
Misread the release behavior of liquid rubber and you pay for it in scrapped molds, ruined substrates, torn seals, and production halts that eat shift time. A casting that fuses to the wrong surface can mean cutting the part free, regrinding the tool, or writing off an entire batch. At volume, that compounds fast — and the root cause is almost always a preventable mismatch between the liquid rubber formulation and the substrate’s surface energy.
Liquid rubber — whether silicone, polyurethane, or neoprene-based — does not reliably bond to low-surface-energy materials such as PTFE, polypropylene, polyethylene, most silicone-treated surfaces, and fluoropolymer-coated substrates. These materials typically present surface energies below 28–32 mN/m, the threshold below which most liquid rubber systems fail to achieve meaningful wetting or adhesion without aggressive surface modification.
Understanding the non-stick side of the equation is just as operationally critical as knowing what liquid rubber grips well. The material science here drives mold design, liner selection, substrate compatibility screening, and release agent purchasing — which means procurement and process engineering both need a working model of it, not just a vendor data sheet. What follows breaks that down by material class, with the mechanism behind each one.

Fluoropolymer Surfaces (PTFE, FEP, PVDF): The Gold Standard of Liquid Rubber Non-Adhesion
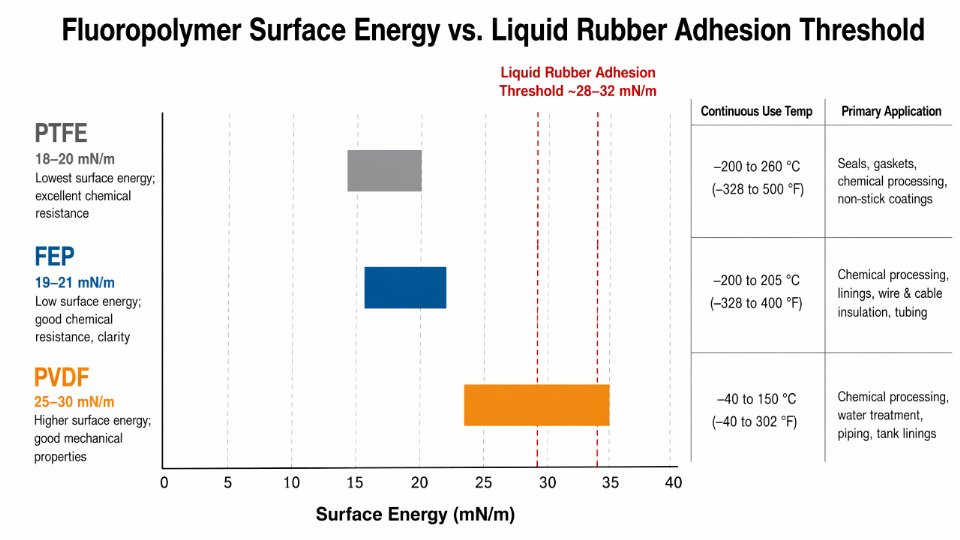
PTFE’s surface energy sits in the 18–20 mN/m range — well below the 28–32 mN/m threshold at which commercially relevant liquid rubber chemistries begin to develop meaningful adhesion. That gap is not marginal. It is categorical. Whether you are working with condensation-cure silicone, addition-cure silicone, polyurethane, or EPDM-based liquid rubber, none of them wet PTFE sufficiently to form a bond. The liquid spreads poorly, contact angle stays high, and after cure the interface peels cleanly. This is why fluoropolymers became the default release substrate across dozens of molding and lamination industries before purpose-built silicone release coatings even existed.
PTFE has a surface energy of approximately 18–20 mN/m, placing it categorically below the adhesion threshold of all commercially relevant liquid rubber chemistries.True
PTFE's surface energy is well-documented in polymer surface science literature at 18–20 mN/m. The adhesion threshold for liquid rubbers is generally cited above 28 mN/m, confirming no commercially common liquid rubber formulation bonds reliably to untreated PTFE.
PTFE, FEP, and PVDF Are Not Interchangeable
Plant engineers sometimes treat these three as equivalent. They are not, and choosing the wrong one costs you either money or durability.
PTFE is the benchmark — lowest surface energy (~18–20 mN/m), widest continuous-use temperature range (typically up to 260°C), and the most inert chemistry. It dominates high-temperature mold liners, conveyor belts in cure ovens, and skived sheet used in gasket-press tooling. Its weakness is mechanical: it cold-flows under sustained compressive load and machined edges can develop micro-tears that create adhesion hotspots over time.
FEP (fluorinated ethylene propylene) runs slightly higher in surface energy (~19–21 mN/m) but is melt-processable, which means it can be extruded into thin films and heat-welded into complex liner geometries that PTFE skived sheet cannot match. Continuous service temperature is typically lower (around 200°C), so you trade some thermal headroom for fabrication flexibility. FEP films are common in waterproofing membrane production lines where liquid silicone or polyurethane rubber is cast onto a moving belt.
PVDF sits higher still, around 25–30 mN/m depending on crystallinity and surface preparation. That puts it close to — and occasionally overlapping with — the lower end of the adhesion threshold for some liquid rubber formulations. In practice, PVDF excels as a chemical-resistant liner in mixing vessels and pipe lining applications rather than as a primary release substrate. Using PVDF as a mold release surface for silicone casting is workable but requires verification; at the lower end of its surface energy range it releases cleanly, but batch-to-batch variation in the substrate or slight polar contamination can produce inconsistent peel.
Peel Force Numbers in Real Production Conditions
PTFE-lined release films against cured silicone liquid rubber record peel forces in the 2–8 g/inch range under controlled lab conditions. In production, expect the upper portion of that range or slightly beyond it when the PTFE surface has accumulated particulate contamination, when cure temperatures were elevated, or when the liquid rubber formulation contains adhesion promoters (silane coupling agents in particular can partially activate even low-energy surfaces). Track peel force across production runs as a process KPI — a steady drift upward usually signals surface contamination or liner wear before visual inspection would catch it.
