
You spec a silicone compound, it arrives liquid, and now your tooling engineer, your process team, and your procurement manager are all asking the same question in slightly different ways: will this actually cure, under what conditions, and what happens if something goes wrong? Get the answer wrong and you’re looking at scrapped cavities, stalled production runs, or parts that stay tacky indefinitely — costs that compound fast when you’re running multi-cavity molds or time-sensitive assembly lines.
Yes, liquid silicone hardens through a chemical crosslinking reaction, not simple drying or cooling. Platinum-catalyzed LSR systems cure at 120–200°C in 15–60 seconds under injection molding conditions. Room-temperature vulcanizing (RTV) grades harden at 15–35°C over 24–72 hours. Final hardness, ranging from Shore A 10 to 80, depends on formulation, not just process.
What makes liquid silicone genuinely interesting — and genuinely unforgiving if you misread it — is that “hardening” means something mechanically different depending on which chemistry you’re working with, and the conditions that accelerate cure in one system can completely poison another. The gap between a correctly cured part and a failed one often comes down to details that aren’t obvious until you’ve seen the scrap pile.
The Chemistry Behind Liquid Silicone Hardening: Crosslinking Mechanisms Explained
The Starting Point: Why PDMS Flows Before Cure
Liquid silicone begins as polydimethylsiloxane — a polymer chain built on a repeating Si–O–Si backbone. That backbone is what makes silicone behave so differently from carbon-based polymers. The Si–O bond length (~1.64 Å) and the wide Si–O–Si bond angle (~143°) give the chain extraordinary rotational freedom, far exceeding what you see in polyethylene or polypropylene. Combined with methyl side groups that create very low intermolecular van der Waals forces, the result is a polymer that remains fluid at room temperature even at substantial molecular weights — typically 50,000 to 700,000 g/mol for injection-grade LSR base polymers.
The critical phrase is absence of permanent crosslinks. The chains slide past each other freely. Apply shear and viscosity drops; remove it and the fluid recovers. Nothing is locking those chains into a network. Hardening only happens when a chemical reaction creates covalent bridges between chains — and the specific mechanism used determines almost everything downstream: cure speed, byproduct generation, dimensional stability, and rework possibility.
Addition Cure: The Mechanism Driving LSR Injection Molding
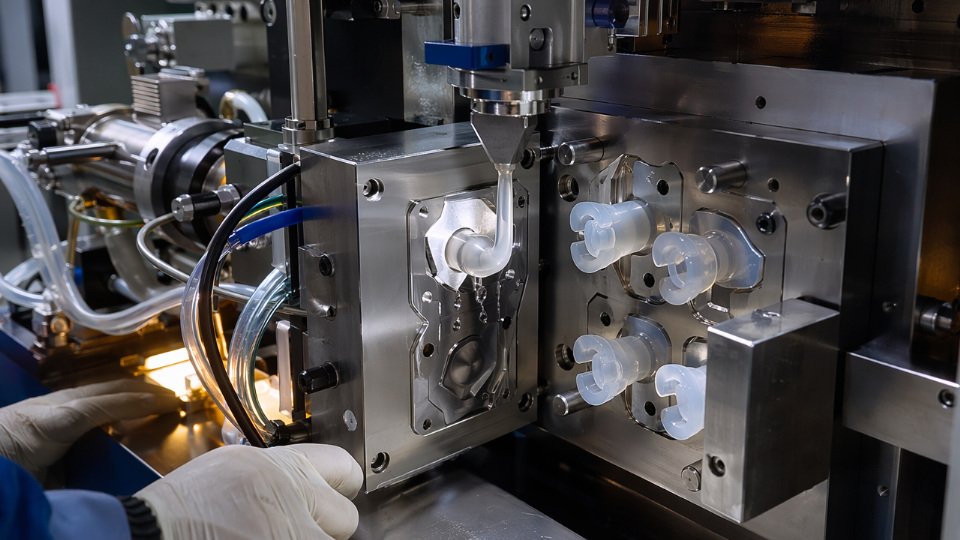
The dominant chemistry in modern LSR is platinum-catalyzed hydrosilylation. Part A carries vinyl-functional siloxane polymer (Si–CH=CH₂ groups). Part B carries a poly(methylhydrosiloxane) crosslinker (Si–H groups) and the platinum catalyst — typically a Karstedt-type complex. Mix the two, expose to heat, and the Pt catalyst facilitates addition of the Si–H across the vinyl double bond, forming a new C–Si covalent bond with zero byproduct release.
That “zero byproduct” detail is not minor. No outgassing means no porosity, no sink marks, and no dimensional drift from escaping volatiles. Parts come out of the mold matching the cavity geometry. For tight-tolerance medical components or multi-pin electrical connectors, this matters enormously. Cure temperature drives cycle time: at 170–190°C you’re typically looking at 15–60 seconds in a closed injection mold, depending on part wall thickness and catalyst loading. Increase temperature toward 200°C and you compress that window, but you also raise the risk of scorching if residence time in the barrel runs long.
Platinum-catalyzed LSR cure produces no chemical byproducts during crosslinkingTrue
Hydrosilylation addition cure forms C–Si bonds through direct addition across vinyl groups, releasing no volatile small molecules — unlike condensation cure systems which release acetic acid, ethanol, or water as byproducts.
Condensation Cure: Moisture Dependence and Its Shrinkage Penalty
Condensation-cure silicones — the RTV family most procurement teams encounter in sealants, encapsulants, and mold-making rubbers — crosslink through a different pathway. Silanol groups (Si–OH) or acetoxy/alkoxy functional groups react with atmospheric moisture or with each other, forming Si–O–Si crosslinks while releasing small molecules: acetic acid in one-part acetoxy systems, ethanol in alkoxy types, or simply water in condensation RTV-2 systems.
The byproduct release matters operationally. Deep-section castings — anything beyond roughly 20–25 mm — cure from the outside in, because moisture diffusion is the rate-limiting step. The surface skins first. If you’re potting a transformer or casting a thick mold block, expect uneven cure fronts, extended timelines (sometimes several days for sections over 50 mm), and measurable volumetric shrinkage in the range of 0.5–3%, depending on formulation and byproduct quantity. That shrinkage can transfer stress to embedded components or distort critical mold details.
