
Misread LSR’s release behavior and you pay for it twice — once in scrapped parts, once in unplanned downtime while the tooling team scrambles. A mold insert that wasn’t supposed to bond becomes a permanent fixture, or a substrate that was supposed to bond releases cleanly at the worst possible moment. Either failure kills cycle time and drives rework rates into territory that erases margin on the whole production run.
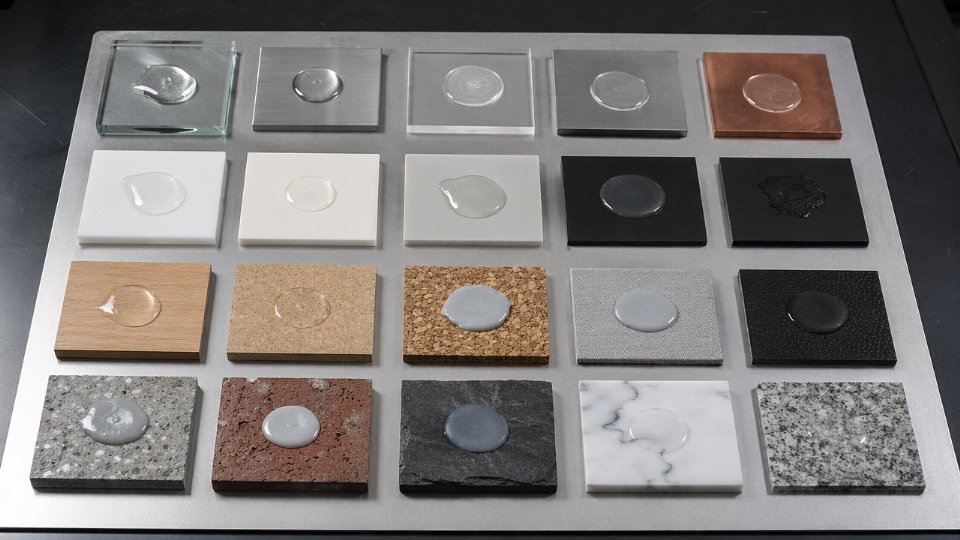
LSR naturally releases from low-surface-energy materials — primarily PTFE, polypropylene, polyethylene, and most untreated polyolefins — because its own surface energy sits between 20 and 24 mN/m, leaving almost no thermodynamic driving force for adhesion. It also resists bonding to smooth, non-porous metals like chrome-plated steel when no primer is applied. Conversely, it bonds readily to primed metals, glass, and many engineering thermoplastics once a silane-based adhesion promoter closes the surface-energy gap.
That clean split — what LSR grips versus what it walks away from — is actually the whole engineering lever. Understanding which side of the line your substrate sits on, and what moves it from one side to the other, determines whether you’re designing a successful two-component overmold, selecting the right release liner, or troubleshooting a demolding failure that nobody on the floor can explain yet.

The Surface Chemistry Behind LSR’s Low Adhesion: Siloxane Backbone, Methyl Groups, and Weak Van der Waals Forces
The non-stick behavior of liquid silicone rubber is not accidental — it is a direct consequence of molecular architecture, and understanding that architecture is what separates engineers who manage LSR predictably from those who fight it every shift.
The Si–O–Si Backbone and What It Enables at the Surface
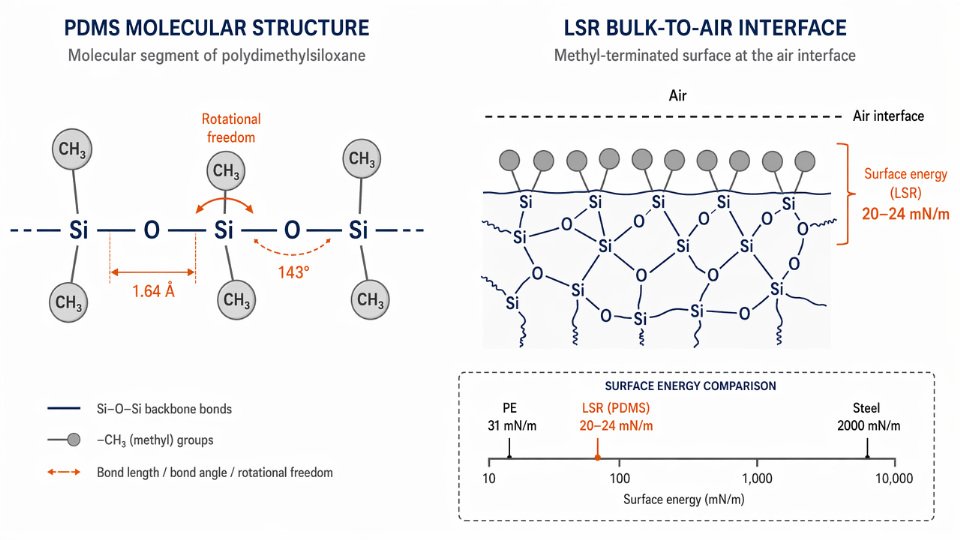
The polydimethylsiloxane (PDMS) backbone at the heart of LSR consists of alternating silicon and oxygen atoms. That Si–O bond length (~1.64 Å) and the wide Si–O–Si bond angle (~143°) give the chain exceptional rotational freedom — far greater than a carbon backbone. This flexibility is not just relevant to low-temperature mechanical performance; it has a direct surface consequence. The backbone rotates freely enough to allow pendant methyl groups (–CH₃) to preferentially orient toward the air interface, effectively presenting a dense, low-energy hydrocarbon-like surface to anything the LSR contacts.
