
Specifying the wrong elastomer for a sealing or overmolding application is a costly mistake that rarely announces itself until production is already running. A part that feels too stiff in a medical device assembly gets rejected at QC. A gasket that feels tacky and drags during installation slows line throughput. Those tactile mismatches trace back to a material selection decision made weeks or months earlier — usually by someone who assumed “silicone” and “rubber” were close enough to be interchangeable.
Liquid silicone rubber (LSR) feels similar to conventional rubber but is not identical. LSR typically covers a Shore A hardness range of 5–80, versus 30–90 for natural rubber, giving it a softer lower bound that most rubbers cannot match. Its surface has a characteristic smooth, low-friction quality that distinguishes it from the slightly tackier feel of natural or EPDM rubber compounds.
That difference in hand-feel is not cosmetic. It reflects fundamental differences in polymer architecture, crosslink density, and surface energy — factors that directly determine how a finished part performs under compression, in contact with skin, or across the -60 °C to +200 °C continuous service range that no natural rubber compound can cover. Understanding exactly where LSR diverges from conventional rubber, and where it genuinely overlaps, is what separates a confident material specification from an expensive revision cycle.
What Liquid Silicone Actually Is: Chemistry Behind the Feel
The tactile character of LSR is not a surface property you can adjust with a coating or a filler tweak. It comes from the backbone of the polymer itself — and understanding that backbone is what separates a materials engineer from someone who is simply matching hardness numbers on a datasheet.
The Si–O Backbone and Why It Changes Everything
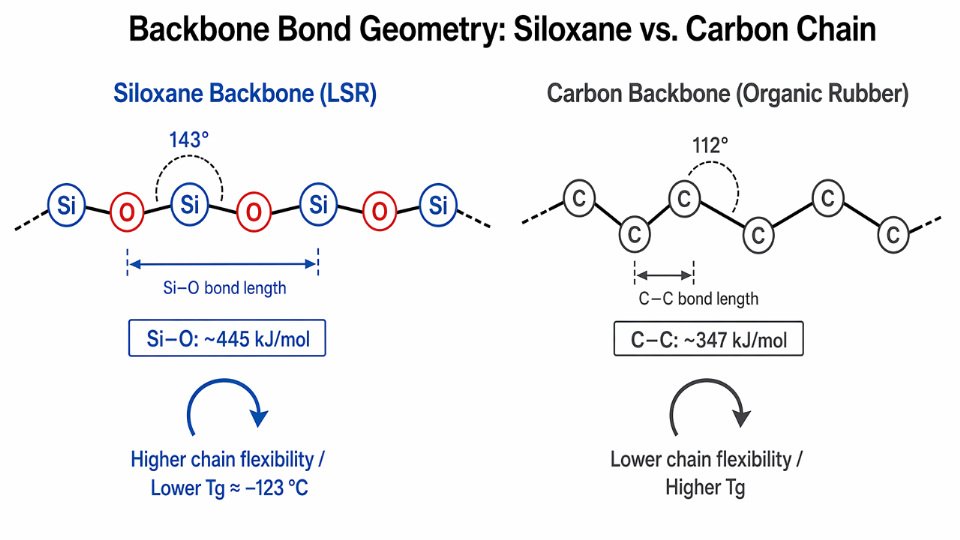
Silicone’s core repeating unit is the siloxane linkage: silicon bonded to oxygen, alternating along the chain. The Si–O bond carries an energy of roughly 445 kJ/mol, compared to approximately 347 kJ/mol for a carbon–carbon bond. That higher bond energy is part of why silicones resist thermal degradation, but it is the geometry that drives tactile feel. The Si–O–Si bond angle is wider — around 143° versus roughly 112° for C–C–C — and the Si–O bond itself is longer. The net result is a backbone with substantially lower rotational resistance. Chains move more freely at lower temperatures, the polymer stays compliant far below where organic rubbers begin to stiffen, and the glass-transition temperature (Tg) of a well-formulated polydimethylsiloxane sits near −123°C.
That figure is not academic. It means that at −40°C — a temperature where a natural rubber gasket is already noticeably stiffer and an EPDM seal may be approaching the edge of its useful flexibility — an LSR part still feels, to the touch and under dynamic load, almost identical to how it behaved at room temperature. The operating range for LSR runs from roughly −60°C to +200°C on a continuous basis, against natural rubber’s practical window of about −50°C to +80°C. At the cold end, the Si–O backbone is responsible. At the hot end, that same high bond energy resists oxidative chain scission.
Why Organic Rubbers Feel Different at the Molecular Level
Natural rubber, EPDM, and NBR all rely on carbon-chain backbones. The C–C and C=C bonds pack together with higher intermolecular friction — van der Waals interactions are stronger between the non-polar but geometrically constrained hydrocarbon chains. That friction is what gives a natural rubber band its characteristic “grippy” drag when you stretch it slowly. It is also why carbon-chain rubbers tend to feel denser and slightly tacky, and why they stiffen perceptibly as temperature drops toward and through their Tg values. EPDM elongation at break typically falls in the 150–500% range depending on compound loading; natural rubber can reach 500–800% in lightly filled compounds. LSR sits at 200–700%, a range whose upper end is accessible only in very soft, lightly crosslinked grades. The feel during stretch is qualitatively different: LSR returns energy more cleanly, with less hysteresis, which is exactly why it feels “smooth” rather than “grippy” to most users.
LSR has a higher Si–O bond energy than the C–C bond energy in organic rubbers, contributing to its superior thermal stabilityTrue
Si–O bond dissociation energy is approximately 445 kJ/mol versus approximately 347 kJ/mol for C–C. This is well established in polymer chemistry literature and is the primary reason silicones resist thermal oxidation at temperatures that degrade carbon-chain elastomers.
The Platinum-Cure System and How Crosslink Density Controls Hardness
LSR as a processable material arrives as a two-part system. Part A contains vinyl-functional polydimethylsiloxane — the base polymer carrying pendant or terminal vinyl groups. Part B contains the Si–H functional crosslinker and the platinum catalyst. When the two parts mix at a typical 1:1 ratio and heat is applied (mold temperatures generally run 150–200°C, dwell times from seconds to a few minutes depending on part thickness), the platinum catalyst drives a hydrosilylation addition reaction: Si–H adds across the vinyl double bond with no byproduct. That clean addition cure is why LSR parts emerge from the mold essentially ready to use — no post-cure degassing required for most applications, no residual peroxide fragments, no sulfur bloom.
