
Liquid rubber applied to the wrong substrate either peels off in service or bonds so tenaciously to a mold that you scrap the part getting it out — both outcomes cost real money in downtime, wasted material, and rework labor. Getting the surface-chemistry decision wrong upstream means discovering the failure at the worst possible moment: mid-production run, with a cured batch stuck to a tool it was never supposed to grip.
Liquid rubber — particularly silicone-based systems — will not reliably stick to surfaces with surface energy below roughly 35 mN/m. That includes PTFE (~18 mN/m), most polyethylenes (~31 mN/m), polypropylene (~30 mN/m), wax coatings, fluoropolymer-coated release liners, and smooth non-porous metals treated with release agents. These low-energy or chemically inert surfaces prevent the wetting and mechanical interlocking that adhesion requires.
What makes this more interesting — and more practically useful — is that “will not stick” is not a binary property. The same liquid silicone rubber that releases cleanly from a PTFE-lined mold at room temperature may grip stubbornly onto that same surface if it was contaminated with a silane coupling agent, if the cure system generates condensation byproducts, or if the part geometry creates hydraulic lock. Understanding the mechanism, not just the material name, is what separates a process that runs clean from one that generates scrap every third cycle.

The Master Non-Stick Material List: Substrates Liquid Rubber Will Not Bond To
Once you understand that liquid rubber adhesion fails below roughly 35 mN/m surface energy, the non-stick material list stops being a collection of folk knowledge and becomes a predictable, physics-backed reference. The materials below consistently release liquid silicone rubber (LSR) and, with some important differences, liquid polyurethane (PU) rubber as well. Knowing which substrate works for which rubber system—and why—prevents scrapped molds, contaminated castings, and wasted release agent budgets.
Fluoropolymers: The Gold Standard for Non-Stick Surfaces
PTFE and FEP sit at approximately 18 mN/m, PVDF somewhat higher at around 25 mN/m. The reason is the carbon-fluorine bond: it is the strongest bond in organic chemistry, highly polarizable in neither the dispersive nor polar sense, and it exposes a surface that liquid rubber simply cannot wet adequately. No primer, no adhesion promoter, no silane coupling agent will consistently overcome this barrier without aggressive plasma or chemical etching.
In production mold-making, PTFE-lined mold cavities and FEP-coated release films are the premium choice for precision silicone casting—dimensionally stable, chemically inert across the full cure temperature range (up to 200 °C for addition-cure cycles), and reusable for hundreds to thousands of shots depending on part geometry and ejection stress. PVDF is the practical mid-tier: tougher mechanically, easier to thermoform into complex liner shapes, but slightly higher surface energy means you may see trace adhesion on highly filled or high-viscosity LSR formulations.
PTFE-coated surfaces will not bond to uncured liquid silicone rubber under standard casting and curing conditions without prior surface activation.True
PTFE surface energy (~18 mN/m) is far below the ~35 mN/m adhesion threshold for liquid silicone rubber, preventing adequate wetting and interfacial bonding.
Polyolefins: Inexpensive, Disposable, and Underused
HDPE, LDPE, and polypropylene cluster between 30 and 31 mN/m—just below the LSR adhesion threshold. They will not win prizes for thermal resistance (deformation above 80–100 °C rules them out of high-temperature cure cycles), but for room-temperature or low-heat condensation-cure silicone systems and for liquid PU systems where you need a quick, cheap, single-use mixing container or open mold, they are workhorses. A 5-liter HDPE pail used to mix condensation-cure silicone releases clean every time. The same container used with an isocyanate-based PU system? Still releases well, because PU adhesion to untreated polyolefins is also unreliable without primers.
Note the dependency: condensation-cure silicone shrinks 1–3% during cure versus 0.1–0.3% for addition-cure. That higher shrinkage actually assists part release from a flexible polyolefin liner by pulling the casting slightly inward away from the mold wall.
Silicone-Coated Papers and Films: The Self-Release Paradox
Cured silicone release coatings present a well-known paradox—silicone does not bond to silicone under casting conditions, despite sharing base chemistry. The mechanism is simple: a fully crosslinked silicone surface has exhausted its reactive groups and presents a low-polarity, low-energy interface (effective surface energy typically 20–24 mN/m depending on crosslink density and pendant group type). Uncured LSR poured onto a cured silicone-coated liner wets poorly and peels away cleanly after cure.
This is the entire technical basis for the release liner industry. Silicone-coated papers and films hold a dominant position in that market precisely because they work with pressure-sensitive adhesives, hot-melt systems, and silicone rubber alike. The double-sided coated film variant allows roll-to-roll processing of uncured silicone sheets without blocking or interlayer adhesion.
Waxes and Grease Barriers
Carnauba wax, paraffin wax, and petroleum jelly all function by the same mechanism: they deposit a non-polar hydrocarbon layer on the substrate surface, dropping its effective surface energy well below 30 mN/m regardless of what lies underneath. Applied to a plaster mold, a wood pattern, or even a porous concrete form, a two- to three-coat wax layer converts an otherwise-adhesive surface into a reliable release interface.
