
Specifying the wrong sealing product for a rooftop expansion joint, a pond liner, or a trailer floor might seem like a minor procurement misstep — until the coating delaminates at –30°C, a storage tank leaks through a pinhole the aerosol missed, or an inspector rejects a membrane that never reached the minimum tensile strength written into the project spec. Downtime, rework labor, and material replacement typically cost far more than the product price difference that drove the original choice.
Liquid rubber and Flex Seal are not the same product. Liquid rubber is a broad category of elastomeric coating systems — polyurethane, silicone, EPDM, or butyl-based — engineered for industrial and construction applications, with tensile strengths of 1.5–6 MPa and elongation up to 800% depending on formulation. Flex Seal is a specific consumer-grade aerosol brand that deposits 10–20 mils per coat and typically performs in the 0.8–2 MPa range. Overlap exists only at the surface level: both seal, both flex, both cure to a rubber-like film.
What makes this distinction matter operationally is that the two products sit in entirely different layers of the supply chain, serve different substrate and exposure conditions, and fail in very different ways when misapplied. The global waterproof coating market runs at USD 12–14 billion annually; Flex Seal’s retail segment, estimated at USD 200–400 million, is a small slice of that universe. Understanding where the line is drawn — and where it genuinely blurs — can save a procurement manager from writing a costly change order six months into a project.
What Liquid Rubber Actually Is: Chemistry, Forms, and Industrial Variants
Liquid rubber is not a product. It is a material category — a broad family of polymer systems that share one defining characteristic: they are fluid at the point of application and cure or vulcanize into a flexible, elastomeric solid with recoverable deformation. That distinction matters enormously on the plant floor. When a procurement manager searches for “liquid rubber,” they might be looking at a two-part polyurethane system with a 30-minute pot life, a one-component RTV silicone that cures on atmospheric moisture, or a solvent-borne butyl compound that builds a vapor barrier on a cold-storage ceiling. These are not interchangeable. Getting the chemistry wrong means re-work, early failure, or in the case of expansion joints and aerospace fuel bay sealants, a serious structural consequence.
The Five Chemistries That Matter
Polyurethane (PU) liquid rubber is the workhorse of the waterproofing industry. It delivers high elongation — typically 400–800%, depending on the isocyanate-to-polyol ratio and chain extender — and bonds aggressively to concrete, steel, and wood. The liability is UV degradation. Aromatic PU formulations chalk and crack within one to three years of direct sun exposure unless a UV-stable topcoat is applied. Aliphatic PU costs more but holds color and surface integrity far longer.
EPDM-based liquid rubber starts with the same ethylene-propylene-diene terpolymer chemistry that has proven itself in single-ply roofing membranes for decades. In liquid form, EPDM is dispersed in water or solvent and applied by brush or spray. Its ozone and weathering resistance is genuinely outstanding — service life of 15–25 years on exposed roofing is realistic when film build is adequate. Temperature range runs roughly –40°C to +120°C, which covers most building envelope and HVAC duct applications but rules it out near exhaust systems or industrial ovens.
Butyl rubber in solution is the specialist’s choice wherever vapor transmission is the primary threat. Its permeability to water vapor is among the lowest of any elastomer. Cold-storage facilities, underground tank linings, and tunnel waterproofing all exploit this property. Butyl does not accept paint easily and has limited resistance to petroleum-based fluids, so the application scope is specific.
Polysulfide sealants occupy a narrow but critical niche: fuel-resistant aerospace joint sealants, insulating glass edge seals, and concrete movement joints in chemical processing plants. The sulfur-backbone chemistry gives polysulfide exceptional resistance to aliphatic fuels and many solvents, though its mechanical strength is modest and cure times are slow — often 24–72 hours to handling strength at ambient temperature.
Silicone liquid rubber — covering RTV (room-temperature vulcanizing), LSR (liquid silicone rubber), and HTV (high-temperature vulcanizing) grades — is the premium tier. The Si–O–Si backbone has bond energy of approximately 452 kJ/mol, significantly higher than the C–C bonds in carbon-backbone elastomers. That chemistry translates directly to a service temperature range of –60°C to +200°C, inherent hydrophobicity, and UV stability that requires no topcoat. Elongation typically runs 300–600%, and long-term retention of elasticity after thermal cycling is measurably superior to PU or EPDM alternatives. For industrial clients specifying a coating that must survive 10-plus years without reapplication on a difficult substrate — glass curtain walls, transformer housings, high-temperature pipe penetrations — silicone-based liquid rubber is the rational choice.
Physical Forms and Viscosity Windows
The same polymer chemistry can be formulated across a wide viscosity range — roughly 500 cP at the low end for spray-grade products up to 50,000 cP or beyond for trowel-grade mastics. Viscosity determines method, and method determines film build per pass.
| Form | Typical Viscosity | Application Method | Film Build per Pass |
|---|---|---|---|
| Spray-grade | 500–2,000 cP | Airless or air-assisted spray | 10–30 mils |
| Brush-grade | 2,000–8,000 cP | Brush or roller | 20–60 mils |
| Pour-grade | 1,000–5,000 cP | Self-leveling pour into molds or cavities | Varies by mold |
| Trowel-grade | 15,000–50,000+ cP | Steel or notched trowel | 40–120 mils |
Choosing the wrong form for the substrate geometry is a common field error. A trowel-grade material on a vertical parapet wall will sag before cure; a spray-grade material on a horizontal plaza deck may not build enough dry film thickness in a single pass to meet waterproofing specifications.
Cure Mechanisms and Their Practical Consequences
Moisture cure is the most field-convenient mechanism — one-component, no mixing error, no pot life pressure. The trade-off is sensitivity to ambient humidity and temperature; below 5°C or above 35°C, cure rate and final mechanical properties can diverge significantly from laboratory data sheets.