The Abrasion and Plasma Warning
This is where experienced line operators get caught out. Mechanical abrasion — from repeated contact with cured rubber edges, squeegee blades, or handling equipment — progressively roughens PTFE at the micro scale. Roughness increases mechanical interlocking sites, and combined with any rise in surface energy from abrasion-induced chain scission, you can see peel forces climb from the 2–5 g/inch baseline toward 15–30 g/inch or higher. Plasma treatment, corona discharge, or sodium-naphthalene etching (all used intentionally to make PTFE bondable in other contexts) will push surface energy above 50 mN/m and destroy its release performance entirely. If your facility runs plasma surface treatment equipment for any other process, physical separation of PTFE release tooling from that area is not optional.
Inspect PTFE liners and belts on a scheduled cycle — every 50–200 production cycles depending on part geometry and cure temperature — rather than waiting for a sticking event. A single batch of cured-on silicone membrane that tears during demolding can mean hours of cleaning downtime and potentially scrapped tooling.
Cost and Sourcing Reality
PTFE skived sheet and FEP film for release tooling carry a significant price premium over silicone-coated fiberglass release fabric — typically 3–8× higher per unit area, depending on thickness, supplier, and order volume. Whether that premium is justified depends on three factors: required dimensional stability under heat, solvent or chemical exposure during the process, and expected liner service life. In high-temperature silicone gasket casting where a press operates at 160–180°C, silicone-coated fabric degrades within dozens of cycles while a PTFE-lined steel plate lasts thousands. The economics reverse in ambient-temperature waterproofing membrane lines with short production runs where a silicone-coated PET release liner is both cheaper and sufficient.
For procurement, sourcing fluoropolymer release films through distributors with certified surface energy data sheets — not just generic material specifications — avoids the common problem of receiving PVDF or FEP when PTFE was assumed. At SiliconChemicals, the understanding of how silicone liquid rubber interacts with low-energy surfaces runs through the entire product design process, which is why release liner compatibility is part of standard technical support for customers qualifying new molding processes.
Polyolefin Plastics (Polyethylene, Polypropylene, and TPO): Low-Energy Thermoplastics Liquid Rubber Cannot Grip
Polyolefins are everywhere in industrial manufacturing and construction — PE vapor barriers under concrete slabs, PP geotextile liners, TPO roofing membranes on commercial buildings. They’re also among the most reliably non-stick substrates liquid rubber will encounter. That’s not an accident of chemistry; it’s a direct consequence of their surface energy sitting at or below the adhesion threshold for most liquid rubber systems.
Why the Numbers Put Polyolefins in the Non-Stick Zone
HDPE typically measures around 31 mN/m surface energy, LDPE slightly higher at roughly 33 mN/m, and polypropylene falls in the 30–32 mN/m range depending on molecular weight, crystallinity, and any residual processing aids left from extrusion. Those figures cluster right at or just below the ~28–32 mN/m threshold where most liquid rubber systems — silicone, polyurethane, EPDM-based — lose reliable wetting and bonding.
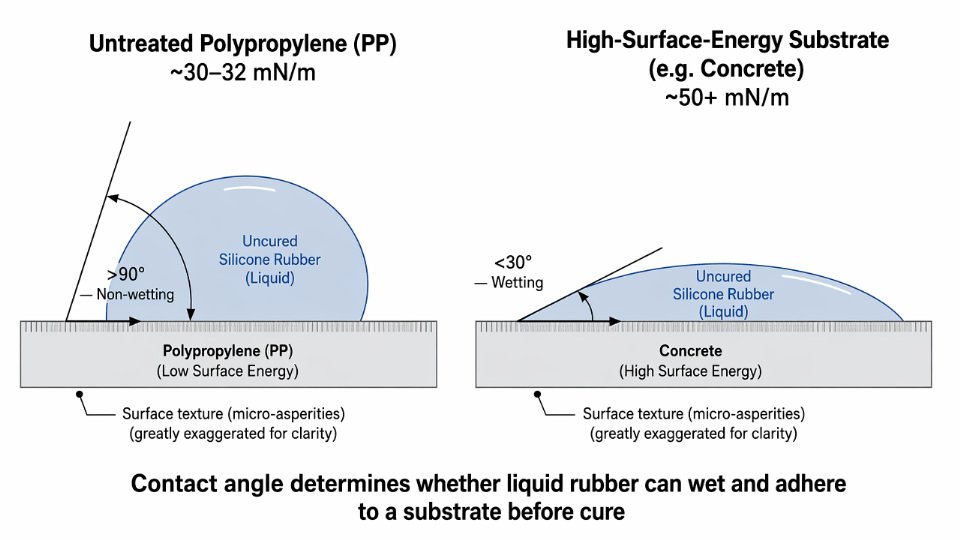
Contact angle measurements confirm this. Silicone-based liquid rubber on an untreated polypropylene surface commonly produces contact angles exceeding 90°, meaning the liquid beads rather than spreads. A droplet that won’t spread won’t wet the microscopic asperities of the surface, and a coating that doesn’t wet cannot develop meaningful mechanical or chemical adhesion before it cures. The rubber essentially solidifies in a state of pre-failure.
Silicone-based liquid rubber contact angle on untreated polypropylene commonly exceeds 90°, indicating non-wetting behavior.True
Surface energy of polypropylene (30–32 mN/m) falls at or below the typical adhesion threshold for silicone-based systems (~28–32 mN/m), causing high contact angles and poor wettability before cure.
