
Procurement teams and design engineers often treat liquid silicone rubber (LSR) as a drop-in substitute for conventional elastomers — same category, same rules. That assumption causes real problems: wrong cure cycles, incompatible overmolding tooling, seal failures in thermal cycling, and scrapped production runs that could have been avoided at the specification stage. The cost isn’t just a line item; it’s unplanned downtime and customer returns.
LSR and conventional rubber share elastic behavior, but they are chemically and mechanically distinct. LSR is a platinum-cured silicone polymer processed in liquid form, offering Shore A 10–80 hardness, service temperatures from -60°C to +200°C, and near-zero compression set. Organic rubbers like EPDM top out around +130°C continuous service. Same category — very different material.
What makes this comparison genuinely complicated is that the differences aren’t always obvious until a part fails in the field. LSR behaves like rubber under your fingers, runs through injection molding like a thermoset, and prices like a specialty polymer — and each of those facts matters for a different stakeholder in your supply chain. Understanding exactly where the similarities end and the real divergences begin is what separates a reliable specification from an expensive assumption.

Molecular Architecture: How the Si–O Backbone Separates Liquid Silicone from Organic Rubber
The single most consequential difference between liquid silicone rubber and organic elastomers isn’t hardness, isn’t color, and isn’t price — it’s the backbone. Everything else flows from that.
The PDMS Chain Versus Carbon-Chain Elastomers
Polydimethylsiloxane, the base polymer of LSR, is built on an alternating silicon-oxygen repeat unit: –Si(CH₃)₂–O–Si(CH₃)₂–O–. That inorganic spine is fundamentally unlike the carbon-carbon backbone running through polyisoprene (natural rubber), SBR, or EPDM. In organic rubbers, every link in the main chain is a C–C bond. In PDMS, no two carbons are ever directly bonded to each other along the backbone — the load is carried entirely by Si–O–Si linkages.
The geometry reinforces this distinction. The Si–O–Si bond angle sits around 143–150°, far wider than the roughly 109° of a tetrahedral C–C–C arrangement. That wider angle, combined with low rotational barriers, gives the siloxane chain exceptional conformational freedom. At low temperatures, the backbone keeps moving when an organic rubber chain has already locked up. That’s the direct structural explanation for why LSR retains useful flexibility down to around –60°C, while EPDM, for instance, begins losing elastomeric behavior below roughly –40°C.
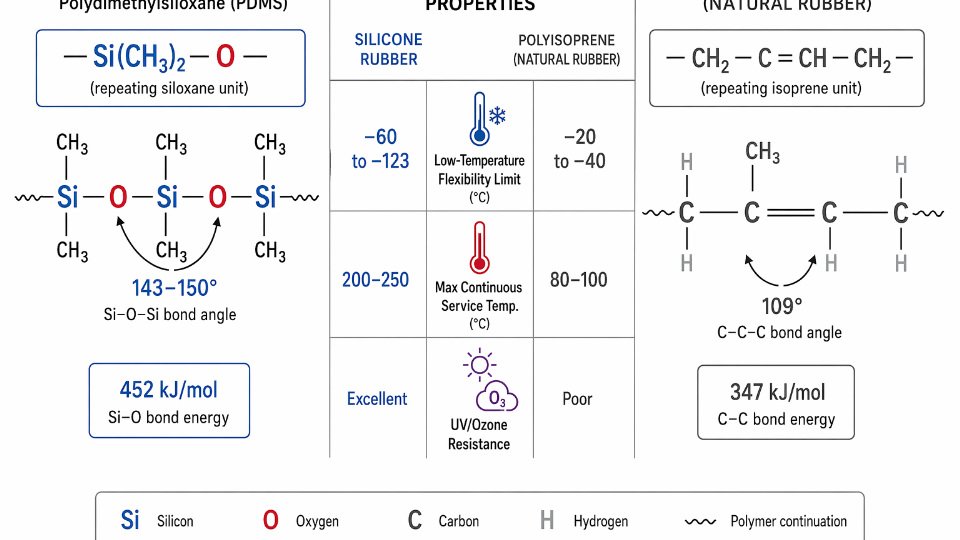
Bond Energy and Why It Controls Thermal and UV Stability
The Si–O bond energy is approximately 452 kJ/mol. The C–C bond comes in around 347 kJ/mol. That ~30% gap isn’t trivial — it’s the reason LSR holds its properties at continuous service temperatures up to +200°C, while a comparable organic rubber such as EPDM tops out around +130°C under sustained load. UV photons and ozone attack organic backbones through mechanisms that simply don’t apply to an inorganic Si–O chain with comparable efficiency.
The Si–O bond in polydimethylsiloxane has a higher bond dissociation energy than the C–C bond in organic rubber backbones, directly contributing to LSR's superior thermal and UV resistance.True
Si–O bond energy is approximately 452 kJ/mol versus approximately 347 kJ/mol for C–C. This difference means more energy is required to initiate backbone degradation in silicone, which is why LSR maintains mechanical integrity at elevated temperatures and UV exposure levels that degrade polyisoprene or EPDM.
For procurement teams specifying seals in under-hood automotive environments or outdoor UV-exposed gaskets, this chemistry difference is not academic. Substituting an organic rubber into a 175°C continuous-exposure application because it carries a lower unit price will produce seal failure within months — sometimes weeks. The rework and downtime cost will dwarf any material savings.
Side Groups: The Tuning Levers
The methyl groups sitting on each silicon atom in standard PDMS are deliberately inert — they screen the backbone from polar solvents and contribute to the low surface energy characteristic of silicone. Formulators can substitute or add vinyl groups (–CH=CH₂) to create crosslinking sites for platinum-catalyzed curing, or introduce phenyl groups (–C₆H₅) to extend low-temperature flexibility further and improve refractive index when optical clarity matters. Each substitution shifts the performance profile in a specific, predictable direction.
Organic rubber modification works by a completely different logic. Sulfur vulcanization forms C–S–C and C–S–S–C crosslinks between chains. Peroxide curing creates direct C–C crosslinks. Both approaches are additions imposed on a finished polymer chain, not engineered into the backbone geometry itself. That’s why the processing window and property ceiling of organic rubbers are ultimately bounded by carbon-chain chemistry in ways that silicone is not.
The Two-Component Addition-Cure System
LSR is supplied and processed as a two-part liquid: Part A carries the platinum catalyst and vinyl-functional PDMS; Part B carries the crosslinker, typically a hydrogen-functional siloxane (Si–H groups). When mixed — typically at a 1:1 ratio by volume, though inhibitor-adjusted systems exist — the platinum catalyst drives hydrosilylation, adding Si–H across vinyl double bonds with no byproducts. No steam, no volatile byproducts, no post-cure outgassing requirement in most formulations.