The critical lever for tactile outcome is crosslink density. A high ratio of Si–H crosslinker to vinyl groups builds a tighter network: Shore A hardness moves toward the 60–80 range, elongation drops, and the surface feels firmer. Pull the crosslinker ratio back, reduce vinyl group frequency along the chain, and you can reach Shore A values of 5–10 — a gel-like softness that no carbon-chain rubber compound practically achieves at equivalent durability. Formulators also tune the molecular weight of the base PDMS polymer; higher molecular weight between crosslink points means more chain freedom between nodes, which registers directly as perceived softness and surface slip.
SiliconChemicals produces the vinyl-terminated and vinyl-pendant PDMS base polymers, as well as the specialty silicone fluids used to adjust viscosity and extend the processability window of LSR compounds. Because the base polymer quality — specifically the vinyl group distribution and molecular weight consistency — determines how uniformly crosslink density develops through a part’s cross-section, the supply chain upstream of the LSR compounder directly influences the final tactile and mechanical properties on the factory floor. Inconsistent vinyl content in the base polymer is one of the less obvious root causes of batch-to-batch hardness variation that procurement managers rarely trace back to raw material specification drift.
Hardness, Elongation, and Compression Set: Side-by-Side Data for LSR vs. Organic Rubbers
The tactile difference between LSR and organic rubbers is not subjective — it is traceable to measurable mechanical properties that show up on specification sheets and, eventually, on the production floor when a seal fails at elevated temperature or a gasket takes a permanent set after six months of clamping load.
Comparative Mechanical Data
The table below covers the five properties most relevant to specifying elastomers for seals, gaskets, grips, and vibration mounts. Ranges reflect commercial grades; actual values depend on compound formulation, filler loading, cure state, and test temperature.
| Property | LSR | Natural Rubber (NR) | EPDM | NBR | Neoprene (CR) |
|---|---|---|---|---|---|
| Shore A hardness | 5–80 | 30–90 | 40–85 | 40–90 | 35–95 |
| Tensile strength (MPa) | 4–12 | 15–30 | 7–20 | 10–25 | 10–20 |
| Elongation at break (%) | 200–700 | 500–800 | 150–500 | 200–600 | 150–500 |
| Compression set (%, 70 h / 175 °C, ASTM D395) | 10–25 | 50–80 (degrades above ~80 °C) | 20–40 | 30–60 | 25–55 |
| Rebound resilience (%) | 40–50 | 70–80 | 55–70 | 35–55 | 45–65 |
Numbers depend on: filler type and loading, crosslink density, post-cure protocol, and whether the test is conducted at ambient or elevated temperature. Pull these figures off a supplier datasheet and verify they were measured at your actual service temperature before writing a specification.
Why Compression Set Decides Long-Lived Seal Performance
Compression set is the fraction of original deflection that a material fails to recover after sustained compressive load. For a static face seal held between flanges, it is the single number that predicts leak tightness over the product’s service life.
LSR compression set running 10–25% under ASTM D395 Method B (70 h, 175 °C) versus EPDM at 20–40% sounds like a modest difference. It is not. A gasket deflected 1 mm that recovers only 75% of that deflection after a year at operating temperature effectively loses 0.25 mm of sealing force — enough to produce a weep path in a hydraulic manifold or a pressure drop in pneumatic tooling. Natural rubber, excluded from high-temperature service entirely by its ~80 °C ceiling, would be thermally degraded before the compression set even becomes the primary failure mode.
LSR compression set tested at 70 hours and 175°C typically falls between 10–25% under ASTM D395True
This range is consistent with commercially formulated platinum-cured LSR grades that have undergone secondary post-cure; values shift upward without post-cure or with peroxide cure systems, so cure protocol must be specified when comparing supplier datasheets.
Rebound Resilience and the ‘Dead’ Feel of Silicone
Natural rubber’s 70–80% rebound resilience gives it a lively, springy character — useful in isolation mounts where energy return is desirable but problematic in handles and grips where users interpret liveliness as vibration transmission. LSR’s 40–50% rebound means it absorbs more energy per cycle and returns less as kinetic rebound. That is the physical origin of the slightly “dead” tactile quality engineers and end users notice when pressing LSR versus an NR compound of identical Shore A hardness.
For vibration damping — think handheld power tool grips or medical device housings — that energy-absorbing character is a functional advantage, not a deficiency. The practical consequence is that an LSR grip of 40 Shore A will feel softer and more damped than a 40 Shore A NR grip, even though the static indentation hardness is nominally identical.
Filler Loading and Hardness Without Stiffening Side-Effects
Pushing an organic rubber up the hardness scale typically means adding carbon black — which also increases hysteresis, darkens the compound, and introduces conductivity concerns in electrical applications. With LSR, fumed silica at 10–40 phr (parts per hundred rubber) is the reinforcing filler of choice. Fumed silica raises hardness and tensile strength without the same thermal degradation profile, and it preserves optical translucency, food-contact compliance, and color-matching flexibility.
Crosslink density operates in parallel: a tighter platinum-catalyzed network produces a higher Shore A reading and reduces elongation at break from the upper end of the 200–700% window toward the lower end. The interaction between filler loading and crosslink density is not linear — adding 30 phr fumed silica to a lightly crosslinked base gives a different feel and compression-set behavior than 15 phr silica in a tightly crosslinked matrix at the same nominal Shore A. Compounders who treat hardness as the only dial and ignore compression set and resilience often find the resulting part behaves differently in service than the datasheet suggested.

The practical message for procurement: specify Shore A hardness, compression set at service temperature, and rebound resilience together. Specifying hardness alone leaves enough variability in the other two properties to produce seals that leak prematurely or grips that feel wrong in the end user’s hand.
Thermal Feel: How Temperature Shifts Change the Way LSR and Rubber Behave in Your Hand
Most tactile comparisons between LSR and organic rubbers are run at room temperature, around 23°C, in a laboratory or showroom. That is precisely where the comparison is least meaningful. The real differentiation shows up at the temperature extremes your application actually sees — a ski goggle seal at -25°C on a mountain slope, a cable grommet in an engine bay at +160°C, or a surgical instrument grip sterilized repeatedly at +134°C. At those conditions, the two material families diverge sharply, and the wrong choice costs you either a safety incident or a customer complaint you cannot easily trace back to material selection.