Two-part catalytic cure systems give the formulator tighter control over tensile strength and elongation because the crosslink density is set by mix ratio. Industrial-grade liquid rubbers cured this way commonly reach tensile strength of 1.5–6 MPa. That range reflects real differences in formulation intent — a 1.5 MPa product optimized for elongation behaves very differently under foot traffic than a 5 MPa product optimized for mechanical durability.
Heat cure (HTV silicone and some PU systems) is standard in factory production of gaskets and molded components. UV cure is emerging in thin-film electronics encapsulation where rapid throughput justifies the capital cost of UV equipment.
Silicone liquid rubber retains its elastomeric properties across a wider temperature range than polyurethane or EPDM liquid rubber.True
The Si–O backbone chemistry provides inherently higher thermal stability, documented service range of –60°C to +200°C versus –40°C to +120°C for EPDM-based systems and even narrower practical limits for aromatic PU formulations under UV load.
Understanding this landscape is the prerequisite for any honest comparison with a consumer aerosol product like Flex Seal — which occupies a very specific and limited corner of this broader material universe.
What Flex Seal Actually Is: Brand Anatomy, Polymer Base, and Product Line Breakdown
Flex Seal is a brand — not a material class. That distinction matters more than most buyers realize when they’re standing in a hardware aisle comparing a $14 aerosol can to a specification sheet for an industrial waterproof membrane. Swift Response LLC, operating under the Flex Seal Products trade name, launched the original Flex Seal Spray around 2011 through direct-response television advertising. The product achieved genuine mass-market penetration through TV retail and big-box distribution channels, and the brand has since expanded into a family of related sealant products. Understanding what each one actually contains is the first step toward using any of them correctly — or knowing when to reach for something else entirely.
The Actual Polymer Chemistry Behind the Spray Can
The original Flex Seal Spray is built around a butyl rubber compound dispersed in a solvent carrier, sometimes formulated closer to a rubberized bitumen-type system depending on the product revision. It is not a pure silicone elastomer. It is not a polyurethane membrane. The solvent flash-off is what produces the rubbery, flexible film you see in the television demonstrations. VOC content in the aerosol variants is a real operational concern in confined spaces or spray booths — check the SDS before applying indoors or near ignition sources.
Dry film thickness per coat runs approximately 10–20 mils (0.25–0.50 mm), with the actual build depending on spray distance, ambient temperature, and operator technique. That range matters: two light passes from 12 inches in a warm garage will not deposit the same film as slow, close passes at 5°C. Surface dry typically occurs within 1–2 hours; full cure through the film requires 24–48 hours, longer in high humidity or cool conditions.
Product Line Breakdown: One Brand, Several Different Formulations
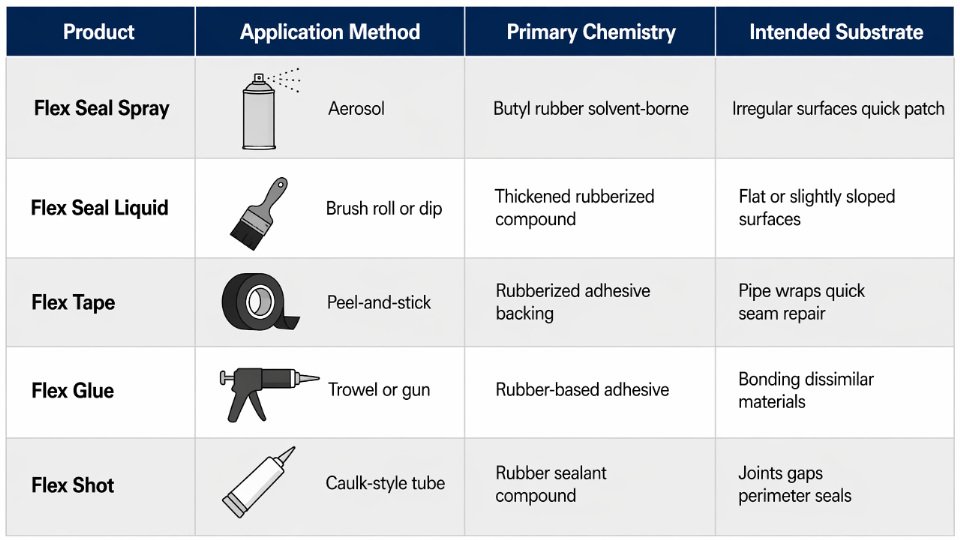
The Flex Seal family is not a single product reformatted in different containers. Each SKU uses a different substrate approach:
| Product | Application Method | Primary Chemistry | Intended Substrate |
|---|---|---|---|
| Flex Seal Spray | Aerosol | Butyl rubber / solvent-borne | Irregular surfaces, quick patch |
| Flex Seal Liquid | Brush, roll, or dip | Thicker rubberized compound | Flat or slightly sloped surfaces |
| Flex Tape | Peel-and-stick | Rubberized adhesive backing | Pipe wraps, quick seam repair |
| Flex Glue | Trowel/gun | Rubber-based adhesive | Bonding dissimilar materials |
| Flex Shot | Caulk-style tube | Rubber sealant compound | Joints, gaps, perimeter seals |
Each product performs differently under immersion, UV load, and thermal cycling. Treating them as interchangeable because they share a brand name is a common source of callback repairs.
Where It Works, Where It Doesn’t
Flex Seal performs adequately for what it was designed to do: minor residential maintenance. Sealing a cracked rain gutter, stopping a slow window-frame leak before winter, patching a small section of flashing — these are legitimate applications. The film flexibility is sufficient for low-strain substrates that move minimally and see intermittent moisture rather than continuous immersion.
