification.
On REACH and RoHS, both forms are inherently free of heavy metals and restricted substances when manufactured without legacy heat stabilizers. SiliconChemicals provides full SVHC declarations and REACH Annex XVII compliance documentation as standard supply-chain deliverables — not as a request-only service — which directly reduces the documentation burden on procurement teams managing multi-tier compliance audits.
Total Cost of Ownership: Raw Material Price, Tooling, Cycle Time, and Scrap Rate Across Volume Tiers
Raw material price is where most procurement comparisons start — and, unfortunately, where many of them stop. General-purpose HCR compounds run USD 4–8/kg depending on durometer, filler loading, and supplier tier. Standard LIM-grade LSR sits at USD 8–18/kg, making it 1.5–2.5× more expensive at the drum. That gap looks decisive on a spreadsheet. It rarely is in practice.
Why Per-Kilogram Price Is the Wrong Primary Metric
LSR injection molding produces near-net-shape parts with minimal flash and no manual trimming. HCR compression molding almost always generates a flash band that someone — or some automated trimming system — has to remove. Factor in a realistic 15–25% material overpack on a compression tool versus 2–5% on a cold-runner LIM tool, and the effective material cost per finished part narrows considerably. For a 10-gram part, the difference in material cost per piece between the two technologies is often USD 0.05–0.15 — a figure that gets swamped quickly by labor and scrap.

Tooling Investment and the Volume Threshold
A two-cavity HCR compression mold in hardened tool steel runs USD 3,000–8,000 for a straightforward geometry. An equivalent two-cavity LIM mold with a cold runner manifold and vacuum venting typically costs USD 15,000–40,000 — sometimes more for tight-tolerance medical or multi-shot configurations. That USD 12,000–32,000 delta is real capital expenditure, and it demands volume justification.
For most part geometries in the 5–50 gram range, LSR tooling amortization becomes competitive above roughly 50,000 parts per year over a three-year tool life. Below that threshold, the compression mold wins on capital cost even accounting for its operational disadvantages. Above 150,000–200,000 annual parts, the LIM economics typically dominate unless the part is so simple that compression flash is trivial to manage.
LSR tooling always costs more than HCR toolingTrue
Cold runner manifolds, precision gate inserts, and vacuum venting systems add genuine engineering cost to LIM molds. However, the higher tooling cost is offset by lower per-part labor, scrap, and post-processing costs at sufficient production volumes.
Cycle Time, Labor Intensity, and What That Means at Scale
At 200,000 parts per year, the labor picture diverges sharply. An LSR LIM cell running a 45-second cycle with automated demolding and vision inspection requires roughly 0.5 operator-hours per 1,000 parts. A compression line running 5-minute cycles with manual loading, press operation, and deflash demands 4–8 operator-hours per 1,000 parts depending on part complexity and operator skill level. In regions where fully-loaded labor costs USD 25–40/hour, that differential translates to USD 75–280 per 1,000 parts — a number that scales brutally with volume.
In lower-labor-cost regions the gap compresses but does not disappear. Deflash is also a quality risk, not just a labor cost: inconsistent trimming introduces dimensional variation that affects assembly yield downstream.
Scrap Rate: The Silent Cost Multiplier
Well-optimized LSR LIM lines typically run 0.5–2% scrap after process stabilization. HCR compression lines, even well-maintained ones, tend to run 3–8% scrap from flash, undercure at tool edges, and dimensional variation caused by charge weight inconsistency. At 200,000 parts per year and a part material cost of USD 0.15 each, the scrap differential alone represents USD 900–1,800 per year at the low end — and multiples of that for heavier or more complex parts.
Post-Cure: The Hidden Energy and Time Cost in HCR
HCR vulcanizates almost universally require a post-cure cycle — typically 2–4 hours at 200°C — to drive off peroxide decomposition byproducts, stabilize compression set, and meet outgassing specifications. Depending on oven size, load factor, and energy cost, this adds USD 0.02–0.10 per part. That sounds small. At 500,000 parts per year it is USD 10,000–50,000 in energy and oven depreciation alone, plus the WIP holding cost of parts sitting in queue.