Why the Si–O Backbone Changes Everything Below Zero
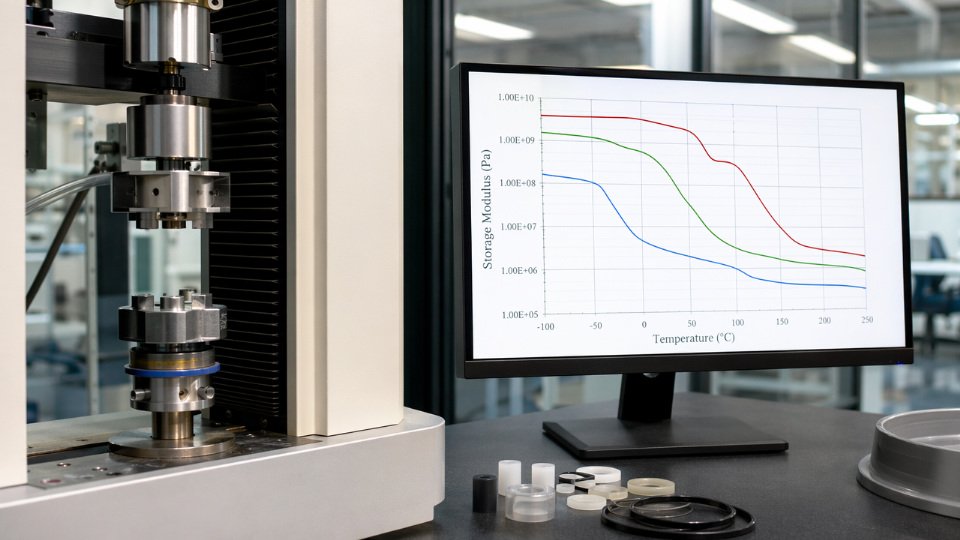
The storage modulus (E’) of a polymer — its stiffness as a function of temperature — is governed by chain mobility. Natural rubber and EPDM both rely on carbon-carbon backbone chains. When temperature drops toward their glass transition temperatures (NR sits around -70°C in idealized form but begins to stiffen practically well above that; EPDM’s Tg is typically in the -50°C to -40°C range), segmental motion slows and the material becomes noticeably harder to compress and grip. The E’ curve is steep in this region. You feel it as the part going from compliant to almost board-like over a 20–30°C window.
LSR’s Si–O–Si backbone has a bond angle and rotation energy substantially lower than C–C chains. Segmental motion remains active at temperatures where organic rubbers are already stiffening. The practical outcome is a much flatter E’ curve across the service window.
Quantifying the Hardness Shift
Across a -40°C to +100°C sweep, LSR Shore A hardness typically changes by ±5–8 points, depending on base polymer grade, filler loading, and cure system. A 30 Shore A formulation at room temperature will read roughly 35–38 Shore A at -40°C — still a soft, compliant elastomer.
Natural rubber across that same range shifts ±20–30 Shore A points, sometimes more in heavily filled compounds. A 50 Shore A NR part that feels like a firm grip pad at room temperature can approach 75–80 Shore A in a -20°C winter environment. It does not fail structurally, but it handles differently — reduced conformability, reduced seal contact area, reduced friction against wet or gloved hands.
LSR Shore A hardness changes by less than 10 points between -40°C and +100°C in typical commercial gradesTrue
The flexible Si–O backbone maintains segmental chain mobility across this temperature window, producing a comparatively flat storage modulus curve; this is documented in rheometry data from major LSR producers and is reproducible across standard formulations, though exact delta depends on compound filler content and grade.
High-Temperature Behavior and What Degradation Feels Like
At the upper end, the gap is just as significant. LSR holds its mechanical properties continuously to +200°C, with short-term excursions to +250°C manageable in well-formulated grades. NR begins to oxidize and soften irreversibly above +80°C — the part does not just feel different, it actually loses crosslink density and starts to take permanent set. EPDM performs better, handling continuous service to roughly +150°C depending on compound, but it still falls short of under-hood automotive requirements where local temperatures in hose routing or sensor seal zones routinely exceed that threshold.
Cold-Weather Grip: Where Consistent Softness Is a Specification
For ski goggle frame seals, outdoor power tool handles, and handheld medical device grips — applications where the user’s perception of softness IS the performance criterion — LSR’s temperature-stable compliance is a direct engineering advantage, not a marketing claim. An outdoor power tool handle that stiffens 25 Shore A points in a January jobsite environment is a tool that transmits more vibration to the operator and reduces grip security. In a medical grip, hardness variation between a warm clinic and a cold transport case can affect torque control on a precision instrument. LSR eliminates that variable almost entirely.
Surface Texture, Friction Coefficient, and Skin-Contact Haptics of LSR
Run your thumb across a molded LSR part straight from the press. It feels cool, faintly slippery, and oddly clean—nothing like the drag you get from a natural rubber gasket or an EPDM grip. That difference is not a finishing artifact. It is baked into the polymer physics of polydimethylsiloxane before any mold texture or coating enters the picture.
Why PDMS Surface Energy Makes LSR Feel Different
The Si–O backbone of PDMS orients methyl groups outward at the surface. Those methyl groups are non-polar and loosely packed, giving cured LSR a surface energy in the range of 20–22 mN/m. Natural rubber sits closer to 30–35 mN/m. That 10–15 mN/m gap sounds small, but at a contact interface it determines whether a material feels tacky or releases cleanly. Lower surface energy means less molecular attraction to skin lipids, moisture, and contaminants. The practical result: LSR does not pick up lint, does not stick to fingers after handling, and does not leave the rubbery residue you sometimes get with NR or neoprene grips. For a packaging seal or a wearable band worn against skin for hours, that surface behavior matters enormously.
Unmodified LSR has lower surface energy than natural rubber, producing a characteristically non-tacky, slightly slippery feel.True
PDMS surface energy is approximately 20–22 mN/m due to outward-facing methyl groups on the Si–O backbone, compared to roughly 30–35 mN/m for natural rubber. This is well-established in polymer surface science and directly explains the tactile difference.