The result is a surface energy in the range of 20–24 mN/m, depending on crosslink density and cure conditions. That figure sits below polyethylene (~31 mN/m), which is itself considered a difficult-to-bond substrate. Against steel at roughly 2,000 mN/m or even engineering polymers with polar surfaces, the thermodynamic mismatch is severe. Adhesion requires surface energies to be compatible; when the substrate energy far exceeds LSR’s, the interface cannot develop the molecular contact area needed for meaningful bond strength.
No Polar Groups, No Meaningful Interfacial Interaction
What LSR lacks is as important as what it has. There are no hydroxyl groups, no amine groups, no carbonyls in a standard platinum-cured PDMS network. That absence systematically eliminates the three interaction mechanisms responsible for most practical adhesion: hydrogen bonding, dipole–dipole attraction, and acid–base interactions across an interface. The only intermolecular forces available are London dispersion (van der Waals) forces, which are weak, short-range, and highly sensitive to actual contact area. Because the methyl surface is smooth and chemically inert, real contact area remains low.
Compare this with NBR, which carries nitrile (–C≡N) groups along the backbone — polar, capable of dipole interaction, and able to participate in acid–base chemistry with metal oxide surfaces. EPDM, while less polar, still carries residual unsaturation that can form covalent or strong secondary bonds under the right conditions. LSR offers neither pathway. In a direct bonding trial without primer or plasma, typical LSR-to-polypropylene adhesion comes in below 0.05 MPa — effectively no functional bond.
LSR's non-stick behavior is primarily due to the methyl groups at the surface rather than any additive or release agentTrue
The –CH₃ groups are intrinsic to the PDMS molecular structure and orient toward the air interface due to backbone flexibility, creating a low-energy surface without requiring any external release chemistry.
Platinum Cure Locks In the Low-Energy Network
Platinum-catalyzed addition cure — the chemistry behind virtually all injection-grade LSR — crosslinks through Si–H and vinyl groups, consuming those reactive sites in the process. A fully cured LSR part has minimal residual reactive functionality. There are no free silanols, no uncapped chain ends in any significant quantity, and no extractable low-molecular-weight species that could migrate to an interface and create incidental adhesion. The network is dense, stable, and inert toward most substrates it contacts in service. This is precisely why PTFE release liners in mold-release applications achieve peel forces below 0.1 N/cm against cured LSR — the interface simply has nothing to grip.
Surface Modification Without Touching the Bulk
The chemistry can be disrupted at the surface without altering the bulk elastomer. Atmospheric plasma or corona treatment oxidizes the top few nanometers of the cured surface, introducing hydroxyl, carbonyl, and peroxide groups. Surface energy rises transiently — sometimes dramatically — but reverts toward baseline over hours to days as the methyl groups rotate back to the interface. This recovery timeline, which varies from under 4 hours on smooth surfaces to over 48 hours depending on temperature and crosslink density, is operationally critical. If a bonding operation or overcoating step doesn’t happen within the activation window, the treatment is wasted.
Silane-based adhesion promoters work differently, forming a chemical bridge between the LSR surface and the substrate during cure — before the network is fully locked. With the right primer chemistry, LSR-to-polypropylene adhesion can reach 1.2–2.5 MPa, a range that depends on primer concentration, surface preparation quality, and cure temperature. That is the mechanism: you are not fighting the PDMS surface energy; you are bypassing it by building a covalent interface during the crosslinking window.
Materials That LSR Will Not Stick To: A Substrate-by-Substrate Engineering Reference
Understanding which substrates LSR refuses to bond with is not academic — it drives mold material selection, insert design, release liner sourcing, and downstream assembly decisions. What follows is a practical inventory organized by material class, with benchmarks and the conditions that shift those numbers.
Fluoropolymers: PTFE, FEP, and PVDF
These are the most reliable non-stick partners for LSR, and the reason is thermodynamic near-equivalence. PTFE surface energy sits in the 18–22 mN/m range — essentially matching LSR’s own 20–24 mN/m — which means there is almost no driving force for adhesion. Interfacial wetting barely occurs, and no covalent bonding mechanism is available. In mold-release applications, peel force against cured LSR on PTFE-coated surfaces typically falls below 0.1 N/cm, a figure that holds across standard cure cycles (120–180 °C, 3–10 minutes) without meaningful degradation over hundreds of cycles. FEP and PVDF behave similarly, though PVDF’s slightly higher surface energy (~30 mN/m) can produce marginally higher peel forces — still well below any functional adhesion threshold. For demolding delicate LSR geometries, PTFE-lined cores or FEP sleeves are standard practice precisely because they require no applied release agent.
PTFE achieves peel forces below 0.1 N/cm against cured LSR without any release agent applied.True
PTFE's surface energy (~18–22 mN/m) is so close to LSR's own (~20–24 mN/m) that thermodynamic driving force for adhesion is negligible, confirmed by standard peel tests in mold-release literature and industrial practice.
Polyolefins: Polyethylene and Polypropylene
PE and PP sit in the 29–35 mN/m surface energy range — non-polar, with no hydroxyl, amine, or carbonyl groups for LSR’s crosslinked network to interact with. Untreated PP mold inserts show adhesion values below 0.05 MPa in lap-shear testing, which is why they are common for short-run or prototype tooling. The same property makes polyolefin films effective release carriers in tape and label manufacturing. The practical caveat: surface contamination (oils, mold release residue) can further lower adhesion below measurable limits, but also means cleanliness standards matter less than with bondable substrates. With silane-based adhesion promoters applied to PP, bond strength jumps to 1.2–2.5 MPa — the material itself is not inherently hostile to bonding, just inherently indifferent without activation.
Polystyrene and ABS Without Surface Treatment
Both materials are non-polar and lack reactive surface chemistry in their native state. Lap-shear adhesion values for LSR against untreated PS or ABS typically fall below 0.1 MPa — cohesive failure within the LSR rather than interfacial bond failure, meaning the joint essentially has no adhesion worth engineering around. This makes unprimed ABS housings a common overmolding risk: the LSR seal or grip element looks intact post-mold but delaminates under minimal service stress.