The operational warning here is layer uniformity. A thin spot in the wax coat on a porous substrate means the liquid rubber contacts the base material directly—on plaster, that can mean a torn casting and a ruined pattern. On production schedules, that costs hours. Re-waxing between every pour is not paranoid; it is standard practice in prototype and small-batch shops.
Treated Metal Surfaces
Bare aluminum and steel will bond aggressively to liquid PU rubber and, with some formulations, to LSR as well, especially if the metal is warm and freshly abraded. The native oxide layer alone is not enough. What changes the equation is a silane-based mold release agent: it chemisorbs onto the metal oxide surface through silanol condensation, exposing an outward-facing low-energy organic layer. Treated aluminum drops to an effective surface energy in the 20–28 mN/m range depending on the silane type and application quality.
The contrast matters operationally. An untreated aluminum prototype mold used for liquid PU rubber can result in complete bonding of the casting to the mold—requiring physical destruction of either the part or the tool. The same mold with a properly applied release agent releases cleanly for 5–20 shots before reapplication is needed, depending on mold geometry, draft angles, and cure temperature.
Reference Table: Non-Stick Substrates at a Glance
| Material | Surface Energy (mN/m) | Adhesion Risk to LSR | Adhesion Risk to Liquid PU | Best Use Case |
|---|---|---|---|---|
| PTFE | ~18 | Very Low | Very Low | Precision molds, reusable liners, high-temp casting |
| FEP | ~18 | Very Low | Very Low | Flexible release films, roll-to-roll silicone sheet |
| PVDF | ~25 | Low | Low | Thermoformed liners, moderate-temp service |
| HDPE / LDPE | ~31 | Low | Low–Moderate | Disposable mixing containers, open molds, low-temp cure |
| Polypropylene | ~30 | Low | Low–Moderate | Single-use mold liners, prototype tooling |
| Cured silicone coating | ~20–24 | Very Low | Low | Release liners, interleaf films, anti-block coatings |
| Paraffin / carnauba wax | ~25–28 (effective) | Low | Low | Pattern molds, plaster, wood, concrete forms |
| Petroleum jelly film | ~25–28 (effective) | Low | Low | Flexible or irregular substrate release |
| Silane-treated aluminum | ~20–28 (treated) | Low | Low | Prototype and production metal molds |
| Untreated aluminum | ~35–45 | Moderate–High | High | Not recommended without release agent |
Surface energy values are reference benchmarks; actual adhesion outcome depends on liquid rubber viscosity, cure temperature, contact time under pressure, and substrate texture. Use this table as a screening tool, not a final specification.
Materials That Liquid Rubber Does Stick To—and Why the Contrast Matters
Understanding what liquid rubber releases from is only half the picture. If you don’t know what it bonds to aggressively, you will misspecify mold materials, pick the wrong release strategy, or—more expensively—design an overmold that delaminate in service because you accidentally used a substrate that mimics a release surface.
High-Surface-Energy Metals Bond Hard and Fast
Bare steel sits around 46 mN/m, aluminum around 40 mN/m, and copper closer to 70 mN/m—all well above the ~35 mN/m adhesion threshold for liquid silicone rubber and comfortably above the wetting requirements of polyurethane rubber systems. Liquid PU rubber on grit-blasted steel, for instance, routinely achieves peel strengths in the range of 8–20 N/25 mm, depending on PU hardness, surface roughness (Ra typically 3–6 µm for structural bonds), and primer selection. Silicone rubber on bare aluminum without any adhesion promoter lands lower—often 2–6 N/25 mm—but add an appropriate silane primer and you can push that past 12 N/25 mm on the same substrate.
The operational implication is direct: if your mold core is uncoated aluminum and you skip the release agent because “silicone doesn’t stick to metal,” you will pull parts. Liquid silicone, particularly addition-cure grades, does wet metal surfaces. Cure shrinkage of only 0.1–0.3% does not save you here; that low shrinkage actually means less internal stress to help break the bond.

Glass and Ceramics: Where Silane Chemistry Becomes Essential
Glass and ceramic surfaces carry surface energies spanning roughly 70–200 mN/m depending on cleanliness and hydroxyl density. That high polar component is exactly what silane coupling agents exploit. A molecule like 3-aminopropyltriethoxysilane (APTES) hydrolyzes in the presence of surface moisture, condenses onto the glass hydroxyl groups, and presents an amine functional group outward that co-reacts with polyurethane or epoxy-modified silicone systems. 3-Glycidoxypropyltrimethoxysilane (GPTMS) follows the same surface anchoring mechanism but presents an epoxide terminus, making it the standard choice for LSR-to-glass bonds in optical or sealing applications.
Treated glass bonded to LSR or PU rubber can reach peel strengths of 15–35 N/25 mm—values that can exceed the cohesive strength of softer rubber grades, so failure shifts into the rubber itself rather than at the interface. This is the outcome you want for seals, gaskets, and encapsulants where delamination is the failure mode. SiliconChemicals’ silane product range covers both aminosilane and epoxysilane variants formulated for this exact application.