Peroxide Cure: The Third Pathway
Peroxide-initiated free-radical crosslinking applies primarily to high-consistency silicone rubber (HCR), but it appears in some liquid-dispensable compound forms used in wire and cable insulation. Organic peroxides decompose at 160–200°C, generating free radicals that abstract hydrogen from methyl side groups, creating carbon-centered radicals that then couple to form C–C crosslinks between chains. The temperature requirement is higher than platinum systems, and residual peroxide decomposition products can affect electrical properties or cause surface blooming — a real concern for insulation applications requiring certified dielectric performance.
Hardening Is Irreversible: The Thermoset Distinction
All three pathways produce a thermoset network — and that word carries serious operational weight. Once the crosslinks form, you cannot melt the material and reprocess it. This is fundamentally different from thermoplastic elastomers that soften on reheating. An engineer specifying LSR for a component and then discovering a design error after molding faces scrap, not rework. There is no recycling stream for cured silicone rubber equivalent to grinding and re-pelletizing a thermoplastic. Some processors grind cured scrap as filler at low loadings, but mechanical properties degrade. The chemistry is one-way, and procurement and design teams need to treat it that way from the first prototype cycle.
Types of Liquid Silicone and Their Distinct Hardening Behaviors
Not all liquid silicone is the same material wearing different labels. The term covers at least five distinct product families, each with its own cure mechanism, processing window, and final mechanical state. Specifying the wrong type — or assuming one behaves like another — produces outcomes ranging from uncured adhesive on a PCB to a mold that traps a casting. Here is how each family actually behaves on the floor.
Liquid Silicone Rubber (LSR) for Injection Molding
LSR is a two-part, platinum-catalyzed system supplied as Part A (base polymer with catalyst) and Part B (base polymer with crosslinker), blended in-line at a 1:1 ratio by the injection unit. Viscosity runs 50,000–1,000,000 mPa·s depending on grade and filler loading; higher viscosity grades hold tighter dimensional tolerances but demand more injection pressure. The mold sits at 170–190°C. At that temperature, platinum catalyst activity is sufficient to drive cure in 15–60 seconds, delivering Shore A hardness of 20–80 — the exact value depends on crosslinker concentration and filler content, not just temperature. Pull the part before full cure and you get tearing at ejection; overheat the runner system and the material begins crosslinking before it fills the cavity. Both errors are recoverable only by purging, which wastes compound worth tracking on a per-kilogram basis.
RTV-1: One-Part, Moisture-Cure Systems
RTV-1 arrives pre-packaged with crosslinker and catalyst already incorporated. Cure initiates when atmospheric moisture diffuses into the exposed surface. The operative constraint is cure depth: at 50% relative humidity and 23°C, expect roughly 3–6 mm of through-cure per 24 hours. That rate drops sharply in low-humidity environments or when the bead cross-section exceeds the diffusion limit.
RTV-1 silicone will cure completely through a 20 mm bead within 24 hours under standard indoor conditions.False
Moisture-cure RTV-1 systems cure from the outside inward at approximately 3–6 mm per 24 hours at 50% RH. A 20 mm cross-section requires multiple days and may retain an uncured core if humidity is insufficient.
This limitation makes RTV-1 unsuitable for thick-section encapsulation, regardless of how convenient the single-component packaging appears to a procurement team sourcing based on shelf appeal rather than geometry.
RTV-2: Two-Part Mixing Systems
RTV-2 products are user-mixed, most commonly at 1:1 or 10:1 ratios by weight. Mix ratio errors — even 5–10% off-ratio — leave the network stoichiometrically incomplete, producing a permanently tacky or soft surface. Pot life at 25°C typically spans 2–8 hours for addition-cure grades, less for condensation-cure versions that generate acetic acid or other byproducts during crosslinking. RTV-2 covers mold making, casting, and encapsulation where geometry is complex and open-pour processing is acceptable. Final hardness spans Shore A 10–80 depending on formulation.
Silicone Potting and Encapsulation Compounds
These are low-viscosity two-part systems, typically 500–5,000 mPa·s, formulated to flow around populated PCBs and fine conductor traces under gravity or mild vacuum assist. They cure to Shore A 20–50 gels or soft elastomers. Some grades carry defined thermal conductivity targets (commonly 0.6–2.0 W/m·K) for heat-dissipating electronics; others prioritize volume resistivity above 10¹⁴ Ω·cm for high-voltage isolation. Selecting a general-purpose encapsulant where a thermally conductive grade is required does not fail immediately — it fails when the assembly runs hot under load.
Silicone Gels and Pressure-Sensitive Adhesives
These systems are intentionally under-crosslinked. They harden to a compliant, tacky, or semi-solid state rather than a conventional elastomer. The design intent is energy absorption, conformal contact, or removable bonding — not structural rigidity. Engineers expecting a firm cure from a gel-grade material are reading a Shore OO or Shore 00 value, not Shore A, and the two scales are not interchangeable in specification documents.
Fluorosilicone Liquids
Fluorosilicone uses the same platinum-addition cure chemistry as standard LSR but incorporates fluorine-substituted side chains on the siloxane backbone. Those electron-withdrawing fluorine groups slightly suppress catalyst activity, lengthening cure times by roughly 20–40% relative to a comparable non-fluorinated grade at the same mold temperature — a meaningful difference when cycle time is costed. The payoff is resistance to aliphatic fuels, hydraulic fluids, and chlorinated solvents that would swell standard polydimethylsiloxane-based elastomers within days of exposure.
Critical Variables That Control Cure Rate, Final Hardness, and Crosslink Density
Getting hardness right in production is not a single-dial problem. Six distinct variables interact, and adjusting one without understanding the others routinely produces parts that are sticky, brittle, dimensionally unstable, or contaminated with residual low-molecular-weight species that bleed out downstream.
Temperature and the Arrhenius Reality
Platinum-catalyzed LSR cure rate follows Arrhenius kinetics: reaction rate roughly doubles for every 10°C rise in mold temperature within the practical processing window. In concrete terms, moving from 80°C to 160°C can compress cure time by 8–12×, depending on part wall thickness, catalyst loading, and compound formulation. This is why injection molds are typically held at 170–190°C with cycle times of 15–60 seconds rather than curing slowly at ambient.