The Thermal Cycling Delamination Problem in Waterproofing
Here’s where this stops being academic. Liquid rubber waterproofing membranes — applied over unprimed PP vapor barriers on plaza decks, balconies, or below-slab installations — may appear acceptable immediately after application. Initial tack from surface tension can create a false sense of adhesion. Once the assembly goes through thermal cycling, typically a delta-T range of 30–60°C across seasons in continental climates, differential expansion between the cured rubber layer and the PP substrate tears what little interfacial contact existed. The membrane delaminates in sheets, often pooling water at the exact locations it was meant to exclude. Remediation means stripping the membrane entirely, which costs significantly more than the primer that would have prevented it.
TPO Roofing: A Specification-Critical Warning
TPO (thermoplastic polyolefin) roofing membranes compound this problem. TPO is a blend of polypropylene rubber and polyethylene, which means its surface energy inherits the non-stick characteristics of both parent polymers. Polyurethane liquid rubber — commonly spec’d for detail coatings and penetration flashings over TPO fields — has essentially no direct bond to untreated TPO. Roofing contractors who apply liquid PU rubber directly to TPO seam areas to patch or reinforce them are relying on mechanical lock at the edges, not chemical adhesion across the surface. Wind uplift and thermal movement will find that weakness.
Deliberate Exploitation: PE Release Liners in Membrane Manufacturing
This same non-adhesion is intentionally engineered into liquid rubber membrane production. PE film is used as sacrificial backing during casting and curing of freestanding silicone or polyurethane membranes. The cured sheet peels cleanly from the PE carrier with minimal force, leaving no residue on either surface. It’s a cost-effective alternative to fluoropolymer release liners in lower-precision applications, particularly where the PE backing is single-use.
Activating Polyolefins When Bonding Is Required
When the application genuinely requires adhesion to a polyolefin substrate, non-stick behavior can be overcome. Corona discharge treatment raises PP surface energy to 46–52 mN/m in a brief exposure window — typically effective for 24–72 hours before hydrophobic recovery begins, a timeline that constrains production scheduling tightly. Flame treatment achieves similar activation and is common in automotive trim bonding. Primer systems based on chlorinated polyolefin (CPO) chemistry create a compatible interlayer; adhesion values achievable with proper CPO primer on PP can reach 1.5–4 N/mm depending on the liquid rubber system and substrate grade. Without activation, none of those numbers are reachable — and assuming otherwise is how field failures get written up.
Silicone Rubber and Cured Silicone Surfaces: How One Silicone Resists Bonding to Another
The counterintuitive reality that stops many mold makers cold: the same liquid silicone rubber that bonds tenaciously to metals, glass, and many treated plastics will refuse to grip a fully cured silicone surface. This isn’t a defect in the material — it’s precisely the property that makes cured polydimethylsiloxane (PDMS) one of the most practical release substrates in casting and composites work.
The Surface Energy Paradox at the Core of Silicone Mold Design
Fully cured PDMS sits at approximately 20–22 mN/m surface energy, a figure that puts it in the same practical release tier as PTFE for most casting applications. The adhesion failure threshold for liquid rubber systems is typically somewhere in the 28–32 mN/m range, depending on the specific polymer chemistry, cure system, and ambient conditions — which means cured silicone clears that threshold with room to spare. What makes this feel paradoxical is that uncured or partially cured silicone liquid rubber is itself quite mobile and reactive, and will wet many substrates effectively before cure. Once crosslinked, though, those siloxane backbone segments orient outward, presenting a low-energy methyl-dominated surface that subsequent pours simply cannot grip.
The practical consequence plays out like this: a mold maker casting polyurethane resin into a silicone mold can often do so without any mold release agent at all, or with minimal release frequency. The PU system doesn’t chemically interact with the siloxane network, and the surface energy mismatch ensures clean part ejection. Run the same scenario with a liquid silicone pour into a silicone mold, however, and the situation inverts. Fresh silicone against cured silicone can inter-cure at the interface if both systems share reactive crosslinking groups — typically residual platinum catalyst or peroxide species. That inter-layer chemistry allows partial or full fusion. Skipping mold release in silicone-to-silicone casting is one of the more reliable ways to destroy an expensive production mold.
Fully cured PDMS has a surface energy of approximately 20–22 mN/m, placing it below the typical adhesion threshold for most liquid rubber systems.True
Published contact angle and surface energy measurements for crosslinked polydimethylsiloxane consistently yield values in the 20–22 mN/m range, well below the ~28–32 mN/m threshold typically required for reliable liquid rubber adhesion.
Silicone-Coated Release Liners: Practical Equivalence to Fluoropolymer at Lower Cost
Silicone-coated papers and fabrics function on exactly this principle in adhesive tape manufacturing, membrane lamination, and PSA (pressure-sensitive adhesive) production. A silicone coating applied to a polyester or kraft paper substrate and fully cured creates a release surface that, for many liner applications, performs comparably to fluoropolymer films — at substantially lower material cost. The performance range is application-dependent: peel force, release consistency across temperature cycles, and solvent resistance all vary with coating weight, crosslink density, and base substrate stiffness. For most ambient-temperature adhesive lamination work, silicone-coated liners cover the requirement. For high-temperature or aggressive solvent environments, that cost advantage erodes as fluoropolymer liners earn their premium.
Procurement: Cross-Link Density Is Not Optional to Specify
This is where procurement decisions made without engineering input cause production problems. An undercured silicone release substrate — whether a mold, a liner, or a coated fabric — will show partial adhesion to subsequent silicone pours or liquid rubber systems. The degree of cure directly controls surface energy: lower crosslink density leaves more reactive or pendant groups exposed, raising surface energy toward or past that critical 28–32 mN/m band. When sourcing silicone release substrates, specify cure conditions (time and temperature), minimum crosslink density requirements, and post-cure protocol if relevant. A supplier that cannot provide these parameters for their silicone polymer intermediates or release-coated products introduces real process risk.