The limits become operational problems in industrial or demanding residential contexts. Tensile strength of consumer-grade Flex Seal products typically falls in the 0.8–2 MPa range, while industrial liquid rubber membranes cure to 1.5–6 MPa depending on polymer type and film build. Elongation at break for butyl-type films is substantially lower than silicone or polyurethane membranes that target 300–800% elongation. On UV-exposed roofing without a protective topcoat, the film chalks and loses adhesion over 12–24 months in most climates. In standing water or below-grade immersion, the solvent-borne butyl system is not the right material class.
The “Liquid Rubber” Label: Technically Permitted, Industrially Misleading
Flex Seal products are the same as industrial liquid rubber membranes because they are marketed as 'liquid rubber'False
The 'liquid rubber' terminology on Flex Seal packaging refers loosely to the rubbery film that forms after solvent evaporation. It does not indicate that the product meets industrial liquid rubber membrane specifications for tensile strength (typically 1.5–6 MPa), elongation at break (300–800%), or long-term service life under continuous water exposure, UV load, or thermal cycling.
The phrase “liquid rubber” on consumer packaging is not a regulated technical designation — any manufacturer can print it. The film Flex Seal produces is elastomeric, which makes the label defensible from a marketing standpoint. But an engineer writing a waterproofing specification, a procurement manager sourcing roofing membrane, or a plant maintenance team sealing a chemical containment area cannot treat that consumer label as a material specification. The performance gap between a brushed-on Flex Seal Liquid film and a properly installed polyurethane or silicone liquid rubber membrane is not marginal — it is the difference between a temporary patch and a warranted, long-service installation.
Side-by-Side Performance Comparison: Industrial Liquid Rubber vs. Flex Seal Across 8 Critical Parameters
The fastest way to cut through the marketing noise is to put both products against the same engineering yardstick. The table below uses published technical data, third-party test ranges, and field-verified figures. Where a single number would be misleading, ranges are given with the variable that drives them.
| Parameter | Industrial Liquid Rubber | Flex Seal (Consumer Line) |
|---|---|---|
| Tensile strength | 1.5–6 MPa (depends on polymer type and film thickness) | 0.8–2 MPa |
| Elongation at break | 300–800% (polyurethane upper end; silicone mid-range) | 100–300% (aerosol coat, single layer) |
| Adhesion — concrete pull-off | 1.5–3.0 MPa with primer; 0.8–1.5 MPa without | 0.3–0.8 MPa |
| Adhesion — steel/metal | 1.2–2.5 MPa (surface prep to Sa 2.5 standard) | 0.2–0.6 MPa |
| Service temperature | –60°C to +200°C (silicone-based); –40°C to +120°C (EPDM/butyl) | –18°C to +93°C (stated by manufacturer) |
| UV resistance | Excellent (silicone); Good (polyurethane with UV stabilizer) | Fair — chalking observed within 12–24 months outdoors |
| Expected service life | 10–25 years (roof/below-grade, properly applied) | 1–3 years on continuously exposed surfaces |
| VOC content | 5–80 g/L (waterborne systems at low end; solvent-borne higher) | 200–400 g/L (aerosol propellant and carrier solvent) |
Elongation at Break: The Number That Decides Whether Water Gets In
Elongation at break is the single most diagnostic metric for any waterproof membrane. Concrete cracks. Steel joints move with thermal cycling. A coating that cannot stretch across a crack does not waterproof anything — it simply bridges the gap until the substrate moves and then splits.
Crack-bridging performance requires a minimum of 200–300% elongation. Below that threshold, normal seasonal substrate movement — which on a roof deck can mean joint movement of 1–3 mm — will open a fracture path straight through the coating. Industrial liquid rubber membranes routinely land in the 400–700% range, which is why they are specified for plaza decks, tunnels, and below-grade walls where dynamic cracking is a certainty, not a possibility. A single-coat Flex Seal application at 10–20 mils dry film thickness may reach 300% under ideal lab conditions, but real-world aerosol applications are uneven, and a thin zone at 5 mils may elongate to only 120–150% before failure.
Industrial-grade liquid rubber membranes regularly achieve elongation at break of 400–700%, well above the 200–300% minimum needed for reliable crack-bridging waterproofing.True
This range is consistent with published data from polyurethane and silicone elastomer technical datasheets and is corroborated by ASTM C836 and ISO 1421 testing protocols for waterproof membranes.
Adhesion and What It Means on a Real Job Site
An adhesion pull-off of 0.3–0.8 MPa is workable for sealing a leaky gutter or patching a garden pond liner — the kind of application Flex Seal was designed for. It is not adequate when a waterproofing failure means reinforcement corrosion, structural repair costs, or production downtime. Concrete roof decks and below-grade walls require pull-off values above 1.0 MPa to resist hydrostatic pressure and thermal delamination stress. Industrial liquid rubber systems, applied over a compatible primer, consistently deliver 1.5–3.0 MPa on concrete — two to four times higher than consumer aerosol products.
Surface preparation drives this gap more than chemistry alone. Industrial systems are specified alongside shot-blast or acid-etch preparation; Flex Seal is designed to bond on whatever clean-ish surface a homeowner can manage. Both products are performing as designed. The problem arises when a consumer product is used in an industrial context.
Service Life: Specified Longevity vs. Convenience Product Limits
A properly applied polyurethane or silicone liquid rubber membrane is routinely specified for 10–25 year service life in roofing and below-grade structures — that range depends on UV exposure, substrate movement, ponding water, and maintenance. Flex Seal products carry no warranty for continuous immersion or long-term outdoor critical-asset exposure. Field reports consistently show chalking, embrittlement, and loss of adhesion on continuously wet or sun-exposed surfaces within one to three years.
