
Specifying the wrong material under an unfamiliar trade name is one of the fastest ways to lose a production run. A procurement manager who orders “liquid neoprene” when the engineer’s BOM calls for LSR, or a maintenance technician who grabs “flowable elastomer” off the shelf without checking cure chemistry, can send a tooling set sideways — think uncured flash, dimensional rejects, or a seal that fails at 180°C and takes a downstream assembly line with it. Getting the terminology straight before the purchase order is written is not a paperwork exercise; it is a cost-control decision.
Liquid rubber is a broad industrial term covering any elastomeric material that flows or is pourable before cure. The most common alternative names include liquid silicone rubber (LSR), flowable elastomer, castable rubber, and pourable urethane — depending on the base polymer. Liquid silicone rubber is the dominant high-performance variant, with a global market around USD 2.8 billion in 2023 and projected to exceed USD 5.1 billion by 2030.
What makes this terminology question genuinely consequential is that each alias maps to a different chemistry, a different processing window, and a wildly different operating envelope — viscosities run from around 1,000 mPa·s for thin-pour urethane systems to well above 100,000 mPa·s for high-consistency silicone formulations, and continuous service temperature ranges between the polymer families diverge by more than 150°C. The name on the drum tells you almost nothing without knowing what it’s built from.

Chemical Taxonomy of Liquid Rubber: Silicone, Polyurethane, Polysulfide, and EPDM Variants
Understanding which “liquid rubber” a datasheet or purchase order actually refers to starts with the polymer backbone. Four distinct chemistries dominate industrial use, and confusing them at the specification stage routinely causes seal failures, adhesion loss, or costly material substitutions mid-project.
Silicone-Based Liquid Rubber: The Si–O Backbone Family
Silicone liquid rubbers are built on a polydimethylsiloxane (PDMS) chain — alternating silicon and oxygen atoms with methyl groups hanging off each silicon center. That inorganic Si–O–Si backbone is what separates silicone from every other liquid rubber family discussed here, and it directly explains the thermal range: continuous service from roughly -60°C to +230°C, with short-term excursions to +260°C depending on cross-link density and filler loading.
Within this family, three commercial forms matter:
RTV-1 (one-component, moisture-cure): Packaged ready to dispense, cures by absorbing atmospheric moisture. Practical depth-of-cure is limited — typically 3–6 mm in 24 hours at 50% RH, so thick-section potting applications are a poor fit. Common on maintenance benches and field repair kits.
RTV-2 (two-component, condensation or addition cure): Mixed at point of use, usually 10:1 or 1:1 by weight depending on formulation. Addition-cure (platinum-catalyzed) versions avoid the shrinkage and byproduct alcohol that condensation systems produce, making them the preferred choice for dimensional tooling or food-contact molds. Pot life runs from 20 minutes to several hours depending on catalyst loading and ambient temperature — a variable every production scheduler needs to track.
LSR for injection molding: This is the high-consistency, pumpable grade fed into liquid injection molding (LIM) equipment. Viscosity is tightly controlled, typically in the 50,000–200,000 mPa·s range before shear thinning kicks in during injection. Cycle times of 15–60 seconds make LSR competitive with thermoplastic elastomers for high-volume medical and automotive parts. The global LSR market was valued at approximately USD 2.8 billion in 2023 and is projected to reach USD 5.1 billion by 2030, driven largely by medical device and EV sealing demand.
Silicone-based liquid rubbers (Si–O backbone) deliver broader continuous-service temperature resistance than polyurethane or polysulfide liquid rubbers.True
The Si–O bond energy (~452 kJ/mol) is significantly higher than C–C (~346 kJ/mol) and C–O (~360 kJ/mol), giving PDMS-based materials superior thermal oxidative stability at elevated temperatures.
Polyurethane Liquid Rubber: Isocyanate Meets Polyol
Polyurethane liquid rubbers form when an isocyanate component (MDI, TDI, or aliphatic HDI) reacts with a polyol. The ratio and polyol type — polyester versus polyether — controls hardness, hydrolysis resistance, and UV stability. Aromatic systems (MDI/TDI) cure faster and cost less but yellow under UV. Aliphatic systems (HDI, IPDI) hold color and are specified for exterior coatings and mold-making where aesthetics matter. Trade names you’ll encounter: “liquid urethane,” “pourable urethane,” and “spray polyurea” for the fast-set spray variant. Elongation at break typically runs 300–600%, making polyurethane useful where flex cycling is severe but temperature stays below 100–120°C continuous.
Polysulfide Liquid Polymers: The Thiokol Heritage
Polysulfide liquid polymers — sold under the LP designation historically tied to the Thiokol trade name — carry a backbone of carbon chains linked by sulfur-sulfur bonds (-C-S-S-C-). Cure is typically oxidative, using manganese dioxide or similar agents. The result is a material with outstanding fuel and solvent resistance and exceptional adhesion to glass and metal. Aerospace integral fuel tank sealants and insulating glass edge seals are the two dominant end uses. Viscosity at application is usually 5,000–40,000 mPa·s depending on the LP grade and any added fillers. Temperature ceiling is modest compared to silicone — roughly -50°C to +120°C.
Liquid EPDM Rubber: Elastomeric Coatings for Low-Slope Roofing
Liquid EPDM is not a true pumpable polymer in the LSR or RTV sense. It is a dispersion of EPDM elastomer particles in water or solvent, applied by roller, brush, or spray to form a seamless membrane on curing. You’ll see it labeled “liquid EPDM coating,” “elastomeric roof coating,” or simply “EPDM liquid membrane.” Dry film thickness and number of coats — typically 2–4 passes — determine the final membrane thickness, which typically targets 1.0–1.5 mm. UV resistance is good; thermal range is narrower than silicone at roughly -40°C to +150°C.