At SiliconChemicals, silicone polymers and siloxane intermediates are engineered with defined crosslink density ranges, allowing formulators and mold shops to target specific surface energy outcomes — whether the goal is reliable release or controlled adhesion for laminate bonding. That distinction, release versus bond, is fundamentally a formulation and specification question, not a guessing game made at the pour stage.
Oily, Contaminated, and Chemically Incompatible Metal Surfaces: When Steel and Aluminum Reject Liquid Rubber
Clean, degreased steel carries a surface energy in the range of 40–72 mN/m depending on alloy composition, surface finish, and ambient humidity. Aluminum sits in a similar band. Both are, in principle, excellent candidates for liquid rubber adhesion. The non-stick failures engineers encounter on metal substrates almost never originate from the metal itself — they come from what’s sitting on top of it.
Contamination Layers Are the Real Release Agent
A thin film of mineral oil — residual stamping lubricant, a light rust-preventive coating, even fingerprint oils — can drop the effective surface energy of steel from roughly 45 mN/m down to below 25 mN/m. That puts it firmly beneath the ~28–32 mN/m threshold where most liquid rubber systems lose the ability to wet and bond. The film doesn’t have to be visible. A coating weight of just a few milligrams per square meter is sufficient to prevent adhesion entirely.
In production environments, the contamination sources are specific and worth naming: stamping and deep-draw lubricants, water-soluble cutting fluids that leave surfactant residues after evaporation, mold release agents applied to adjacent tooling, and silicone overspray from nearby maintenance or assembly operations. That last one is particularly insidious. Silicone-based release sprays aerosolize and deposit on surfaces well outside the immediate application zone. An operator spraying a press three bays away can compromise a bonding surface you prepared an hour ago.

A thin film of mineral oil on steel can reduce effective surface energy from approximately 45 mN/m to below 25 mN/m, preventing liquid rubber adhesion.True
Surface energy of clean steel is well-documented in the 40–72 mN/m range depending on alloy and condition. Hydrocarbon oils carry surface energies of roughly 22–28 mN/m. A continuous oil film effectively masks the substrate and presents its own low-energy surface to the incoming liquid rubber, collapsing wettability below the adhesion threshold.
The Sulfur Poisoning Problem — Contamination You Cannot See
There’s a failure mode that catches engineers completely off guard: sulfur poisoning of addition-cure (platinum-catalyzed) silicone systems. Certain rubber vulcanization processes use sulfur-containing accelerators. If a metal substrate has been in contact with sulfur compounds — through adjacent processing, residual cure chemistry on tooling, or contamination from other elastomers — the platinum catalyst in an addition-cure liquid silicone rubber can be deactivated at the interface. The rubber will cure in the bulk but remain tacky or completely unbonded at the metal surface. There’s no visible contamination. The part looks clean. The failure only reveals itself at demold or functional testing, sometimes hours later.
Even trace concentrations in the parts-per-million range are enough to inhibit cure locally. Suspect this mechanism any time you see selective non-bonding on metal surfaces that contact or have historically contacted sulfur-cured EPDM, natural rubber, or neoprene compounds.
Surface Preparation: The Window of Opportunity
The standard protocol — solvent wipe, mechanical abrasion, primer application — works reliably, but sequence and timing both matter. Solvent cleaning (MEK, isopropanol, or acetone depending on contamination type) removes organic soils. Abrasion via sandblasting, grinding, or wire brushing removes oxide scale and mill scale, exposing reactive metal surface. The window between abrading and priming is narrow: freshly abraded steel begins reoxidizing within two to four hours in typical factory humidity. In coastal or humid climates that window shrinks further. Prime and apply within the same shift. If a part sits overnight after preparation, redo the abrasion step — don’t just re-wipe.
[Silane Coupling Agents](https://siliconchemicals.com/silane-coupling-agents/) as the Engineering Bridge
Where adhesion to metal is a functional requirement rather than something to avoid, silane coupling agents from SiliconChemicals’ product range provide the chemical bridge that contamination protocols alone cannot always guarantee. Organofunctional silanes — aminosilanes and epoxysilanes being the most broadly applicable for rubber-to-metal systems — work by bonding covalently to hydroxyl groups on the oxide layer of the metal on one end, while presenting organofunctional groups compatible with the rubber matrix on the other. The result is an interfacial bond that survives mechanical stress, thermal cycling, and humidity exposure conditions that a simple surface-energy argument would not predict possible.
Applied at typical concentrations of 0.5–2% in an appropriate carrier solvent, a silane primer adds a controlled step to the process rather than a complicated one. The key is compatibility matching: the functional group on the silane must be chosen to react with the specific cure chemistry of your liquid rubber system. Amino and mercapto silanes suit peroxide-cure and polysulfide systems; vinyl and methacryloxy silanes are preferred with addition-cure platinum systems. Getting that selection wrong produces a layer that looks like a primer and performs like a release agent.
Release Agents and Mold Release Coatings: Engineered Non-Stick Surfaces for Liquid Rubber Processing
Natural non-stick substrates like PTFE or polyethylene exist whether you want them to or not. Release agents are different — they’re deliberate, formulated surfaces that engineers impose on a mold or substrate specifically to prevent liquid rubber from bonding. Understanding the mechanism behind each release agent class determines whether you get clean part ejection or a torn casting and a fouled mold at 3 a.m. on a production run.
The Four Main Release Agent Classes and What They Actually Do
Solvent-based wax releases work by depositing a thin hydrocarbon film as the carrier evaporates. They’re cheap and easy to apply, but cycle durability is poor — typically 3–8 releases per application depending on mold geometry, cure temperature, and how aggressively the part is demolded. Water-based emulsion releases carry wax or polymer particles in suspension; they’re lower-VOC and adequate for ambient-cure polyurethane systems, but on heated tooling above roughly 80–100 °C they can flash unevenly and leave patchy residue that transfers to the part surface.