Friction Coefficient: Slip, Grip, and Ergonomic Consequences
Dynamic coefficient of friction for unmodified LSR against dry skin typically runs 0.4–0.8, depending on durometer, surface roughness, and contact pressure. Natural rubber under the same conditions ranges from roughly 1.0 to 2.5. That is a substantial spread. A power-tool handle overmolded in NR gives a grippy, high-friction surface that resists twist-out—useful where torque transfer matters. The same geometry in LSR will feel smoother and require either molded-in texture, a grippy silicone additive, or a surface treatment to hit equivalent friction targets.
This is where procurement mistakes get expensive. An engineer specifies LSR for a handheld medical device grip because of its biocompatibility, but uses a flat-faced mold pulled from a tooling library designed for NR. The assembled device fails usability testing because users report the grip slips under wet conditions. Reworking the mold to add 0.3–0.5 mm pyramid or cross-hatch texture—and confirming texture depth survives demolding at the chosen durometer—adds tooling time and cost that should have been budgeted from day one.
The “cool and smooth” feel of LSR is not just a preference issue. In wearables worn against skin for 8–12 hours, lower friction reduces cumulative micro-abrasion. In surgical instrument grips, the cool initial touch is actually a sensory cue surgeons report as tactile feedback. Know your application before you call LSR’s low friction a limitation.
Skin Biocompatibility and Hypoallergenic Profile
Natural rubber latex contains proteins that trigger Type I hypersensitivity reactions in a clinically significant portion of the population—estimates vary but healthcare settings have documented sensitization rates that make latex-free specifications mandatory in many hospital procurement frameworks. Conventional rubber vulcanization also introduces sulfur accelerators, and some formulations generate nitrosamines as breakdown products. None of these are present in platinum-cured LSR.
LSR’s path to skin-contact approval runs through ISO 10993 cytotoxicity, sensitization, and intracutaneous reactivity testing, and through USP Class VI compliance for plastics in pharmaceutical contact. Achieving both typically requires selecting a base polymer and pigment paste system that have been pre-tested by the raw material supplier, then validating the cured compound as a finished formulation. Post-cure matters here: 4 hours at 200°C drives off residual low-molecular-weight siloxane oligomers (D4, D5 cyclic species) that can migrate to the surface and cause both a faintly tacky feel and biocompatibility test failures. Skipping post-cure to save cycle time is a documented route to failed extractables testing and batch rejection.
How Surface Treatments and Pigmentation Modify Perceived Feel
Straight out of the mold, some LSR grades—especially softer formulations below 20 Shore A—have a surface that users describe as slightly “plasticky” or gel-like, distinct from the matte warmth of NR. Several process levers address this. Mold surface finish in the Ra 0.8–3.2 µm range introduces micro-texture that diffuses light and increases perceived matte quality. Pigment pastes change surface chemistry slightly; some pigment systems marginally increase surface friction, which is worth checking against friction targets before locking in colorways. Post-cure at 200°C for 4 hours not only handles the oligomer issue above, it also produces a drier, less gel-like surface feel on soft grades—the bulk softness is preserved while the surface loses that fresh-from-mold tackiness.
For applications where grip is the primary haptic requirement—garden tool handles, diving equipment, consumer electronics side grips—a combination of 0.4–0.6 mm molded texture and a friction-enhancing silicone masterbatch can bring LSR’s dynamic friction coefficient into a range competitive with NR, while retaining LSR’s temperature stability and chemical cleanliness. That combination does not happen automatically. It requires deliberate specification at the formulation and tooling stage, not as an afterthought.
Aging, Chemical Resistance, and Long-Term Feel Retention
Procurement decisions rarely live in the present tense. A gasket that feels right on day one but hardens, cracks, or swells after 18 months in service is a warranty liability, not a material solution. This is where LSR and organic rubbers diverge most sharply — not in their initial tactile profile, but in how well they hold that profile across years of thermal cycling, UV exposure, and chemical contact.
UV and Thermal Aging: What the Numbers Actually Mean
Under ASTM G154 accelerated UV weathering (UVA-340 lamps, 60°C, 1,000 hours), LSR typically retains more than 90% of its original tensile strength. Surface hardness shifts by fewer than 3–5 Shore A points, and the material still feels essentially the same to the hand. Natural rubber under equivalent conditions retains roughly 50–60% of tensile strength, with surface hardening of 10–20 Shore A points depending on carbon black loading and antiozonant package. EPDM performs better — around 70–80% retention — but even well-formulated EPDM develops surface chalking and a slightly gritty, stiffened feel that is immediately noticeable in skin-contact applications.
The mechanism is straightforward. UV photons attack C–C and C=C bonds in organic polymer backbones. The Si–O–Si backbone in LSR absorbs far less UV energy in the terrestrial spectrum, and the methyl pendant groups that do degrade tend to form a thin SiO₂-like surface layer that is chemically inert rather than crack-prone. Tactile feel survives because the bulk mechanical properties are not being consumed.

Ozone Cracking: A Hard Failure Mode for Organic Rubbers
Ozone cracking is one of the most underestimated failure modes in plant environments with electrical discharge equipment, UV sterilization banks, or outdoor installations near urban traffic. At concentrations as low as 50 parts per million under 20% tensile strain, natural rubber, NBR, and neoprene can develop surface crazing within hours to days. The chemistry is direct: ozone attacks the residual carbon–carbon double bonds in unsaturated backbones, cleaving the chain and propagating cracks perpendicular to the stress axis.
LSR has no double bonds in its Si–O–Si–CH₃ backbone available for ozone attack. The result is zero measurable cracking under standard ozone aging tests (ASTM D1149) even at elevated ozone concentrations. For seal designers specifying into compressor housings, transformer enclosures, or medical sterilization equipment, this is not a marginal advantage.
LSR shows no measurable surface cracking under ASTM D1149 ozone exposure conditions due to the absence of unsaturated bonds in the Si–O backbone.True
The Si–O–Si backbone contains no carbon-carbon double bonds for ozone to attack, which is the established chemical mechanism behind LSR's ozone resistance. This is consistent with published polymer chemistry literature and material datasheets from major LSR producers.
Chemical Resistance and Dimensional Stability
The picture is more nuanced with fluid exposure. NBR swells significantly in aromatic fuels and oils — volume swell can reach 20–40% in ASTM Fuel C depending on acrylonitrile content and temperature — and that swell translates directly into a softened, gel-like tactile change that never fully recovers. EPDM holds up well in water, steam, and polar solvents but swells badly in mineral oils and hydrocarbon fuels, which is why substituting EPDM for NBR in an engine bay seal is a serious specification error.