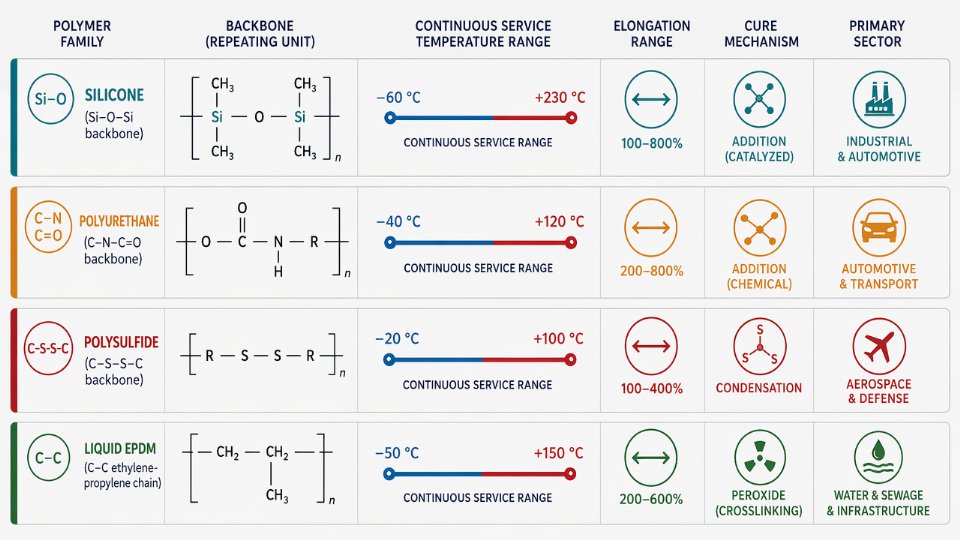
| Polymer Family | Backbone | Cure Mechanism | Continuous Temp Range | Elongation at Break | Primary Sector |
|---|---|---|---|---|---|
| Silicone (RTV/LSR) | Si–O (PDMS) | Moisture / condensation / addition (Pt) | -60°C to +230°C | 100–600% (grade-dependent) | Medical, automotive, electronics |
| Polyurethane | C–N–C=O | Isocyanate-polyol reaction | -40°C to +120°C | 300–600% | Industrial molding, coatings, mining wear parts |
| Polysulfide | C–S–S–C | Oxidative (MnO₂) | -50°C to +120°C | 100–300% | Aerospace sealants, insulating glass |
| Liquid EPDM | C–C (ethylene-propylene) | Film-forming / crosslink on dry | -40°C to +150°C | 150–400% | Commercial roofing, waterproofing |
Why the Si–O Backbone Changes the Performance Equation
From a formulation standpoint, the Si–O bond is longer and more flexible than C–C, which keeps PDMS chains mobile at low temperatures and prevents the brittle transitions that afflict carbon-backbone rubbers in cold-weather service. The bond’s higher dissociation energy means oxidative degradation begins at significantly higher temperatures. UV radiation that degrades urethane and polysulfide coatings through photooxidation of the organic backbone largely passes without damaging the Si–O–Si structure — relevant for outdoor electronic enclosures and glazing seals expected to last 15–25 years without recoating.
For procurement teams sourcing across these families: the polymer name on a TDS is your first filter, not the last. Cure chemistry, pot life, and temperature range should all be confirmed before substituting one “liquid rubber” for another, even within the same family.
How Liquid Silicone Rubber (LSR) Is Made: Raw Materials, Polymerization, and Supply Chain Pathways
Understanding where LSR actually comes from — not just what it does — is the difference between specifying it confidently and buying it blind. The chain runs from raw geology to a precision two-part system dispensed at your injection press, and every step has cost and quality implications.
From Quartz Sand to Chlorosilane: The Upstream Reality
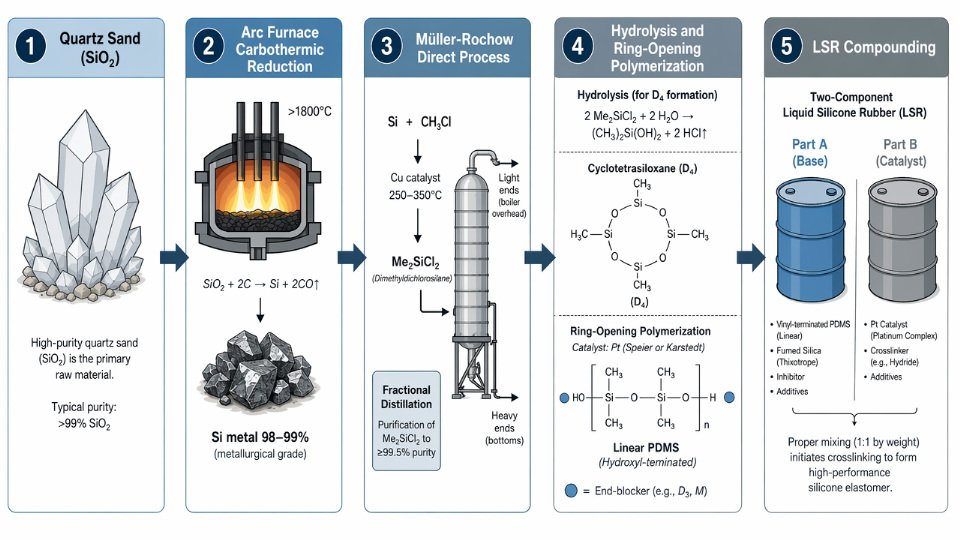
It starts with high-purity quartz (SiO₂), reduced in an arc furnace with carbon sources like coke and coal in a carbothermic reaction at temperatures above 1,800°C. The product is metallurgical-grade silicon metal, typically 98–99% Si. This is the feedstock for the Müller-Rochow direct process: silicon metal reacts with methyl chloride (CH₃Cl) over a copper catalyst at 250–350°C, yielding a mixture of chlorosilanes, predominantly dimethyldichlorosilane (Me₂SiCl₂) alongside mono-, tri-, and tetrafunctional byproducts. Separation by fractional distillation is where yield efficiency diverges sharply between plants — poorly controlled distillation columns drive up the ratio of lower-value byproducts, directly inflating cost per kilogram of usable PDMS precursor.