Contrast that with sulfur vulcanization, which requires elevated temperature, time, and releases sulfur-containing volatiles, or peroxide curing, which generates alcohol or ketone byproducts that can cause porosity or surface blemishes if the cure cycle is mismanaged. The cleanliness of LSR’s cure chemistry is a direct process advantage in medical device molding and food-contact applications, not a marketing claim.
Uncured LSR behaves as a pumpable liquid with viscosity typically ranging from 10,000 to 1,000,000 mPa·s — where the actual value depends on durometer grade, filler loading, and whether flow modifiers are present. This is why LSR runs on injection molding equipment with heated molds, not on the open mills and calendering lines that process conventional rubber compounds. The material arrives in drums or pails, flows through metering pumps and static mixers, and cures in a closed mold cavity in seconds to minutes. Conventional rubber compounders work with a solid gum or pre-mixed compound that must be sheeted, preformed, and loaded manually before press curing. The process infrastructure is genuinely different — not just a detail, but a capital and workflow consideration that affects which facilities can run which material at all.
Physical and Mechanical Property Benchmarks: Where LSR and Conventional Rubber Converge and Diverge
Understanding where liquid silicone rubber (LSR) and conventional elastomers actually overlap — and where they split — is the fastest way to eliminate wrong-material decisions before tooling gets cut.
Hardness: More Tunable Than Any Organic Rubber Family
LSR covers Shore A 10 to 80, and that full range is accessible through formulation alone — adjusting crosslinker concentration, vinyl content, and filler loading without changing the base polymer family. That flexibility is genuinely unusual. Natural rubber (NR) typically runs Shore A 20–90 depending on carbon black loading and cure system. EPDM sits roughly Shore A 30–90, NBR from Shore A 35–90, and neoprene from Shore A 20–95. On paper the ranges look comparable. The operational difference is that organic rubber hardness adjustments often require reformulating with different filler systems, plasticizers, or even switching cure chemistry — each change pulling other properties with it. In LSR, hardness tuning is comparatively isolated. For a medical catheter tip that needs Shore A 20–25 softness alongside autoclave compatibility, no organic rubber competes on both axes simultaneously.
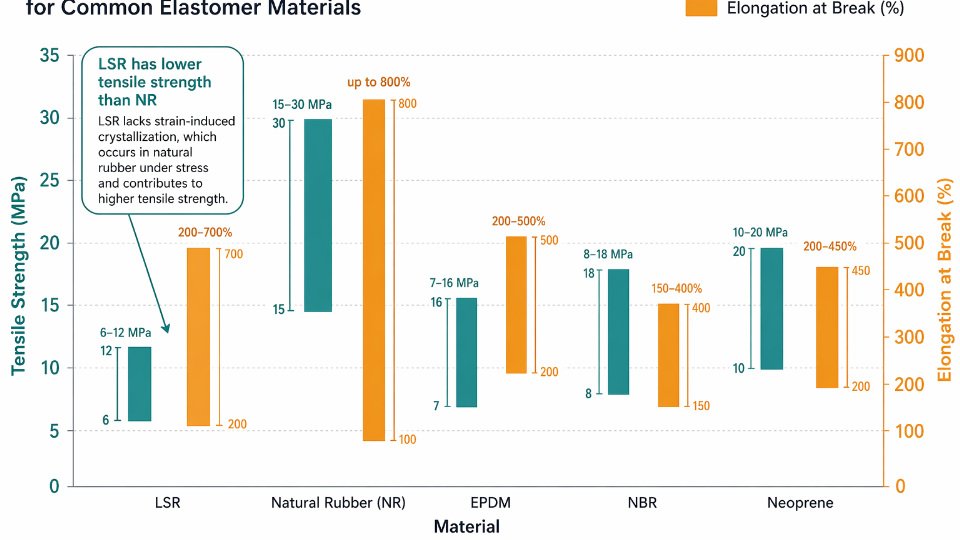
Tensile Strength and Elongation: The Trade-Off Engineers Need to Price In
LSR tensile strength runs roughly 6–12 MPa, elongation at break typically 200–700%. Both figures depend heavily on the specific formulation, crosslink density, and whether reinforcing fumed silica is incorporated. NR, by contrast, achieves 15–30 MPa tensile with elongation up to 800% — largely because of strain-induced crystallization, a mechanism the Si–O backbone simply doesn’t support. High-consistency silicone rubber (HCR) partially closes this gap, reaching 8–14 MPa tensile through higher filler loadings and peroxide cure systems, but HCR requires compression or transfer molding rather than injection processing.
The practical consequence: in dynamic load-bearing applications — automotive engine mounts, conveyor belt scrapers, heavy vibration dampers — LSR’s lower tear and tensile numbers will translate to shorter service life. Selecting LSR there to save on cycle time is a false economy.
Compression Set: Where LSR Earns Its Place in Sealing
Compression set is where LSR consistently outperforms organic rubbers, and for static sealing engineers this matters more than tensile strength ever will. LSR compression set is frequently below 10% after 22 hours at 175°C — exact values depend on post-cure conditions and the specific platinum-catalyzed system. EPDM typically shows 15–35% under equivalent conditions; NBR can run 20–50% depending on compound and temperature. A face seal that takes a 30% compression set in the first service interval will leak on reassembly. Over a 10-year service window, that failure mode compounds.
LSR compression set is frequently below 10% after 22 hours at 175°C, outperforming EPDM and NBR in static sealing applicationsTrue
This is consistent with published ASTM D395 test data for platinum-cured LSR compounds and is a well-documented performance characteristic across major LSR supplier datasheets.
Tear and Abrasion Resistance: The Honest Shortcoming
Tear resistance in LSR runs roughly 10–50 kN/m depending on formulation; NR and neoprene typically reach 30–100 kN/m. Abrasion resistance follows a similar gap. Dynamic wear applications — wiper lips, high-cycle gaskets with sliding contact, pneumatic seals with lateral movement — will degrade LSR faster. This is not a fixable formulation problem; it’s structural. The Si–O backbone’s low intermolecular friction that reduces compression set is the same reason it wears faster under abrasion.
Density and Optical Clarity: Two Specification Wins
LSR density runs 1.10–1.25 g/cm³ versus NR at roughly 0.93 g/cm³ — so LSR is heavier per unit volume. In weight-sensitive automotive brackets or wearable medical devices, that delta adds up at scale. Where LSR recovers is optical performance. Unfilled, platinum-cured LSR can reach above 90% light transmittance in the visible spectrum. No carbon-black or sulfur-cured organic rubber comes close. For LED lens encapsulants, neonatal phototherapy components, and microfluidic devices requiring visual inspection, this optical property opens application categories that organic rubber cannot enter regardless of price.