Wax-Coated and Silicone Release Paper Substrates
Release liners work because the coating presents a surface that LSR cannot wet or react with. Silicone-coated release papers use a crosslinked PDMS layer — LSR cured against it simply cannot form an interpenetrating network at the interface with an already-cured silicone. Wax coatings work by a similar surface-energy argument. Clean peel with no adhesive transfer is reliable across the pressure-sensitive adhesive and medical patch markets where LSR-based films are increasingly specified.
Smooth, Non-Primed Aluminum and Chrome-Plated Steel
Both form passive oxide layers that, in principle, offer some polar surface chemistry. In practice, mold surfaces of this type still require release agents for reliable part ejection — adhesion is low but inconsistent. Chrome plating in particular can produce peel forces low enough for manual demolding on flat geometries, but textured surfaces or deep draws create mechanical interlocking that release agents must compensate for. Do not rely on passive oxide behavior alone for production tooling.
Dry, Smooth Glass Without Silane Primer
Untreated glass is borderline. At standard injection temperatures, LSR on unprimed, clean glass can produce adhesion anywhere from near-zero to around 0.3–0.5 MPa depending on cure temperature, glass composition, and contact time under pressure. The moment a silane primer is applied, values exceed 2 MPa — the glass itself becomes a strong bond substrate. The takeaway: glass should never be treated as a reliable release surface unless it is deliberately kept dry, contamination-free, and unprimed, conditions difficult to guarantee in production.
Most Thermoplastic Elastomers: TPE and TPU Without Adhesion Promoter
Unfunctionalized TPEs and TPUs typically return bond strengths below 0.2 MPa against LSR without surface activation. The polarity difference and lack of reactive interface groups account for this. TPU’s higher surface energy (~35–45 mN/m) means better wetting than polyolefins, but wetting alone does not produce adhesion if no chemical interaction follows. For multi-material assemblies combining LSR with TPE components, assume zero functional adhesion without a validated primer or surface treatment step — omitting that step is a common root cause of field delamination failures.
Mold Release in LSR Injection Molding: Leveraging Non-Stick Behavior for Cycle-Time and Part-Quality Gains
LSR’s surface energy of 20–24 mN/m does most of the release work for you — but not all of it. Engineers who assume the material will simply fall out of the tool end up chasing torn parts, extended cycle times, and contaminated cavity surfaces. The practical reality is that LSR’s non-stick character reduces your dependency on release agents without eliminating it, and the gap between “reduced” and “eliminated” costs real money when you’re running a 16-cavity tool at volume.
Semi-Permanent vs. Sacrificial Release Coatings
Sacrificial release agents — sprayed on every shot or every few shots — introduce variables: inconsistent film thickness, silicone-on-silicone contamination risk, and operator dependency. For LSR specifically, sacrificial agents are largely a legacy practice carried over from high-consistency rubber molding. Semi-permanent fluoropolymer coatings applied once to the tool cavity and refreshed every 200 or more shots are the production-grade approach. The performance gap matters: an uncoated P20 steel tool running a thin-wall medical seal may require manual assist for demolding on nearly every cycle, while the same geometry on a PTFE-based semi-permanent coating releases cleanly under ejector pressure alone for extended runs before reapplication.
Semi-permanent fluoropolymer mold coatings extend LSR release cycles from 10–15 shots to 200+ shots before reapplication is neededTrue
PTFE-based mold coatings dramatically reduce surface energy at the mold interface, extending intervals between release agent application. Actual interval depends on part geometry complexity, mold temperature, and LSR formulation, but 200+ shots is a well-documented production benchmark in LSR injection molding practice.
Mold Surface Material and Finish: Ranked by Natural Release Performance
Not all tool steel is equal when it comes to LSR release. Chrome-plated surfaces outperform hard-anodized aluminum, which in turn outperforms uncoated P20 tool steel. Chrome plating presents a denser, more chemically inert surface that limits mechanical interlocking with the elastomer. Hard-anodized aluminum is a practical middle ground — lighter tooling, faster heat transfer, acceptable release — particularly for prototype or medium-volume tools where machining cost matters.
Surface roughness is where many mold designers leave performance on the table. Target Ra below 0.4 µm for smooth-surface parts requiring clean ejection. Rougher surfaces increase mechanical adhesion through interlocking with LSR’s flexible network — the material conforms to micro-scale texture during cure and grips on ejection. This matters especially for transparent optical-grade parts where any surface drag creates cosmetic rejection.
Demolding Temperature and Thermal Contraction
LSR fully cures in the 170–200°C range, and there’s a practical phenomenon mold engineers should exploit: as the mold opens and the part begins to cool even slightly, thermal contraction pulls the elastomer away from cavity walls before ejection force is applied. Running at the upper end of the cure temperature window — closer to 200°C — and ejecting promptly before significant cooling occurs can reduce required ejection force by a measurable margin compared to cooling the part inside the closed tool. Exact force reduction depends on part geometry, wall thickness (typically 0.5–6 mm in LSR applications), and shot weight, but the directional effect is consistent and worth building into your cycle optimization.
Undercuts, Draft Angles, and the Limits of Low Adhesion
Low surface energy does not protect you from geometry-driven tearing. Undercuts deeper than the material’s elongation at break relative to local wall thickness will tear regardless of how well the surface releases. For smooth cavity surfaces, maintain draft angles of at minimum 3–5°; textured or less-polished surfaces require more. Where undercuts are unavoidable — think annular seals with retaining lips — side-action cores or collapsible cores become necessary, not optional.