Hydrolysis of Me₂SiCl₂ produces a mixture of linear and cyclic siloxane oligomers, particularly the cyclic tetramer D4 (octamethylcyclotetrasiloxane). Ring-opening polymerization of D4 under acid or base catalysis, with chain-length controlled by monofunctional end-blockers, gives the vinyl-terminated polydimethylsiloxane (PDMS) base polymer at the molecular weights relevant to LSR — typically in the range that delivers working viscosities of 10,000–80,000 mPa·s before compounding, depending on target flow behavior and cure speed.
Compounding LSR: What Goes Into the A/B System
Standard LSR compounding starts with vinyl-functional PDMS as the backbone. The crosslinker is a Si–H functional siloxane (hydrosilicone fluid), cured via platinum-catalyzed hydrosilylation — the Pt catalyst coordinates the Si–H addition across the vinyl groups with no byproducts and no need for post-cure off-gassing of small molecules. That clean cure profile is why LSR dominates food-contact and medical device applications.
Fumed silica is the primary reinforcing filler, loaded at 15–40 phr depending on target Shore A hardness and tear strength. Higher loading raises viscosity and hardness but can compromise flow through fine-feature tooling. Inhibitor packages — typically alkynol or cyclic methylvinylsiloxane-based — suppress premature crosslinking during mixing, storage, and the injection barrel phase. Without proper inhibitor calibration, pot life collapses from hours to minutes.
The A/B two-part design exists because platinum catalyst and the Si–H crosslinker cannot coexist indefinitely without reaction. Part A carries the vinyl-PDMS base and platinum; Part B carries the base polymer and crosslinker. Combined shelf life at controlled storage (below 25°C, away from sulfur, tin, or amine contaminants that poison the Pt catalyst) runs 12–24 months for most commercial grades.
Contamination of LSR with even trace sulfur compounds can permanently deactivate the platinum catalyst, resulting in a complete cure failure that no amount of additional heat will correct.True
Platinum hydrosilylation catalysts are well-documented to be poisoned by sulfur, phosphorus, nitrogen compounds, and certain tin systems. This is a known process control risk in assembly environments where sulfur-containing mold releases, adhesives, or rubber gloves are present.
China’s Organosilicon Cluster: A Supply Chain Structural Advantage
Integrated organosilicon production in Zhejiang, Jiangxi, and Shandong means chlorosilane synthesis, polymerization, and downstream compounding operate within tight geographic clusters. A procurement team sourcing from an import-dependent compounder in Europe or North America absorbs freight, intermediate inventory, and currency exposure across multiple handoffs. Cluster-integrated suppliers can shorten lead times and deliver cost differentials of 15–30% versus that model — the exact figure depends on order volume, specification complexity, and current methyl chloride and Si-metal spot prices.
SiliconChemicals compounds specialty-modified variants beyond standard PDMS: fluorosilicone grades for fuel and solvent resistance, phenyl-modified silicones for low-temperature flexibility below -60°C and radiation resistance, and high-consistency rubber (HCR) formulations for extrusion applications. Each modification changes the polymerization or compounding pathway — phenyl groups introduced via phenyltrichlorosilane in the Müller-Rochow step, fluoroalkyl groups via separate functionalization chemistry — which is why access to the full upstream chain, rather than just toll compounding, is operationally meaningful when you need a non-standard performance envelope on a reliable delivery schedule.
Cure Chemistry and Processing Methods: RTV, Addition Cure, Condensation Cure, and Injection Molding
Curing mechanism is often the clearest way to distinguish one liquid rubber system from another in practice. The name engineers use on the shop floor—RTV, addition cure, LSR-IM—directly reflects the chemistry happening at the molecular level, and matching that chemistry to the right processing equipment prevents the most common and costly conversion failures.
Room-Temperature Vulcanizing (RTV)
The term “vulcanizing” carries over from sulfur-crosslinked natural rubber, but in silicone systems it simply means network formation through crosslink chemistry, no sulfur involved. RTV silicones cure at ambient temperature via either condensation or, less commonly, addition mechanisms. One-component RTV products are moisture-triggered: atmospheric humidity initiates the cure front from the exposed surface inward. Skin-over typically occurs within 10–30 minutes depending on humidity and product formulation; full through-cure takes 24–72 hours at ambient conditions and is directly dependent on section thickness. A 6 mm bead will lag significantly behind a 2 mm fillet. Two-component RTV systems allow a controlled mix ratio—usually 10:1 or 1:1 by weight—and give the formulator independent control over pot life and cure speed, which is why they dominate encapsulation and tooling applications where you need time to pour and position before the material sets.
Platinum-Catalyzed Addition Cure
Addition cure silicones crosslink through hydrosilylation: a platinum catalyst drives the addition of Si–H groups across Si–vinyl bonds to form Si–CH₂–CH₂–Si bridges. No byproduct is released. That single fact has large downstream consequences—dimensional accuracy is held tightly, which is why addition-cure LSR dominates medical device components, baby-product moldings, and anything requiring ISO 10993 biocompatibility assessment.