LSR parts cured via platinum addition cure may require no post-cure at all, depending on the application specification. Medical and food-contact applications sometimes still require it for regulatory reasons, but the duration is typically shorter and the byproduct load lower.
Break-Even Modeling: A Realistic Framework
For a 10-gram part of moderate geometric complexity, LSR total cost per part typically crosses below HCR total cost somewhere between 80,000 and 150,000 annual units. The wide range reflects real variables: labor rate at the manufacturing site, part geometry complexity (which drives both scrap and deflash labor), post-cure requirements, and whether the HCR operation uses automated trimming. No single break-even number applies across geometries and regions.
| Volume (parts/year) | Likely Lower TCO | Primary Driver |
|---|---|---|
| Under 10,000 | HCR | Tooling amortization dominates |
| 10,000–80,000 | HCR (usually) | Tooling + acceptable manual labor cost |
| 80,000–150,000 | Case-dependent | Run break-even model with actual labor rate |
| Over 150,000 | LSR (usually) | Cycle time, scrap, and labor compound |
| Over 500,000 | LSR strongly | Every per-part advantage multiplies at scale |
The right input to that model is your actual geometry, your plant’s labor rate, your regional energy cost, and your quality specification for scrap tolerance. SiliconChemicals provides a cost modeling template for project-specific analysis — contact the technical team with part weight, annual volume, and application requirements to get a structured comparison rather than a generic estimate.
Application Fit Matrix: Which Industries and Part Types Belong to LSR, HCR, or RTV
Choosing the wrong silicone form for a given application is rarely a chemistry mistake — it’s a process and geometry mistake that surfaces six months into tooling. The matrix below is meant to short-circuit that discovery cycle.

Where LSR Earns Its Place
LSR dominates wherever part geometry is complex, tolerances are tight, and volume is high enough to amortize cold-runner tooling. Medical device components — cardiac valve leaflets, peristaltic pump membranes, implantable seals — demand the platinum-cure system’s near-zero extractables and lot-to-lot consistency. A single out-of-spec compression set value on a blood-circuit valve can trigger a complete batch rejection; LSR’s closed injection process eliminates the handling contamination that plagues HCR in these environments.
Infant care is a volume story. Pacifiers and bottle nipples run in eight- to sixteen-cavity hot-runner tools at 30–90 second cycle times. The same part in HCR compression molding runs 3–10 minutes and generates flash that requires trimming labor — unacceptable at consumer product margins and a contamination risk under FDA 21 CFR criteria.
Automotive lighting represents one of LSR’s fastest-growing footholds. Headlamp gaskets and lens seals require ±0.05 mm dimensional repeatability to maintain IP67 ratings after thousands of thermal cycles. Compression-molded HCR, with typical dimensional scatter of ±0.15 mm, frequently requires secondary sorting. LSR also excels in multi-shot thermoplastic-silicone assemblies — overmolded onto polycarbonate or polyamide housings using self-adhesive LSR grades that eliminate primer steps entirely, cutting one full manufacturing operation from the line.
Wearable sensor patches and microfluidic chips are geometrically demanding in different ways. Patches need Shore A 15–30 with high elongation (400–700%) for skin conformance; microfluidic channels can be as narrow as 50 µm and require the low-viscosity end of the LSR range (1,000–30,000 mPa·s) to fill faithfully under injection pressure. High-volume consumer electronics seals — waterproofing gaskets for earbuds, smartwatches, and connectors — consolidate naturally into LSR because automated demolding, flash-free parts, and sub-minute cycles are non-negotiable at seven- to eight-figure annual volumes.
Where HCR Is the Right Tool
HCR is not a legacy technology — it’s the correct answer for a distinct set of geometries. Continuous-profile extruded seals and tubing cannot be injection-molded in any meaningful sense; HCR’s paste-like Mooney viscosity (20–80 MU) feeds a screw extruder cleanly and holds profile shape through a hot-air or salt-bath vulcanization tunnel. Large cross-section gaskets and industrial rollers require thick-section cure that benefits from the slower, more uniform heat penetration of compression molding.