Formulation’s Role in Consistent Demolding
SiliconChemicals’ platinum-catalyzed LSR grades are formulated with controlled methyl-to-vinyl ratios that influence crosslink density and, consequently, surface tack after cure. An overvinylated compound cures to a higher crosslink density than the application requires, increasing stiffness but also raising surface adhesion slightly — the opposite of the intuitive expectation. Dialing in the right vinyl content for your cure temperature and part geometry produces a consistently lower-tack cured surface, which translates directly to reproducible ejection behavior across a production run rather than variability that accumulates into scrap.
When LSR Must Bond: Substrate Pretreatment, Silane Primers, and Overmolding Strategies That Overcome Non-Stick Behavior
LSR’s non-stick character is exactly what you want until it isn’t. The moment your design calls for a soft-touch grip molded directly onto a polypropylene handle, a sealing lip fused to a PPS structural insert, or a medical-grade overmold encasing a polycarbonate housing, that same low surface energy (~20–24 mN/m) becomes the obstacle. Overcoming it is not a matter of brute force — it requires matching the right surface activation method to the right substrate, then selecting an LSR grade that can form a durable covalent or mechanical interface.
Applications Where Adhesion Is Non-Negotiable
Three families of applications dominate the bonding requirement. Medical device housings — typically PC or PA66 — need LSR encapsulation for biocompatibility and sealing; delamination in use is a regulatory failure, not just a quality complaint. Automotive sealing lips bonded to PA or PPS structural inserts must survive thermal cycling from roughly −40°C to 150°C without peel. Infant product soft-touch grips on PP substrates need bond strength sufficient to pass torque and pull tests mandated by product safety standards. Each substrate class has a different surface chemistry problem, and each demands a different solution.
Plasma and Corona Treatment for Polyolefins
Polypropylene and polyethylene present the hardest bonding surfaces because their surface energies sit at roughly 31–34 mN/m — barely above LSR itself. Air plasma or corona discharge oxidizes the surface, introducing carbonyl, hydroxyl, and peroxide functional groups. Treated correctly, surface energy rises to above 60 mN/m, sometimes 70 mN/m depending on power density and dwell time. That gap creates the thermodynamic driving force for wetting and adhesion.
The critical operational constraint is the treatment window. Oxidized polyolefin surfaces begin recontaminating through molecular reorientation within 30–60 minutes at ambient conditions; in a warm molding environment, degradation can begin even faster. Parts must move from treatment station to injection press within that window, or bond strength drops sharply. A shift that treats inserts at the start and loads them two hours later will see inconsistent results with no obvious root cause — one of the more frustrating process escapes in overmolding.

[Silane Coupling Agent](https://siliconchemicals.com/silane-coupling-agents/) Chemistry for Metals and Glass
For metal oxide surfaces — aluminum, steel — and glass, bifunctional silane coupling agents provide a covalent bridge. Vinyltrimethoxysilane and 3-methacryloxypropyltrimethoxysilane are the workhorses. One end hydrolyzes and condenses onto surface hydroxyl groups; the other end contains a vinyl or methacrylate functionality that co-reacts with the LSR network during cure. Applied as a 0.5–2 wt% solution in isopropyl alcohol, the silane is wiped or sprayed on, allowed to hydrolyze for 5–15 minutes, and then the insert is loaded warm. Concentration outside that range either leaves bare patches (too dilute) or creates a thick, cohesively weak silane layer that fails at the silane-silane interface rather than at the substrate.
Silane coupling agents create covalent bonds between LSR and metal oxide surfaces during vulcanization.True
Bifunctional silanes condense onto surface hydroxyls at the metal-oxide end and co-vulcanize into the silicone network via vinyl or methacrylate groups, producing bonds that are measurably stronger than any purely physical adhesion mechanism available to LSR on untreated metal.
Self-Adhesive LSR Grades
Self-adhesive (SA) LSR formulations embed reactive adhesion promoters directly into the B-component. No separate priming step, no treatment window to manage — the promoter activates at mold temperature and reacts with the substrate surface during cure. On PA66 and PC, well-formulated SA grades achieve bond strengths of 1.5–3.5 MPa, depending on mold temperature, clamp pressure, and substrate surface cleanliness. The tradeoff is cost: SA grades carry a price premium, and they are less forgiving of contaminated or oily inserts than a properly applied silane primer system.
Insert and Mold Temperature Synergy
Regardless of pretreatment method, insert temperature at injection is a significant process variable. Preheating inserts to 80–120°C before LSR injection improves diffusion of reactive species across the interface and accelerates interfacial cure. Mold temperatures in the 160–200°C range, typical for LSR cure, help — but a cold insert sitting in a hot mold can create a local temperature gradient that slows interfacial reaction before the bulk silicone fully crosslinks.
Substrate-to-Strategy Decision Matrix
| Substrate | Recommended Pretreatment | Expected Bond Strength | LSR Grade Category |
|---|---|---|---|
| Polypropylene / Polyethylene | Plasma or corona + SA LSR | 0.8–2.0 MPa | Self-adhesive |
| PA66 / PA6 | SA LSR or silane primer | 1.5–3.5 MPa | Self-adhesive or standard + primer |
| Polycarbonate | SA LSR, preheat 80–100°C | 1.5–3.0 MPa | Self-adhesive |
| PPS / LCP | Silane primer + preheat | 1.0–2.5 MPa | Standard + primer |
| Steel / Aluminum | [Silane coupling agent](https://siliconchemicals.com/silane-coupling-agents/) in IPA | 2.0–4.5 MPa | Standard |
| Glass | Silane coupling agent | 2.5–5.0 MPa | Standard |
Bond strength ranges depend on mold temperature, insert surface roughness, and LSR shore hardness — harder grades (Shore A 60–80) generally outperform very soft grades (Shore A 10–20) on structural bond tests.