Platinum-catalyzed addition cure silicone produces no volatile byproducts during crosslinkingTrue
Hydrosilylation is an addition reaction; both Si–H and Si–vinyl are consumed to form a new Si–C–C–Si bridge with no condensate released, unlike condensation-cure systems that release alcohol or acetic acid.
The critical operational warning here is catalyst inhibition. Sulfur compounds, organotin residues, amines, and even certain adhesive tapes release enough vapor or surface contamination to poison the platinum catalyst locally. The result is a tacky, uncured surface zone on an otherwise cured part—a defect that looks identical to undercure but won’t resolve with more heat. Dedicated mixing equipment, segregated storage, and clean mold release agents are non-negotiable when running addition-cure systems.

Condensation Cure
Tin- or titanium-catalyzed condensation systems crosslink through reactions that release small-molecule byproducts—ethanol in alkoxy systems, acetic acid in acetoxy systems. For outdoor sealants and construction waterproofing, this is perfectly acceptable. For potting sensitive electronics, it is a reliability risk: acetic acid attacks copper traces, and residual ethanol vapor can cause delamination at adhesive interfaces. Condensation-cure systems remain commercially important for their lower cost and simpler handling, but the specifier needs to match system type to substrate sensitivity rather than defaulting to the cheapest option.
Liquid Silicone Rubber Injection Molding (LSR-IM / LSRIM)
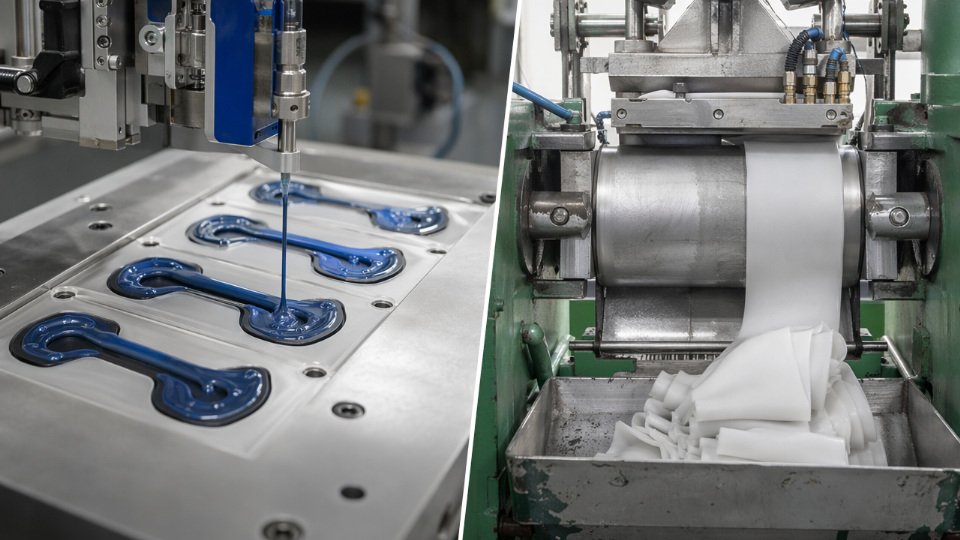
LSR injection molding is the highest-throughput processing method for precision liquid rubber parts. The two-component base and catalyst are metered, mixed in a static mixer at the injection unit, and injected into a thermally isolated cold runner—held at roughly 5–15°C to prevent premature cure—before entering molds heated to 150–200°C. At those mold temperatures, platinum-catalyzed cure completes fast: cycle times for thin-wall parts (under 2 mm) commonly run 15–60 seconds, versus the minutes-per-cycle typical of high-consistency rubber (HCR) compression molding. The tooling investment is higher, but at volumes above roughly 50,000 parts per year the per-part economics shift decisively toward LSR-IM.
Spray-Applied and Pour-in-Place Systems
Waterproofing membranes and large-volume potting applications use lower-viscosity formulations—often 1,000–20,000 mPa·s—with pot life engineered anywhere from 5 minutes to several hours depending on catalyst level and working temperature. A shorter pot life suits spray application where the material must build film thickness quickly; a longer pot life is needed when operators must fill a complex cavity before gelation begins.
Post-Cure Protocols
A secondary oven cure at 150–200°C for 1–4 hours—duration depending on section thickness and required performance grade—drives off residual low-molecular-weight cyclic siloxanes and completes crosslinking. Parts that skip post-cure often show higher compression set, lower tensile strength, and poorer elongation retention at elevated temperature. For food-contact or medical applications, post-cure is rarely optional regardless of what the datasheet minimum states.
Industrial Application Sectors: Where Liquid Rubber Names Reflect End-Use Function
The same polymer chemistry often carries a completely different name depending on where it ends up. A silicone compound leaving a batch reactor might be labeled “electronic grade encapsulant” for one customer and “self-leveling formed-in-place gasket” for another — same backbone, different compounding, radically different terminology. Understanding this application-driven naming logic is how procurement managers avoid misspecifying products and how engineers narrow supplier conversations quickly.