LSR swells moderately in non-polar solvents — hexane and toluene exposure can produce 15–30% volume change, which reverses substantially on drying — but remains dimensionally stable in dilute acids, alkalis, and alcohols. In hospital-grade disinfectant cleaning agents (70% isopropanol, quaternary ammonium solutions, dilute bleach), LSR retains both its dimensions and its original surface feel, which is why medical device designers rely on it for seals and patient-contact components rated for repeated wipe-down cycles.
Connecting Aging Performance to Total Cost of Ownership
A shorter-lived organic rubber compound may carry a lower unit price by a factor of 2–5×, depending on part geometry and volume. That gap narrows quickly when you account for replacement labor, line downtime, and warranty exposure. In automotive sealing and medical device applications with 10–15 year design lives, the field replacement frequency of a degraded organic rubber seal often erases the initial material cost advantage within the first service interval. LSR’s combination of UV, ozone, and chemical durability directly supports extended maintenance intervals and reduces the number of tactile-related quality complaints — hardened grips, sticky seals, cracked gaskets — that return from the field.
Processing Differences That Influence Final Part Feel: Injection Molding LSR vs. Compression Molding Rubber
How a material is processed is not a footnote to its tactile properties — it is often the determining factor. Two parts made from chemically similar elastomers but by different manufacturing routes can feel noticeably different in the hand. Understanding why requires looking at what the process actually does to crosslink density, surface finish, and residual chemistry.
Cycle Time, Flash, and Dimensional Control in LIM vs. Compression Molding
Liquid injection molding (LIM) for LSR runs cycle times in the range of 30–90 seconds, depending on shot weight, wall thickness, and mold temperature (typically 170–200°C). That speed is a direct consequence of the platinum-catalyzed addition cure mechanism: no condensation by-products, fast through-cure even in thick cross-sections. Compression and transfer molding of organic rubbers — EPDM, NR, NBR — requires 5–15 minutes of press time at cure temperature, and that window varies with compound formulation, sulfur or peroxide loading, and section thickness. Longer cure cycles create more opportunity for surface contact with the mold surface to differ from interior crosslink density, which is one reason compression-molded rubber can feel softer on the skin side than the core would predict.
Flash is the other practical difference. LIM tooling is designed to self-seal under injection pressure, and a well-maintained cold-runner mold produces essentially flash-free parts. Compression molding inherently generates parting-line flash that must be trimmed — by cryogenic deflashing, tumbling, or hand trimming. Any mechanical deflashing process alters the surface micro-texture of the finished part. That altered texture changes the real contact area between the part and fingertip, which the human hand interprets as a difference in softness or grip. It is a subtle effect, but procurement teams specifying medical grips or consumer wearables will notice it in user testing.

Viscosity, Flow, and Uniform Crosslink Density
Platinum-cure LSR compounds flow into the mold cavity at viscosities ranging from roughly 50,000 to 500,000 mPa·s, depending on Shore A target and filler loading. That is low enough to fill walls as thin as 0.3 mm completely before gelation begins. The practical consequence is that crosslink density is uniform throughout the geometry — the same in a thin rib as in a 6 mm pad. Organic rubber compounds processed by compression or transfer molding are considerably stiffer pre-cure; flow is limited, and complex geometries can show incomplete fill or localized density variation, particularly at thin sections. Where crosslink density varies across a rubber part, so does surface hardness and resilience. The feel becomes inconsistent from zone to zone on the same component.
LIM-processed LSR achieves more uniform crosslink density across complex geometries than compression-molded rubber.True
LSR's low pre-cure viscosity allows full cavity fill before platinum-catalyzed gelation initiates, while compression rubber compounds have higher green viscosity and limited flow, leading to localized density differences especially in thin sections or undercuts.
Post-Cure and Its Direct Effect on Surface Tactile Consistency
Secondary post-cure — typically 2–4 hours at 200°C in a circulating-air oven — is standard practice for medical and food-contact LSR parts. What it does to tactile feel is concrete: heat drives off residual volatile siloxanes, primarily low-molecular-weight cyclic species (D4, D5, D6), which migrate to the surface during and after primary cure. Those species create the slightly slippery, almost oily sensation that some end users associate with uncured or under-cured silicone. After proper post-cure, that surface character tightens noticeably. The part feels drier and more consistently grippy across batches. Skipping post-cure to save oven time is a common production shortcut that procurement teams should watch for when qualifying new suppliers — ask for batch-to-batch Shore A data and compare pre- and post-cure surface energy measurements.
Two-Shot and Overmolding: Engineering Soft-Touch Skins onto Rigid Structures
A growing design strategy in consumer electronics handles, surgical instruments, and wearable device housings combines a rigid thermoplastic substrate — polycarbonate, PA66, ABS — with an LSR skin molded directly onto it in a two-shot or insert-overmolding process. The bond relies on either mechanical interlock through designed-in undercuts or chemical adhesion using LSR-specific primers or self-bonding LSR grades. When the bond is sound, the result is a part that feels like pure soft-touch silicone on the grip surface while retaining the structural rigidity of the thermoplastic core. The tactile signature — compliant, smooth, thermally neutral — is entirely determined by the LSR layer, even when that layer is only 0.5–1.5 mm thick. Getting that feel right depends on consistent LSR viscosity lot-to-lot, controlled mold temperature to prevent premature gelation at the flow front, and a substrate surface that is clean and correctly primed. Any variation in those parameters produces a skin with inconsistent feel, bond-line sink marks, or delamination under flex — all of which a careful end user will detect immediately.
Industry Application Matrix: When LSR’s Rubber-Like Feel Is the Right Engineering Choice
LSR doesn’t win every application. But in the segments below, its specific combination of tactile consistency, chemical inertness, and thermal stability creates a genuine engineering advantage — not a marketing preference.