Thermal, Chemical, and Environmental Resistance: The Performance Envelope of Each Material Family
Temperature range is often where misapplication starts. LSR operates continuously from -60°C to +200°C, with short-term excursions to roughly +250°C before measurable property degradation occurs. That upper boundary matters directly in automotive underhood environments, where exhaust-adjacent seals routinely see sustained 160–180°C, and in aerospace cabin components where FAR 25.853 fire tests push materials past what most organic rubbers can sustain. EPDM’s ceiling of around +130°C and NBR’s at roughly +120°C — both well-established in general industrial use — leave a real gap once you move toward turbocharger boots, EV battery vent seals, or downhole sensor housings. Natural rubber, limited to about +80°C continuous service, is disqualified from most of these applications entirely. At the cold end, LSR’s -60°C flexibility gives it a genuine edge over EPDM (-40°C) and NBR (-40°C) in cold-climate aerospace and outdoor energy applications where seals must actuate after overnight temperature soak.

Chemical Resistance: Knowing Where Each Material Wins
LSR resists water absorption, steam, dilute aqueous acids and alkalis, ozone, and most polar solvents well. These properties suit it for sterilization-cycle hardware, outdoor electrical insulation, and medical devices exposed to cleaning agents. The vulnerability is hydrocarbons. Aromatic solvents — toluene, xylene — and aliphatic fuels will swell LSR significantly, often 20–60% by volume depending on exposure duration and compound formulation. NBR was engineered precisely for petroleum-based fluid contact; its nitrile group content (typically 28–45% ACN) can be tuned to balance fuel resistance against low-temperature flexibility. FKM (fluoroelastomer) outperforms everything else in aggressive hydrocarbon and chemical service but at a cost premium that can be four to eight times LSR per kilogram. The practical rule: if the service fluid is fuel, oil, or a hydrocarbon solvent, reach for NBR or FKM, not LSR.
LSR offers better resistance to aromatic hydrocarbon solvents than NBR.False
LSR swells significantly in aromatic solvents like toluene and xylene. NBR, with its nitrile group chemistry, was specifically developed for petroleum-based fluid resistance and substantially outperforms LSR in hydrocarbon environments.
Flame Retardancy and Regulatory Compliance
Silicone’s combustion behavior is genuinely different from organic rubbers. When LSR burns, it forms a coherent, insulating silica char rather than dripping or sustaining propagating flame. This allows unfilled or lightly filled LSR grades to achieve UL94 V-0 ratings without halogenated flame retardants. Organic rubbers — EPDM, NR, SBR — typically require halogenated additives or specific mineral loading to meet UL94 V-0 or IEC 60695 glow-wire standards, which adds formulation complexity and potential regulatory exposure under RoHS and REACH. For cable accessories, switchgear gaskets, and rail interior seals, this distinction can simplify compliance documentation considerably.
Weathering, UV, and Outdoor Durability
Ozone cracking in natural rubber without antiozonant additives can appear within weeks to a few months of outdoor static exposure, depending on ozone concentration and strain level. LSR shows no measurable ozone or UV degradation over timescales that exceed most product service life requirements — essentially indefinite under normal outdoor conditions. This is not a minor performance increment; it is the difference between a five-year requalification cycle and a thirty-year infrastructure component.
Biocompatibility and Sterilization
LSR’s extractables profile allows it to pass ISO 10993 cytotoxicity and USP Class VI requirements with well-controlled base polymer formulations. Most organic rubbers — particularly sulfur-cured NR and accelerator-cured EPDM — carry leachable accelerator residues (thiurams, carbamates) that routinely fail ISO 10993-5 cytotoxicity screens. Platinum-catalyzed LSR, by contrast, leaves no reactive cure residues. This narrows medical-grade elastomer choices substantially when repeated steam autoclave, EtO, or gamma sterilization cycles are required.
Electrical Insulation
LSR dielectric strength runs approximately 18–25 kV/mm depending on compound grade and thickness, with volume resistivity in the 10¹⁴–10¹⁵ Ω·cm range. These figures hold across the full service temperature range, which is not true of most organic rubbers, where resistivity drops sharply above 100°C. For EV battery pack seals and high-voltage cable terminations — applications where dielectric performance at 150°C+ is a real design requirement — this thermal stability of electrical properties often makes LSR the only practical elastomer option.
Processing and Manufacturing Differences: Injection Molding LSR Versus Compression and Transfer Molding of Rubber
The moment you move from material selection to production planning, the differences between LSR and conventional rubber stop being chemical abstractions and become capital decisions, cycle-time constraints, and labor headcount realities.
Liquid Injection Molding: How LSR Actually Runs
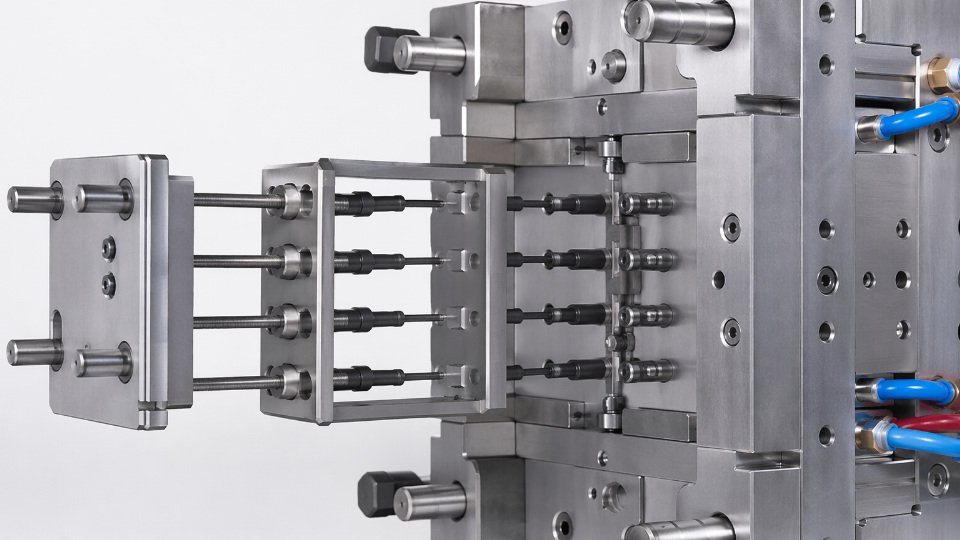
LSR is supplied as a two-component system — a base polymer (Part A) and a crosslinker/catalyst (Part B), typically in a 1:1 ratio by volume, sometimes with pigment or additive streams added as a third metered input. A metering-mixing unit delivers both components through a static or dynamic mixer into a cold-runner manifold held at 15–25°C. Keeping the runner cold is non-negotiable: premature crosslinking in the feed system destroys a tool’s cold-runner block and can cost several hours of downtime to purge and recover.