The Silicone Advantage Across Multiple Parameters
Among all liquid rubber chemistries, silicone-based systems deliver the broadest simultaneous performance envelope: a service temperature range of –60°C to +200°C, inherent UV stability without additives, and service life that can exceed 20 years in roof coating applications. That combination explains why silicone liquid rubber is the default specification for electronics encapsulation potting, industrial roof coatings, and high-temperature joint sealing. For procurement engineers sourcing material at volume, silicone-based liquid rubber from an integrated organosilicon manufacturer — rather than a reformulated consumer aerosol — is the only option that closes out risk on all eight parameters simultaneously.
Industrial Applications Where the Distinction Is Critical: Roofing, Infrastructure, Electronics, and Marine
The product-versus-category confusion has real consequences once you move off a YouTube demonstration and onto a job site with a warranty, a building code, or an OEM specification attached to it. Each application domain below has its own governing standard, its own failure mode, and its own cost when the wrong material gets specified.
Roofing Membranes
Liquid-applied roofing systems in commercial construction are governed by ASTM D6083 (acrylic liquid-applied membranes) and ASTM C836 for high-solids formulations, with manufacturer certification to FM Approvals or UL Class A fire ratings required by most building codes and insurance underwriters. Industrial polyurethane and silicone liquid rubber systems are formulated, tested, and certified to meet these benchmarks. Tensile strength at 1.5–4 MPa and elongation at 300–500% (actual values depend on the specific polymer system and cure conditions) are designed to survive thermal cycling across a 40-year service life.
Flex Seal aerosol and consumer liquid products are not certified to ASTM D6083 or equivalent roofing membrane standards.True
ASTM D6083 requires third-party laboratory testing for tensile strength, elongation, low-temperature flexibility, and moisture vapor transmission. Consumer retail products in this category are not submitted for such certification because they are not marketed as primary roofing membranes.
Applying an uncertified consumer product as a roofing membrane voids the substrate manufacturer’s warranty, typically invalidates any contractor workmanship warranty, and in flat or low-slope roofs, leads to delamination and ponding-water intrusion within one to three seasons — a re-roofing cost that runs $15–60/m² depending on access and substrate condition.
Below-Grade Waterproofing: Basements, Tunnels, Bridge Decks
Hydrostatic head resistance is the governing parameter here. Tunnel linings and bridge deck membranes are routinely specified to resist 10–30 m of water column, with test protocols including EN 14891 in Europe and ASTM D5385 in North America. Industrial polyurethane liquid rubber membranes at 2–4 mm DFT (dry film thickness) achieve this. A consumer aerosol depositing 0.25–0.50 mm per coat does not come close either in thickness or in cohesive strength under sustained hydrostatic pressure.
An operational warning applies here: even when contractors use the correct industrial product, skipping the primer step on concrete substrates reduces adhesion strength by 40–70%, depending on substrate porosity and moisture content. Product certification alone does not save a poorly executed installation.
Electronics Potting and Conformal Coating
Silicone liquid rubber — specifically RTV (room-temperature vulcanizing) and LSR (liquid silicone rubber) grades — is the engineering default for PCB encapsulation, transformer potting, and LED module sealing. The performance envelope matters: service temperature range of –60°C to +200°C and dielectric strength of 15–25 kV/mm (both figures depend on silica filler loading and crosslink density). No consumer Flex Seal product meets these electrical or thermal specifications, and none carry the UL 746C or IEC 60664 material suitability data that electronics OEMs require.
SiliconChemicals supplies specialty silicone polymers specifically formulated for this potting and encapsulation market, where molecular-weight distribution and cure kinetics are tightly controlled to meet OEM qualification requirements.
Marine and Offshore
Continuous saltwater immersion demands resistance to chloride ion permeation, UV degradation, and microbial fouling simultaneously. Marine-grade liquid rubber systems are qualified to ISO 20340 (now ISO 12944-9) cyclic corrosion testing and must demonstrate cathodic disbondment resistance to remain compatible with impressed-current cathodic protection systems on steel hulls and offshore structures. A consumer sealant with unknown chloride permeability and no immersion-service certification is simply outside the scope of these environments — not a marginal choice, but a disqualified one.
Automotive and Transportation OEM
Liquid silicone rubber gaskets and formed-in-place seals in engine bays must comply with FMVSS material requirements and often UL 157 (gaskets and seals). Continuous exposure to engine oils, coolants, and temperatures ranging from cold-soak at –40°C to underhood peaks above 150°C requires a certified material with documented compression set data, typically below 25% after 70 hours at 175°C. These are formulation-specific properties, not generic silicone properties.
Application-to-Product-Tier Decision Matrix
| Application | Consumer Grade (e.g., Flex Seal) | Professional Contractor Grade | Industrial Membrane Grade | Specialty Industrial Silicone |
|---|---|---|---|---|
| Minor DIY crack repair | Acceptable | Overkill | Overkill | Overkill |
| Commercial roofing membrane | Not certified | Marginal — verify ASTM | Correct tier | Rarely required |
| Below-grade / tunnel waterproofing | Inadequate | Insufficient head resistance | Correct tier | Depends on chemistry |
| Electronics potting / encapsulation | Inappropriate | Not applicable | Not applicable | Required |
| Marine / offshore immersion | Disqualified | Verify ISO 12944-9 | Possible with correct chemistry | Required for elastomeric seals |
| Automotive OEM gaskets/seals | Disqualified | Not applicable | Not applicable | Required |
The table is blunt by design. The engineering risk in these applications is not about brand preference — it is about whether a material has been tested and certified for the load conditions it will actually face. Consumer products serve their intended market well. The problem arises only when they migrate into applications they were never designed, tested, or warranted to handle.