Electronics and Electrical: Encapsulants, Potting Compounds, Conformal Coatings
In electronics manufacturing, liquid rubber enters as low-viscosity encapsulant (typically 1,000–10,000 mPa·s at processing temperature, depending on filler loading and pot life requirements) or conformal coating applied at even lower viscosity for thin-film board protection. The phrase “electronic grade liquid silicone” signals a specific purity tier: controlled ionic contamination, no corrosive by-products, and dielectric strength typically above 20 kV/mm for silicone-based potting compounds — a threshold that matters when potting high-voltage LED drivers or power module assemblies. UL 94 V-0 flame retardancy is nearly always specified for enclosed enclosures. Substituting a standard industrial RTV for an electronic-grade compound to save cost is a recurring procurement error that shows up later as field failures from ionic migration or corona breakdown.
Automotive and Transportation: FIPG, O-Ring Simulation, Under-Hood Sealing
Automotive assemblers call it FIPG — formed-in-place gasket — or occasionally molded-in-place gasket (MIPG) when the bead is injected into a channel before housing assembly. The appeal is eliminating stamped gasket inventory and accommodating surface irregularities. Self-leveling silicone sealant grades (viscosity typically 20,000–80,000 mPa·s) flow into joint gaps under their own weight, while thixotropic versions hold a bead profile for robotic dispensing on powertrain covers. Continuous service temperature requirements at 200°C or above — common near turbochargers and exhaust manifolds — make silicone the dominant chemistry here. Polyurethane FIPG exists for lower-temperature body sealing applications where cost sensitivity is higher.
Medical and Healthcare: Medical Grade LSR
Medical grade LSR is arguably the most tightly defined name in the liquid rubber world. It implies platinum-cure addition chemistry (zero tin catalyst residues), compliance with FDA 21 CFR 177.2600 for repeated food and body contact, and ISO 10993 biocompatibility testing. Implantable-grade material carries even stricter lot traceability requirements. The platinum-cure preference isn’t marketing — tin condensation cure systems can release trace acetic acid or oxime by-products that disqualify the material for drug-contact applications.
Platinum-cure LSR produces no cytotoxic by-products during cure, making it suitable for implant and drug-delivery contact applications.True
Addition-cure (platinum-catalyzed) silicone systems cross-link via hydrosilylation without releasing reactive small molecules, which is why they pass ISO 10993-5 cytotoxicity tests that tin-cure condensation systems routinely fail.
Construction and Infrastructure: Liquid Waterproofing Membranes
Here the dominant terms are liquid waterproofing membrane and elastomeric sealant. Polysulfide and polyurethane variants handle the majority of expansion joint work in concrete structures because of their superior adhesion to cementitious substrates and lower material cost. Silicone elastomeric sealant holds share in curtain wall and structural glazing applications where long-term UV and thermal cycling resistance justifies the premium.
Aerospace and Defense: Aerospace Sealants
Polysulfide liquid rubber, sold under the umbrella term aerospace sealant, dominates fuel tank and integral fuel bay sealing because of its outstanding resistance to aviation fuels and hydraulic fluids. MIL-spec requirements (MIL-PRF-81733, PRF-87145, among others) define application class, working life, and cure schedule. Weight reduction pressure in composite airframe integration is pushing some programs toward thinner, lower-density silicone cable harness potting compounds.
Renewable Energy and Mold Making
In solar manufacturing, silicone encapsulant film and UV-stable liquid silicone coatings for wind turbine leading edges share a common selling point: demonstrated outdoor durability benchmarks exceeding 25 years under continuous UV and thermal cycling, outperforming EVA encapsulants on long-term yellowing resistance. For prototyping shops, the term is simply mold-making rubber — typically tin-cure RTV silicone at Shore A 10–60, selected based on pattern geometry detail and expected pour cycles.

Performance Properties That Define Liquid Rubber Selection: Key Metrics and Industry Benchmarks
No single liquid rubber formulation wins across all performance axes. Selecting the right type starts with understanding where each polymer family is genuinely strong — and where it fails quietly, often after commissioning.
Mechanical Properties: Strength, Elongation, and Tear Resistance
Tensile strength spans a wide range depending on backbone chemistry. Polyurethane-based liquid rubbers lead the field at 20–60 MPa, with actual values driven by isocyanate index, chain extender ratio, and filler loading. Liquid silicone rubber (LSR) sits in the 4–12 MPa band — lower tensile strength, but paired with elongation at break up to 800% in soft formulations, which gives it superior fatigue resistance in repetitive flex applications. Polysulfide stays at the bottom of the tensile hierarchy at 1–3 MPa; that’s acceptable for sealant and joint-fill roles where movement accommodation, not load-bearing, is the design requirement.
Tear strength benchmarks follow a similar pattern: reinforced polyurethane can exceed 60 kN/m, whereas platinum-cure LSR typically runs 10–40 kN/m depending on durometer and silica reinforcement level. For thin-wall injection-molded silicone parts — baby care articles, medical valves — tear resistance at the lower end of that range can become a tooling and gate-design constraint, not just a material one.
Thermal Performance and Low-Temperature Flexibility
Silicone’s -60°C to +230°C continuous service window is not marketing language — it’s a consequence of the Si–O backbone having a bond energy and flexibility that organic polymers can’t replicate at those extremes. Polyurethane embrittlement typically begins around -30°C to -40°C depending on soft-segment composition; field failures in unheated outdoor enclosures at northern latitudes trace back to this limit more often than procurement teams expect.
Glass transition temperature (Tg) matters most for dynamic loading at low temperatures. An LSR with Tg below -100°C remains compliant and sealing-effective in cryogenic valve applications; a polyurethane with Tg near -20°C applied to the same service condition will develop compression-set-driven leakage within months.
Silicone-based liquid rubber retains flexibility and sealing function below -50°C where most polyurethane formulations have already begun to embrittle.True
The Si–O–Si backbone has a much lower rotational energy barrier than C–C or C–O chains in polyurethanes, resulting in Tg values typically below -100°C for silicone versus -20°C to -40°C for common polyurethane soft segments.