The material then injects into a heated cavity at 150–200°C, where addition-cure crosslinking proceeds rapidly. Depending on part wall thickness and compound formulation, cure cycles run 15–60 seconds — thinner medical membranes at the fast end, thick automotive grommets toward the longer end. Flash-free molds, machined to tight parting-line tolerances (typically within 0.005–0.015 mm depending on press clamping force and mold quality), mean parts eject clean, with no secondary deflashing step.
Rubber’s Processing Chain Is Longer and More Labor-Intensive
Conventional rubber — whether NR, EPDM, NBR, or neoprene — enters production as a raw gum compound that must first be mixed on an open mill or internal mixer, incorporating carbon black, plasticizers, accelerators, and sulfur. That compound then gets sheeted, weighed, and loaded manually into compression or transfer molds. Cure cycles range from 2–10 minutes at temperatures typically between 150–180°C, with the wide range driven by compound formulation, part cross-section, and whether peroxide or sulfur vulcanization is used.
After demolding, flash — the thin fin of material that squeezes into parting-line gaps — requires trimming by hand, cryogenic deflashing, or tumbling. Many rubber compounds also need a post-cure oven step (commonly 2–4 hours at 70–120°C) to drive out residual cure byproducts, particularly with sulfur systems where volatile sulfur compounds otherwise continue to migrate. That’s a meaningful throughput bottleneck when you’re running a high-volume part.
Sulfur-vulcanized rubber requires post-cure to remove volatile byproducts that would otherwise cause surface blooming and odor in service.True
Sulfur vulcanization generates polysulfidic linkages and residual accelerator fragments that volatilize slowly at ambient temperatures; post-cure at elevated temperature accelerates their removal before the part enters service.
Automation Potential and Labor Economics
LSR’s low viscosity (typically 50–1,000 Pa·s depending on grade) and flash-free output make it the natural candidate for lights-out manufacturing cells. A well-designed LIM cell integrates the metering unit, press, cold-runner tool, robotic part extraction, vision inspection, and packaging with minimal human intervention. Scrap in a mature LSR cell is often near zero — the closed runner system means virtually no material is wasted between shots.
Rubber compression molding remains far more manual. Preform preparation, loading, unloading, and deflashing all require operators on the line. Automation exists but is harder to justify at mid-volume production runs.
Overmolding and Bonding Behavior
LSR bonds directly to engineering thermoplastics — polyamide (PA), polycarbonate (PC), and PBT are the most common substrates — in two-shot or insert-molding processes. Adhesion develops through a combination of mechanical interlocking and interfacial chemical coupling, often enhanced by proprietary self-bonding LSR grades that contain adhesion-promoting functional groups in the polymer backbone. No primer is needed when substrate, LSR grade, and process parameters are matched correctly.
Organic rubber bonded to a substrate almost always requires surface preparation: chemical priming, plasma treatment, or adhesive layers. That adds process steps, primer inventory, and a failure mode — primer coverage gaps are a leading cause of delamination complaints in rubber-overmolded assemblies.
Tooling Cost, Tool Life, and Total Cost of Ownership
LSR cold-runner molds are expensive upfront. Hardened tool steel (typically P20 or H13), tight parting-line tolerances, precision temperature-controlled manifolds, and valve gates push tooling costs to ranges that can be 30–80% higher than equivalent rubber compression tooling, depending on cavity count and part complexity. The return comes in tool life: an LSR mold built to spec routinely achieves 500,000–1,000,000+ shots before refurbishment, compared to rubber compression molds that see heavier parting-line wear and may require re-machining significantly earlier at high volumes.
For procurement managers evaluating the full cost picture, the relevant calculation is cost-per-part over tool life, not tooling invoice. At high annual volumes — above roughly 200,000–500,000 parts per year depending on part value — LSR’s lower cycle time, near-zero scrap, and reduced labor load frequently offset its higher tooling investment within 18–36 months.
Waste and Environmental Footprint
The sustainability gap between the two processes is real and operationally meaningful. LSR’s closed-system LIM generates near-zero material waste. Sulfur vulcanization, by contrast, releases sulfur dioxide and volatile organic compounds from the press during cure and from post-cure ovens. Trim waste from rubber deflashing typically runs 5–15% of shot weight depending on mold condition and part geometry — material that goes to landfill or, at best, regrind streams that can’t re-enter primary production.
Facilities running rubber in regions with tightening VOC regulations face real compliance cost that rarely appears in the initial material comparison. That’s a line item worth surfacing before tooling is cut.
Industry-Specific Application Mapping: When to Specify LSR and When Conventional Rubber Remains the Right Choice
Material selection errors rarely announce themselves immediately. They show up six months later as a field return, a failed audit, or a line stoppage. The sections above established why LSR and conventional rubber differ structurally and mechanically — this section converts that data into industry-specific guidance you can use in a specification meeting or a supplier RFQ.
Medical and Healthcare
LSR dominates single-use and durable medical components for reasons that go beyond temperature performance. Respiratory mask cushions, peristaltic pump tubing, and infant nipples all require a material that can survive repeated steam autoclave cycles (typically 121–134°C) without extractable migration. LSR’s ISO 10993 biocompatibility pathway is well-established: the same inorganic Si–O backbone that gives thermal stability also produces an extractables profile that routinely passes cytotoxicity, sensitization, and intracutaneous reactivity testing. Natural rubber latex, by contrast, carries documented Type I hypersensitivity risk — a regulatory and liability exposure no medical OEM should accept for body-contact or implantable seals when a compliant alternative exists.
LSR can achieve ISO 10993 biocompatibility certification for implantable applicationsTrue
Medical-grade LSR formulations are routinely validated under ISO 10993 for short- and long-term implant contact, subject to specific grade selection and extractables testing. Not all commercial LSR grades qualify — grade selection and testing protocol matter.
For implantable seals specifically, platinum-catalyzed LSR grades are specified precisely because residual platinum levels can be controlled and validated; peroxide-cured rubber systems leave byproducts that complicate the same testing.