Cost Analysis: Price Per Square Meter of Protection and True Total Cost of Ownership
The unit price on a can of consumer spray coating looks attractive until you work out what it actually costs to protect a real surface at a real film thickness — then do that arithmetic over a ten- or fifteen-year asset life.
What Effective Coverage Actually Costs
Flex Seal liquid aerosol retails at roughly USD 0.80–1.50 per fluid ounce depending on can size and retailer. That sounds cheap. The problem is film build. To reach a 20-mil (0.50 mm) dry film thickness — the minimum most waterproofing engineers would specify for a substrate exposed to standing water or UV — you need multiple coats, and each coat loses a significant fraction of material to overspray, flash-off, and surface absorption on porous substrates like concrete or aged EPDM.
A realistic estimate to cover 100 m² at 20-mil DFT with a consumer brush-applied Flex Seal liquid: 15–20 liters of product, depending on substrate porosity and applicator technique, at a material cost of USD 300–500 or more at retail pricing. That figure does not include primer, surface prep, or labor.
Industrial-grade liquid rubber membrane systems — whether polyurethane, silicone-modified, or hybrid polymer — from qualified industrial suppliers typically land at USD 5–15 per m² installed, a range driven by system complexity (single-coat vs. three-coat primer/base/top), reinforcement fabric, and whether the installer is bonded and warranted. On that same 100 m², you are looking at USD 500–1,500 installed, but the design life of a properly specified system is 15–25 years, often backed by a contractor warranty.

The Reapplication Trap
A consumer product on an exposed commercial or industrial substrate — a flat roof, a pipe penetration, a secondary containment berm — has a realistic service interval of 2–5 years before visible cracking, adhesion loss, or UV degradation forces reapplication. Two reapplications over a 10-year window means you have paid for materials three times. You have also mobilized labor three times.
Industrial membrane systems are engineered for 15–25 years with routine inspection but no recoating in between. When you divide total material and labor expenditure by years of service, the lifetime cost per m² per year often runs 30–60% lower for the industrial system than for the consumer product — and that calculation still ignores downtime.
Industrial liquid rubber membrane systems typically deliver lower lifetime cost per square meter than consumer-grade aerosol or brush-applied products when assessed over a 10-year horizon on commercial substrates.True
Reapplication frequency of 2–5 years for consumer products, versus 15–25 year design life for properly specified industrial membranes, reverses the apparent unit-price advantage when total material, labor, and mobilization costs are summed across the asset life.
Labor Is Not a Rounding Error
Professional application of a three-coat industrial membrane system — surface prep, primer, reinforcing fleece where required, base coat, finish coat — is labor-intensive. It takes time and skilled applicators. But it is done once. Repeated consumer-product applications accumulate not just material and labor cost but facility disruption: a food processing roof or a warehouse roof that gets recoated every three years is generating downtime, scheduling friction, and contractor mobilization fees that rarely show up in the original budget comparison.
Bulk Procurement and Raw Material Economics
One cost lever that industrial formulators and large facility operators can pull — and that consumer buyers simply cannot — is raw material procurement. SiliconChemicals supplies silicone polymer bases, RTV components, silane crosslinkers, and catalysts in drum and IBC quantities directly to liquid rubber formulators and industrial end users globally. Buying at that level typically enables formulated product cost structures 40–60% below equivalent finished consumer products, depending on volume, formulation complexity, and logistics routing.
The Risk Cost That Does Not Appear on the Purchase Order
A failed waterproofing system on a 2,000 m² commercial roof, an underground utility vault, or a secondary containment structure does not just cost the price of recoating. Water ingress into a commercial building can generate insurance claims, inventory losses, structural repair costs, and tenant disputes running from tens of thousands to well over a million USD depending on asset type and geography. The material cost difference between a consumer aerosol product and a specified industrial membrane system — often a few hundred to a few thousand dollars on a given project — is simply not commensurate with the financial exposure that a premature failure creates. Procurement managers who evaluate waterproofing on unit price alone are, in effect, self-insuring a consequential damage risk they have not priced into the comparison.
How Silicone-Based Liquid Rubber Stands Apart from Both Flex Seal and Conventional Liquid Rubber
When engineers talk about “liquid rubber,” they typically mean polyurethane or EPDM-based membrane systems. Flex Seal sits at the consumer end of that same polymer family. Silicone-based liquid rubber is a different material category altogether — not a premium version of the same thing, but a chemically distinct system built on an entirely different backbone.
The Si–O–Si Backbone: Why Bond Energy Matters on the Plant Floor
The siloxane chain — silicon bonded to oxygen, repeating — carries a bond energy around 450 kJ/mol. The carbon–carbon backbone in polyurethane and most synthetic rubbers runs roughly 347 kJ/mol. That 30% difference in bond strength is not marketing language. It directly explains why a silicone coating left on a south-facing metal roof in Arizona looks essentially unchanged after a decade, while a PU membrane in the same exposure starts chalking and embrittling within three to five years. UV photons and thermal cycling degrade the weaker C–C and C–O bonds preferentially. The Si–O backbone largely shrugs them off.
Silicone siloxane (Si–O–Si) bonds have higher dissociation energy than C–C bonds, contributing to superior UV and thermal stability.True
Si–O bond dissociation energy is approximately 444–452 kJ/mol versus approximately 347 kJ/mol for C–C, a well-established value in polymer chemistry that underpins the observed outdoor durability of silicone elastomers.