Silane coupling agents improve liquid silicone rubber adhesion to glass by creating covalent bonds at the interfaceTrue
Alkoxysilane groups hydrolyze and condense onto surface hydroxyl groups on glass; the organofunctional end co-reacts with the rubber matrix, producing an interfacial bond that is genuinely covalent rather than purely physical.
Polar Engineering Plastics: A Mixed Picture
Nylon PA6 and PA66 run around 46 mN/m, ABS around 42 mN/m, polycarbonate around 46 mN/m. Liquid PU rubber bonds to these substrates without primer in most production conditions—the polar components align well, and bond strengths of 5–15 N/25 mm are typical for overmolded soft-touch grips. LSR is less cooperative. Its low surface energy and non-polar backbone mean plasma treatment or a silane adhesion promoter is generally required to achieve reliable bonds to PC or ABS in insert molding.
Fabric and Porous Substrates: Mechanical Interlocking Takes Over
Woven textiles and open-cell foams add a second mechanism: the liquid rubber infiltrates the pore structure before cure, and mechanical interlocking makes interfacial separation practically impossible without destroying the substrate. Chemical surface energy barely matters here. This is why rubber-coated conveyor belting and silicone-laminated technical fabrics show cohesive failure in the rubber layer rather than adhesive failure at the textile interface.
Why This Contrast Is the Designer’s Toolkit
Selective adhesion is the entire logic behind insert molding and two-shot overmolding. The engineer places a high-surface-energy metal insert or a primed PC substrate where bonding is required, then relies on PTFE-coated steel or polypropylene tooling surfaces for clean release everywhere else. Getting either list wrong collapses the design: bond where you need release, and you have a stuck mold; release where you need bond, and you have a delaminating assembly returned under warranty.
Mold Design and Release Agent Selection for Liquid Rubber Casting Operations
Getting the surface chemistry right on paper means nothing if your mold setup undermines it at the press. Mold material selection, release agent chemistry, and part geometry all interact — and the wrong combination can turn a perfectly formulated liquid silicone rubber compound into a scrap pile before the first production shift ends.
Mold Material Hierarchy by Production Volume
Material choice scales directly with expected cycle count. PTFE-faced molds or full PTFE inserts sit at the top of the hierarchy: surface energy around 18 mN/m guarantees passive release without any applied agent for most silicone formulations, and machined PTFE tooling routinely reaches 10,000–30,000 cycles depending on part geometry and clamp pressure. The cost premium — typically 3–5× the price of machined aluminum for the same cavity — only justifies itself on high-volume production. For prototype and bridge tooling, it is almost always overkill.
Silicone-coated aluminum occupies the practical middle ground. A plasma-cleaned 6061-T6 aluminum cavity sprayed with a cured silicone release coating gives surface energies in the 22–28 mN/m range. Cycle life before recoating runs 500–2,000 shots, heavily dependent on part complexity and demolding force. Cycle cost is manageable, and the thermal conductivity of aluminum (roughly 160 W/m·K vs. PTFE’s 0.25 W/m·K) actually speeds cure times — a real production advantage when you’re running a heated press.
Polypropylene molds work well for short runs under 200 parts, particularly for room-temperature or low-temperature condensation-cure systems. Thermal deflection above 100–110°C limits their usefulness for injection-grade LSR, which typically cures at 150–180°C. HDPE handles larger castings — think sealing gaskets or architectural elements — at cure temperatures below 80°C. Neither material tolerates the mechanical stress of tight undercuts without distortion.
| Mold Material | Approx. Cycle Life | Max Cure Temp | Relative Tooling Cost | Best Application |
|---|---|---|---|---|
| PTFE insert | 10,000–30,000 | 260°C | High | High-volume production LSR |
| Silicone-coated aluminum | 500–2,000 | 200°C | Moderate | Mid-volume, fast cure |
| Polypropylene | 50–200 | 100°C | Low | Short-run, room-temp cure |
| HDPE | 100–400 | 80°C | Low | Large, low-temp castings |
Release Agent Chemistry and Contamination Risks
Solvent-based silicone fluids apply thin and even, flash off quickly, and leave minimal residue — good for automated spray systems. Their VOC content is a regulatory liability under REACH in European supply chains and increasingly scrutinized under Chinese GB standards. Water-based PTFE dispersions are the cleaner alternative: low VOC, film-forming on warm mold surfaces, and compatible with most aluminum tooling. Film consistency depends heavily on mold temperature at application; apply below 40°C and the film pools; above 80°C and it dries too fast to level.