Medical and Healthcare: Consistent Softness Under Sterilization Cycles
Infant nipples and pacifiers are probably the highest-scrutiny soft-goods application in manufacturing. The Shore A hardness target typically runs 20–35, and the part must feel identical on day one and after 200+ autoclave cycles at 134°C. Organic rubber compounds — even carefully formulated EPDM or NR — progressively harden, discolor, or develop surface tack after repeated steam sterilization. LSR holds its compression set recovery and its surface smoothness through all three major sterilization routes: autoclave (134°C saturated steam), gamma irradiation, and EtO gas.
Respiratory masks and catheter components add a biocompatibility dimension. LSR is inherently hypoallergenic because it contains no proteins, no latex, no sulfur-cure accelerators — the exact chemical residues that drive Type I and Type IV hypersensitivity reactions in patients. When a procurement manager is reviewing material qualification for an FDA-regulated device, a clean LSR formulation with documented ISO 10993 biocompatibility data eliminates a whole category of risk that a rubber compound simply cannot match without extensive extraction and cytotoxicity testing.
LSR can withstand repeated autoclave sterilization at 134°C without significant hardness change or surface degradationTrue
The Si–O backbone in LSR has a bond energy (~452 kJ/mol) substantially higher than C–C bonds in organic rubbers (~346 kJ/mol), giving it thermal resistance that keeps mechanical and tactile properties stable through repeated high-temperature steam sterilization cycles.
Automotive: Thermal Feel Stability From Cold Soak to Engine-Bay Heat
An airbag cover or a grommet seal on a wiring harness in the engine bay sees roughly -40°C cold-soak overnight and +180–200°C during peak underhood operation. Natural rubber stiffens severely below -30°C and oxidizes rapidly above +80°C — both failure modes produce cracking, which turns a sealing application into a leak path and an airbag cover into a deployment hazard. EPDM extends the cold end of that range but still degrades in ozone-rich environments near ignition systems.
LSR stays within a narrow modulus band across the full -60°C to +200°C continuous service range. What that means in practice: an under-hood connector boot made from LSR feels and performs the same during a winter cold start in northern Canada as it does after sustained highway driving in summer. Zero ozone attack. Zero hardening progression.
Consumer Electronics and Wearables: Skin Contact, Cleanability, Long-Term Feel
Smartwatch bands and earbud tips sit against skin for hours daily, get wiped with isopropanol several times a week, and need to retain both color and softness for 18–36 months of product life. Organic rubber bands — particularly those using peroxide-cured NR — yellow, stiffen, and develop a rough surface texture after regular IPA cleaning because solvent exposure extracts plasticizers and degrades the polymer network. LSR shows minimal property change through this kind of cleaning regimen.
The colorability point matters to design engineers: LSR accepts pigments evenly through liquid mixing before cure, producing consistent color-through parts with no surface-only coating to wear through.
Industrial Seals and Food-Contact Gaskets: Clean Chemistry Where It Counts
FDA 21 CFR 177.2600 compliance opens LSR to food-contact and pharmaceutical stopper applications where organic rubber requires extensive extraction protocols to demonstrate cleanliness. Pharmaceutical stoppers demand compression set recovery below 20–25% after long-term compression — a target LSR routinely meets across a wide temperature range. Chemical process seals in acidic or mildly oxidizing environments favor LSR’s inertness over NBR or EPDM where those rubbers would swell or degrade over 6–18 months.
Where Organic Rubber Still Wins
Tires, agricultural belts, general-purpose industrial gaskets operating below 100°C with no skin contact or sterilization requirement — here natural rubber and EPDM win on unit cost, which at high volumes easily offsets LSR’s performance premium. A procurement manager buying 500,000 simple static gaskets for a low-temperature HVAC application has no engineering justification for paying 3–6× more per kilogram for LSR. The decision should be unsentimental: match the material’s actual performance advantages to the application’s real demands, and buy accordingly.
| Application | Primary Driver | LSR Advantage | Organic Rubber Competitive? |
|---|---|---|---|
| Infant nipples / pacifiers | Biocompatibility + sterilization | Yes — stable through 200+ autoclave cycles | No — hardens, may leach accelerators |
| Respiratory masks | Hypoallergenic, skin feel | Yes — no latex proteins, no sulfur residues | Conditional — requires extensive biocompat testing |
| Airbag covers | -40°C to +200°C range | Yes — consistent modulus across full range | No — NR fails at both thermal extremes |
| Smartwatch bands | IPA cleaning, skin comfort | Yes — colorfast, no plasticizer extraction | Limited — degrades with repeated solvent cleaning |
| Food-contact gaskets | FDA compliance, compression set | Yes — 21 CFR 177.2600 ready | Conditional — requires extraction qualification |
| General industrial gaskets (<100°C) | Unit cost | No engineering edge | Yes — lower cost wins |
SiliconChemicals’ Organosilicon Portfolio Supporting LSR Compound Formulation
For a compounder formulating a two-part LSR system, every tactile and mechanical outcome traced back through the previous sections of this article originates in the quality and consistency of the base chemistry. Getting the right soft, resilient, thermally stable feel in a finished LSR part is not accidental — it is a direct function of the polymer architecture, crosslinker ratio, and specialty modifier choices made at the raw material stage. SiliconChemicals’ organosilicon portfolio is structured around exactly those levers.
Vinyl-Terminated PDMS Base Polymers
The backbone of any LSR Part A compound is a vinyl-terminated polydimethylsiloxane (PDMS) polymer. SiliconChemicals produces these across a viscosity range of roughly 500 to 100,000 mPa·s, with vinyl content controllable between approximately 0.02 and 0.5 mol%. These two parameters are not independent variables you dial in separately — they interact. A lower-viscosity polymer (500–2,000 mPa·s) typically combines with higher vinyl content to give faster cure and higher crosslink density, which pushes Shore A upward. Conversely, high-molecular-weight grades at the 50,000–100,000 mPa·s end, with tightly controlled low vinyl content, produce the very soft, high-elongation parts that define LSR’s tactile advantage over conventional elastomers.
Molecular weight distribution matters here in ways that batch specifications sometimes obscure. Broad MWD in a base polymer introduces uncrosslinked low-molecular-weight species that migrate to the surface over time, producing the tacky feel that processors occasionally misattribute to incorrect crosslinker ratios. SiliconChemicals controls MWD through continuous polymerization rather than batch ring-opening, which narrows the distribution and yields more predictable final-part surface properties — relevant whether you are molding a medical-grade keypads or an automotive sealing membrane.