Chemical Resistance: Matching Chemistry to Environment
Silicone outperforms competing liquid rubbers in ozone, UV, and dilute acid/alkali environments. Polysulfide holds a specific advantage in fuel and aviation solvent resistance — aerospace joint sealants use it precisely because aromatic fuel swell is manageable. Polyurethane is vulnerable to hydrolysis in hot, humid environments; outdoor potting compounds that looked fine at year one have been reported to delaminate at year three when moisture ingress wasn’t anticipated in the thermal cycling model.
For a chemical-process plant selecting liquid rubber gaskets or encapsulants, a quick resistance matrix cross-referenced against actual process fluids should precede any datasheet comparison.
Electrical Properties for Potting and Encapsulation
Silicone LSR’s dielectric constant of 2.7–3.2, volume resistivity above 10¹⁴ Ω·cm, and low dissipation factor make it the preferred choice for high-frequency electronics potting and power module encapsulation. These values remain stable across temperature extremes where epoxy-based alternatives may crack or delaminate under thermal cycling. Formulation-grade control over filler type and loading is what keeps these values consistent batch to batch — a qualification concern worth raising with any supplier early.
Hardness, Compression Set, and Adhesion
Shore A hardness in silicone-based liquid rubber is tunable from around Shore A 5 (soft gels used in cushioning and wearables) to Shore A 80 (firm seals and structural components), primarily through crosslink density and reinforcing silica loading. That range is genuinely wide — selecting the wrong durometer in a dynamic seal means either insufficient sealing force or excessive friction wear.
Compression set is the critical differentiator for sealing: platinum-cure silicone achieves below 10% compression set at 175°C over 22 hours (ASTM D395 Method B), while polyurethane typically exceeds 20% at similar temperatures and often degrades further under heat-aging. In high-cycle pneumatic seals or automotive quick-connect fittings, the difference between those two numbers directly translates to service-interval length.
Adhesion to substrates requires surface preparation that matches the substrate’s surface energy. Peel strength of liquid silicone rubber bonded to stainless steel with a proper silane-based primer runs roughly 3–8 N/mm; without primer, expect 0.5–1.5 N/mm at best — a fourfold difference that determines whether a bonded assembly survives vibration or peels at the bond line within weeks. Glass and polycarbonate follow similar primer-dependency logic, and adhesion failures on polycarbonate are particularly common when operators skip primer to save cycle time.
Liquid Rubber vs. Solid Rubber vs. Latex: Clarifying Confusing Adjacent Terminology
Specification errors in rubber sourcing often trace back to one root cause: treating adjacent terms as interchangeable. A procurement manager who writes “liquid rubber” on a requisition when the process engineer meant “latex dispersion” will receive the wrong material, trigger incompatible processing, and potentially halt a production line. These distinctions are not semantic. They carry real consequences in cure equipment, cycle time, chemical resistance, and total installed cost.
Natural Rubber Latex Is Not Liquid Rubber
Natural rubber latex is an aqueous colloidal dispersion — roughly 30–40% dry rubber content suspended in water, stabilized with ammonia — harvested directly from Hevea brasiliensis. It is not a reactive liquid polymer system. Cure in latex products relies on sulfur vulcanization after film deposition and water evaporation, which means it demands controlled drying infrastructure and cannot be injection-molded or cast into thick cross-sections without blowholes. Reactive liquid rubbers — silicone, polyurethane, polysulfide — cure by addition or condensation chemistry through the bulk of the material simultaneously. The purity gap matters too: latex carries proteins and lipids that create allergen risk and batch variability, ruling it out for implantable medical components and high-reliability electronics where LSR is the standard choice.
High-Consistency Rubber Requires a Completely Different Plant
High-consistency rubber (HCR), sometimes called millable gum, is a silicone or organic rubber compounded to a doughy, paste-like consistency — typically Shore A 40–80 before cure — that must be processed on open mills, internal mixers, and compression or transfer molds under pressure. Cycle times run 3–8 minutes per shot depending on thickness and temperature. Liquid silicone rubber fed into a cold-runner injection mold cycles in 15–45 seconds for comparable geometries. The capital equipment is entirely different. Plants running HCR cannot simply switch to LSR without investing in two-component metering-and-mixing pumps, cold manifold tooling, and compatible injection presses. Confusing the two in a project specification adds 6–18 months of tooling lead time and substantial capex.
Thermoplastic Elastomers: Reversible vs. Permanent Networks
Thermoplastic elastomers (TPE, TPU) achieve rubber-like behavior through physical crosslinks — hard and soft segment phase separation — that break apart above melt temperature. That reversibility enables injection molding regrind and recyclability, which appeals to sustainability teams. The tradeoff is thermal ceiling: most TPEs lose structural integrity above 120–150°C, and chemical resistance to fuels, hydraulic fluids, and aggressive solvents is limited. Liquid rubber systems form covalent, irreversible crosslinked networks. A cured silicone rubber part will not soften, flow, or be reprocessed. For under-hood automotive seals, downhole oil-field packers, or autoclave-sterilized surgical components, that permanence is the specification requirement, not a liability.
Thermoplastic elastomers can replace liquid silicone rubber in continuous-use applications above 180°CFalse
Standard TPE and TPU grades lose mechanical integrity well below 180°C. Silicone-based liquid rubber maintains useful elastomeric properties from -60°C to +230°C in continuous service, a range no commodity TPE matches.