The failure mode matters here. A mold running 15–20°C below setpoint — because of a failed heater zone, poor thermal contact, or a cold runner not yet equilibrated — produces parts that demold with a tacky surface and reduced elongation. They test soft, but the softness is from incomplete crosslinking, not intentional formulation. Those parts often pass visual inspection and fail only in end-use mechanical testing or accelerated aging.

Catalyst Concentration and Inhibitor Poisoning
Platinum catalyst loading in commercial LSR systems typically runs 5–30 ppm Pt relative to total compound weight, with the specific level set by the compounder to balance cure speed, shelf life of Part A, and cost. Higher loading tightens cycle time but accelerates aging of the catalyst-containing component in storage. Part A shelf life at 5–10°C is generally 6–12 months; holding at room temperature collapses that window significantly.
The more operationally damaging problem is inhibitor poisoning. Sulfur-containing mold release agents, amine-cured epoxy adhesives on inserts, tin compounds from condensation-cure silicones left on tooling, and even certain plasticizers in adjacent substrates can all deactivate the platinum catalyst at the mold surface. The result is a permanently uncured skin layer — sometimes only 50–200 microns thick, but enough to cause adhesion failures or contaminate the next mold shot. Switching to platinum-safe release agents and implementing tooling quarantine protocols between condensation-cure and addition-cure production runs eliminates most of these incidents.
Sulfur-containing mold release agents can permanently inhibit platinum catalyst and prevent LSR skin cure.True
Sulfur compounds are well-documented platinum catalyst poisons; even trace contamination on mold surfaces can create a permanently tacky, uncured skin layer on LSR parts without affecting the bulk cure.
Crosslinker-to-Base Ratio and Durometer Control
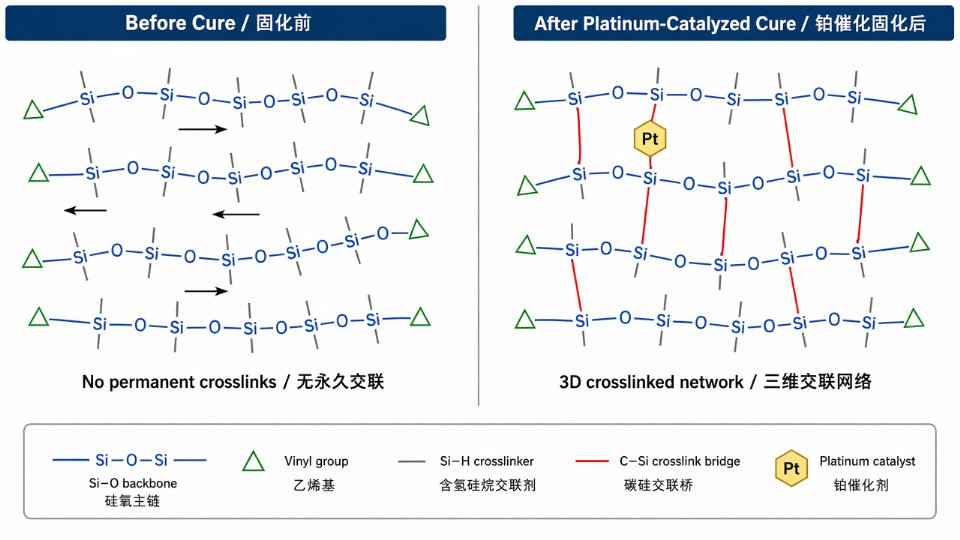
Off-ratio mixing is one of the most common root causes of hardness variation in two-part LSR systems. Deviation greater than roughly 2% from the specified 1:1 or 10:1 mix ratio produces measurable property shifts. Under-crosslinked parts (excess base, insufficient crosslinker) are sticky, swell in solvents, and show reduced compression set resistance. Over-crosslinked parts harden and lose elongation — brittle failure in flex applications. Durometer tracks crosslink density non-linearly: small deviations at low hardness grades (Shore A 20–30) produce proportionally larger property changes than the same deviation at Shore A 60–70.
Post-Cure and Its Role in Final Property Stabilization
A secondary oven cure — typically 200°C for 2–4 hours — serves two functions simultaneously. It drives residual crosslinking in thick-section parts where heat transfer limited in-mold conversion, and it volatilizes low-molecular-weight cyclic siloxanes (primarily D4 and D5) that would otherwise migrate to surfaces. Post-cure stabilizes final Shore hardness within roughly ±2 Shore A of specification and is non-negotiable for medical or food-contact applications where extractable limits are regulated.
Filler Loading and the Hardness-Property Trade-off
Fumed or precipitated silica at 10–40 phr is the primary hardness-tuning lever independent of crosslink density. Higher silica loading increases durometer, tensile strength, and tear resistance together. Substituting aluminum trihydrate adds flame retardancy while contributing to hardness; carbon black increases durometer and introduces electrical conductivity as a secondary effect. These fillers change the hardness profile through reinforcement, not through chemical network density — which means the elongation-at-break response differs from what you get by adjusting the crosslinker ratio to achieve the same Shore A target.
Humidity Effects on RTV Systems
Moisture-cure RTV-1 systems are sensitive to ambient conditions in ways that LSR processing is not. Below approximately 30% relative humidity, the cure front advances slowly from the surface inward, extending tack-free time and full-cure time substantially. In dry winter facility conditions or climate-controlled cleanrooms, what normally cures in 24 hours may still be soft at 48 hours. RTV-2 addition-cure systems share the platinum inhibition risks described above; condensation-cure RTV-2 systems are less inhibitor-sensitive but require careful moisture management during mixing.
Industrial Processing Methods That Activate Hardening: From Injection Molding to Potting Lines
Every manufacturing route that converts liquid silicone into a finished solid part uses a different mechanism to trigger and control crosslinking. Matching the process to the right activation approach — temperature, UV, or catalytic ratio — determines whether you hit dimensional spec, cycle-time targets, and part ejection hardness. Getting it wrong means scrapped shots, fouled mixers, or parts that distort on the conveyor.
LSR Injection Molding
The defining feature of LSR injection molding is the thermal inversion: the barrel and cold runner stay cold (typically 5–10°C, maintained by chilled water circuits) to keep the two-component blend fluid and prevent premature cure during dosing and transfer. The mold itself runs hot — 160–200°C depending on part geometry and compound reactivity. Injection pressure typically runs 300–500 bar; thinner walls and longer flow paths push toward the upper end. Clamp force must be sized to prevent flash, which in platinum-catalyzed systems can propagate into parting-line gaps as thin as 0.005–0.010 mm because uncured LSR has very low viscosity before the crosslink network forms.