Electrical insulator sheds and housings — high-voltage transmission hardware — are large, asymmetric parts where HCR’s tear strength and tracking resistance at thick sections outweigh any cycle-time advantage LSR might offer. For low-volume custom-color compounds, HCR compounding flexibility is genuinely useful: a 50 kg batch of a specific RAL color is practical in HCR and economically irrational in LSR given the metering-system clean-out burden.
HCR compression molding consistently produces tighter dimensional tolerances than LSR injection moldingFalse
The reverse is true. LSR injection molding in hardened steel cold-runner tooling typically achieves ±0.05 mm; HCR compression molding in matched-metal tools typically runs ±0.10–0.15 mm due to manual charge placement variation and flash formation.
RTV and Silicone Gel: A Non-Competing Category
RTV silicones — one- or two-part room-temperature-vulcanizing systems — occupy a fundamentally different application space. Formed-in-place gasketing (FIPG) for automotive powertrain covers, electronics potting for power modules, construction façade sealing, and thermal interface gap-fill pads all rely on RTV’s ability to cure in situ against an irregular substrate. These parts have no mold geometry to maintain. Treating RTV as a cheaper substitute for molded LSR components is a category error that leads to dimensional instability and field failures.
Two-component dispensed LSR — applied through a static mixer without a closed mold — bridges LSR chemistry and RTV processing for conformal coating and selective over-encapsulation at medium volumes. The platinum cure brings better thermal stability than most RTV systems while the open-dispense process avoids tooling investment.
Precision, Emerging Applications, and the Tolerance Question
For EV battery thermal management plates and implantable device components, the ±0.05 mm tolerance capability of LSR is not a specification luxury — it determines sealing reliability across −60°C to +230°C thermal excursions. Both LSR and HCR serve continuously to +200°C, but the dimensional argument consistently resolves in LSR’s favor for precision interfaces.
Humanoid robot soft actuators and artificial skin substrates represent the sharpest growth edge in the LSR segment. Shore A 5–15 materials with tear strength above 25 kN/m are required; standard LSR grades optimized for medical or automotive applications rarely deliver both simultaneously. This is an area where base polymer architecture — specifically, how reinforcing silica is predispersed within the polymer network — determines whether the finished compound meets actuator fatigue requirements or fails in cyclic flex testing within weeks.
| Application | Preferred Form | Key Deciding Factor |
|---|---|---|
| Medical valves, membranes | LSR | Extractables, tolerance, cycle time |
| Infant nipples, pacifiers | LSR | FDA compliance, flash-free, high volume |
| Automotive lighting seals | LSR | Dimensional repeatability, multi-shot |
| Continuous extruded profiles | HCR | Extrusion processability |
| High-voltage insulator sheds | HCR | Thick-section cure, tear strength |
| Powertrain FIPG | RTV | In-situ cure, no mold geometry |
| Electronics potting | RTV / Gel | Underfill flow, reworkability |
| Robot soft actuators | Specialty LSR | Ultra-low Shore A, high tear strength |
Sourcing Liquid Silicone and HCR from China: Supply Chain Realities, Quality Assurance, and Lead Times
China’s dominance in organosilicon chemistry is structural, not coincidental. The country accounts for roughly 50–55% of global polydimethylsiloxane (PDMS) production capacity, built on integrated methyl chlorosilane complexes concentrated in Jiangxi, Shandong, and Zhejiang provinces. Those facilities sit adjacent to chlor-alkali and methanol infrastructure, which compresses feedstock logistics costs in ways that standalone Western compounders simply cannot replicate. The practical result: Chinese-origin LSR and HCR carry a raw material cost advantage of 15–30% over equivalent European or North American grades — a range that widens when energy prices spike in Europe and narrows slightly when ocean freight rates climb. Procurement managers who dismiss Chinese silicone on reflex are leaving real margin on the table. Those who buy on price alone without auditing quality systems tend to discover why the cheapest offer was cheapest, usually during a production run.