Food Contact, Medical, and Electronics Applications Where LSR’s Non-Stick Surface Is the Functional Requirement
LSR’s low surface energy stops being a processing nuance and becomes the core product specification the moment you move into regulated, high-cleanliness, or rework-sensitive end uses. Three industries in particular have structured entire product categories around it.
Food Contact: Bakeware, Confectionery Liners, and Ice Molds
Industrial bakeries running continuous bread or confectionery lines deal with a straightforward economic problem: pan release agents cost money, add a process step, can transfer to product, and complicate downstream cleaning. LSR mold liners and baking molds solve all four issues simultaneously. Cured LSR at food-contact surfaces releases bread, gummies, chocolate, and ice without applied oils because the methyl-group surface simply offers no energetic foothold for proteins, starches, or sugars to grip.
Regulatory standing here is not optional and not incidental. FDA 21 CFR 177.2600 covers rubber articles for repeated food-contact use, and EU Regulation 10/2011 governs plastic and elastomeric food-contact materials in European markets. High-purity LSR grades formulated with low extractables and tested to migration limits are the baseline requirement for any serious food-processing customer — not a premium upsell. Temperature capability matters equally: LSR operates continuously from roughly –60°C to +230°C, which means the same liner handles blast-freezing and convection baking in a single production cycle without swapping tooling.
Cleaning cycles drop substantially when release is passive rather than chemical. A liner that holds no oil contamination and sheds product cleanly needs hot water and mechanical wiping rather than detergent soak cycles. Over a multi-shift operation, that reduces both labor time and wastewater handling.

Medical and Pharmaceutical: Protein Resistance and Microfluidic Precision
In life-sciences manufacturing the non-stick characteristic translates directly into protein non-adsorption. Albumin adsorption studies on LSR surfaces have measured values below 5 ng/cm² — a direct consequence of the methyl-terminated siloxane surface offering no hydrogen-bond donors, no charged sites, and no hydrophobic pockets that proteins use to anchor. For protein assay plates and microfluidic diagnostic chips cast against LSR mold surfaces, this means demolding releases delicate micron-scale features cleanly without tearing channel walls, and the finished device retains low background signal.
Drug-delivery membranes produced by casting against LSR tooling benefit similarly: the mold releases the membrane without adhesive residue that would require solvent cleaning and introduce extractables risk.
LSR surfaces exhibit protein adsorption below 5 ng/cm² in standard albumin assay conditionsTrue
This range is consistent with published surface energy characterization of methyl-terminated siloxane surfaces and is cited in biomedical materials literature comparing elastomeric substrates for microfluidic applications.
Baby products — nipples, pacifiers, teethers — carry both regulatory and practical non-stick requirements. FDA and EN 14350 govern material safety. The non-tack surface means the finished part does not accumulate lint, dust, or microbial contamination from handling and storage the way a tackier elastomer would. That matters in retail shelf life as much as it matters in clinical settings.
Electronics: Reworkability and Dielectric Stability
LSR overmolded over populated PCBs does not bond to standard epoxy-based solder mask. That single fact makes board rework feasible without mechanical damage. When a component fails under warranty, the LSR encapsulant can be carefully cut and peeled rather than ground away, preserving adjacent circuitry.
Dielectric constant in the 2.7–3.0 range (varying with filler loading and frequency) keeps signal integrity losses acceptable at moderate frequencies, and low extractables reduce risk of flux contamination or ionic migration over service life.
Aerospace and Industrial Sealing
LSR gaskets on aluminum flange faces across a –55°C to +180°C service range seat and break cleanly at each maintenance interval. No bonding to the flange means removal torque stays predictable across hundreds of thermal cycles rather than climbing as an adhesive bond builds up. Predictable break-out torque is a maintenance scheduling parameter, not a detail — when it becomes unpredictable, technicians apply excess force and damage flanges.
How Cure State, Temperature, and Compression Affect LSR Adhesion in Service Conditions
LSR’s non-stick reputation is real, but it is not fixed. Treating adhesion as a single static property leads to handling defects, failed seals, and regulatory rejections. The actual peel force or tack an LSR surface exhibits depends heavily on where the part sits in its cure history, what temperature it sees in service, and whether it has been held under load against another material for weeks or months.
Under-Cure and Surface Tack
A part ejected from the mold before crosslink conversion reaches roughly 95% retains measurable surface tack from unreacted vinyl and SiH functional groups. The effect is not subtle. Parts stacked or bagged immediately after short-cycle molding can block together, and the peel force required to separate them damages surface finish or dimensional accuracy in thin-wall geometries. The tack magnitude depends on formulation catalyst loading, mold temperature uniformity, and actual dwell time — not just setpoint. On a multi-cavity tool with uneven heat distribution, cavities running 10–15°C cooler than nominal can routinely produce under-cured parts even when the majority of the shot looks acceptable.
Quality control implication: post-mold tack testing — a simple probe tack measurement or even a calibrated finger-press protocol — should be part of first-article and shift-start inspection, not treated as optional. Post-cure in a circulating-air oven at 200°C for 2–4 hours both drives conversion to completion and volatilizes residual low-molecular-weight cyclic siloxanes (primarily D4 and D5). Those cyclics migrate to the surface during primary cure and temporarily increase lubricity. For medical-grade LSR components where extractables specifications are tight, secondary post-cure is not optional — it is the step that makes the surface chemistry what the datasheet describes.
Secondary oven post-cure at 200°C removes surface-migrated cyclic siloxanes (D4/D5) that would otherwise artificially increase LSR's non-stick behavior and introduce extractables risk in medical applications.True
Low-molecular-weight cyclic siloxanes are volatile at 200°C and are well-documented to migrate to LSR surfaces during peroxide or platinum-catalyzed cure, reducing surface energy transiently and presenting extractables concerns confirmed in ISO 10993 biocompatibility frameworks.