Oxidation resistance follows the same logic. There is no unsaturation in the PDMS backbone — no double bonds for ozone or oxygen radicals to attack. Conventional liquid rubbers and certainly aerosol consumer products based on modified butyl or SBS chemistry are vulnerable over extended outdoor service.
Silicone Liquid Rubber Product Families
Four distinct families serve different manufacturing and application needs:
RTV-1 cures with atmospheric moisture, requires no mixing, and suits field sealing work — glazing perimeters, expansion joints, and spot repairs where a two-component system is impractical. Shelf life is the constraint; open containers start skinning quickly in humid environments.
RTV-2 systems are two-part, platinum- or tin-catalyzed, and cover the broadest range of industrial uses: mold making, electronic encapsulation, architectural coatings, and industrial joint sealing where controlled cure profile matters. Pot life runs from minutes to several hours depending on catalyst loading and temperature — a lever formulators adjust for their production line speed.
LSR (Liquid Silicone Rubber) is injection-grade material designed for continuous high-volume production. Parts-per-million contamination tolerance is tight; platinum catalyst poisoning from sulfur, nitrogen compounds, or certain plasticizers is a real production risk that process engineers must design around.
HCR in solvent — high-consistency rubber dissolved to brush or spray viscosity — suits existing application equipment without capital investment in metering/mixing systems. Solvent recovery and VOC compliance are cost items that belong in the TCO calculation.
Formulation Levers and Raw Material Breadth
SiliconChemicals supplies the building blocks that formulators and OEM coating manufacturers actually need: vinyl-terminated polydimethylsiloxane bases across a viscosity range covering 500 cP spray-grade through 100,000 cP trowel-grade material, methylhydrosiloxane crosslinkers, platinum catalyst concentrates, and fumed silica reinforcement dispersions for tensile and tear strength. Shore A hardness is tunable from roughly 10 (soft encapsulant) to 70 (structural gasket) by adjusting crosslink density and filler loading — dependent primarily on the vinyl/hydride ratio and silica content.
Adhesion to difficult substrates is where silane coupling agents close the gap. Bare silicone wets aluminum and glass adequately but can peel from HDPE and certain powder-coated surfaces under hydrostatic load. A properly selected primer — 3-aminopropyltriethoxysilane for metal substrates, vinyltrimethoxysilane for polyolefin surfaces — raises peel strength from borderline to reliable.
Performance That Neither Flex Seal Nor PU Systems Deliver
Continuous service from –60°C to +200°C is the headline, but the less-discussed properties often drive the actual specification decision. Dielectric strength of 18–22 kV/mm makes silicone liquid rubber the default choice for outdoor electrical enclosures, busbar coatings, and downhole sensor encapsulation — ranges that PU and consumer spray coatings cannot approach. Fungal and mold resistance matters in pharmaceutical plant ceiling joints and food-processing drainage channels, where biofilm formation carries regulatory consequences, not just aesthetic ones. Food-contact and medical-grade formulations are achievable through extractables control and appropriate catalyst selection — something a retail aerosol product is not designed or tested for.
Supply Chain Position
SiliconChemicals operates within China’s established organosilicon industrial cluster, where siloxane monomer production, distillation capacity, and downstream compounding infrastructure are concentrated. Standard volume orders reach formulators in Europe, North America, Southeast Asia, and the Middle East within three to six weeks, depending on port routing and import clearance. That lead time is shorter than many European specialty chemical suppliers for comparable siloxane intermediates — and the cost structure reflects integrated upstream manufacturing rather than toll processing margins stacked on imported feedstock.
For procurement managers qualifying a silicone liquid rubber raw material source, the practical questions are batch-to-batch viscosity consistency, platinum catalyst activity traceability, and availability of technical data in English with third-party test certificates. Those are specifiable requirements, not assumptions.
How to Select the Right Liquid Rubber Product: A Step-by-Step Specification Framework for Engineers and Procurement Teams
Selecting a liquid rubber coating without a structured framework is how projects end up with delaminated membranes at year two, voided warranties, and emergency recoat budgets that dwarf the original material cost. The seven steps below compress what an experienced specification engineer would work through before committing to a system.
Step 1 — Define the Substrate
Concrete, steel, HDPE geomembrane, aged bitumen, and timber each present different surface energies and failure modes. Concrete is porous and alkaline; untreated steel corrodes under a poorly adhered coating; low-energy plastics reject most coatings outright without surface treatment. Before specifying any chemistry, confirm whether a primer is required — and which one. For low-energy or lightly contaminated surfaces, silane coupling agents (aminosilanes, epoxysilanes) chemically bridge the substrate to the polymer matrix, converting a mechanical bond into a covalent one. That difference routinely doubles adhesion pull-off values in the field.
Step 2 — Define the Exposure Environment
Write this down formally, not in your head. UV index and roof orientation (south-facing at altitude versus a shaded industrial floor) are not the same specification. Temperature extremes matter: silicone-based liquid rubber handles –60 °C to +200 °C continuously; butyl and EPDM systems are typically rated –40 °C to +120 °C. If the surface sees jet fuel, hydraulic fluid, or caustic washdown, your chemistry shortlist shrinks fast. Distinguish immersion service from splash or condensation — immersion demands far tighter crosslink density and different cure schedules. Count the freeze-thaw cycles per year; anything above 50 cycles per year in a crack-bridging application needs verified elongation data at –20 °C, not just ambient.
Step 3 — Define the Mechanical Demand
What crack width must the membrane bridge? A 2 mm dynamic crack in a concrete parking deck requires a minimum elongation at break well above 300%; for aggressive structural movement, 600–800% elongation systems (certain polyurethane formulations) are the correct target. Map your requirement against the tensile and elongation figures in the comparison table presented earlier in this article. If the surface carries foot traffic or wheeled equipment, add abrasion resistance to the spec — something a 10–20 mil aerosol coating layer cannot realistically deliver.