Vertical Integration and What It Actually Means for Your Lead Times
Most silicone distributors buy base polymer from a large producer, send it to a compounder, then route it through a regional trading company before it reaches your receiving dock. Each handoff adds cost, adds lead time, and — critically — adds one more party who can give you an incomplete answer when you need to troubleshoot a viscosity shift or a cure inhibition problem.
SiliconChemicals operates from methyl chlorosilane hydrolysis through polymerization, compounding, and specialty modification under one roof. Cutting two to three intermediaries out of that chain enables custom formulation response within 10–15 business days from brief confirmation — relevant when you are qualifying a new durometer or need a self-lubricating LSR grade for a complex overmolding application. Off-the-shelf catalog grades ship within five business days from stock held in 200-kg drums or 20-kg pails, which suits both production-scale purchasing and initial process qualification samples.
Quality Systems That Hold Up Under Customer Audit
SiliconChemicals holds ISO 9001:2015 certification and IATF 16949 automotive quality management approval for LIM-grade LSRTrue
IATF 16949 requires documented process control, FMEA, and statistical process monitoring specifically relevant to injection-molded silicone parts entering automotive supply chains; holding this certification means the quality management system has been independently audited against those requirements
For buyers supplying medical device OEMs or food-contact applications, the certification stack matters at the lot level, not just the company level. USP Class VI biocompatibility testing is run through accredited third-party laboratories — SGS and Intertek, not in-house self-declarations — and each production lot ships with a certificate of analysis covering viscosity (mPa·s for LSR, Mooney units for HCR), mixed viscosity, pot life, and cure rheology data from a moving die rheometer. If your incoming inspection team asks for an MDR curve to verify cure state before committing a lot to production, that data is available by default, not on special request.
Application Engineering Support Beyond the Datasheet
For accounts above USD 50,000 per year, SiliconChemicals assigns a dedicated application engineer — someone who can interpret your mold-filling simulation data, advise on gating and runner balance for multi-cavity LSR tooling, or help diagnose a backflow problem in your cold-runner manifold. On-site process trials for strategic customers in Europe, North America, and Southeast Asia are available, which matters when you are commissioning a new LIM cell and need real-time support rather than an email thread stretching across time zones.
Logistics Reality and How to Manage Supply Risk
Sea freight from China to European ports runs approximately 25–35 days depending on routing and port congestion; China to US West Coast runs 14–18 days under normal conditions. DDP Incoterms are available for buyers who prefer a single landed cost rather than managing customs clearance internally. Those transit windows mean supply disruptions anywhere in the chain land hard if you have not planned buffer stock.
SiliconChemicals addresses this through 60-day safety stock programs for key accounts and vendor-managed inventory arrangements where the supplier monitors your consumption and triggers replenishment automatically. Raw material price movements — methanol and chloromethane index pricing drive LSR cost more than any other input — are communicated with advance notice, giving procurement managers the visibility they need to decide whether to lock forward volumes or ride spot pricing. A smaller trading company cannot offer this because it does not control the production schedule or the feedstock contracts. That difference shows up when allocation tightens.
Frequently Asked Questions About Liquid Silicone vs. Regular Silicone
Is LSR food-safe, and can it replace HCR in existing food-contact molds?
LSR qualifies well for food-contact applications under FDA 21 CFR 177.2600 and EU Regulation 10/2011, primarily because platinum addition cure leaves no peroxide decomposition residues — the main extractables concern with conventional HCR compounds. That said, food-safe status is grade-specific, not blanket. You still need a certificate of conformity tied to the actual lot.
The mold question gets asked constantly, and the honest answer is: retrofitting existing HCR compression molds for LSR injection molding is not practical. HCR compression tooling has no cold runner system, no injection gates sized for low-viscosity flow, and typically lacks the clamping force distribution that liquid injection molding requires to prevent flash at 200–300 bar injection pressure. Budget for new LIM tooling. Treating it as a drop-in swap will cost you more in rework and scrap than the tooling savings ever justified.
Can liquid silicone be 3D printed, or does it always require injection molding?