Silicone-fluid sprays — usually polydimethylsiloxane (PDMS) oils diluted in a carrier solvent — create a low-surface-energy boundary layer that liquid rubber physically cannot wet. At 350–1000 cSt viscosity, PDMS films spread uniformly across mold faces without pooling, and the surface energy of the resulting layer drops to approximately 20–24 mN/m, well below the ~28–32 mN/m threshold at which most liquid rubber systems initiate meaningful adhesion. Higher viscosity grades (1000 cSt and above) anchor better on vertical mold faces and reduce drainage, which matters for tall casting molds where thin films run off before cure.
Semi-permanent fluoropolymer coatings represent the highest-performance tier. Applied in multiple wipe-on or spray coats, then heat-cured onto the mold surface, they bond chemically to the substrate rather than just sitting on it. Endurance typically runs 20–50 cycles for silicone-based semi-permanents, and 100+ cycles for quality fluoropolymer variants — though real cycle count depends on demolding force, part geometry, and how thoroughly operators follow the reapplication protocol. Skipping reapplication triggers adhesion creep: releases get progressively harder, micro-tearing appears on part edges, and eventually a full mold-stripping operation is needed.
Contamination Migration: The Hidden Failure Mode
Here’s the problem nobody documents until it costs them a production batch. In multi-component assemblies — automotive door seals, construction expansion joints, encapsulated electronic housings — release agent residues migrate from demolded parts onto surfaces that are supposed to bond in a downstream operation. PDMS silicone oils are particularly mobile; even nanogram-level contamination on a bonding flange is enough to destroy adhesion. This is a documented root cause of field failures in automotive sealing assemblies where liquid polyurethane or silicone adhesive is applied to a molded rubber component within hours of demolding.
The practical fix is a defined wash step — isopropanol wipe-down or solvent flush — specified in the process control sheet, not left to operator judgment.
Silicone-fluid release agents used on molds will cause adhesion failure if residues contact downstream bonding surfaces without a cleaning step.True
PDMS oils reduce surface energy below the adhesion threshold for most rubber and adhesive systems. Even trace migration onto bonding flanges is sufficient to prevent adequate bond formation in secondary assembly operations.
Matching Release Agent Chemistry to Liquid Rubber System
| Liquid Rubber Type | Recommended Release Class | Avoid |
|---|---|---|
| Polyurethane (1K or 2K) | Water-based wax emulsion, fluoropolymer semi-permanent | Silicone-fluid sprays (risk of tin/amine catalyst interference) |
| Silicone rubber (addition-cure) | Fluoropolymer semi-permanent, hydrocarbon wax | Other silicone-fluid sprays (surface contamination, poor differentiation) |
| Bitumen-modified rubber | Solvent-based wax, PTFE-based coatings | Water-based emulsions (bitumen hydrophobicity causes uneven film) |
Polyurethane systems are particularly sensitive to silicone contamination — PDMS residue can poison urethane cure chemistry, producing a tacky, undercured surface layer rather than outright non-adhesion.
SiliconChemicals Supply Perspective
Industrial release agent formulators draw heavily on silicone polymer fluids as the functional base. SiliconChemicals supplies PDMS fluids across the 100–60,000 cSt viscosity range, along with silicone emulsions pre-stabilized for direct dilution into water-based release formulations. For semi-permanent coating applications, low-viscosity reactive silicone intermediates — typically 50–200 cSt — provide the cross-linkable chemistry that converts from a fluid film to a durable bound layer during mold curing. Procurement managers sourcing these grades should confirm hydroxyl or vinyl functionality specifications, not just viscosity, since functional group content governs whether the coating cures durably or remains a mobile film that transfers to parts.
Substrates That Surprise: Glass, Concrete, and Wood Under Specific Conditions
Not every non-stick surface comes labeled. Glass, concrete, and timber are routinely treated as adhesion-receptive substrates — and on a clean, properly prepared surface, they are. The problem shows up when surface condition changes the chemistry without changing the appearance. Engineers who don’t account for this end up with delamination, cohesive failure, or patchy cure adhesion that wastes material and invites warranty disputes.
Glass: Surface Energy Is Not Fixed
Clean, freshly abraded float glass sits around 60–72 mN/m surface energy — well above the ~28–32 mN/m threshold below which liquid rubber struggles to wet and bond. Silicone-based liquid rubber adheres to it reliably. But automotive rain-repellent treatments, architectural hydrophobic glass coatings, and even residual polish compounds can drop surface energy below 25 mN/m. At that point, liquid rubber beads rather than spreads, and what looks like a coated surface is actually a film with near-zero mechanical or chemical engagement with the substrate.
A hydrophobic glass coating can reduce surface energy below 25 mN/m, causing liquid rubber to bead and fail to bond.True
Fluorosilane and alkylsilane-based hydrophobic treatments densely pack low-polarity groups at the glass surface, routinely achieving contact angles above 100° and surface energies in the 18–25 mN/m range, confirmed in published wettability studies on coated architectural glass.
The practical test is immediate: apply a water drop. If it beads sharply with a contact angle that looks above 90°, assume liquid rubber will behave the same way. On architectural glazing with factory-applied coatings, no amount of solvent wipe reverses this — mechanical abrasion or a silane primer formulated for low-energy glass is required before application.
Concrete: When the Surface Layer Is the Problem
Concrete confuses applicators because the bulk material bonds well, but the surface layer can be a completely different story. Laitance — the weak, cement-paste-rich layer that migrates to the top during pour and finishing — is friable, porous, and has low cohesive strength. When liquid rubber is applied over laitance, it bonds to the laitance, not to the sound concrete beneath. The assembly fails cohesively inside the concrete layer, not at the rubber interface. Applicators diagnose this as “rubber not sticking,” order different products, and repeat the same failure.