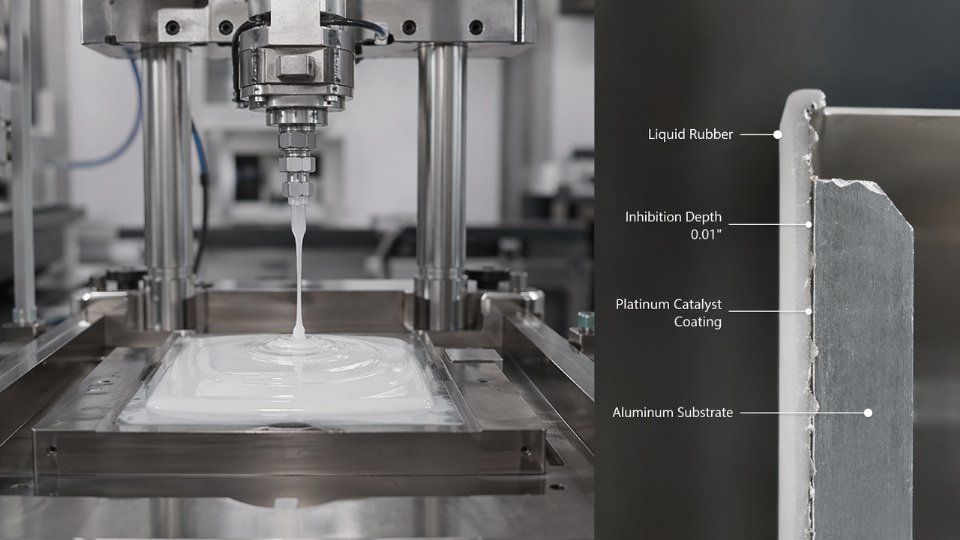
Petroleum-based paste waxes are cheap and widely available, but carry a serious operational hazard with addition-cure LSR systems. Many paste waxes contain tin or sulfur compounds. Both are well-documented addition-cure catalyst poisons — even trace surface contamination can cause inhibition: a soft, tacky surface layer that never fully cures, wasted material, and potentially a contaminated mold cavity that continues poisoning subsequent shots until fully stripped and cleaned. If your process uses platinum-catalyzed LSR, treat any tin-containing release agent as incompatible by default.
Tin-based compounds and sulfur residues from paste waxes can inhibit platinum-catalyzed addition-cure silicone rubber, causing partial or full cure failure at the mold surface.True
Platinum catalyst poisoning by tin, sulfur, nitrogen, and phosphorus compounds is well-established in silicone processing literature and widely observed in production environments. Even sub-milligram surface contamination is sufficient to inhibit cure in the contact layer.
Silane-Based Semi-Permanent Release Coatings
Fluorosilane and long-chain alkylsilane monolayers represent a significant step up from spray-on release agents for moderate-to-high production volume. Applied once to a clean, hydroxylated mold surface — aluminum and steel both qualify — they form covalent Si–O–metal bonds rather than just sitting on top. The resulting monolayer drops the surface energy to 16–22 mN/m and survives 50–200 demolding cycles without reapplication, depending on part sharpness and surface contact stress.
SiliconChemicals’ fluorosilane and alkylsilane product lines supply the active compounds used in both industrial coating formulations and direct-application systems. Application requires a clean, moisture-free surface, a brief cure step (room temperature or mild heat, 60–80°C for 30–60 minutes), and nothing more. The practical result: reduced per-cycle agent consumption, no VOC from repeated spray cycles, and consistent release behavior across a production run rather than the variability you get with each hand-wipe application.
Surface Finish, Draft Angles, and Undercut Interaction
Surface chemistry cannot compensate for bad geometry. A Ra 0.8 µm polished steel cavity with a proper fluorosilane treatment releases most silicone formulations nearly as reliably as machined PTFE — because mechanical interlocking between rubber and mold roughness is eliminated and surface energy does the work. The same cavity at Ra 3.2 µm will tear the part on demolding regardless of what you spray on it, because the rubber has physically keyed into the surface texture.
Draft angles below 1° on vertical walls are trouble with any elastomer. Silicone’s high elongation means it will stretch before it releases, and addition-cure systems with their 0.1–0.3% cure shrinkage give you less dimensional help than condensation-cure types (1–3% shrinkage), which physically pull away from walls during cure. Undercuts must be either mechanically collapsible or designed out entirely — no release system, however low its surface energy, eliminates the geometric lock of a re-entrant feature.
Demolding Failure Diagnosis
If parts are tearing on demolding, resist the instinct to add more release agent immediately. Work through the actual root cause first.
Tearing with a tacky mold surface points to undercure — check temperature, cycle time, and catalyst activity, not the release system. Tearing with a fully cured part and a clean mold surface usually means insufficient release agent or a surface finish problem. If only the first few parts in a production run tear and subsequent parts release cleanly, the mold surface is absorbing release agent and equilibrating — increase the pre-production conditioning cycle. If tearing is localized to a specific feature, suspect a geometric undercut or a draft angle problem before blaming chemistry.
A mold running 10–15°C hotter than target — a common result of thermocouple placement errors — accelerates surface cure and increases adhesion force by driving more rubber-to-metal contact before shrinkage can assist release. Dropping mold temperature back into specification resolves this without touching anything else.
Chemical Inhibition: Why Some Non-Stick Surfaces Also Prevent Liquid Rubber from Curing
Surface energy explains release. It does not explain the batch of parts you pull from the oven that are glossy on top, fully cured through the cross-section, yet permanently tacky on the face that contacted the mold insert or the substrate you were overmolding. That failure mode is cure inhibition, and it is a separate problem that happens to share the same address as the non-stick world.