Demolding hardness is the practical go/no-go: parts should reach at minimum Shore A 30 before ejection, and more typically Shore A 40–50 for anything with undercuts or thin ribs. Ejecting too early causes tearing or permanent deformation that no post-cure will reverse.

Liquid Injection Molding for Medical and Automotive Parts
Liquid injection molding (LIM) follows the same cold-runner / hot-mold principle but introduces tighter contamination protocols — ISO-classified environments, dedicated purge routines, and nitrogen-blanketed material containers in medical applications where platinum catalyst poisoning from sulfur or amine traces can halt cure entirely.
Cycle time optimization here carries real cost weight. Ejecting parts at 70–80% of full cure and completing crosslinking in a post-cure oven (typically 4–8 hours at 150–200°C) can improve press utilization by 20–40%, but only if the parts have enough green strength to survive handling. That balance depends on durometer target, wall thickness, and whether the part carries a sealing function that requires tight dimensional tolerance.
Platinum catalyst poisoning from sulfur-containing mold releases is a documented cause of incomplete cure in LSR injection molding operations.True
Sulfur, tin, nitrogen compounds, and certain amines bond to the platinum catalyst active sites, inhibiting the hydrosilylation crosslinking reaction. This is a well-established failure mode in LSR processing.
Meter-Mix Dispensing for Encapsulation and Potting
Two-part addition-cure systems for potting electronic assemblies or encapsulating sensors use gear-pump or piston-driven meter-mix equipment. Ratio accuracy of ±1% by volume is the accepted process window; outside that range, off-ratio material produces under-cured, tacky regions or brittleness depending on which component is in excess. Static mixers work for low-throughput lines; dynamic mixers become necessary above roughly 5–10 kg/hour or when viscosity differential between parts A and B exceeds 3:1.
Cure can run at room temperature over 8–24 hours or accelerate in a batch or conveyor oven at 60–120°C, cutting cure time to 30–90 minutes depending on section thickness and formulation. Thick pours above 20–25 mm need staged heating to avoid exotherm-driven skin cure that traps volatiles underneath.
Screen Printing and Stencil Application of Silicone Inks
Silicone pastes applied at 50–200 µm — for membrane keypads, textile coatings, or gasket printing — cure either under UV (within seconds, using photoinitiator-modified formulations) or through IR tunnel ovens in 30–90 seconds. Conveyor speed and lamp intensity are coupled variables; running faster through the same lamp power consistently produces under-cured surfaces that transfer or block downstream.
Continuous Vulcanization for Extrusion Profiles
Extruded silicone profiles — tubing, edge seals, complex co-extruded sections — cure on continuous vulcanization (CV) lines using hot-air or salt-bath cure at 200–250°C. Line speed and cure depth are in direct tension for thick-wall profiles: a 10 mm wall section needs substantially longer dwell time in the cure zone than a 2 mm wall, because heat transfer into the core limits the reaction front. Salt-bath CV offers better heat transfer uniformity than hot-air but adds post-wash steps and waste handling.
Vacuum Casting and Prototype Tooling
RTV-2 silicone poured over a master pattern for flexible mold production must be degassed under vacuum — typically below 5 mbar — to remove entrapped air before any gelation begins. Cure at 40–60°C over 4–16 hours produces tear-resistant tooling capable of 20–50 casting cycles depending on formulation and part geometry. Skipping degassing produces pinholes that transfer directly to every subsequent casting, compounding the scrap cost across the entire production run.
Measuring and Verifying Hardness After Cure: Test Methods and Acceptance Criteria
Getting a cured silicone part out of the mold — or off a potting line — does not mean it has hardened to specification. Confirming that requires a layered approach: quick field tests at the press, quantitative lab methods for supplier qualification, and long-term mechanical verification before a new formulation enters production. Each test answers a different question, and relying on just one will miss failure modes the others catch.
Shore A Durometer (ASTM D2240 / ISO 868)
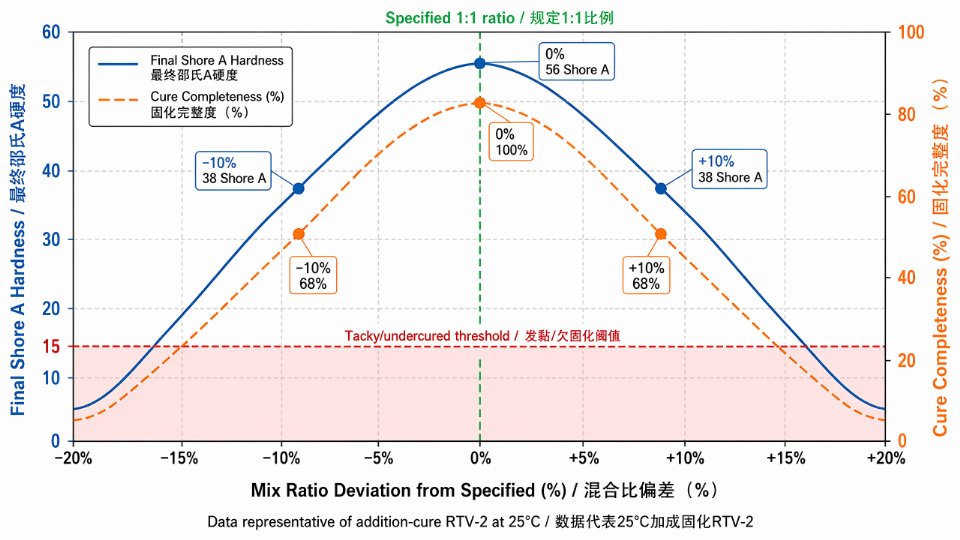
The Shore A durometer is the workhorse of production floor acceptance. A truncated-cone indenter presses into the flat cured surface under a defined spring load; the depth of penetration is read on a 0–100 scale, where lower numbers mean softer material. Dwell time matters practically: a 1-second reading captures instantaneous resistance, while a 15-second reading allows stress relaxation and typically reads 2–5 points lower on soft silicones. Most production specifications call for one standard explicitly — mixing dwell conventions between supplier and customer is a documented source of dispute.