Production volumes still belong to LIM, but Direct Ink Writing using two-part LSR formulations has moved from academic labs into genuine prototyping workflows — particularly for soft robotics grippers and patient-specific medical device components. Print speeds run 5–20 mm/s depending on viscosity and layer geometry. Below roughly 50,000 mPa·s, the extruded bead loses shape retention before cure; above 150,000 mPa·s, the pumping pressure overwhelms most syringe-based systems.
Photopolymerization-based LSR printing is also emerging, though part geometry and cure depth remain limiting. For anything beyond prototype quantities, the economics collapse quickly relative to LIM.
What causes yellowing in silicone parts, and does LSR yellow less than HCR?
Platinum-cured LSR shows significantly less UV-induced yellowing than peroxide-cured HCR under standardized aging conditions.True
Yellowing in peroxide-cured HCR originates from oxidation of residual peroxide byproducts and unreacted vinyl groups exposed to UV. Platinum addition cure eliminates peroxide residues entirely; ASTM G154 UV aging comparisons consistently show lower yellowness index change in LSR versus peroxide HCR, particularly at wavelengths below 340 nm.
For optical-grade light pipe seals, backlit button membranes, or any aesthetic exterior part, specify platinum-cured LSR and request ASTM G154 aging data from your supplier at the wavelength relevant to your application. Post-curing HCR at 200°C for four hours reduces — but does not eliminate — the yellowing risk.
How do I specify the correct LSR grade viscosity for my injection molding machine?
Most standard LIM machines are set up for the 50,000–200,000 mPa·s range. That covers the majority of general-purpose LSR grades without hardware modification. Problems appear at the extremes. Ultra-soft grades below 20,000 mPa·s — common in medical wearables and haptic interfaces — require cooled barrel sections (typically 5–15°C barrel temperature) and modified check valves to prevent the material advancing thermally before it reaches the mold cavity. Run standard check valves with low-viscosity LSR and you will see short shots, inconsistent durometer, and premature cure fouling the barrel. Consult SiliconChemicals’ LIM processing guide for machine-specific recommendations before ordering sample material.

Is self-adhesive LSR worth the price premium over primer?
Self-adhesive LSR typically runs 20–35% more per kilogram than standard LSR — the range depends on substrate chemistry (nylon, PC, and ABS each require different adhesion packages). Below roughly 100,000 parts per year, primer application is usually cheaper when you account only for raw material cost. Above that threshold, the calculation flips. Eliminating primer spray equipment, ventilation requirements, primer inventory turnover, and flash-off dwell time typically reduces total in-mold process cost by 8–15% in two-shot overmolding. The operational risk with primer — inconsistent application causing peel failures at the bond line — also disappears.
What is the minimum order quantity for custom LSR from SiliconChemicals?
Standard catalog grades ship from 20 kg (one pail), which serves prototype and low-volume runs without tying up capital. Custom color masterbatch or additive-modified grades require a 200 kg minimum to justify dispersion validation. Specialty grades with full lot documentation — third-party biocompatibility testing, automotive PPAP packages, or lot-retained samples — require 500 kg minimum because the testing amortization cost per kilogram becomes unreasonable below that volume. If you are qualifying a medical-grade material for the first time, plan that testing timeline into your NPI schedule; it typically runs 8–16 weeks depending on the ISO 10993 test matrix selected.
How does LSR compare to thermoplastic elastomers in high-volume molding?
TPEs win on cycle time — 10–20 seconds versus 30–90 seconds for LSR at 150°C — and on tooling cost, since standard injection tooling without a cold runner system suffices. For ambient-temperature consumer goods with simple geometry, TPE is a legitimate lower-cost choice.
The comparison stops being competitive the moment service conditions get demanding. TPEs cannot reliably hold compression set below 10% — a requirement common in dynamic sealing applications. Continuous service above 130°C degrades most TPE grades rapidly, while LSR operates to +230°C without meaningful property loss. And no TPE carries the biocompatibility and extractables profile that medical implant and drug-delivery applications require. For automotive under-hood seals, infant care components, and implantable medical parts, LSR is not a preference — it is the only viable elastomer class.