Liquid Rubber Coatings vs. Rubber Sheet Membranes
In roofing and tank lining, “rubber membrane” can mean either a factory-manufactured sheet (EPDM, neoprene) adhered and seamed on site, or a liquid-applied coating that cures in place. Seamed sheet systems introduce lap joints every 1.5–3 meters — each joint a potential leak path requiring inspection and adhesive maintenance. Liquid-applied rubber coatings conform to irregular geometry, penetrations, and drains without seaming, producing a monolithic barrier. The catch is that in-situ cure depends on ambient temperature, humidity, and surface preparation; quality control is harder to verify than a factory-laminated sheet. Neither is universally superior — the right choice depends on substrate geometry and inspection access.
Silicone Fluid vs. Silicone Rubber: The Crosslinking Boundary
Polydimethylsiloxane (PDMS) fluids and silicone rubbers share the same backbone chemistry. The difference is crosslink density. PDMS fluids — viscosity ranging from a few centistokes to tens of thousands — have no crosslinks and function as lubricants, release agents, and antifoams. Introduce a crosslinker and catalyst, and the same base polymer becomes an elastomeric rubber. This is not a trivial distinction in a plant setting: silicone fluid contaminating a mold surface will inhibit platinum-catalyzed LSR cure, producing tacky, under-cured parts that scrap the entire shot. Segregating silicone fluids from LSR processing areas is standard practice in any competently run molding facility.
Reactive Liquid Polymers as Toughening Agents
Beyond molded parts and coatings, the term reactive liquid polymer (RLP) appears in adhesive and composite formulations where a low-viscosity reactive component toughens a brittle thermoset matrix. Carboxyl-terminated butadiene-acrylonitrile (CTBN) is the workhorse non-silicone example — it phase-separates during epoxy cure to form rubbery domains that arrest crack propagation. Silicone-based reactive modifiers serve the same toughening function with the added benefit of thermal stability and lower moisture uptake, relevant in aerospace prepreg and encapsulant systems. Recognizing that “reactive liquid rubber” in a composite spec likely refers to an RLP toughener, not a moldable elastomer, prevents misdirected sourcing inquiries and keeps the supply chain moving.
Sourcing Liquid Rubber from China: Supply Chain Structure, Qualification, and Cost Benchmarks
China’s dominance in silicone raw materials is not a marketing claim — it’s a structural reality of the global supply chain. The country accounts for roughly 60–70% of worldwide methyl chlorosilane monomer production capacity, the foundational feedstock from which polydimethylsiloxane (PDMS) and ultimately liquid silicone rubber are derived. That upstream concentration translates directly into cost advantages for downstream LSR compounders operating inside Chinese industrial clusters, where silane synthesis, polymer building, and final compounding can happen within a single integrated facility or a tightly networked local supply base. Buyers sourcing from outside China are effectively purchasing from a supply chain that, in most cases, traces back here regardless of where final compounding occurs.
China accounts for approximately 60–70% of global methyl chlorosilane monomer production capacity as of 2023True
Multiple industry analyses including those from SAGSI and independent organosilicon market reports confirm China's dominant share of global chlorosilane capacity, driven by large-scale producers operating integrated silicone complexes in Shandong, Zhejiang, and Yunnan provinces.
What Chinese LSR Actually Costs — and What Drives That Number
Standard addition-cure LSR (Shore A 40, general industrial grade) typically runs USD 3.5–7.0/kg FOB China. Where your landed price sits within that band depends on annual volume commitment, platinum catalyst loading, filler specification, and whether you’re ordering from a compounder with integrated upstream silane supply or a trading company buying spot inventory. Specialty grades shift the economics significantly: medical-grade LSR meeting USP Class VI or ISO 10993 requirements commonly prices between USD 20–40/kg, optical-grade material (ultra-low haze, high-purity platinum system) between USD 25–50/kg, and fluorosilicone variants at the higher end or beyond, reflecting both raw material costs and the tighter process controls required during compounding.
Attempting to negotiate purely on unit price without understanding what drives those ranges is where procurement teams make expensive mistakes. A supplier offering medical-grade LSR at USD 12/kg warrants immediate scrutiny of their platinum traceability documentation and biocompatibility test data.
Qualification Criteria That Actually Matter
For automotive components, IATF 16949 certification is the baseline requirement — ISO 9001 alone is insufficient for most Tier 1 supply chains. Medical and food-contact applications require USP Class VI testing, ISO 10993 biocompatibility panels, or FDA 21 CFR compliance documentation, depending on jurisdiction and end-use. European market entry demands current REACH and RoHS compliance files; request SDS documents and substance declaration letters, not just verbal assurances.
Beyond certifications, ask specific technical questions: What is the platinum content of your catalyst system, and how is it traced lot-to-lot? What inhibitor package is used, and have you tested for mold compatibility with common tool steels (P20, H13, S136)? Can you provide third-party analytical certificates — not just in-house QC data — for viscosity, cure kinetics, and mechanical properties? A supplier who hesitates on any of these is signaling a process gap.

MOQ, Lead Times, and Logistics Realities
Standard industrial grades are often available from warehouse stock with lead times of 5–15 days from order confirmation. Custom formulations — modified rheology, pigmented systems, unusual hardness targets, or specialty cure profiles — realistically require 4–8 weeks for development batches, internal qualification, and documentation. Budget that time into your project schedule; suppliers who promise custom work in under two weeks are typically repackaging standard material.
Liquid rubber ships in 200 kg steel drums or 1,000 L IBC totes. Both require temperature-controlled storage between 5–30°C throughout transit and warehousing — deviations accelerate aging of the inhibitor system and can cause premature partial cure. For sea freight, this is manageable with insulated containers or climate-controlled reefer arrangements for heat-sensitive grades. Air freight triggers hazmat classification review depending on catalyst type and packaging; confirm UN number and packing group with your freight forwarder before assuming standard airfreight rates apply.