For materials below Shore A 20, the truncated-cone indenter covers too large an area relative to resistance force to give repeatable results. Soft gel grades, medical cushioning compounds, and low-durometer optical encapsulants require IRHD micro-hardness testing per ISO 48-4, which uses a much smaller ball indenter and lower contact force. Trying to spec a Shore A 8 gel with a standard durometer can produce scatter of ±5 points between operators, making the number nearly useless for supplier hold/release decisions.
Gel Fraction by Solvent Extraction (ASTM D2765)
Shore hardness tells you surface resistance. It does not tell you whether the bulk material is fully crosslinked. A part can feel firm and still have 15–20% un-reacted, soluble polymer trapped in the network — which will migrate to surfaces, affect adhesion, or cause long-term compression set creep.
The gel fraction test dissolves a weighed cured sample in toluene or xylene for 24 hours, then dries and reweighs the insoluble fraction. For structural and sealing applications, specifications typically require ≥85% gel fraction; some dynamic sealing grades push that to ≥90%. Values below 80% almost always indicate inhibition (contamination at the mold surface or in the raw material), insufficient cure time, or catalyst ratio errors. This test is worth running on every new batch qualification even if it drops off routine inspection after the supplier is established.
A cured silicone part that passes Shore A hardness can still have insufficient crosslink density detectable only by gel fraction testing.True
Shore A measures surface indentation resistance, which can appear acceptable even when bulk crosslinking is incomplete; gel fraction (ASTM D2765) quantifies the insoluble networked polymer and is the definitive measure of cure completeness.
Rheological Cure Monitoring (ISO 6721-10)
Oscillatory rheometers tracking the rise of storage modulus (G′) are the correct tool for setting minimum cure times during process qualification — not for daily production, but essential when introducing a new grade or changing mold temperatures. The gel point, where G′ crosses loss modulus G″, marks network formation onset. Full cure is the plateau of G′, and the ratio of plateau G′ to gel-point G′ quantifies how completely the network developed. Running this curve at 150°C, 170°C, and 190°C for a new LSR grade gives the process engineer the actual cure kinetics — and prevents the common mistake of transferring a cure time from one press temperature to another without adjustment.
Tensile Strength and Elongation at Break (ASTM D412 / ISO 37)
Die-cut dogbone specimens pulled at 500 mm/min give tensile strength and elongation at break. Fully cured LSR typically achieves 4–12 MPa tensile strength and 100–800% elongation, depending on durometer and filler loading. Under-cured specimens show cohesive failure at low elongation — they tear rather than stretch — and tensile values can drop to 40–60% of specification. This test is the most sensitive mechanical indicator of under-cure and should be included in every new supplier qualification protocol.
Tack and Surface Cure Assessment
For RTV-1 sealants applied in confined spaces — gasketing in enclosures, bonding in assemblies where the bead cannot be removed for lab testing — surface cure confirmation has to happen in place. The fingertip tack test (gloved, controlled contact for 2 seconds) gives a fast pass/fail. When quantitative data is needed, probe tack per ASTM D2979 measures the force required to separate a flat probe from the surface after a defined contact time and load. A fully surface-cured RTV-1 bead typically shows probe tack below 0.05 N/mm²; values above that indicate residual moisture inhibition or inadequate cure time at the actual installation temperature.
Compression Set (ASTM D395 Method B)
Compression set is the acceptance criterion that links cure completeness to real service life. A sample compressed to 25% deflection and held at 175°C for 22 hours — then released and measured after 30 minutes — should recover to ≤20% permanent deformation for most sealing grades. Higher compression set means incomplete crosslinking, inadequate post-cure, or formulation problems with the crosslinker ratio. Parts that pass Shore A and tensile tests can still fail compression set if post-cure was skipped, which is why sealing and gasket applications should always include this test before releasing a new formulation to production.
What Prevents Liquid Silicone From Hardening: Root Cause Diagnosis and Remediation
Cure failures in liquid silicone production are rarely mysterious once you know where to look. The causes cluster into five categories, and most plants that run platinum-catalyzed LSR will encounter at least two of them within any given production year. Getting to root cause fast matters — scrap rates from a single inhibited mold shot can wipe out hours of cycle time, and customer returns from under-cured potting compound can mean field failures that are far costlier than the material itself.
Platinum Catalyst Inhibition
This is the dominant failure mode in addition-cure LSR, and it is the one most frequently misdiagnosed as a temperature or mixing problem. Platinum catalysts are extraordinarily sensitive to trace amounts of certain chemical families. Sulfur compounds — found in sulfur-cure mold releases, natural rubber gaskets, and even residue from latex gloves worn by operators — will poison the catalyst at concentrations measured in parts per million. Nitrogen-containing compounds are equally damaging: amines from polyurethane foam used in fixture boards, amine-cure epoxy coatings on tooling, and amine-based mold-release sprays all fall into this category. Tin compounds deserve specific attention on mixed-process lines. Condensation-cure (RTV) silicone residues left on shared tooling, or organotin heat stabilizers leaching from PVC fixtures and jigs, can transfer to mold surfaces and cause incomplete cure in every shot until the contamination source is identified and removed.
The practical remediation protocol: wipe all mold surfaces with isopropyl alcohol before each production run, institute a strict glove policy (nitrile only — no latex, no sulfur-containing materials near platinum-cure work areas), and physically segregate tin-cure silicone operations from platinum-cure lines. Cross-contamination between condensation-cure and addition-cure systems is a common consequence of running both product families on the same floor without contamination control zones.

Latex gloves can inhibit platinum-catalyzed LSR cure through sulfur transfer.True
Natural rubber latex contains sulfur residues from vulcanization processing. Sulfur compounds are well-documented inhibitors of platinum-based hydrosilylation catalysts used in addition-cure LSR systems, causing incomplete crosslinking even at trace contact levels.
Off-Ratio Mixing
Meter-mix equipment drifts. Pump wear, check valve leakage, and thermal expansion of fluid lines all shift the actual A:B ratio away from the nominal 1:1 or 10:1 specification. The symptom pattern is diagnostic: excess Part A (the vinyl-rich side) produces a surface that remains tacky and rubber-like, because there is insufficient Si–H crosslinker to complete the network. Excess Part B produces a different defect — a sticky surface with a characteristic fish-eye or dimpled texture caused by unreacted Si–H groups. If you can identify which surface texture you have, you can determine which side of the ratio is off without waiting for analytical testing.