Temperature Effects in Service
LSR modulus drops from roughly 1 MPa at ambient to around 0.6 MPa at 150°C, depending on durometer and filler loading. That softening matters because a more compliant elastomer conforms more readily to the microtopography of whatever surface it contacts. Real contact area increases, and measured peel force against a given substrate can rise 20–40% compared to room-temperature values. Engineers dimensioning gasket retention grooves or interference-fit seals at ambient conditions and then assuming identical behavior at elevated operating temperature are underestimating the force required to remove or reseat the part. In food processing and automotive underhood applications, this is where “easy release” design assumptions fail at end-of-life maintenance.
Compression Set and Prolonged Contact
There is a meaningful difference between chemical adhesion and mechanical interlocking, and compression in service blurs that distinction. LSR gaskets held under bolt load against rough metal flanges — particularly at 150°C for periods exceeding 1,000 hours — can cold-flow into surface asperities at a scale that creates apparent adhesion with peel forces that surprise maintenance crews expecting easy removal. The material has not bonded chemically; it has mechanically keyed into the surface profile. Specifying a smoother flange finish (Ra below roughly 0.8 µm rather than standard machined surfaces at 1.6–3.2 µm) reduces this effect substantially. So does selecting a higher-durometer LSR grade when the design allows it.
UV and Ozone Exposure
Outdoor or UV-rich environments introduce a slow but real surface chemistry shift. Prolonged UV and ozone exposure oxidizes surface methyl groups to silanol (Si-OH), measurably increasing surface energy over months. An LSR component that released cleanly from a polypropylene housing at installation may grip noticeably after a season outdoors. For weatherseals and outdoor lighting gaskets, this should factor into end-of-life serviceability planning and material selection — either accepting the increased adhesion or specifying UV-stabilized grades.
Selecting the Right LSR Grade and Formulation Additives to Tune Release or Adhesion Performance
Getting the chemistry right before the mold is cut saves far more than it costs. LSR is not a single material — it spans a wide performance envelope depending on base polymer viscosity, filler loading, and the additive package incorporated at compounding. Specifying the wrong grade is one of the most common and avoidable sources of both release failure and bond failure in multi-material assemblies.
Base Polymer Viscosity and Filler Loading
Unfilled or lightly filled LSR (below roughly 15 phr fumed silica) cures to a smooth, glassy surface with minimal mechanical interlocking potential. Once fumed silica loading climbs into the 20–35 phr range — typical for Shore A 40–70 grades used in sealing and gasket applications — the cured surface develops measurable micro-roughness. That roughness doesn’t transform LSR into an adhesive material, but it does create enough geometric interlock to matter when you’re pressing LSR against a textured thermoplastic or metal insert under continuous compression. Expect a modest but real increase in peel resistance compared with unfilled grades on the same substrate. How significant? Enough to affect demolding force on textured cavity walls; usually not enough to replace a primer when structural bond strength is the goal.
Higher viscosity base polymers (600,000–1,000,000 mPa·s range before mixing) also flow differently into fine cavity features, which influences surface contact area and, consequently, apparent adhesion at the part-mold interface. This is why mold release behavior sometimes shifts when a compounder switches viscosity grades without adjusting process parameters.
Release-Optimized LSR Grades
For continuous injection molding runs where stopping to apply external mold release spray is impractical — think 72-hour unattended production of medical valve membranes or baby-product components — release-optimized grades incorporate internal release additives compounded directly into the polymer matrix. These are typically low-molecular-weight fluorosilicone or wax-based species that bloom to the part surface during cure. The result is a self-renewing release layer with each shot. Peel forces against polished steel tooling can stay below 0.15 N/cm even after several hundred consecutive cycles, compared with values that can creep to 0.4–0.8 N/cm on standard grades as mold contamination builds.
The operational warning here: internal release additives that bloom to the surface will compromise any subsequent bonding or printing operation on the part. If your component requires pad printing, laser marking adhesion, or overmold bonding downstream, release-optimized grades are the wrong starting point. Specify standard or self-adhesive grades instead and manage release through mold surface treatment.

Self-Adhesive LSR Grades
SA-LSR incorporates a reactive adhesion promoter package — typically a silane/organotitanate blend — in the Part B component. During injection and cure, these species migrate to the LSR-substrate interface and form covalent or strong coordinative bonds with polar engineering thermoplastics. Practically, SA-LSR bonds to PA6, PA66, PC, PBT, and PPS without external primer, achieving bond strengths in the 1.5–3.5 MPa range. Where exactly within that range depends on substrate surface condition, mold temperature (higher mold temperature generally favors promoter mobility and reaction completeness), and injection hold pressure.
SA-LSR grades can achieve structural bond strengths to polyamide substrates without any external primer application.True
Self-adhesive LSR grades contain internal silane and organotitanate adhesion promoters that react with polar groups on PA, PC, and PBT surfaces during cure, delivering measured lap-shear values of 1.5–3.5 MPa depending on substrate, cure temperature, and contact pressure.
Bond strength drops significantly if the thermoplastic insert is contaminated with mold release residue or moisture absorbed from ambient air before overmolding. A pre-drying protocol — 2–4 hours at 80–100°C for most polyamides — is not optional.
Optical-Grade and Fluorosilicone LSR
Optical-grade LSR is formulated for ultra-low extractables, typically below 0.5 wt% after post-cure, and maintains surface energy at the lower end of the standard LSR range. This matters in LED lens encapsulation over PMMA or glass, where any extractable species migrating to the optical interface degrades light transmission over service life. Non-stick behavior against glass and PMMA is preserved, which is exactly what’s needed for replaceable lens elements. Post-cure at 150–200°C for 1–4 hours (duration depending on part thickness) is essential to drive extractables down to specification.