Form oils and release agents used in cast concrete construction create a directly analogous problem to the engineered release coatings discussed elsewhere in this article. Residue levels that are invisible to the eye are sufficient to suppress adhesion. Carbonated concrete surfaces — common in older structures where atmospheric CO₂ has reacted with calcium hydroxide — present a harder, denser surface that is also more chemically inert and less reactive with silane primers.
Wet or frost-covered concrete adds another failure mode: liquid rubber displaces poorly across a water film, and the moisture trapped beneath the coating disrupts cure chemistry, especially with moisture-sensitive systems. Surface moisture content above roughly 4–6% by weight (depending on the liquid rubber chemistry and primer system) is a common manufacturer threshold — though the actual limit depends on whether the system uses a silane, epoxy, or polyurethane primer. Check the technical data sheet, then check the substrate.
Timber: The Silicone Contamination Nobody Planned For
Dry, dense, resinous timbers — certain hardwoods, pressure-treated pine, oleo-resinous species — already present variable surface energy depending on extractive content. When wood sealers or preservatives containing silicone compounds are applied (and many commercially available timber treatments do contain silicone-based water repellents), the surface behaves like a low-energy silicone release zone. Waterproofing contractors frequently don’t know what treatment was applied to the timber substrate they’re coating. A tape peel test before application isn’t optional in this scenario.
Practical Site Verification Before Committing Material
Three field tests cover most situations. The water drop test takes 30 seconds: if water sheets and spreads, surface energy is likely adequate; if it beads tightly, investigate further. A tape peel test using a standardized carrier tape applied and removed per ASTM D3330 gives a quick proxy for whether anything will bond. For structural or critical waterproofing applications, pull-off adhesion testing per ASTM D4541 is the only method that quantifies bond strength with a defensible number — typically target values for liquid rubber waterproofing on concrete run from 0.5 MPa to upward of 1.5 MPa depending on system type and substrate class.
Grinding or scarifying concrete removes laitance, carbonated layers, and most contamination in one step. Silane-based primers — particularly aminosilane or epoxysilane formulations — work by chemically bridging between the inorganic substrate and the organic rubber matrix, converting a marginal surface into a reliably receptive one. On glass with hydrophobic coatings, a primer engineered for low-energy surfaces or light mechanical abrasion is necessary; solvent cleaning alone will not restore bondability. The cost of a primer and 20 minutes of surface preparation is not comparable to the cost of ripping up a failed waterproofing membrane.
Formulation-Level Variables in Liquid Rubber That Affect Its Own Tendency to Stick or Release
Most adhesion troubleshooting on the plant floor focuses on the substrate — its surface energy, contamination state, or porosity. That framing is incomplete. The liquid rubber formulation itself carries variables that either amplify or suppress bonding, sometimes independently of what the substrate is doing. Understanding those variables matters whether you are buying a ready-mixed system or specifying raw materials for an in-house compound.
Solids Content, Viscosity, and Wetting Geometry
A low-viscosity liquid rubber — say, a 1,000–4,000 mPa·s silicone or polyurethane system — flows into surface microtexture before gelation begins. That intimate contact increases true bonded area. High-filler systems, or those thickened with fumed silica and thixotropes, may sit above surface asperities rather than flowing into them. The result is mechanical bridging rather than molecular contact, and peel strength can drop by 40–70% compared to the same base polymer at lower viscosity. Exact losses depend on substrate roughness, filler loading, and application temperature. This is not theoretical: on poured waterproofing jobs where contractors have chilled the material below 10°C, viscosity climbs enough that the rubber bridges rather than wets a concrete substrate — and the coating strips off cleanly months later.
Adhesion Promoters and What They Actually Do
Silane coupling agents — aminosilanes, epoxysilanes, methacrylsilanes — are included in formulations specifically to bridge the polarity gap between an organic polymer network and an inorganic or low-energy substrate. Their concentration is not trivial to get right. At 0.3–1.5% by weight in a polyurethane or silicone system, they meaningfully increase adhesion to glass, metal, and even some polyolefin blends after flame or corona pre-treatment. Isocyanate-functional primers work differently: they react with surface hydroxyl groups and simultaneously crosslink into the incoming liquid rubber, creating a covalent tie layer. These are not optional upgrades for demanding industrial specs — they are often the difference between a peel strength of 0.5 N/mm and one that meets the 2.0–3.5 N/mm range typical for structural encapsulation.
Adding a silane coupling agent to a liquid rubber formulation can improve adhesion to glass and metal even without surface pre-treatment.False
Silane coupling agents improve adhesion significantly but generally require a clean, hydroxyl-bearing surface to react with. On contaminated or very low-energy substrates, silane loading alone does not overcome poor wettability or surface contamination.
Internal Release Agents: Engineering Non-Stick Into the Compound
The inverse problem — making a liquid rubber release cleanly from a mold or carrier — is solved at the formulation stage through internal release additives. Microcrystalline waxes, fatty acid esters, and low-molecular-weight silicone fluids (typically PDMS at 50–500 cSt) migrate toward the air or mold interface during the cure window. The silicone fluid route is particularly effective in polyurethane casting compounds: at 0.5–2.0% loading, it lowers surface energy at the part-mold interface enough to allow demolding without external mold release spray. Higher loadings degrade bulk mechanical properties, so the working window is narrow. Silicone fluids from the organosilicon supply chain vary considerably in migration rate and compatibility depending on chain length and end-group chemistry — specifying viscosity grade alone is insufficient.
Cure Kinetics and the Skinning Problem
Fast-catalyzed systems that gel within 2–5 minutes can skin over before the bulk material has fully wetted the substrate. The skin acts as a barrier layer. The rubber appears not to have stuck, operators assume a substrate incompatibility issue, and the real cause — pot life mismanagement or excess catalyst — goes unaddressed. Slowing cure with an inhibitor or dropping application temperature by 5–8°C often restores normal adhesion on the same substrate.