Hydrogen-Functional Crosslinker Fluids and Cure Ratio Control
The Si–H functional crosslinker fluid in Part B drives the platinum-catalyzed addition cure. The molar ratio of Si–H groups to Si–vinyl groups is the primary dial for crosslink density, and by extension, Shore A hardness. In practical compound formulation, ratios in the range of 1.2:1 to 2.0:1 are most common. At the lower end of that range, you get softer networks with higher elongation and a more compliant, skin-like feel. Push toward 2.0:1 and the network tightens — hardness climbs and compression set improves, but the part starts to feel closer to a firm organic rubber than to the characteristically soft LSR that many applications require.

Exceeding a Si–H to Si–vinyl molar ratio of approximately 2.5:1 in LSR formulation does not continue to increase hardness proportionally, but instead introduces excess unreacted Si–H groups that can cause post-cure surface blooming and reduced adhesion in overmolded assemblies.True
Excess Si–H beyond what is stoichiometrically needed for crosslinking remains as residual reactive functionality. Under humid or elevated-temperature conditions these groups hydrolyze, generating surface contamination and adhesion failures — a known processing issue documented in silicone elastomer literature and encountered routinely in production troubleshooting.
SiliconChemicals supplies crosslinker fluids at defined Si–H content levels (typically 0.5–1.6 wt% active hydrogen), with tight lot-to-lot consistency that reduces the need for in-process ratio corrections during high-volume injection molding runs.
Specialty Modified Silicone Materials
Not every application calls for standard PDMS chemistry. Where automotive under-hood or fuel-system components need soft feel combined with resistance to aromatic hydrocarbons and engine oils, fluorosilicone-modified grades provide substantially improved fluid resistance while retaining elongation values that standard fluoroelastomers cannot match. The tradeoff is cost and slightly reduced low-temperature flexibility compared with unfilled PDMS — a factor worth evaluating explicitly before specifying.
For applications where extreme cold is the dominant concern — outdoor wearables, Arctic-rated cable jacketing, cryogenic equipment grips — phenyl-modified silicones shift the effective glass transition temperature toward -130°C, maintaining flexible, compliant feel well below the point where standard PDMS begins to stiffen. This is not a minor refinement. A sealing component that hardens at -40°C in service is effectively the wrong material regardless of how well it performed at room-temperature prototype testing.
SiliconChemicals also supplies high-consistency rubber (HCR) grades for processors running compression or transfer molding rather than liquid injection. HCR shares the same backbone chemistry but enables different tooling economics — relevant when shot weights are large, part geometry is simple, or existing press capacity makes injection tooling capital unjustifiable.
Supply Chain Integration from Monomer to Polymer
What separates a vertically integrated organosilicon manufacturer from a silicone distributor is visibility and control at the monomer level. SiliconChemicals produces key silane intermediates — including dimethyldichlorosilane and vinyltrimethoxysilane — within China’s Zhejiang and Shandong organosilicon industrial clusters, then carries synthesis through polymer production internally. That integration means raw material cost exposure is managed upstream rather than absorbed as spot-market volatility passed to customers. Lead times for standard polymer grades run in the range of two to six weeks depending on volume and shipping destination, with technical co-development agreements available for compounders developing proprietary LSR formulations who need custom viscosity profiles or vinyl content specifications outside the standard catalog range.
For procurement managers benchmarking total delivered cost, the combination of in-house monomer production, competitive regional energy and labor costs, and the logistical density of China’s organosilicon manufacturing base consistently translates into a meaningful cost position relative to European or North American polymer suppliers — without requiring any sacrifice on technical specification or batch documentation standards that regulated industries require.
Frequently Asked Questions About How Liquid Silicone Feels and Performs
Does liquid silicone feel exactly like rubber?
Not exactly — though the resemblance is close enough to cause real specification errors. LSR shares rubber’s core mechanical character: it compresses under load, recovers elastically, and yields a soft, compliant feel across its Shore A 5–80 range. What sets it apart is surface character. The PDMS backbone has inherently low surface energy, which produces a noticeably smoother, less tacky feel than natural rubber or EPDM at equivalent hardness grades. There is also a slight coolness-to-touch effect — LSR pulls less warmth from your skin than organic rubbers do, a difference that becomes commercially relevant in consumer grips, medical devices, and wearables. The precise feel of any given LSR part still depends on the Shore A grade specified, the mold surface finish (polished tool steel gives a different result than spark-eroded texture), and whether a secondary post-cure has been run to volatilize residual cyclic siloxanes.
Why does silicone feel slippery compared to natural rubber?
The Si–O–Si backbone has surface energy in the range of 19–23 mN/m, substantially below natural rubber’s 30–35 mN/m range. That gap directly reduces skin-to-surface friction. Practically speaking, a bare LSR grip part can feel uncomfortably slick in a wet-hand or gloved-hand application. Process engineers have two reliable corrective routes: molding in a micro-texture pattern on the tool (pyramid, crosshatch, or custom geometry) to introduce mechanical grip, or applying a silicone-compatible adhesion primer or surface coating that raises effective friction without changing bulk hardness. Neither fix is exotic — both are standard options any experienced LSR molder can quote. The choice depends on whether the application needs washdown durability (favor molded texture) or a short-run prototype (favor coating).

Does liquid silicone get hard or brittle in cold weather?
No. LSR’s glass transition temperature sits around -123°C, which means the polymer chain remains mobile and flexible at any temperature a real industrial or consumer product will encounter. From -60°C up through its continuous service ceiling of +200°C, LSR maintains Shore A hardness within a narrow band — typically within ±3–5 Shore A points of its room-temperature value, depending on grade and filler loading. Natural rubber begins stiffening noticeably below 0°C and can become dangerously brittle below -30°C in dynamic sealing applications. EPDM handles cold better than NR but still shows meaningful modulus rise below -20°C. For outdoor electronics housings, cold-chain equipment seals, or Arctic-rated cable jacketing, LSR’s flat stiffness curve across temperature is a genuine engineering advantage, not marketing language.
LSR retains near room-temperature flexibility down to -60°C continuous serviceTrue
LSR's glass transition temperature is approximately -123°C, placing -60°C well above the onset of significant stiffening; this is consistent with published polymer physics for PDMS-based elastomers and standard material datasheets from multiple LSR producers.
Is liquid silicone safe for prolonged skin contact?