Fluorosilicone LSR (FLSR) takes non-stick performance further. Partial substitution of methyl groups with trifluoropropyl groups reduces surface energy below that of standard LSR, improving resistance to hydrocarbon fuels and oils while making the material even less adhesive to metal surfaces wetted with those fluids. Fuel system seal applications — fuel pump diaphragms, injector O-rings — leverage this chemistry specifically because the seal must maintain dimensional stability and resist extraction by hydrocarbons, not bond to the metal housing.
An Integrated Supply Perspective
Formulating a multi-material assembly that combines a release surface on one face and a structural bond on another — not uncommon in two-shot LSR/thermoplastic components — requires matching the base LSR grade, the platinum catalyst concentration, and any silane adhesion promoter into a coherent system. SiliconChemicals supplies LSR base polymers, platinum catalyst concentrates, and functional silane adhesion promoters as coordinated product lines, which means the interaction effects between components are characterized rather than assumed. For procurement teams managing multiple raw material vendors, consolidating these inputs reduces the risk of incompatibility-driven quality excursions that are genuinely difficult to diagnose once you’re already in production.
Troubleshooting LSR Adhesion and Release Failures in Production: Root Causes and Corrective Actions
Production problems with LSR almost always trace back to one of two opposite complaints: the part won’t release, or it won’t bond. Both failures are expensive — scrap rates, torn parts, rejected assemblies, unplanned downtime. The chemistry is the same in both cases; what differs is which side of the interface you’re managing.
LSR Sticking to the Mold Unexpectedly
The most common cause is mold surface contamination, and the most common contaminant is rust inhibitor applied between production runs. These oils deposit a thin organic film that LSR wets and grips far better than a clean, polished steel surface. Correct action: establish a solvent wipe protocol with a non-residue cleaner (IPA or MEK depending on the mold steel) before each production startup, verified with a contact angle reading — clean tool steel should show a water contact angle below 20°.
Incomplete cure is the second major culprit. Platinum-catalyzed LSR is acutely sensitive to sulfur, phosphorus, tin compounds, and certain nitrogen-containing materials. Even trace contamination from cutting fluids, hand lotions, or tin-stabilized PVC inserts can inhibit cure within millimeters of the mold wall, leaving a tacky, high-adhesion skin. Mold temperature below 160°C compounds this: full crosslink density in most standard LSR grades requires 170–200°C depending on catalyst loading and section thickness.
Platinum catalyst poisoning from sulfur or tin contamination can cause incomplete cure at the LSR mold interface, resulting in part adhesion and surface tack even when bulk cure appears acceptable.True
Sulfur and tin compounds are well-documented inhibitors of platinum-catalyzed hydrosilylation reactions. Surface-only inhibition is possible when contamination is localized, producing adhesion failures that look like processing problems rather than chemistry problems.
Draft angle below 0.5° on vertical walls — sometimes pushed to zero chasing dimensional tolerance — also creates mechanical lock that no release agent overcomes. On complex geometries, 1–2° is a more reliable working minimum.
LSR Not Bonding to Inserts During Overmolding
Using a release-optimized LSR grade against an insert that needs adhesion is the single most avoidable mistake in overmolding. Release grades contain internal mold-release additives (typically fatty acid amides or specific silicone fluid blends) that migrate to the interface and block silane chemistry. Always specify a self-adhesive (SA) grade when bonding is the requirement — then confirm the grade designation with your supplier’s technical data sheet, not just the product name.
Primer failure is equally common. Silane primers must be applied to a clean, dry insert, allowed to hydrolyze and condense for the correct flash-off time (typically 15–30 minutes at ambient, or 5–10 minutes at 80°C), and injected against before the silane layer ages excessively. Primer applied the previous shift and left overnight in a humid environment has likely hydrolyzed off the surface entirely. Insert contamination from handling — fingerprints, residual mold release from prior operations — prevents adhesion regardless of primer quality.
Adhesive Failure After Thermal Aging
When a bonded LSR assembly passes initial qualification and fails in the field after thermal cycling, the interface is fatiguing. Two mechanisms dominate. First, hydrolysis of the silane coupling layer — moisture attacks Si–O–C bonds at the primer-substrate interface, particularly on aluminum and glass substrates exposed to condensing conditions. Second, CTE mismatch: LSR expands roughly 250–300 ppm/°C while aluminum runs around 23 ppm/°C. Repeated thermal cycles build shear stress at the bond line. The corrective direction is a flexible adhesive primer chemistry, reduced bondline area stress through geometry changes, or an elastomeric tie-layer between the LSR and rigid substrate.
Surface Tack on Demolded Parts
Tack on an otherwise-cured part usually means one of three things: platinum inhibition creating an under-cured skin, insufficient post-cure (typically 2–4 hours at 180–200°C for most industrial grades), or migration of high-MW cyclic siloxanes from a base polymer that wasn’t adequately stripped during compounding. Distinguish between them by running an additional post-cure cycle — if tack disappears, the cure state was marginal. If tack persists, request a GC-MS volatiles analysis from your compounder.
Diagnostic Toolkit and Decision Logic
| Symptom | First Test | Likely Cause | Corrective Action |
|---|---|---|---|
| Part sticks to mold | Contact angle on mold surface | Contamination or under-cure | Solvent clean + verify mold temperature and platinum inhibition |
| Insert bond fails immediately | Lap shear (ISO 4587) | Wrong LSR grade or primer error | Switch to SA grade, review primer protocol |
| Bond fails after thermal aging | Peel test (ASTM D903) + XPS | Silane hydrolysis or CTE fatigue | Change primer chemistry, add geometry relief |
| Surface tack on parts | Post-cure trial + GC-MS volatiles | Under-cure or cyclic migration | Extend post-cure or source lower-cyclic base polymer |
XPS surface analysis is worth the cost when contamination is suspected but not confirmed — it identifies elemental silicon, sulfur, or tin at the surface in concentrations below what wet chemistry detects. Contact angle goniometry is faster and plant-accessible, sufficient for day-to-day process checks.