Step 4 — Define Regulatory and Certification Requirements
This step alone eliminates consumer spray products from industrial specifications. Potable water contact requires NSF/ANSI 61 certification. Food-processing environments may trigger FDA compliance. Roofing membranes on commercial buildings often require ASTM D6083, D412, or equivalent EN 1504 compliance. European projects may demand CE marking; electronics encapsulation may require RoHS and REACH conformity. Pull the applicable standards before issuing an RFQ, not after samples arrive.
Consumer products like Flex Seal aerosol are not certified to ASTM, NSF, or EN industrial coating standards.True
Flex Seal markets to the DIY and repair segment; its published documentation does not include industrial certification test reports such as ASTM D6083 tensile/elongation, NSF 61 potable water contact, or EN 1504 concrete protection compliance.
Step 5 — Define Service Life and Maintenance Budget
A 1–3 year repair window on a non-critical secondary structure? A consumer-grade product may be economically rational. A 15–25 year asset protection requirement on an industrial roof, bridge deck, or below-grade waterproofing? Only a tested, warranted industrial system justifies the liability exposure. Recoat labor on a large membrane — mobilization, surface prep, application, inspection — routinely costs more than the material itself. Factor that into the total cost of ownership before chasing a lower unit price.
Step 6 — Select Polymer Chemistry
Match the conclusions from Steps 2 through 5 to chemistry using this logic: silicone for extreme temperature range and sustained UV resistance; polyurethane for maximum elongation and abrasion resistance on trafficked surfaces; EPDM for single-ply roofing membranes where long-term weathering performance is the primary driver; butyl for vapor barriers and flashing details where low vapor transmission is critical. Hybrid systems (polyurethane-silicone interpenetrating networks, for example) can resolve conflicting requirements but demand supplier-level formulation expertise to apply correctly.
Step 7 — Engage a Qualified Supplier
For any project beyond spot repair, work with manufacturers who publish full technical data sheets, third-party test reports, and application guidelines — and who will stand behind them in writing. Request product samples against your actual substrate before committing volumes. A supplier capable of custom formulation support, silane primer recommendations, and on-call application engineering changes the risk profile of a project substantially. SiliconChemicals operates a sample program and application engineering consultation for global B2B customers precisely because a generic off-the-shelf recommendation is often wrong once substrate and environment specifics come into focus.
Frequently Asked Questions: Liquid Rubber, Flex Seal, and Silicone Coatings
Can I use Flex Seal on a commercial roof?
No — and the distinction matters legally as well as technically. Flex Seal aerosol and brush-on products are not certified to ASTM D6083 (standard specification for liquid-applied acrylic coating used in roofing) or any equivalent commercial roofing membrane standard. That gap means no warranty from a roofing contractor, no compliance with most commercial building codes, and no recourse when a leak develops six months after application. A properly specified roofing system — polyurethane liquid membrane at 60–80 mils DFT, or silicone-based liquid rubber at comparable thickness — carries documented tensile strength (1.5–6 MPa range, depending on formulation and reinforcement mat), elongation data, and a manufacturer’s backed warranty typically running 10–20 years. A Flex Seal aerosol coat tops out at 10–20 mils per pass. Bridging a 3 mm roof crack on a 10,000 m² industrial building with a consumer spray can is an engineering liability, not a repair.
Is silicone liquid rubber waterproof?
Yes, with meaningful specificity. Cured silicone rubber is inherently hydrophobic — water absorption is typically below 0.1% by weight, a figure that holds across prolonged immersion, not just surface splash. RTV and LSR silicone liquid rubber systems are routinely used in continuous-immersion environments: electronic component potting, underwater sensor housings, and subsea cable terminations. The Si–O backbone neither hydrolyzes nor swells in the way organic polymer systems do over time.
Cured silicone rubber absorbs less than 0.1% water by weight, making it suitable for continuous immersion applications.True
This is consistent with published material data for cured polydimethylsiloxane elastomers across multiple independent sources and ASTM D570 test results reported in silicone manufacturer datasheets.
What is the difference between RTV silicone and liquid rubber?
Think of it as a subset relationship. RTV (Room Temperature Vulcanizing) silicone is one specific type of liquid rubber — it happens to use silicone polymer chemistry and cures under ambient conditions via condensation or addition reaction mechanisms. All RTV silicone qualifies as liquid rubber. The reverse is not true. Liquid rubber as a category also includes polyurethane systems, EPDM-based membranes, butyl rubber solutions, and polysulfide sealants, most of which require heat, moisture, or two-component mixing to cure. When a supplier quotes “liquid rubber,” always confirm the polymer base before specifying.
How long does liquid rubber last outdoors?
Service life is almost entirely chemistry-dependent. Consumer-grade butyl-based products, including Flex Seal, realistically deliver 2–5 years of outdoor exposure before UV degradation, thermal cycling fatigue, or adhesion loss forces reapplication — an important factor when calculating true cost of ownership across a maintenance cycle. Industrial silicone liquid rubber coatings, properly formulated with UV stabilizers and applied at correct DFT, are designed for 15–25 years of outdoor service with minimal gloss loss and no significant mechanical degradation. The spread between those two numbers is also the spread between a maintenance headache and an engineered solution.
Can liquid rubber be applied over Flex Seal?