Automotive
The -40°C to +200°C continuous service window of LSR maps almost exactly onto the thermal demands of ignition cable boots, EV battery pack seals, and sensor grommets in under-hood and battery enclosure environments. An EV thermal management loop can cycle a seal from cold-soak parking temperatures to sustained elevated heat near power electronics — a duty cycle that eliminates most EPDM grades and all NBR options without significant compound reinforcement.
That said, EPDM remains the correct and cost-optimal choice for door seals, window run channels, and weatherstripping. Those applications demand high-volume compression and extrusion processing, moderate temperature resistance (-40°C to +130°C covers the requirement comfortably), and a price point that LSR injection molding cannot match at that scale. Specifying LSR for a door seal profile is over-engineering that adds cost without adding service life.
Electronics and Electrical
Keyboard membranes and connector seals in elevated-temperature or UV-exposed enclosures benefit from LSR’s dimensional stability and the fact that it does not plasticize or outgas organics onto contact surfaces. LED lens encapsulants represent a fast-growing application: optical-grade LSR maintains light transmission across a wavelength range that silicone-free rubbers cannot match after UV aging. For indoor, low-temperature electronics where the operating envelope is mild (0°C to +70°C, no UV, no chemical exposure), food-grade or general-purpose EPDM or even TPE remains entirely adequate and significantly cheaper.
Food and Beverage
LSR grades formulated to FDA 21 CFR 177.2600 and EU Regulation 10/2011 are the standard specification for valve seals, gaskets, and tube fittings in CIP/SIP processing lines. The same autoclavability and extractables profile that matters in medical applications matters here.
Food-grade EPDM, however, remains widely accepted for static gaskets in cold-fill and ambient applications where steam sterilization is infrequent. The cost delta is real — food-grade EPDM gasket stock typically runs meaningfully lower per unit than molded LSR parts — and for applications that genuinely do not require LSR’s thermal ceiling, the substitution is defensible in an audit.
Industrial Sealing and Fluid Handling
This is where LSR loses ground. NBR’s petroleum and fuel resistance comes from its nitrile group chemistry — a property the Si–O backbone simply does not replicate. In hydraulic systems, fuel injector seals, and gearbox lip seals, NBR or FKM is the correct specification. LSR in continuous petroleum-fluid contact will swell and lose mechanical integrity.
| Fluid Environment | Preferred Elastomer | LSR Viable? |
|---|---|---|
| Petroleum-based hydraulic fluid | NBR / FKM | No |
| Fuel (gasoline, diesel) | FKM / NBR | No |
| Water, steam, mild acids | LSR / EPDM | Yes |
| [Silicone oils](https://siliconchemicals.com/silicone-oil/) | LSR | Yes (check grade) |
| Strong oxidizing acids | PTFE-lined / FKM | No |
Consumer Goods and Wearables
Watch straps, earbud tips, and baby teethers share a common requirement set: skin safety, soft-touch feel (Shore A 10–40 covers most wearable applications), colorfast stability, and resistance to body oils and cleaning agents. LSR’s platinum cure system allows pigment dispersion without inhibition issues, and UV-stabilized grades demonstrate color retention exceeding 1,000 hours of accelerated UV exposure — a threshold that matters for outdoor wearables and products displayed under retail lighting. TPR and TPE competitors cost less at low volumes but typically show more color shift and compression set over a product’s expected service life, a difference that surfaces in consumer returns data rather than on the initial BOM.
Cost Structure and Total Cost of Ownership: Raw Material Pricing, Tooling, and Lifecycle Economics
Raw material price is the number procurement teams see first — and often the one that kills an LSR project before the analysis gets serious. LSR compound pricing typically runs USD 8–25/kg, depending on viscosity grade, additive package, and whether you’re buying a standard two-part base or a pre-pigmented, self-lubricating specialty grade. Compare that to natural rubber at USD 1.5–3/kg (heavily dependent on regional latex harvest and speculative commodity markets) or EPDM at USD 2–5/kg, and the sticker shock is real. Stopping the comparison there, however, is an engineering mistake with measurable financial consequences.
Where the Silicone Supply Chain Creates Structural Cost Advantages
Most of the silicone raw material cost originates upstream: the production of cyclosiloxane intermediates (D4, D5, D6), PDMS polymer chains, and the cross-linking and inhibitor systems that define a finished LSR compound. China’s integrated organosilicon industrial clusters — centered on direct-process silicon metal production, chlorosilane synthesis, and downstream polymerization — allow manufacturers like SiliconChemicals to produce these intermediates at significantly lower conversion costs than Western counterparts, owing to feedstock integration, scale, and infrastructure density. For buyers sourcing LSR compound internationally, that translates to a 15–30% cost advantage on raw material versus equivalent grades from European or North American-origin suppliers. The actual savings depend on order volume, grade specification, and whether you’re purchasing compound or negotiating on intermediate supply into your own compounding operation.

Tooling Investment and Cycle Time Economics
LSR tooling costs more upfront — a cold-runner LIM mold for a precision multi-cavity part typically runs 30–80% higher than a comparable compression or transfer mold for rubber, depending on cavity count and part geometry. That gap closes fast once production volume scales. Liquid injection molding cycle times run roughly 25–45 seconds for thin-walled parts at established barrel-and-mold temperatures; compression molding of organic rubber typically requires 3–5 minutes for equivalent geometries. At 24/7 press utilization, that difference alone restructures your per-part labor and machine-hour economics. In high-volume runs — above roughly 500,000 parts annually is where the crossover usually becomes unambiguous — the automation potential of LIM (robotic demolding, automated shot control, lights-out operation) reduces per-part labor cost by 40–60% versus manually trimmed rubber molding. The exact figure depends on your part geometry, reject rate, and whether your rubber process still requires post-cure.
Eliminating Post-Processing Costs
Flash-free LSR molding, when the tooling and process are properly developed, removes trimming and deflashing entirely. In precision rubber molding — seals, diaphragms, connector boots — secondary trimming and inspection typically adds 10–25% to part cost, sometimes more on complex geometries requiring hand trimming. That’s direct labor, rework scrap, and inspection burden that simply doesn’t exist in a well-run LIM operation.
Flash-free LSR molding can eliminate trimming and secondary operations that represent 10–25% of total part cost in precision rubber applications.True
This range reflects documented production economics in seal and diaphragm manufacturing, where deflashing, inspection, and rework labor on organic rubber parts represents a significant and measurable cost adder that LIM tooling — when properly designed with adequate venting and controlled shot size — eliminates structurally.