Purge and calibrate meter-mix units on a weekly schedule minimum, more frequently on high-viscosity formulations or after any maintenance. Manual mixing in lab or low-volume settings requires timed, verified weighing — volumetric estimates by eye are not adequate for LSR systems.
Moisture Contamination
Water reacts with Si–H crosslinker groups through hydrolysis, consuming them before they can participate in vinyl addition reactions. The result is twofold: reduced effective crosslinker concentration causing under-cure, and hydrogen gas generation producing voids or porosity in the cured part. Moisture infiltration is most common in potting and casting operations where components being encapsulated have not been properly dried, or where bulk material containers are left open in humid environments.
Expired or Thermally Degraded Material
Part B — the crosslinker side — is the more sensitive component in storage. Temperatures above 25°C accelerate slow background reactions that gradually consume Si–H functionality. A viscosity increase greater than roughly 20% above the documented baseline viscosity for that batch is a reliable early indicator of degradation. Before scrapping a suspect lot, run a gel fraction test on a small sample cured under known conditions. If gel fraction falls significantly below specification, the batch is compromised regardless of remaining shelf life date.
Insufficient Cure Temperature or Time
Thermocouple calibration on injection molds and batch ovens drifts over time, and the surface temperature reading does not always reflect the internal temperature of a thick cross-section. The minimum internal temperature for platinum-cure LSR to achieve functional crosslink density is typically around 120°C, with most production cycles targeting 170–190°C for the short cycle times injection molding requires. Verify internal part temperature using embedded thermocouples in qualification runs, or thermal-indicating paints for oven-cure applications. A mold running 15°C cold due to an uncalibrated zone controller will produce parts that appear cured on the outside but fail hardness testing and show adhesive failure in assembly.
Hardness Range Capabilities and Formulation Customization for Specific Industrial Applications
Liquid silicone rubber is not a single material. It is a formulation platform — and the hardness you specify on your drawing is only the starting point of what a capable compounder can engineer into the base polymer before it ever reaches your press or dispensing line.
Soft Gel Grades (Shore A 0–10 / Shore OO 20–60)
At the softest end of the spectrum, gel-grade LSR is formulated by reducing the crosslinker-to-base-polymer ratio and deliberately omitting reinforcing fumed silica. The result is a material with almost no elastic recovery under compression — exactly what wearable electronics manufacturers need for skin-contact cushioning layers, where interface pressure must stay below tissue-damage thresholds across millions of flex cycles. Optical encapsulant applications demand the same thing: a gel that flows around an LED die under minimal molding pressure, transmits light without internal stress birefringence, and stays compliant when thermal cycling moves the substrate underneath it. Vibration-damping pads for precision instruments fall into this category too. One handling consequence engineers often overlook: parts at Shore A 0–5 tear under their own weight if demolded incorrectly. Tooling design — particularly draft angles above 5° and smooth cavity surfaces — matters more for gel grades than for any other hardness class.
Standard Elastomer Grades (Shore A 20–60)
This range covers the widest commercial volume. Baby product components, food-contact tooling, LSR overmolding onto polycarbonate or polypropylene housings, peristaltic pump tubing, and Class II medical device seals all land somewhere in the Shore A 20–60 band. Processability and mechanical integrity are in their best balance here: tear strength is adequate for automated demolding, elongation typically runs 300–600% depending on filler loading, and the material tolerates the flash removal and post-cure steps that high-volume production requires. If you are qualifying a new LSR supplier for a multi-cavity medical mold, this is the range where rheological consistency lot-to-lot becomes the critical acceptance variable — viscosity variation above roughly ±15% from the nominal can shift fill balance and cause flash on one cavity before the adjacent cavity is fully packed.
High-Hardness Grades (Shore A 60–80)
Precision gaskets, electrical connector seals, and membrane keypads need dimensional stability under compressive load. High-hardness LSR achieves this through increased crosslinker content combined with fumed silica loading that can reach 40 parts per hundred rubber. The tradeoff is elongation: you may drop below 150% at the upper end of this range, so designs that require the part to stretch during assembly should be reviewed carefully. Compression set performance — often specified at 175°C for 22 hours in automotive connector applications — actually improves in well-crosslinked high-hardness grades, which is counterintuitive to engineers coming from organic rubber backgrounds.

Self-Adhesion LSR Grades
Secondary bonding operations — plasma treatment, primer application, adhesive dispensing — add cycle time, labor, and process variability. Self-adhesion LSR eliminates them by incorporating adhesion promoter packages directly into the compound: silane coupling agents and MQ resin that migrate to the interface during mold cure and react with the substrate surface. Validated substrates commonly include nylon 66, polycarbonate, ABS, and passivated stainless steel. Substrate surface cleanliness and mold temperature uniformity are the two variables that most often explain adhesion failures in production — both are process controls, not material failures.
Self-adhesion LSR grades bond to engineering thermoplastics during mold cure without requiring a separate primer or plasma activation step.True
Adhesion promoter packages in self-adhesion LSR formulations — typically silane coupling agents and MQ resin — react at the silicone-substrate interface under heat and pressure during the molding cycle, forming a chemical bond to compatible substrates such as nylon, PC, and ABS.
Thermally Conductive LSR for EV and Power Electronics
Standard unfilled LSR has thermal conductivity around 0.2 W/m·K — sufficient for medical and consumer applications but wholly inadequate for EV battery thermal interface pads or power module encapsulants. Loading aluminum oxide, boron nitride, or alumina trihydrate at 50–70 wt% pushes conductivity into the 1–4 W/m·K range, with the exact figure depending on filler particle size distribution, shape (platelet versus spherical), and how tightly the loading approaches the packing limit. The processing consequence is real: viscosity rises sharply with filler loading, which means injection pressure requirements increase and tool wear on gates and runners accelerates. Specifying this grade without also reviewing your injection unit capacity and tooling material is a procurement mistake that shows up during first article trials.
Color, Translucency, and Pigment Compatibility
Iron oxide pigments for earth tones, titanium dioxide for opaque white, and organic pigments for vivid colors can all be dispersed into the base polymer pre-cure. The non-negotiable qualification step is platinum catalyst compatibility testing. Sulfur, amine, and some phosphorus-containing organic pigments poison platinum catalysts at concentrations far below the pigment’s visible threshold — a part can look correctly colored while being completely uncured at its core. Request validated pigment supplier lists and compatibility data sheets before committing a pigment source to production.