Generally not recommended as a direct overcoat on a production project. Adhesion to a partially cured, aged, or contaminated consumer sealant film is unreliable — and if the bond fails, the new membrane delaminates regardless of its own quality. For any industrial re-roofing or re-coating scope, existing coatings need a formal adhesion assessment: cross-cut test, pull-off test, or solvent wipe depending on substrate. In most cases, full mechanical removal or an approved tie-coat primer is required before a proper liquid rubber system goes down. Skipping that step saves a few hours and risks the entire warranty.
Does SiliconChemicals supply finished liquid rubber products or raw materials?
SiliconChemicals operates primarily as a raw material and specialty intermediate supplier — PDMS bases, crosslinkers, silane coupling agents, platinum and tin catalysts, and modified silicone polymers — rather than as a finished-goods coatings brand. The customers are liquid rubber formulators, industrial coating manufacturers, and large end-users with in-house compounding capability across more than 30 countries. Custom formulation development support is available for qualified B2B inquiries where technical fit and volume justify the collaboration.
What is the minimum order quantity for silicone raw materials?
Standard MOQs run 200 kg per drum for specialty and low-volume products, and 1,000 kg per IBC for commodity PDMS bases, with volume-tiered pricing above those thresholds. For R&D and formulation development work, sample quantities of 1–5 kg are available to qualified technical contacts — enough to run preliminary viscosity, cure, and mechanical property screening before committing to production volumes.
Is liquid rubber the same as rubberized coating?
Not exactly. “Rubberized coating” is a broad marketing term that shows up on everything from rubber-modified bitumen to elastomeric architectural paints to products that contain only minor rubber additives. Liquid rubber, used precisely, means a system that cures into a continuous, seamless elastomeric membrane with quantifiable mechanical properties — defined tensile strength, elongation at break, and Shore hardness. If a product datasheet does not report those values, “rubberized coating” is probably the more accurate description, regardless of what the label says.
Key Takeaways: Making the Right Choice Between Liquid Rubber and Flex Seal for Your Project
After working through the chemistry, performance data, cost structures, and application scenarios in this article, the core answer is straightforward enough to state plainly: Flex Seal and liquid rubber are not the same thing, and treating them as interchangeable will eventually cost you — in failed membranes, voided warranties, or unplanned asset damage that dwarfs whatever you saved at the hardware store.
The Distinction That Actually Matters on the Plant Floor
Flex Seal is a retail brand. Its butyl-rubber aerosol and brush-applied products fill a legitimate niche — stopping a basement wall seep, patching a garden shed roof, sealing a gutter joint. For those jobs, the 10–20 mil film thickness and tensile strength in the 0.8–2 MPa range is adequate. Nobody is arguing otherwise.
Liquid rubber, by contrast, is a material category spanning dozens of chemistries and performance tiers. The same two words appear on a DIY spray can and on a 200-barrel drum of two-component silicone polymer bound for a rooftop membrane system rated to 25-year service life. Conflating them is like calling both a garden hose and a hydraulic pressure line “rubber tubing.” Technically not wrong; operationally dangerous.
The Chemistry Hierarchy, Compressed
For procurement teams who need a fast mental model:
| Tier | Chemistry | Typical Tensile Strength | Service Temp Range | Realistic Service Life |
|---|---|---|---|---|
| Consumer / retail | Butyl, rubberized bitumen | 0.8–2 MPa | –20°C to +80°C | 2–5 years depending on UV exposure |
| Contractor grade | Polyurethane liquid rubber | 2–4 MPa | –40°C to +100°C | 8–15 years with proper prep |
| Industrial membrane | EPDM-based systems | 3–5 MPa | –40°C to +120°C | 15–20 years in controlled exposure |
| Specialty / extreme | Silicone liquid rubber | 1.5–6 MPa | –60°C to +200°C | 20+ years; UV-stable without topcoat |
Move down that table only when your application genuinely demands it. Move up whenever the asset value, regulatory requirement, or thermal environment pushes you past what the lower tier can hold.

The Total Cost of Ownership Argument Is Not Close
An industrial-grade liquid rubber membrane system costs more per square meter upfront than a consumer sealant product.True
Industrial two-component systems require proper surface prep, mixing equipment, and trained applicators, pushing installed costs higher — but service life of 15–25 years versus 2–5 years for consumer products routinely inverts the per-year cost and eliminates reapplication labor entirely.
For any asset valued above roughly USD 10,000 — a commercial roof, a water treatment tank, a marine deck structure — the reapplication cycle and consequential damage risk of an under-specified product turn apparent savings into real losses fast. A single water ingress event in a control room or cold-storage facility can generate repair and downtime costs that exceed the entire membrane budget several times over. Specifying correctly the first time is not conservative engineering; it is rational economics.
What SiliconChemicals Brings to Industrial Buyers and Formulators
SiliconChemicals operates inside China’s organosilicon manufacturing cluster, which means supply chain depth, consistent raw material quality, and cost structures that bulk importers and coating formulators cannot easily replicate from fragmented Western spot markets. Whether your project requires silicone polymer base materials for in-house compounding, RTV liquid rubber for electronic encapsulation, high-elongation silicone membranes for roofing systems, or specialty modified silicone for extreme-temperature sealing, the product range and application engineering support exist in one place.
Procurement teams are invited to request technical data sheets, application-specific consultation, or sample quantities for formulation evaluation. Global shipping from China’s manufacturing hub keeps lead times predictable and qualification costs low. If your search brought you here through terms like silicone waterproof membrane, industrial liquid rubber coating, RTV liquid rubber supply, or alternatives to consumer sealant products for serious infrastructure work — this is the right starting point.
Specify to the application. Demand data sheets, not television advertisements. And when the environment is harsh enough that nothing short of a silicone backbone will hold, source accordingly.