How Platinum Catalyst Poisoning Works
Addition-cure silicone rubber — liquid silicone rubber (LSR), two-part platinum-catalyzed RTV, and most high-consistency formulations used in precision casting — cures through a hydrosilylation reaction. A platinum complex coordinates with vinyl groups on the base polymer and Si-H groups on the crosslinker. The reaction is extraordinarily efficient at the concentrations used (typically 5–30 ppm Pt by weight), which also means the catalyst is extraordinarily sensitive to interference.
Certain heteroatom-containing molecules bind to the platinum center and block it. The effect is localized: inhibitor molecules diffuse from the substrate surface into the uncured rubber over a depth that typically ranges from 0.05 mm to several millimeters, depending on inhibitor concentration, temperature, and contact time. The bulk of the part, far from the contaminated interface, cures normally. The contact layer does not. You end up with a rubbery part with a greasy, uncured skin that cannot be post-cured away because the catalyst there is permanently deactivated, not merely slow.
The Inhibitor Risk Matrix
| Substrate or Contamination Source | Inhibitor Compound Class | Effect on Addition-Cure LSR | Effect on Condensation-Cure RTV | Recommended Mitigation |
|---|---|---|---|---|
| Sulfur-vulcanized natural or synthetic rubber | Sulfur, polysulfides | Severe tacky layer, 0.1–3 mm depth | Minimal — tin catalyst unaffected | Isolate with cured silicone barrier coat or aluminum foil inter-layer |
| Polyurethane foam, PU adhesive residue | Amines (catalyst residue), amides | Moderate to severe inhibition | Slight retardation at high amine load | Allow full PU cure and outgassing; apply acrylic barrier lacquer |
| Stabilized PVC, vinyl plastisol | Organotin stabilizers, some plasticizers | Severe; entire contact face tacky | Minimal | Switch to tin-free PVC grade; use barrier film |
| Epoxy hardener residue (amine-cured) | Aliphatic or aromatic amines | Severe | Slight | Full post-cure of epoxy before contact; acrylic or silicone sealer |
| Latex gloves (handler contamination) | Sulfur accelerators | Moderate to severe | Negligible | Switch to nitrile or vinyl gloves; enforce no-glove protocol at pour stage |
| Soldering flux residue on electronics | Rosin acids, activator amines | Moderate | Minimal | Clean with IPA; confirm residue-free before encapsulation |
| Certain plasticized polypropylene compounds | Phthalate or adipate plasticizers | Low to moderate depending on migration rate | Negligible | Test each PP grade; use unplasticized substrate where possible |
Condensation-cure RTV systems — tin-catalyzed, moisture-crosslinked — are largely immune to these same inhibitors. That resistance is sometimes worth trading against their higher shrinkage (1–3% versus 0.1–0.3% for addition-cure) and slower demold cycles when the substrate risk is high and dimensional tolerance is not critical.
Latex glove contamination is one of the most common field causes of addition-cure LSR inhibition in small-batch and laboratory casting operations.True
Sulfur-based accelerators (thiurams, dithiocarbamates) used in latex vulcanization migrate readily to skin and then to uncured LSR surfaces. Even brief handling can deposit enough inhibitor to cause a visible tacky zone, a failure pattern well-documented in silicone processing literature and consistently reported by production engineers switching from latex to nitrile gloves.
The Inhibition Confirmation Test
Before committing a substrate to production, run this test. Mix a small quantity of your LSR system at the correct ratio, press a bead roughly 5–8 mm in diameter directly against the suspect surface, and cure it at your standard schedule. Peel the bead. If the contact face is fully cured and releases cleanly or bonds depending on the material, the substrate is safe. If the contact face remains tacky while the exposed side is cured solid, inhibition is confirmed. The test costs less than ten minutes and prevents scrapping an entire mold run.
Vary the test: cure one sample at standard temperature and a second at 20–30 °C above standard. If the elevated-temperature sample cures normally, you may have slow inhibition that elevated-temperature processing can overcome. If both samples show tacky faces, the inhibitor load is too high for thermal compensation alone.
Barrier Strategies That Actually Work
A 25–50 µm layer of fully cured silicone applied and baked onto the suspect substrate before casting is the most reliable isolation method. It cures against the inhibiting surface — or you apply it to a non-inhibiting carrier and transfer it — and then your production LSR contacts only inert silicone. Aluminum foil laminated or taped over an inhibiting insert works when geometry allows; it introduces a hermetic barrier that no organic inhibitor can diffuse through. Acrylic barrier lacquers, typically spray-applied and solvent-flashed, form a thin film adequate for moderate amine or plasticizer migration but are not reliable against heavy sulfur contamination from vulcanized rubber.
The operational implication connects directly back to the non-stick theme throughout this article. Several substrates that reliably release liquid rubber — polyurethane foam, sulfur-cured elastomers, PVC — release it precisely because they also inhibit the cure at the interface, leaving a low-cohesion tacky layer that peels away from the substrate. The part appears to release cleanly in the short term. Weeks later, that inhibited skin becomes a sealing or adhesion failure in service. Non-stick behavior and inhibition are not the same mechanism, but in practice they can produce deceptively similar-looking results until the assembly is in the field.