The Integration Advantage
A compounder with in-house silane synthesis controls the most significant variable in batch-to-batch consistency: base polymer quality. Trading companies buying from the spot market introduce a hidden source of variation — different monomer batches, different polymer suppliers — that surfaces as viscosity drift or cure time inconsistency in your production line. For high-volume or precision applications, supply chain integration from monomer to finished compound is a meaningful qualification criterion, not a sales point.
Frequently Asked Questions About Liquid Rubber and Its Alternative Names

Is liquid rubber the same as silicone?
No — silicone is one polymer family within a much broader category. Liquid rubber covers silicone, polyurethane, polysulfide, EPDM-based, and reactive liquid polymer systems. Conversely, not every silicone product is a rubber: silicone fluids, silicone resins, and silicone emulsions share the Si–O backbone but behave nothing like an elastomer. When a datasheet says “liquid rubber,” ask which polymer backbone. That single question eliminates most specification mismatches before a sample is ever ordered.
What is the difference between RTV silicone and LSR?
The distinction matters operationally. RTV (room-temperature vulcanizing) silicone cures at ambient conditions via either condensation (releasing acetic acid or oxime byproducts) or addition chemistry. It’s typically dispensed from cartridges or pails, suits repair work and low-volume casting, and does not require heated tooling. LSR — liquid silicone rubber — is a high-purity, two-part, platinum-addition-cure system injected into heated molds at 150–200°C, curing in seconds to minutes depending on shot size and cross-linker ratio. Cycle times, capital equipment, and part tolerances are fundamentally different. Feeding LSR into a manual dispensing gun, or expecting RTV to hold automotive sealing tolerances, are both procurement failures with direct scrap consequences.
Can liquid rubber be used as a waterproofing membrane?
Yes, and it’s one of the most demanding applications. Polyurethane and silicone liquid rubber are both applied as seamless, self-terminating membranes on roofs, balconies, tunnels, and below-grade structures. The critical performance parameters are elongation (typically >200%, often 400–600% for construction-grade polyurethane systems) and adhesion to concrete or metal substrates. Seamless application eliminates the lap-joint failures that plague sheet membranes at penetrations, corners, and drains — exactly where leaks originate.
Silicone-based liquid rubber membranes maintain flexibility from -60°C to +230°C under continuous service, outperforming polyurethane alternatives in extreme-temperature roofing applications.True
This temperature range is well-documented for platinum- and peroxide-cured silicone elastomers; polyurethane membranes typically de-rate significantly above 80–100°C continuous exposure.
Is liquid rubber food-safe or FDA-approved?
Platinum-cure silicone LSR can be formulated to comply with FDA 21 CFR 177.2600, which governs rubber articles intended for repeated food contact. “Can be formulated” is load-bearing language — the base polymer is not automatically compliant; fillers, pigments, and release agents must each qualify. Polyurethane variants require case-by-case formulation review and are generally harder to bring into food-contact compliance. Always request a declaration of compliance tied to the specific lot, not a blanket supplier certificate.
What is the shelf life of liquid rubber?
Two-part silicone systems: 12–24 months when stored at 5–25°C in original sealed containers. Single-component moisture-cure silicones: 9–12 months, with shelf life collapsing rapidly after opening. Platinum-catalyzed systems are sensitive to sulfur, amine, and tin contamination — even trace contact with certain mold-release agents or work gloves can inhibit cure entirely. Polyurethane liquid rubber is moisture-sensitive in both components; isocyanate-side containers that have been opened and resealed are typically considered compromised within 3–6 months. Rotate stock, date-stamp containers, and run small cure verification tests before committing bulk material to production.
What does ‘reactive liquid rubber’ or ‘reactive liquid polymer’ mean in adhesive formulations?
These terms refer to low-molecular-weight functionalized polymers — most commonly carboxyl-terminated butadiene-acrylonitrile (CTBN) copolymers or silicone macromers — added to epoxy or other thermoset matrices as toughening agents. They are not standalone rubbers. They phase-separate during cure to form rubber particles that arrest crack propagation. Structural adhesive formulators and composite engineers encounter this terminology regularly; procurement teams unfamiliar with it sometimes confuse it with bulk liquid rubber, leading to incorrect sourcing inquiries.
How does liquid rubber compare to butyl rubber tape or sheet sealing?
Butyl tape wins on installation speed for simple, flat lap joints with controlled geometry. Liquid rubber wins everywhere else: irregular substrates, pipe penetrations, internal corners, and surfaces with existing protrusions cannot be effectively sealed with tape without bridging voids. A liquid-applied membrane bonds to the substrate continuously, so there is no delamination pathway. The tradeoff is application time, surface preparation requirements, and the skill level needed to apply uniform wet-film thickness — thin spots in a liquid membrane are a latent defect that shows up years later.
What certifications should I require when buying liquid silicone rubber from China for European markets?
Minimum baseline: REACH SVHC compliance declaration (current candidate list), RoHS declaration where the product contacts electronics, and ISO 9001 certification for the manufacturing site — not just a trading company’s certificate. For food contact: LFGB (Germany) or overall EU Framework Regulation 1935/2004 migration testing. Rail applications require EN 45545-2 fire behavior compliance; confirm the specific hazard level and R-group. Potentially explosive atmospheres require ATEX documentation tied to the specific compound. Request lot-traceable certificates, not catalog-level statements, and verify that the issuing body is accredited. A supplier who cannot provide lot-specific documentation for regulated markets is a qualification risk regardless of price.