Plasticizer Migration in Polyurethane Systems
Ester-based and phthalate plasticizers in flexible polyurethane liquid rubbers diffuse slowly toward interfaces over weeks to months. The bond looks adequate at demolding, then fails in service. This delayed failure pattern is particularly common in underground waterproofing membranes that spend weeks thermally cycling before inspection. The practical fix is either switching to a polymeric plasticizer with lower mobility or reformulating with reactive flexibilizers that crosslink into the network.

Organosilicon Modifiers as Tuning Tools
Incorporating organosilicon modifiers — reactive silicone polyols, silane-terminated polymers, or siloxane-urethane hybrid oligomers — into polyurethane or epoxy-based liquid rubber gives formulators simultaneous control over surface energy, flexibility, and adhesion character. A siloxane-urethane copolymer at 10–25% of the binder phase lowers surface tack, improves low-temperature flexibility, and reduces water absorption at the adhesive interface. SiliconChemicals’ range of silane-functional and siloxane-modified intermediates is positioned directly for this kind of multi-property tuning, where the goal is not maximum adhesion or maximum release, but a precisely engineered balance between the two. That balance is what separates a formulation that performs consistently across production batches from one that works in the lab and fails in the field.
Frequently Asked Questions About Liquid Rubber Non-Adhesion in Industrial and Construction Applications
Will liquid rubber stick to wax paper or parchment paper?
Wax paper sits right at the adhesion boundary — surface energy runs approximately 28–30 mN/m depending on wax coating weight and substrate temperature. Most liquid rubbers, including polyurethane and silicone systems, release cleanly from it. That said, wax paper is not dimensionally stable under heat or solvent exposure, so use it only for short-duration, ambient-temperature applications like small pours or masking. Parchment paper, which carries a cured silicone coating, performs more reliably across a wider range of liquid rubber formulations and is the better choice for production environments where repeatability matters. If your liquid rubber contains aggressive solvents, test the specific parchment grade first — solvent penetration through thin silicone coatings has caused unexpected adhesion failures in laminating operations.
Does liquid rubber stick to spray foam insulation?
This depends heavily on foam type. Closed-cell polyurethane spray foam has surface energy in the 34–38 mN/m range and a relatively dense, low-porosity skin — which means some liquid rubber formulations will achieve mechanical and chemical adhesion, particularly with a compatible primer. Open-cell foam presents a different problem: the surface is irregular, moisture-retaining, and mechanically weak, so even if adhesion initiates, delamination follows because the foam substrate fails before the bond does. Before applying any liquid rubber membrane directly to spray foam, verify whether the foam skin is intact or has been cut back, whether it has been exposed to UV (which degrades it rapidly), and whether the liquid rubber manufacturer explicitly lists foam as an approved substrate.
Can I use petroleum jelly (Vaseline) as a mold release for liquid rubber?
For polyurethane liquid rubber, petroleum jelly is a workable emergency release agent. Apply a thin, uniform film — heavy application leaves impressions and can prevent skin formation on the cast surface. For addition-cure silicone rubber systems, avoid it entirely. Petroleum-derived products can contain trace sulfur compounds that poison platinum catalysts, causing surface inhibition: the silicone either remains tacky or fails to cure at all within a few millimeters of the mold surface. The rest of the pour may cure normally, making the failure easy to misdiagnose as a mixing error.
Petroleum jelly inhibits platinum-catalyzed silicone cure at the contact surfaceTrue
Sulfur-containing impurities in petroleum-derived products are well-documented catalyst poisons for platinum-cure silicone systems, causing surface tackiness or complete cure failure at the mold interface.
Does liquid rubber adhere to bitumen or asphalt?
Bituminous liquid rubber is purpose-formulated for asphalt and generally bonds well to sound asphalt with surface energy in the 40–50 mN/m range. Polyurethane liquid rubber is less forgiving. On heavily oxidized, cracked, or friable asphalt — which is common on roofing substrates older than 10–15 years — adhesion is unreliable without mechanical preparation and a dedicated primer. The failure mode is cohesive failure within the oxidized asphalt layer, not adhesive failure at the interface, which means the membrane looks bonded until thermal cycling or water infiltration separates it.
Why did my liquid rubber peel off concrete after one winter season?
This is almost never a substrate incompatibility issue. The typical culprits are residual form-release oil that wasn’t removed before application, a laitance layer that looked clean but hadn’t been mechanically abraded, under-specified or omitted primer, or moisture vapor pressure building beneath an impermeable membrane applied to green or damp concrete. Freeze-thaw cycling then applies the final mechanical force that separates the membrane. Diagnose by examining the peeled surface: if concrete dust is present on the back of the membrane, the bond was weak from day one.
What plastic containers are safe for mixing and storing liquid rubber?
HDPE and PP containers are the reliable choices. Liquid rubber does not bond to either, and neither material absorbs common polyurethane solvents at room temperature. Avoid PVC containers with polyurethane systems — plasticizers can migrate into the liquid rubber and alter cure characteristics. ABS is a borderline case; some polyurethane formulations will partially bond to it, making cleanup difficult and contaminating subsequent pours if residue stays in the container. For silicone liquid rubber, virtually any low-surface-energy plastic container works, but avoid using the same containers for both silicone and polyurethane systems without thorough cleaning.
Is there a universal primer that makes liquid rubber stick to non-stick surfaces?
No. Anyone selling you a single primer for all non-stick substrates is oversimplifying. Silane-based primers are effective on glass, most metals, and mineral substrates like concrete — they work by creating a chemically reactive silanol layer. Isocyanate-based primers improve polyurethane adhesion to polyolefins by providing reactive anchoring sites on an otherwise inert surface. Mechanical abrasion before priming is not optional on any surface below 35 mN/m — primer alone on smooth HDPE or polypropylene will not hold under thermal cycling or dynamic load. Treat primer selection as substrate-specific engineering, not an afterthought.