Surface Preparation and Adhesion Promotion When You Need Liquid Rubber to Bond—Not Release
A fair number of engineers land on this topic because their liquid rubber isn’t sticking when it should be. A silicone gasket delaminating from an aluminum housing, an LSR overmold peeling off a polypropylene substrate, a medical-grade seal releasing from a stainless insert—these are real production failures with real cost. Understanding why liquid rubber won’t stick to certain surfaces is only half the job. The other half is knowing how to override that behavior deliberately.
Mechanical Surface Preparation
Surface roughness does two things: it increases true contact area and it creates mechanical interlock sites. For metal substrates, grit blasting to Ra 3–6 µm is the standard starting point. Below that range, the surface is too smooth to anchor a primer layer reliably; above it, you risk trapping air pockets under the rubber, which shows up as voiding or incomplete wet-out.
For polymer substrates—polyolefins especially—abrasion alone rarely solves the problem. A sanded polypropylene surface at Ra 5 µm still has surface energy around 30–33 mN/m. That is below the ~35 mN/m adhesion threshold for liquid silicone rubber, so mechanical prep is a prerequisite, not a solution by itself.
Corona treatment is widely used in film and sheet operations. It raises polyolefin surface energy from roughly 30 mN/m up to 50–56 mN/m, which is enough to achieve wetting and, with a primer, a bonded interface. The catch is decay: that elevated energy drops noticeably within 24–48 hours at ambient conditions, faster in humid environments. If your process can’t close the gap between corona treatment and rubber application within that window, you are gambling on bond quality.
Atmospheric plasma treatment is more durable. Depending on substrate chemistry and plasma gas composition, the activation window runs 48–72 hours before significant energy decay. It also cleans the surface of hydrocarbon contamination in the same pass—contamination that corona treatment does not remove.

[Silane Coupling Agents](https://siliconchemicals.com/silane-coupling-agents/): The Chemistry That Actually Creates the Bond
Mechanical and energy-based prep creates a receptive surface. Silane coupling agents create a covalent bridge. The mechanism runs in three stages: the alkoxy groups on the silane hydrolyze in the presence of moisture to form silanols, those silanols condense with hydroxyl groups on the substrate surface, and the organofunctional group on the other end of the silane co-reacts with the polymer network as it cures. The result is a genuine chemical bond across what was previously an incompatible interface.
Selecting the right silane depends on both the substrate and the rubber system. For LSR-to-metal bonds, vinyltrimethoxysilane is the standard choice because the vinyl group participates directly in the addition-cure crosslinking reaction. For polyurethane-to-metal or polyurethane-to-silicone assemblies, 3-aminopropyltriethoxysilane is more effective—the amine functionality reacts with isocyanate groups and also improves adhesion in condensation-cure systems. SiliconChemicals supplies both grades, along with application-specific blends formulated for automotive sealing environments where heat cycling and fluid exposure are routine stresses.
Primer application method matters. Wipe-on application with controlled coat weight (typically 5–15 g/m² wet, depending on substrate porosity) outperforms spray in controlled molding environments because it avoids thin spots. Drying and condensation time before rubber injection—usually 15–45 minutes at room temperature, or 5–10 minutes at 80°C—should be validated per substrate, not assumed.
Silane coupling agents form covalent bonds between inorganic substrates and silicone polymer networks through a hydrolysis-condensation mechanism.True
The alkoxy groups hydrolyze to silanols, which condense with surface hydroxyl groups on metals, glass, or minerals, while the organofunctional group co-reacts with the rubber network during cure—this is well-established organosilicon chemistry documented in peer-reviewed literature and confirmed in industrial primer formulations.
Self-Adhesive LSR Grades
Self-adhesive LSR compounds incorporate adhesion promoters directly into the polymer matrix, eliminating the separate priming step. In well-optimized injection molding workflows—where cycle time is tight and adding a primer station is operationally difficult—this is genuinely attractive. Bond performance in T-peel testing typically runs 3–8 N/mm depending on substrate and cure conditions. Primer-based systems on properly prepared substrates generally reach 5–12 N/mm, with the upper end reserved for metal and glass substrates where silane coverage is uniform and cure is complete.
The trade-off is substrate range. Self-adhesive grades are formulated around specific substrate families—usually engineering thermoplastics and common metals. Unusual substrates, textured surfaces, or assemblies exposed to aggressive media may still require a primer approach to hit target peel or shear values.
Post-Treatment Verification
Bond quality cannot be assumed from process parameters alone. Single-lap shear testing per ISO 4587 gives failure load per unit area and tells you whether cohesive or adhesive failure is occurring—cohesive failure (rubber tears before the bond breaks) is your target. T-peel testing per ISO 11339 is more sensitive to thin or flexible bond lines, which describes most gasket and overmold geometries. Cross-cut adhesion per ISO 2409 is fast and useful as an incoming inspection check on primed substrates before molding begins, particularly for high-volume runs where primer lot variation is a real risk.