Service Life and Net Present Value of the Lifecycle
The replacement frequency argument is where LSR’s TCO case becomes decisive in demanding applications. In thermal cycling environments — think automotive under-hood sealing, industrial oven gaskets, or heat exchanger components — LSR seals routinely deliver 10+ years of service life. EPDM in similar continuous high-temperature cycling typically requires replacement every 2–4 years, depending on peak temperature, compression set demands, and chemical exposure. Run even a basic NPV calculation on a 10-year horizon: if an EPDM seal costs USD 0.80 installed and needs replacing 3–4 times, versus an LSR seal at USD 3.50 installed lasting the full period, the LSR part is cheaper before you account for installation labor, line downtime, and unplanned failure risk.
Regulatory Compliance Economics
Achieving FDA food-contact, USP Class VI, or ISO 10993 biocompatibility documentation for a new organic rubber compound requires extensive extractables and leachables characterization — a process that can run USD 30,000–100,000 in testing alone and take 6–18 months, depending on the compound complexity and certifying body. Established LSR grades with existing regulatory dossiers compress that timeline and cost substantially. For medical device OEMs and food processing equipment manufacturers, the compliance cost differential is a legitimate line item in the material selection decision, not a footnote.
Grades, Formulations, and Additive Systems: Navigating the LSR Product Landscape
Walk into any LSR converter’s technical library and you’ll find grade sheets running into the dozens. Shore hardness, viscosity, cure speed, adhesion chemistry, filler loading — each axis multiplies the options. For a buyer who hasn’t spent time mapping grade designations to actual processing equipment and end-use demands, this landscape is genuinely confusing. Here’s how to read it.
Hardness and Viscosity as the First Sorting Criteria
Standard LSR grades are indexed primarily by Shore A hardness: 10, 20, 30, 40, 50, 60, 70, and 80. Soft grades (Shore A 10–20) are used for skin-contact seals, baby-care parts, and wearable sensor housings where low compression set and tactile compliance matter. Mid-range grades (Shore A 30–50) cover the bulk of industrial sealing and medical device applications. Harder grades (Shore A 60–80) handle structural gaskets, electrical connectors, and components where dimensional stability under load is critical.
Viscosity is closely linked but not perfectly correlated to hardness. A Shore A 40 grade optimized for thin-wall parts (wall sections under 0.5 mm) will carry lower dynamic viscosity — typically in the 100,000–250,000 mPa·s range, depending on filler content and polymer chain length — than a standard Shore A 40 intended for thicker cross-sections. This matters operationally: low-viscosity formulations demand tighter clamp tonnage control and cold-runner temperature management to prevent flash. Specify the wrong viscosity grade for a tight-tolerance tool and you’re troubleshooting flash before the first production run ends.
Cure speed grades add a third dimension. Fast-cure formulations, accelerated by elevated platinum catalyst loading, target cycle times in the 10–25 second range on a hot tool (tool temperature typically 170–200°C). Standard cure grades run 20–60 seconds. The tradeoff is post-cure residual stress and, for medical parts, potential variation in extractables — a point that matters enormously once you’re dealing with biocompatibility documentation.
Self-Adhesive LSR: Primer-Free Overmolding
Self-adhesive grades carry a built-in adhesion promoter — typically a functional silane or reactive coupling agent incorporated at the polymer level — that generates direct covalent bonding to engineering thermoplastics including PA6, PA66, PBT, and PC during the injection molding cycle itself. No primer spray station, no surface activation step, no added labor. For a two-component assembly line running high volumes, eliminating the primer step can reduce cycle complexity and the associated scrap rate from adhesion failures, which in conventional rubber overmolding can run 2–8% depending on surface preparation consistency.
Self-adhesive LSR grades can bond to PA66 and PBT without a primer in a standard two-shot injection molding processTrue
Self-adhesive LSR formulations contain reactive adhesion promoters (typically organosilane-based) that form covalent bonds with the substrate polymer during the cure cycle under heat and pressure, eliminating the need for external primer application — this is well-documented in converter and material supplier technical data.

HCR, LSR, and RTV: Three Branches, Frequently Conflated
These are all silicone rubber, but they are not interchangeable. High-consistency rubber (HCR) is a high-molecular-weight gum processed on mills and in compression or transfer molds — the oldest commercial form, still dominant in wire and cable jacketing and some large-cross-section seals. LSR is a two-part liquid system, platinum-cured, processed through injection molding equipment with cold-runner delivery. RTV silicone cures at room temperature, either one-part (moisture-cure) or two-part (condensation or addition cure), and is used primarily in gasketing, potting, and tooling applications rather than molded components. Substituting RTV documentation for LSR qualification in a regulated product — medical, aerospace, food contact — is an audit finding waiting to happen.
Specialty Additive Systems
Flame-retardant LSR uses platinum-based FR packages rather than halogenated fillers, achieving UL 94 V-0 ratings at thicknesses down to 0.4–0.8 mm depending on grade and geometry. This matters for EV battery seals and wire harness grommets where halogen-free requirements are increasingly contractual.
Thermally conductive LSR is loaded with boron nitride, alumina, or hybrid filler systems. Thermal conductivity ranges from about 1 to 6 W/m·K, depending on filler type, loading level (often 40–70 phr by weight), and particle morphology. Higher conductivity means higher viscosity and greater abrasion on tooling — factor that into tool material selection and maintenance intervals.
Electrically conductive LSR, filled with carbon black or silver-coated particles, serves EMI shielding gaskets in electronics enclosures. Volume resistivity can be tuned across several decades depending on filler loading, but conductivity and mechanical elongation pull in opposite directions; pushing beyond roughly 60–65 phr conductive filler typically degrades tear strength enough to create field failure risk.
Medical-Grade Versus Industrial-Grade: A Supply Chain Question, Not Just a Test Report
Medical-grade LSR carries USP Class VI or ISO 10993 biocompatibility data, full extractables and leachables profiling, and — critically — change-control commitments from the raw material supplier. A formulation change that improves processing in an industrial grade can invalidate a medical device’s regulatory submission if the supplier doesn’t maintain raw material freeze agreements. Industrial-grade LSR is qualified for performance; medical-grade is qualified for the supply chain as much as the chemistry.
Upstream Building Blocks: Where Custom Formulation Starts
Custom LSR development begins at the polymer level. Vinyl-terminated polydimethylsiloxane (PDMS) sets base chain length and therefore baseline viscosity and mechanical extensibility. Hydrogen-terminated PDMS and methylhydrogen siloxane crosslinkers control crosslink density, which directly governs compression set and modulus after cure. Adjusting the vinyl-to-hydride ratio is the primary lever for tailoring hardness and rebound independently of filler loading. SiliconChemicals’ portfolio of these building blocks — vinyl-PDMS, H-PDMS, and MH siloxane crosslinkers — gives formulators direct access to upstream control rather than working from a locked commercial base, which shortens development iterations for custom grades and maintains supply chain continuity when commercial grades shift.