Shelf Life, Storage Conditions, and the Risk of Premature Hardening in Uncured Material
Procurement teams often treat liquid silicone as a stable, indefinite-shelf-life material — it looks inert, it ships in sealed drums, and nothing obvious happens to it sitting in a warehouse. That assumption causes real production losses. Uncured LSR and RTV systems are reactive chemicals. They degrade, they partially advance, and under the wrong storage conditions they can arrive at the mixing head already compromised.
Standard Shelf Life Benchmarks by Product Family
Platinum-catalyzed LSR in separated Part A and Part B configuration typically carries a 12-month shelf life when stored at or below 25°C. That window depends on formulation — higher vinyl-content grades and fast-cycle low-inhibitor grades tend toward the shorter end. One-part RTV sealants in sealed cartridges generally hold 12–18 months; the acetoxy or oxime moisture-cure mechanism is slow but not stopped by hermetic packaging. For two-part RTV systems, the crosslinker-side (Part B) actually outlasts the base — expect 18–24 months for the crosslinker component versus roughly 12 months for Part A, which carries the platinum catalyst and is more susceptible to inhibitor depletion or trace contamination.
These figures assume unbroken cold chain and sealed original containers. Both conditions fail more often than suppliers want to acknowledge.
Cold Storage: Real Benefits and Real Risks
Storing LSR at 5–10°C reliably extends usable shelf life to 18–24 months by slowing catalyst activity and inhibitor consumption. This is a legitimate strategy for high-volume procurement where forward-buying offers cost advantages. Two hard limits apply. First, never allow the material to freeze. Sub-zero temperatures cause silica filler to destabilize within the siloxane matrix, producing an irreversible viscosity increase that no amount of mixing recovers — the batch becomes unusable for most precision applications. Second, cold material pulled directly from refrigerated storage and opened immediately will absorb atmospheric moisture and create condensation inside the drum. Standard practice is a minimum 24-hour warm-up to approximately 23°C with the drum sealed before opening. Skipping this step is a common source of unexplained surface cure defects in injection-molded parts.

Recognizing Premature Gelation Before It Reaches Production
Partial advancement in storage rarely announces itself visually. By the time gel particles are visible in Part A under transmitted light, the material has already degraded beyond acceptable use. Earlier indicators: incoming viscosity measured with a Brookfield viscometer that reads more than 20% above the certificate of analysis value; stringy, ropy behavior when a small mixed sample is drawn out with a spatula; and pot life after mixing that runs noticeably shorter than the CoA specification — for most standard LSR this is a 2–8 hour window at 25°C, so a batch that gels in under 90 minutes has a problem.
A viscosity increase of more than 20% above the CoA value in uncured LSR Part A reliably indicates partial crosslink advancement that will compromise cure performance in production.True
Viscosity rise in platinum-catalyzed Part A reflects consumption of inhibitor or early polymer chain extension; material that has advanced even partially will exhibit shorter pot life, uneven cure in thick sections, and potentially incomplete crosslinking at standard cycle parameters.
Risk Factors That Accelerate Premature Hardening During Transit and Storage
Container transit is the highest-risk period. Interior temperatures in steel shipping containers can exceed 40°C for days at a time depending on route and season — a single thermal excursion of this magnitude can consume a meaningful portion of remaining inhibitor. UV exposure through translucent intermediate bulk containers (IBCs) accelerates platinum catalyst activity. Contamination of Part B drums by trace vinyl-functional species — from residue in reused transfer equipment or a wrong connection — effectively pre-reacts the crosslinker side and shortens its functional shelf life dramatically.
FIFO Discipline and Incoming Inspection as Non-Negotiable Controls
First-in-first-out drum rotation with manufacture date clearly visible on the label is the minimum acceptable inventory practice. SiliconChemicals ships each batch with a certificate showing manufacture date, measured viscosity, and pot-life test results — values the receiving quality team should record and compare against on arrival, not file away unread. A practical incoming inspection protocol: measure viscosity on receipt, compare to CoA, then mix a small sample under production-representative conditions and verify both pot life and cure completeness before releasing the drum to the production floor. This adds perhaps 30 minutes of lab time per lot receipt. The alternative is discovering a compromised batch after it has already run through tooling.
Frequently Asked Questions About Liquid Silicone Hardening
Does liquid silicone harden permanently?
Yes. Both addition-cure and condensation-cure silicone systems undergo irreversible thermoset crosslinking. Once the siloxane network forms, it cannot be remelted or reprocessed the way a thermoplastic can — you cannot grind cured LSR and inject it again. Devulcanization is theoretically possible under extreme temperature and shear conditions, but nothing about that process is practical at industrial scale, and the resulting material bears little resemblance to the original specification. For procurement and quality purposes, treat cured silicone as permanently set.
Cured liquid silicone rubber cannot be remelted and reprocessed like a thermoplastic.True
Addition-cure and condensation-cure silicones form covalent crosslinked networks (thermosets). No reversible melt phase exists. Industrial devulcanization is not a viable reprocessing route.
How long does liquid silicone take to harden?
Entirely depends on the system. Platinum-catalyzed LSR in a heated injection mold hardens in roughly 15–60 seconds at 170–190°C — the exact cycle depends on part wall thickness, mold design, and compound formulation. Two-part RTV-2 systems with heat assistance cure in 30 minutes to 4 hours; at room temperature (23–25°C), expect 8–24 hours for handling strength. One-part moisture-cure RTV-1 products need 24–72 hours for meaningful through-cure, and thick cross-sections may never fully cure at depth because moisture diffusion is the rate-limiting step. Never judge RTV-1 by surface tack alone.
Can liquid silicone harden at room temperature?
RTV-2 and RTV-1 systems are specifically engineered to cure at ambient conditions — that is their design purpose. Platinum-catalyzed LSR compounds intended for injection molding are a different matter. These formulations include inhibitor packages that suppress the catalyst at room temperature, giving the mixed product a workable pot life of roughly 2–8 hours at 25°C. Without the activation temperature of a heated mold, meaningful cure simply does not occur. Running LSR at room temperature and expecting it to set on the bench is a process error, not a material failure.
Why is my liquid silicone not hardening?