Frequently Asked Questions About What Liquid Silicone Does Not Stick To
Does liquid silicone stick to metal?
Cured LSR shows very low adhesion to untreated smooth metal surfaces — typically below 0.1 MPa on polished chrome steel, and often unmeasurably low on electropolished stainless. The exact value depends on surface roughness, cure temperature, and contact time under pressure. A smooth, release-quality mold surface at Ra < 0.4 µm will part cleanly from cured LSR with no agent required, which is why chrome-plated tool steel remains the default mold material in high-volume LSR injection shops.
When you need the LSR to stay on metal — in a bonded seal, a vibration damper, or an overmolded insert — the picture changes completely. Silane primer applied to sandblasted or anodized aluminum, followed by heat-activated cure, consistently achieves 1.5–4 MPa in lap-shear, depending on primer type, substrate pretreatment quality, and LSR grade. Without that primer step, even a rough-blasted surface rarely breaks 0.3 MPa under real service loads.
Does LSR stick to polypropylene?
Without surface treatment, adhesion between LSR and polypropylene is negligible — below 0.05 MPa, which in practical terms means the parts separate by hand. Polypropylene’s low surface energy (around 30–32 mN/m) gives it almost nothing for the silicone to grab chemically or mechanically.
Plasma activation followed by an SA-grade (self-adhesive) LSR formulation changes that outcome substantially. Peel strength climbs to 0.8–1.5 MPa, which is sufficient for most soft-touch grips, sealing lips, and consumer-product overmolds. The bond degrades if the plasma-treated PP sits more than 20–40 minutes before injection, because surface radicals recombine. Process timing is not optional here — it is the difference between a cohesive failure mode and a clean interfacial peel.
Plasma treatment alone, without an SA-grade LSR, produces reliable structural bonds between LSR and polypropylene.False
Plasma activation prepares the substrate surface but cannot create covalent bonds without a reactive species on the LSR side. SA-grade LSR contains built-in adhesion promoters that react with the activated surface during cure. Using standard LSR on plasma-treated PP typically yields only marginal improvement over untreated baseline.
Will liquid silicone stick to silicone?
Two pieces of uncured LSR from the same platinum-catalyst system will co-cure into a monolithic bond — the interface essentially disappears. This is the basis for multi-shot and co-injection LSR processes where color or hardness changes are required within one part.
Fully cured LSR surfaces are a different matter. The surface is chemically inert and has very low mutual adhesion against another cured piece. Repairing cured LSR parts or bonding cured assemblies requires either a reactive silane tie-coat or, in some cases, a secondary RTV silicone adhesive formulated with crosslinkable functionality. Expect to achieve only modest structural bond strength compared to what co-cure delivers.
Does liquid silicone release from PTFE easily?
Consistently and reliably, yes. PTFE and cured LSR have nearly matched surface energies — PTFE sits around 18–20 mN/m, LSR at 20–24 mN/m — which means there is virtually no thermodynamic driving force for adhesion. Measured peel forces against cured LSR are consistently below 0.1 N/cm in mold-release liner applications. PTFE sheet, PTFE-coated glass fabric, and PTFE mold coatings are the preferred release materials precisely because performance does not degrade over thermal cycling the way hydrocarbon release agents do.
Does liquid silicone adhere to glass?
Untreated glass produces low-to-moderate LSR adhesion — the silanol groups on glass do react weakly with silicone during cure, giving perhaps 0.2–0.6 MPa depending on cure temperature and glass surface cleanliness. That is enough to cause sticking problems in glazing production but not enough for a reliable structural bond.
Vinylsilane or aminosilane surface treatment on clean glass drives bond strength above 2 MPa, with failure shifting from interfacial to cohesive in the silicone bulk. This chemistry underpins bonded optical seals, encapsulated sensor windows, and curtain-wall glazing gaskets. The silane coupling agent creates covalent Si–O–Si linkages across the glass–LSR interface, which are hydrolytically stable — a critical requirement for outdoor or high-humidity environments.
How do I stop LSR from sticking to my mold?
Four factors working together: mold material, surface treatment, release agent, and part geometry. Chrome-plated P20 or H13 steel with a surface finish at Ra 0.2–0.8 µm gives the baseline. PTFE-based cavity coatings extend release life on complex geometries and undercuts. A semi-permanent fluoropolymer release agent applied every 50–200 shots (the frequency depends on shot complexity and steel surface condition) handles residual adhesion from platinum catalyst interaction with bare steel.
Draft angles matter more than many mold designers expect. Below 3° on a LSR part with surface texture, you will see tearing or surface distortion on ejection regardless of release agent. Maintain 170–200°C cure temperature to reach full platinum crosslink density — undercured LSR is tacky and will pull.
Can LSR be bonded permanently to plastic in a two-shot process?
Yes, and when done correctly the bond outlasts the silicone itself. On PA66 and polycarbonate substrates, SA-grade LSR with plasma pretreatment or a compatible primer produces cohesive failure in the silicone matrix — meaning the plastic-silicone interface is stronger than the silicone bulk strength. This is the standard quality benchmark for automotive sealing buttons, medical device grips, and consumer electronics gaskets produced by two-shot injection.
The substrate must be free of mold-release contamination from the first shot. Any residual release agent on the plastic surface will drop bond strength to near zero. Purging the mold and running a dry first-shot cycle before introducing the LSR is standard practice in precision two-shot tooling.