Sustainability, Recyclability, and End-of-Life Considerations for Silicone Versus Rubber
Sustainability has moved from a procurement checkbox to a hard specification in many industries. Medical device OEMs face EU MDR traceability requirements. Automotive Tier 1 suppliers submit Scope 3 emissions data to their OEMs. That pressure lands directly on material selection — and it exposes one of the more inconvenient truths about LSR: it is a high-performance material with a genuinely complicated end-of-life story.
End-of-Life Recycling: Where Each Material Family Actually Stands
LSR is thermoset. Once cured, the Si–O crosslinked network cannot be remelted or reprocessed thermoplastically. That rules out the straightforward pelletize-and-rerun loop available to thermoplastics. The industrially viable route is pyrolysis — thermal degradation at roughly 400–700°C under controlled atmosphere — which cracks the PDMS network back into cyclosiloxanes, predominantly D4 and D5. These can theoretically re-enter polymerization feedstock. The catch is that D4 and D5 are themselves subject to regulatory scrutiny under REACH (D4 is classified as a substance of very high concern for PBT properties in aquatic environments), which complicates the reintegration pathway. Industrial adoption of silicone pyrolysis recycling remains nascent — a handful of specialty processors in Europe and Japan operate at meaningful scale, but the infrastructure does not yet exist in most markets to make closed-loop silicone recycling a realistic procurement assumption. Specify silicone, and assume today that most post-industrial trim and end-of-life parts go to energy recovery or landfill unless your supply chain actively routes waste to a dedicated processor.
Organic rubber recycling is comparatively mature, though still imperfect. Natural rubber and EPDM can be devulcanized — breaking sulfur crosslinks through thermal, chemical, or microwave processes — to yield reclaim rubber suitable for lower-grade applications. Ground rubber from end-of-life tires is a large, established commodity used in playground surfaces, asphalt modification, and industrial matting. The infrastructure exists and the economics work at scale. However, reclaim rubber carries mechanical penalties: tensile strength typically drops 20–40% versus virgin compound, which limits re-use to non-critical applications. It is a functional recycling loop, not a performance-equivalent one.
Carbon Footprint Per Kilogram: The Production Burden Is Real
Producing PDMS-based silicone is significantly more carbon-intensive per kilogram than producing natural rubber.True
Silicone production involves energy-intensive metallurgical-grade silicon smelting and the Müller-Rochow synthesis process, yielding roughly 10–15 kg CO₂e/kg for PDMS depending on energy grid mix and process efficiency. Natural rubber from plantation sources carries approximately 1.5 kg CO₂e/kg when land-use change is excluded. Synthetic rubbers such as EPDM fall in the 3–7 kg CO₂e/kg range depending on monomer sourcing and plant energy intensity.
Those numbers shift based on grid carbon intensity, plant efficiency, and whether land-use change is counted for NR. They are not excuses — they are real production burdens that belong in any honest LCA conversation.
Durability as a Carbon Offset
The number that partially rebalances the equation is service life. In harsh thermal, UV-exposed, or chemically aggressive environments, LSR seals and components routinely last 2–5× longer than equivalent organic rubber parts before reaching functional end-of-life. Fewer replacement cycles mean fewer kilograms of material consumed and processed over a system’s service life. A silicone gasket that survives 15 years in an outdoor enclosure eliminates two or three EPDM replacement events — each carrying its own production carbon, logistics, and installation labor.
VOC Emissions and Factory Air Quality
LSR injection molding emits negligible volatile organic compounds during processing. Sulfur vulcanization of conventional rubber is a different story: thiuram accelerators and sulfur donors generate measurable VOC and potential carcinogen exposure, requiring ventilation controls and appearing on REACH and factory hygiene registers. For manufacturers operating under strict indoor air quality standards — medical cleanrooms, food-contact production environments — LSR’s clean processing profile is a compliance advantage, not just a marketing claim.

SiliconChemicals’ Position in the Green Chemistry Transition
At the production level, meaningful progress is possible even within silicone’s energy-intensive chemistry. SiliconChemicals incorporates recycled silicon metal inputs sourced from semiconductor and solar industry reclaim streams, reducing primary smelting demand. Closed-loop solvent recovery systems in siloxane production cut both waste generation and raw material cost — a rare alignment of environmental and economic incentive. Operations are managed under ISO 14001 certification, providing auditable environmental management framework rather than self-reported claims. These are incremental steps, not a complete solution to silicone’s production footprint, but they represent the kind of supply chain transparency that procurement teams running Scope 3 audits increasingly require from their material suppliers.
Frequently Asked Questions: Liquid Silicone Rubber vs. Conventional Rubber
Is liquid silicone rubber the same as natural rubber?
No — at every level that matters operationally. Natural rubber is a polyisoprene, a carbon-chain polymer derived from latex sap. LSR is built on a Si–O backbone with methyl or vinyl pendant groups. That structural difference drives almost every performance gap you’ll encounter: LSR’s continuous service range runs from -60°C to +200°C versus natural rubber’s practical ceiling of roughly 80–100°C in sustained heat. Compression set, UV resistance, and biocompatibility all follow from chemistry, not marketing. The two materials share the word “rubber” because both are elastomers — that’s where the overlap ends.
Can LSR replace EPDM in automotive door seals?
Sometimes, but rarely on cost grounds alone. EPDM remains the default for exterior door seals primarily because raw material cost is substantially lower and the temperature envelope — down to around -40°C — is adequate for most global markets. Where engineers do switch to LSR is when the assembly requires compression set performance below -50°C, or when a single seal must handle both extreme cold and repeated steam cleaning cycles. Expect LSR material cost to run 4–8× EPDM on a per-kilogram basis depending on grade and order volume. That premium needs to be justified by cycle-life savings or scrap reduction, not just a desire for a premium material.
Is silicone rubber food safe?
Cured LSR can be formulated to comply with FDA 21 CFR 177.2600 and EU Regulation 10/2011 for food contact. The key word is formulated — the base polymer alone does not guarantee compliance; platinum catalyst residuals, pigments, and processing aids all enter the picture.
All silicone rubber products are automatically food safeFalse
Food contact compliance depends on the specific formulation, cure completeness, and absence of non-compliant additives. Buyers must require documented FDA or EU 10/2011 compliance for each specific compound and color, not just the base polymer.