Platinum-cured LSR is free from the three main concerns that complicate organic rubber in skin-contact applications: latex proteins (absent entirely — LSR is fully synthetic), sulfur-based vulcanization accelerators, and nitrosamines. Regulatory grades are readily available that comply with ISO 10993 biocompatibility testing, USP Class VI, and FDA 21 CFR 177.2600. These are not specialty exotic materials; they represent a large portion of normal commercial LSR production. For procurement managers, the practical implication is that qualifying a skin-contact LSR grade requires documented lot-level certification from your supplier rather than formulation innovation on your end.
Can the feel of LSR be customized for a specific product?
Yes, and the range of adjustment is wider than most buyers realize when they first encounter the material. Hardness alone spans Shore A 5 (near-gel, used in cushioning layers and soft-touch overlays) through Shore A 80 (firm functional grips and diaphragms). Beyond hardness, surface finish runs from optically polished and glass-smooth to heavily textured matte. Pigment systems allow anything from water-clear translucent to fully opaque colors. Co-molding LSR onto a rigid nylon or PC substrate — a well-established two-shot or insert molding process — lets a designer place soft LSR exactly where human contact occurs while retaining structural stiffness elsewhere. That combination is what makes LSR the default material in premium handheld medical instruments and automotive interior soft-touch zones.
How does LSR feel after years of use?
Exceptionally consistent, assuming the part was properly post-cured at the outset. LSR’s Si–O backbone resists UV degradation, ozone attack, and oxidative hardening — the three mechanisms that cause organic rubber surfaces to crack, harden, and lose elongation over time. Well-formulated, post-cured LSR retains more than 90% of its original Shore A softness and elongation at break after a decade of typical service, a figure that depends on service temperature, UV dose, and chemical exposure level. Natural rubber seals and grips in the same environment often show surface crazing within two to four years. For procurement managers calculating total cost of ownership on high-replacement-cost assemblies — medical device handles, outdoor enclosure gaskets, infant product components — LSR’s long-term feel retention directly reduces warranty claims and scheduled replacement intervals.
Specifying and Sourcing the Right Liquid Silicone: A Practical Checklist for Engineers and Procurement Teams
Getting to this point in the evaluation means you understand what LSR is and how it performs. The harder work is translating that understanding into a specification document your supplier can actually respond to — and into a cost justification your finance team will accept.
Build Your Specification Before You Contact a Supplier
Start with Shore A hardness. The usable LSR range runs 5 to 80 Shore A, and where your part lands depends on function, not aesthetics. A sealing lip operating under low closure force needs something in the 20–35 Shore A range; a gripping surface on a handheld tool probably wants 40–60 Shore A. State the target and the acceptable tolerance — ±5 Shore A is a realistic manufacturing window; tighter than that requires explicit discussion with the compounder about batch-to-batch consistency.
Operating temperature is the next gate. Specify both the continuous service temperature and any short-duration peaks. LSR handles −60 °C to +200 °C continuous, but not every grade performs equally well at both extremes simultaneously. A medical device that sees autoclave sterilization at 134 °C needs a different platinum-catalyst system than an outdoor cable gland that sits at ambient but faces UV and ozone year-round.
Regulatory compliance cannot be an afterthought. Specify which framework applies before you request samples: FDA 21 CFR 177.2600 for food contact, USP Class VI or ISO 10993 for implantable and skin-contact medical applications, IATF 16949 for automotive supply chains. Each framework imposes specific extractable and volatile content ceilings, and some require lot-level documentation rather than just grade-level certification. Getting this wrong after tooling is cut is expensive.
Finally, document your chemical exposure profile — fluids, cleaning agents, sterilants — and your target injection cycle time. Both constrain grade selection. LSR with high filler loading may resist aggressive solvents better but will alter cure kinetics, directly affecting your cycle time and mold temperature settings.

Minimum Technical Data to Request From Any Supplier
A credible LSR polymer or compound supplier will provide a viscosity-cure curve (viscosity versus shear rate at processing temperature), a Shore A versus crosslinker ratio chart showing how hardness responds to Part A/Part B ratio adjustments, and compression set data at the relevant service temperature. For medical and food contact applications, demand extractable and volatile content test reports — not just a statement that the grade is compliant, but actual analytical data showing parts per million figures.
Aging test results matter for procurement decisions, not just engineering sign-off. Request UV aging (minimum 500–1,000 hours per ASTM G154 or equivalent), ozone resistance data, and thermal aging at your service temperature with hardness and elongation measured at intervals. These numbers tell you whether the tactile and mechanical properties you specified will still be present three years into service.
LSR grades formulated with platinum catalysts and no organic filler consistently show lower extractable content than peroxide-cured silicone rubbersTrue
Platinum-catalyzed addition-cure LSR leaves no peroxide decomposition byproducts, resulting in lower extractable organic content — a well-established distinction in medical-grade silicone qualification testing.
Total Cost of Ownership Changes the Comparison
LSR raw material typically costs 1.5 to 4 times natural rubber on a per-kilogram basis, depending on grade, volume, and market conditions. That gap narrows considerably when you account for what you eliminate: flash trimming labor (LSR molds to net shape), secondary inspection from inconsistent compression-molded rubber parts, and warranty returns driven by aged seals losing compression set resistance. Over a five-year product horizon, the combination of longer service life, reduced scrap, and faster cycle times frequently makes LSR the lower total-cost option — particularly for high-volume, tight-tolerance parts where labor and rework costs compound quickly.
Run the calculation against your actual production volumes before defaulting to the cheaper raw material.
Engage SiliconChemicals’ Technical Team Early
SiliconChemicals operates as an integrated organosilicon chemicals supplier, which means the silane coupling agents, siloxane intermediates, and specialty silicone polymers used in LSR compound formulation come from a single, traceable supply chain — not assembled from multiple brokers. For engineers developing a new LSR compound or reformulating an existing one, that integration reduces variability between raw material batches, which directly affects cure consistency and final part feel.
Sample requests, viscosity-cure data packages, regulatory compliance documentation, and compound co-development conversations are all available through the SiliconChemicals technical team. If your application sits at the edge of standard grade performance — extreme low temperature, aggressive chemical exposure, or an unusually tight hardness specification — early technical engagement is the fastest path to a qualified material, not a longer qualification cycle after the fact.