Automotive sealing customers running LSR-to-aluminum assemblies typically qualify a primer system once against all three tests, then use cross-cut as a daily production check and pull periodic T-peel samples. Medical device manufacturers tend to run ISO 4587 lap shear on every production lot given validation requirements. Construction gasket producers, working with larger parts and more substrate variability, often find T-peel the most practical ongoing check. SiliconChemicals’ application engineering team works through exactly these protocol questions with customers during product qualification, matching silane selection and primer process parameters to the specific substrate, cure system, and service environment before production begins.
Industry-Specific Applications Where Controlled Non-Adhesion of Liquid Rubber Is Engineered by Design
The non-stick behavior of liquid rubber is not an inconvenience to work around — in several major industries, it is the entire point. Engineers deliberately exploit the surface-energy mismatch between cured silicone or polyurethane rubber and adjacent materials to build repeatable, contamination-free manufacturing processes. Each application below carries its own specification language, failure modes, and supply-chain implications worth understanding before you source materials.
Release Liners for Pressure-Sensitive Adhesive Labels and Tapes
Release liners are the highest-volume commercial expression of engineered non-adhesion. A solventless or solvent-borne addition-cure silicone coating — typically 1–2 g/m² on PET film or glassine paper — is applied by roll-to-roll coating and cured at 120–160 °C (thermal) or by UV initiation for heat-sensitive substrates. The critical output parameter is release force, specified in the range of 5–50 cN/25 mm depending on the peel angle and the specific adhesive being backed. Too low and the liner releases prematurely during die-cutting; too high and the liner tears rather than peeling cleanly at the label applicator head.
Fluoropolymer-coated release films hold approximately 38% of the global release liner market, which was valued at around USD 2.8 billion in 2024.True
This figure aligns with published industry segmentation data for 2024 that separates silicone-coated, fluoropolymer-coated, and clay-coated liner categories by revenue share.
Silicone-coated liners dominate by volume, but the fluoropolymer segment retains share in aggressive adhesive applications where residual silicone contamination on the label face is unacceptable — electronics assembly being the clearest example.
Encapsulation and Potting Molds for Electronics
PTFE-machined or silicone-spray-coated aluminum molds allow repeated casting of liquid polyurethane or epoxy encapsulants around PCB assemblies, connectors, and sensor packages. The economic argument is straightforward: eliminating mold release agent means no wax or oil residue migrating to electrical contact surfaces, which can increase contact resistance or interfere with conformal coating adhesion downstream. A mold running fifty cycles per shift with no release agent application step saves meaningful labor and eliminates a defect vector. The trade-off is higher initial tooling cost for PTFE or the periodic reapplication of a baked-on silicone coating to metal tools.
Food Processing and Bakery Molds
This application illustrates a two-stage non-stick design chain that is easy to overlook. Liquid silicone rubber is cast into its final baking-mold geometry using PTFE-coated steel tooling — stage one non-stick. The cured silicone mold then releases baked goods cleanly without greasing — stage two non-stick. The food-contact silicone itself must carry a platinum-catalyzed addition cure to ensure extractable residuals stay within food-grade limits. Using condensation-cure silicone here is an operational error: residual acetic acid or amine byproducts are both a regulatory problem and a sensory one.
Concrete and Precast Construction
Polyurethane liquid rubber molds for architectural concrete panels and decorative precast elements work because cured PU rubber does not bond to Portland cement paste. The mechanism is partly physical — low surface energy of the cured PU — and partly chemical. Freshly placed concrete has a pH of 12–13; this highly alkaline environment passivates the PU surface and suppresses any adhesion mechanism that might otherwise develop. Mold life depends heavily on UV and abrasion resistance of the PU formulation: a properly selected casting PU runs 50–200 pours before dimensional tolerance degrades, depending on panel complexity and whether release agent is used as a supplemental measure.
Medical and Pharmaceutical Demolding
Silicone rubber parts for catheters, implants, and transdermal drug delivery devices must release from molds with zero surface contamination. This is where release agent selection carries regulatory weight. Any release agent contacting a device surface that contacts patient tissue requires evaluation against FDA 21 CFR Part 177 (indirect food and body contact) and ideally biocompatibility testing per USP Class VI or ISO 10993. The cleaner solution — and the one that eliminates a documentation burden — is using inherently non-stick mold materials: electropolished stainless with a fluoropolymer coating, or machined PTFE for small-volume production. The mold material becomes part of the device master file in that context.
Textile and Fiber-Reinforced Composites
Liquid silicone rubber bladders and flexible mandrels are used in closed-mold composite layup to apply internal consolidation pressure during autoclave or press cure of carbon fiber or glass fiber epoxy parts. Once the epoxy matrix cures, the silicone bladder is extracted intact because cured silicone and cured epoxy have no meaningful adhesion — surface energy of cured silicone sits around 20–24 mN/m, well below the adhesion threshold of structural epoxies. The silicone must be specified for the cure temperature — standard addition-cure grades handle up to 200 °C continuously; high-consistency rubber formulations extend that to 230–250 °C for aerospace autoclave cycles. Getting this wrong means a bladder that bonds partially to the part interior, requiring destructive removal and scrapping a high-value layup.