Some conventional rubber compounds carry leachable nitrosamines or accelerator residues that disqualify them from direct food contact. For applications where this matters, require a migration test report, not just a declaration.
Why is liquid silicone rubber more expensive than rubber?
Three cost drivers stack on top of each other. Silicon metal must be refined to metallurgical-grade purity before conversion to organochlorosilanes — an energy-intensive step. Polymerization to high-purity PDMS requires controlled conditions that organic rubber synthesis simply doesn’t demand. Then platinum-complex catalysts, used at parts-per-million levels, still add meaningful cost because platinum prices are volatile and recovery from cured parts is not economically practical at most production scales. Finished LSR compounds typically land at USD 15–40/kg depending on grade, viscosity, and certification requirements — versus USD 2–8/kg for commodity EPDM or NR.
Does liquid silicone rubber contain latex?
LSR contains zero latex. There is no biological protein of any kind in the material, which means no pathway to Type I IgE-mediated hypersensitivity — the severe allergic response associated with natural rubber latex. For medical devices, neonatal products, and food processing equipment where latex-free documentation is a procurement requirement, LSR satisfies that condition categorically.
How does LSR perform in contact with oils and fuels?
Poorly, relative to the alternatives. Hydrocarbon oils cause significant volumetric swell in silicone — typically 20–60% depending on oil type, temperature, and immersion duration. For continuous oil-immersion applications, NBR handles moderate temperatures competently, and FKM is the correct choice where heat and fuel resistance must combine. LSR belongs in oil-splash or incidental-contact scenarios, not submerged dynamic sealing in a gearbox or fuel system.
Can liquid silicone rubber be colored?
Yes, and more reliably than most organic rubbers. LSR accepts pigment dispersions — typically supplied as pre-dispersed color masterbatches compatible with the two-part system — without significant effect on cure kinetics if the dispersion is properly formulated. UV-stable inorganic pigments are standard for outdoor or lighting applications. Because LSR starts optically translucent and has no sulfur-based cure chemistry to interfere, color consistency batch-to-batch is tighter than what you’d achieve with peroxide or sulfur-cured rubber compounds.

What certifications should I require when sourcing LSR from China?
At minimum: ISO 9001 for the quality management system, ISO 10993 biocompatibility test reports if the material contacts skin or body fluids, FDA compliance letters referencing specific 21 CFR sections relevant to your application, REACH SVHC declarations and RoHS conformity, and batch-level traceability records linking each shipment to raw material lot numbers. For medical or food applications, also request third-party extraction and migration data — not just a self-declaration. A supplier who cannot produce batch traceability documentation promptly is a supply chain risk regardless of how competitive their pricing is.
Sourcing Liquid Silicone Materials from China: Quality Assurance, Supply Chain Transparency, and Partnership Criteria
China’s organosilicon industry is not a collection of small compounders — it is a vertically integrated cluster that runs from methanol and silicon metal through chlorosilane synthesis, cyclic siloxane (D4/D5) purification, polymerization, and final LSR compounding under one regional roof. The Jiangsu–Zhejiang–Guangdong corridor concentrates the majority of this capacity. That integration matters operationally: a manufacturer drawing on captive siloxane feedstock can absorb raw-material price swings that force Western compounders — who buy polymer from a handful of upstream suppliers — to either pass cost increases downstream or stretch lead times while they renegotiate contracts. For a procurement manager running a Just-in-Time line, that upstream buffer is not a marketing claim; it is a tangible schedule risk reducer.
What Rigorous Quality Management Actually Looks Like on the Plant Floor
ISO 9001 certification is the floor, not the ceiling. At a serious Chinese LSR manufacturer, incoming vinyl-terminated polydimethylsiloxane polymer is tested for vinyl content by GC (typical specification: ±0.02 mol% of nominal), viscosity by rotational rheometer at 25°C, and water content by Karl Fischer before it ever reaches a compounding vessel. Platinum catalyst lots are verified for activity against an internal reference standard. In-process statistical process control tracks key parameters — mix ratio, filler dispersion torque, inhibitor concentration — with control charts reviewed by shift engineers, not just QA staff at end-of-batch. The difference between a manufacturer running real SPC and one that fills in a form after the fact shows up in Cpk values: credible operations will share process capability data on critical parameters if you ask.

The Documentation Package You Should Require Before Placing a Volume Order
A certificate of analysis with lot number, production date, and instrument-generated test data is the minimum. For any application touching food contact, medical devices, or implantable components, require third-party test reports against FDA 21 CFR 177.2600, USP Class VI, or ISO 10993-5/10 cytotoxicity as appropriate — and check that the tested lot, not just the grade, is traceable to your shipment. SDS documents should arrive in the destination country’s official language and regulatory format (REACH-compliant for EU buyers, GHS-aligned for North American). Application-specific qualification data — compression set at your service temperature, rheology curves at your injection parameters — separates a supplier who has actually run the material from one forwarding a generic datasheet.
Reputable Chinese LSR manufacturers maintain NDA-protected compartmentalization between customer formulation projects, preventing cross-disclosure of proprietary additive systems or processing parameters.True
Standard practice at ISO-certified specialty chemical manufacturers; customer-specific formulations are assigned internal project codes with restricted access, consistent with industry norms for confidential compound development.
Intellectual property protection is a real concern and a solvable one. Established manufacturers maintain strict project compartmentalization — customer-specific additive packages, filler loadings, and functional modifications are coded internally and accessible only to the assigned development team. An NDA executed before sample submission is standard; any supplier resistant to that step is a signal worth heeding.
Lead Times, MOQs, and Structuring Supply Stability
Ocean freight from major Chinese ports to Northwestern Europe typically runs 25–35 days port-to-port depending on routing and carrier; to the US East or Gulf Coast, 20–30 days; to Southeast Asian destinations, 7–15 days. These are realistic working estimates — actual transit varies with vessel availability and port congestion. Minimum order quantities for standard LSR grades typically range from 200 kg to 1 MT per lot, with bonded-stock and consignment programs available for buyers committing to annual volumes. Locking in a quarterly or annual pricing agreement with defined raw-material escalation clauses eliminates the single largest source of procurement volatility in specialty silicone buying.
SiliconChemicals supports global buyers with dedicated technical sales engineers who carry actual formulation and application knowledge, not just order-entry access. Sample qualification programs — including application-lab molding trials and accelerated aging data — compress your internal validation timeline. For procurement teams managing total supply risk rather than unit price alone, that upstream integration, documentation rigor, and technical partnership infrastructure is where the real value of a China-based organosilicon specialist sits.