Industrial Selection Guide: Matching Non-Stick Substrate or Release Strategy to Your Liquid Rubber Application
The preceding sections cover the science. This section is about decisions — which release strategy to specify, what to put in your scope of work, and where the cost-per-release math actually lands when you run production volumes through it.

Application-Type Matrix: Substrate and Release Strategy by Use Case
| Application | Recommended Non-Stick Strategy | Primary Risk to Avoid |
|---|---|---|
| Prototype / low-volume casting | Polyethylene or PP sheet liner | Over-specifying expensive fluoropolymer tooling |
| High-volume production casting | Semi-permanent fluoropolymer coating or PTFE-coated release film | Under-counting recoat labor in TCO |
| Construction waterproofing membrane | Surface prep to eliminate inadvertent non-stick conditions | Form release oil, laitance, prior silicone treatment |
| Pipe coating / annular sealing | Mandrel PTFE sleeve or silicone-coated film wrap | Adhesion failure from mill scale or pipe oil |
| Adhesive liner / PSA backing | Silicone-coated release paper, 2–8 g/inch peel target | Excessive release force damaging thin membranes |
| Automotive gasket and sealing | Documented silicone-free plant zone + PTFE-backed tooling | Silicone overspray contamination at bonding interfaces |
| Roofing membrane application | Pre-application checklist — see below | Silicone-treated substrates, oily parapet flashings |
High-Volume Casting: Total Cost of Ownership Over 1,000 Cycles
Semi-permanent fluoropolymer tooling coatings typically cost $8–25 per square foot to apply, depending on substrate geometry, surface prep requirements, and coating system selected — and generally sustain 50–200 releases before recoat, depending on rubber chemistry, cure temperature, and demolding force. PTFE-coated silicone release films run $0.04–0.18 per square foot per use, including roll stock and changeover labor in most production configurations.
At 1,000 cycles on a mid-complexity cast mold, the fluoropolymer coating path often shows 30–55% lower total cost compared to per-cycle film, but only when your mold geometry allows uniform recoat and your rubber system stays within the coating’s chemical resistance envelope. High-filler or peroxide-cured systems degrade coatings faster. Get the recoat interval confirmed by your coating supplier using your specific rubber formulation before you commit tooling budget.
Construction Waterproofing: Pre-Application Checklist
Inadvertent non-stick conditions cause more liquid rubber membrane failures than product defects do. Before any liquid-applied membrane installation:
- Confirm concrete surface is free of form release oil — test with water droplet; beading indicates contamination requiring mechanical abrasion or solvent wash
- Check for laitance by scratch test; loose surface layer must be removed to expose substrate surface energy above 38–42 mN/m for reliable bonding
- Identify any prior silicone sealant or silicone-based curing compound applied to the substrate; these require complete mechanical removal, not just solvent wipe
- Verify no silicone-based waterproofer was applied to masonry or parapet coping — this is a common surprise on renovation projects
- Document ambient temperature and substrate moisture content; both affect primer penetration and adhesion development
A water droplet contact angle above 90° on a concrete surface reliably indicates a contamination or treatment condition that will prevent liquid rubber adhesion without remediation.True
Contact angle above 90° confirms surface energy has dropped below the wettability threshold for most liquid rubber systems, consistent with the ~28–32 mN/m adhesion failure threshold established in surface energy science and verified in field practice.
Automotive and Industrial Sealing: Managing Silicone Overspray Contamination
Silicone overspray is invisible, migrates on air currents, and deposits a surface energy barrier — typically dropping steel surface energy from 40–72 mN/m down to the 20–25 mN/m range — sufficient to prevent liquid rubber bonding entirely. Detection methods include water contact angle measurement (fast, portable) or Dyne pen testing at 30–34 mN/m threshold. Plant hygiene protocols should physically separate silicone lubricant application zones from liquid rubber bonding areas, with positive-pressure air barriers where practical.
Specifying Silane-Modified Systems for Difficult Substrates
When your substrate is borderline — aged polyolefin, contaminated metal, low-porosity concrete — procurement language should explicitly require either a silane-modified liquid rubber formulation or a separately specified organosilicon primer. Technical data sheets must state minimum bond strength to the specific substrate, not just generic values. Ask for peel adhesion data on your actual substrate at your cure conditions; accept nothing less.
SiliconChemicals supplies reactive organosilicon intermediates — silanes, siloxanes, and functional silicone polymers — to release agent manufacturers, liquid rubber formulators, and primer producers globally. If your formulation or release system requires specific surface energy control through silicone chemistry, their technical team supports raw material specification, trial quantities, and process integration directly. Contact through the product inquiry pathway for technical data sheets and application-matched recommendations.
Surface Energy Reference: All Substrates Discussed
| Substrate / Condition | Approx. Surface Energy (mN/m) | Liquid Rubber Adhesion Outcome |
|---|---|---|
| PTFE | 18–20 | None — gold-standard release |
| FEP / PVDF | 20–25 | None to negligible |
| Polypropylene (clean) | 29–33 | Poor; below or at adhesion threshold |
| Polyethylene (HDPE) | 30–35 | Poor to marginal without treatment |
| Cured silicone rubber | 20–25 | None — release surface |
| Silicone-contaminated steel | 20–26 | None — adhesion failure risk |
| Clean ground steel | 40–55 | Good adhesion |
| Concrete (prepped, laitance removed) | 38–55 | Good with primer |
| Concrete (with form oil or silicone curing compound) | 22–30 | Poor to none |
| Glass (clean) | 55–75 | Good |
| Glass (silane-treated) | 20–30 | Poor to none |
Surface energy ranges shift with temperature, aging, and contamination history. Treat these as engineering guidance thresholds, not material constants, and verify on production-representative samples before finalizing your process specification.