Frequently Asked Questions About What Liquid Rubber Does and Does Not Stick To
Does liquid silicone rubber stick to cured silicone rubber?
Generally no. Cured silicone rubber carries a surface energy of roughly 20–22 mN/m, well below the ~35 mN/m adhesion threshold needed for liquid silicone rubber to wet and bond. The result in practice is clean release — which is exactly why cured silicone sheet stock gets used informally as a parting layer in prototype shops. That said, self-bonding LSR grades do exist. They incorporate reactive silane cross-linkers in the B-component that can generate cohesive bonds to a pre-cured silicone substrate during the injection or casting cycle, provided the substrate surface is clean and the cure temperature is adequate (typically 150–180 °C for injection grades). If you are specifying a two-shot over-mold onto a cured silicone insert and expecting adhesion without one of these grades, you will get delamination under any real service stress.
Will liquid rubber stick to wood?
It depends heavily on which liquid rubber you mean. Untreated wood has a surface energy ranging 35–50 mN/m depending on species, moisture content, and whether the surface is freshly machined or weathered — and it is highly porous. Liquid polyurethane rubber wets wood readily and locks in mechanically through pore penetration; bond strengths can be high enough that the wood fiber fails before the bond does. Liquid silicone rubber behaves very differently: it typically will not form a durable adhesive bond to wood without a silane primer, partly because the surface moisture on wood competes with the cure mechanism and partly because silicone’s low polarity limits chemical interaction. For gasket or sealing applications against wood frames, silicone will conform and compress-seal effectively without bonding, which is often the preferred outcome anyway.
Can I use cooking spray as a mold release for liquid rubber?
For a single hobbyist pour, a light coat of canola-based cooking spray can prevent the worst sticking in a pinch. Stop there. Oils degrade above roughly 100–120 °C, leave greasy residues that transfer to part surfaces, and — critically — partially inhibit addition-cure platinum-catalyzed LSR by introducing unsaturated fatty acid contaminants that poison the catalyst. You may end up with a tacky, incompletely cured surface that looks like a mold release failure but is actually a cure failure. Semi-permanent fluorosilane coatings applied to a prepared mold surface are the production-grade answer: they build a low-energy barrier (surface energy dropping to 14–18 mN/m after full cure) and survive 20–100 release cycles depending on mold geometry and part complexity.

Cooking spray (oil-based aerosols) can inhibit addition-cure platinum-catalyzed silicone rubber from fully curing.True
Unsaturated fatty acids and other organic compounds in cooking oils can coordinate with the platinum catalyst, reducing its activity and causing incomplete crosslinking — resulting in a permanently tacky surface layer rather than simple adhesion failure.
Does liquid rubber stick to rubber?
Rubber type matters more than almost any other variable here. Liquid silicone rubber does not bond to cured EPDM, natural rubber, or SBR without a dedicated adhesion promoter — those substrates may sit at or near the threshold surface energy, but silicone’s low polarity still limits interfacial interaction. Liquid polyurethane rubber is far more aggressive: it bonds strongly to many cured rubber substrates where surface energy exceeds ~35 mN/m, making contamination control essential in PU casting operations that run near rubber tooling or fixtures.
What plastic containers should I use to mix liquid rubber?
HDPE and polypropylene mixing cups and buckets are the standard answer — their surface energies (30–31 mN/m) ensure straightforward release after the material cures. Avoid PVC containers unless you have confirmed they are plasticizer-free; phthalate and adipate plasticizers migrate out of PVC and inhibit addition-cure LSR in the same way sulfur-based contaminants do. Polystyrene should be avoided with polyurethane systems because PU bonds tenaciously to it. Straight-sided HDPE buckets with smooth interiors are the safest universal choice across both silicone and PU rubber systems.
How do I remove cured liquid rubber that has accidentally bonded to a surface?
Mechanical removal is the realistic first step for cured silicone — solvents have minimal effect on a fully crosslinked silicone network. Swelling in aliphatic solvents such as hexane or heptane for several hours reduces hardness slightly and allows careful peeling or scraping without scoring the substrate. For residues on precision tooling, ultrasonic cleaning in isopropanol loosens thin films. Cured polyurethane rubber responds better to solvents: toluene or MEK will swell and weaken a PU bond enough to allow mechanical separation, though both carry exposure and flammability considerations that require appropriate ventilation and PPE. Neither approach is fast — budget time, not just chemistry.
Does silicone rubber stick to concrete?
Fresh-cast silicone against concrete is a marginal adhesion situation. Concrete’s high pH (typically pH 12–13 at the surface) and residual moisture both interfere with silicone cure and bond formation, so without surface preparation you should not rely on adhesion. For permanent joint sealing — expansion joints, façade penetrations, precast panel edges — a silicone primer specifically formulated for porous, alkaline substrates is required. These primers typically contain amino- or epoxy-functional silanes that hydrolyze on the concrete surface, creating a covalent anchor layer for the silicone. Skipping the primer on a wet or recently poured slab almost guarantees joint failure within one to two seasonal thermal cycles.