Four causes account for the majority of cases on a real plant floor. First, catalyst inhibition: sulfur compounds, organotin residues, certain amines, and some adhesives or mold-release agents poison the platinum catalyst. Even trace contamination on a tool surface can prevent cure locally. Second, off-ratio mixing — two-part systems are sensitive; a Part A:Part B ratio error of more than a few percent will shift crosslink density enough to produce a tacky or uncured result. Third, expired or improperly stored material; uncured LSR stored above 10°C degrades measurably within its 6–12 month shelf window. Fourth, insufficient cure temperature or dwell time for the specific wall section thickness. Use a gel fraction extraction test (typically solvent swell in toluene or xylene) to quantify actual degree of cure. For inhibition diagnosis, the platinum spot test — pressing a small mixed sample against clean platinum foil — will confirm whether cure initiates under ideal conditions; if it does, contamination is in your tooling or substrate, not the compound.

Does liquid silicone shrink when it hardens?
Addition-cure platinum systems are the benchmark here, with volumetric shrinkage typically below 0.3% — which is why precision optical, medical, and connector components default to this chemistry. Condensation-cure systems release small-molecule byproducts (alcohols or oximes) during crosslinking and shrink in the 0.5–2% range depending on formulation and section thickness. Peroxide-cure falls between the two. For tight-tolerance parts, shrinkage values need to be confirmed on the actual production compound, not taken from generic datasheets.
What is the hardest liquid silicone available?
Standard catalog grades reach Shore A 70–80. Specialty formulations push to Shore A 80–85, though at that range the material behavior starts shifting toward semi-rigid territory rather than true elastomeric performance. Above Shore A 85, you are generally looking at silicone engineering plastics with different processing requirements. Custom hardness development outside standard catalog ranges is available for OEM applications where a specific durometer is a design requirement rather than a preference.
Is cured silicone food-safe and biocompatible?
Cured platinum-addition LSR with verified low extractables can comply with FDA 21 CFR 177.2600 for repeated-use food contact, EU Regulation 10/2011 for plastic food contact materials (applied by analogy for silicone), and ISO 10993 for medical device biocompatibility up to Class III implant contact depending on test results. The critical qualification: compliance belongs to the specific cured formulation that has been tested, not to silicone as a generic category. A base polymer specification sheet does not substitute for extractables and leachables data on the actual cured part in its end-use geometry and contact conditions. Any supplier claiming blanket food or medical compliance without formulation-specific test data is giving you a marketing statement, not a regulatory one.
Sourcing High-Performance Liquid Silicone From SiliconChemicals: Capabilities and Supply Chain Advantages
Engineers who have worked through the cure chemistry, process parameters, and hardness verification covered above arrive at the same practical question: which supplier can actually deliver consistent material lot after lot, with the formulation flexibility and documentation to support a real production program? That question matters more than most buyers acknowledge until the first batch failure hits the line.
Integrated Production Within a Single Organosilicon Cluster
SiliconChemicals manufactures base PDMS polymers, fumed silica dispersions, platinum catalyst concentrates, and specialty crosslinkers inside a single integrated industrial cluster. That vertical integration is not a marketing claim — it has a direct operational consequence. When a trader or distributor assembles a two-part LSR by sourcing components from three or four independent producers, lot-to-lot variation in catalyst activity or silica dispersion quality compounds at every step. Viscosity drift of even 500–1,000 mPa·s can shift your injection fill pattern; catalyst concentration variance of a few percent moves your 170°C cure time enough to cause under-cure at established cycle settings.
Producing all critical raw materials in-house closes those variance gaps. Batch-to-batch consistency on viscosity, platinum content, and crosslinker ratio is verifiable through SiliconChemicals’ own in-process controls before the finished LSR is ever packaged — not discovered by the customer’s incoming QC lab.

Custom Formulation With Defined Hardness Targets
Customers can specify Shore A hardness to a ±3-point tolerance, along with viscosity, cure speed profile, color, thermal conductivity, or regulatory compliance requirements. Prototype quantities with full technical data packages — including rheology curves, post-cure hardness data, and relevant compliance documentation — are typically available within 4–6 weeks from a finalized specification. That timeline assumes the spec is clean; ambiguous targets (e.g., “soft but not too soft”) add development cycles, so submitting a Shore A number, a maximum viscosity for your dispensing equipment, and any regulatory jurisdiction upfront will compress the timeline.
SiliconChemicals can formulate LSR grades to a specified Shore A hardness within ±3 pointsTrue
Hardness tolerance is controlled through crosslinker-to-base polymer ratio and reinforcing filler loading; ±3 Shore A is achievable with in-house catalyst and crosslinker production, where the variables that typically cause deviation are under direct process control
Quality Systems and Regulatory Documentation
ISO 9001:2015 and IATF 16949 automotive supplier qualification cover the quality management framework. For customers in regulated markets, REACH SVHC compliance declarations and FDA food-contact compliance letters are available for qualified LSR grades. Automotive sealing, medical device potting, and food-processing component applications each carry their own documentation requirements, and requesting the specific compliance letter during the sampling stage — not after a purchase order is placed — avoids the sourcing delays that hit procurement teams hardest.
Export-Ready Logistics in Standard Industrial Packaging
Standard packaging runs in 200 L drums and 1,000 L IBC totes. Cold-chain logistics options cover the 5–10°C temperature window that protects uncured LSR shelf life during transit to warmer or more humid climates — relevant for any destination where ambient warehouse temperatures regularly exceed 25°C. Incoterms coverage includes FOB, CIF, and DDP across more than 30 countries. Lead times for standard catalog grades run 15–25 days from order confirmation; custom formulations typically require 30–45 days depending on batch scheduling.
Technical Support Through the Application Lifecycle
Application engineers support mold design review, process parameter optimization, and cure failure root-cause analysis — the last of which saves real money when a line goes down. NDA-protected development is available for OEM customers building proprietary formulations. That arrangement is common when a customer’s hardness profile, thermal conductivity target, or colorant system represents a differentiated product design they are unwilling to expose through standard sampling channels.
Prospective customers can contact SiliconChemicals with four pieces of information: Shore A target, application description, required annual volume, and applicable regulatory jurisdiction. A matched product recommendation or formulation feasibility assessment comes back within 48 hours.














