Adhesion failures at the filler-matrix interface cost manufacturers in ways that rarely show up cleanly on a defect report — delamination traced back to inadequate bonding, tensile strength well below spec, moisture-driven degradation that shortens part life by months or years. When a glass fiber-reinforced part fails at 60% of its design load, or a sealant loses adhesion after a single wet-dry cycle, the root cause is almost always an incompatible interface between an inorganic surface and an organic polymer. Scrap rates climb, warranty claims follow, and reformulation cycles burn engineering time that compounds the cost.
Silane coupling agents are bifunctional organosilicon molecules that chemically bridge inorganic surfaces — glass, silica, mineral fillers, metals — to organic polymer matrices. One end hydrolyzes and bonds to hydroxyl groups on the inorganic surface; the other reacts with the polymer. The result is a covalent or strongly interactive interface that improves tensile strength by 20–60% depending on filler loading and surface coverage, and dramatically reduces moisture-induced debonding.
What makes silane chemistry genuinely interesting from a process engineering standpoint is how sensitive the outcome is to execution. The same molecule applied at the wrong concentration, wrong pH, or wrong cure temperature can actually weaken a composite compared to an untreated control — excess silane builds up as a weak, cohesion-limited oligomeric layer rather than a functional monolayer. Understanding what silane coupling agents do means understanding not just the chemistry but the process window that makes the chemistry work.

Molecular Architecture: How the Bifunctional Structure Creates a Chemical Bridge
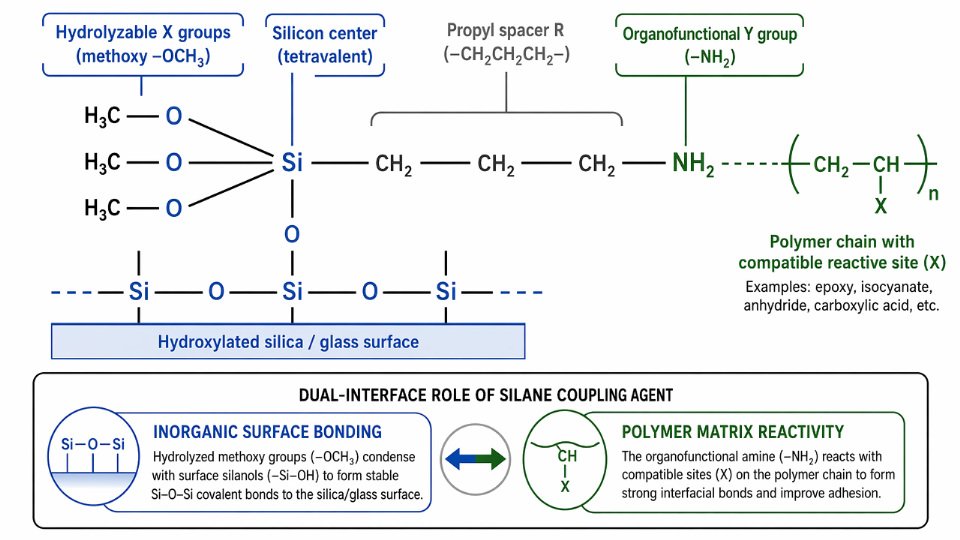
The reason silane coupling agents work — rather than simply coating a surface — comes down to a single design principle: one molecule that speaks two chemical languages simultaneously. The general formula is R'(CH₂)ₙSi(OR)₃, where every segment carries a specific job.
The Two Functional Ends and What They Do
The Si(OR)₃ end faces the inorganic world. Those three alkoxy groups — methoxy, ethoxy, or acetoxy being the most common — are hydrolyzable, meaning they react with water to form silanol groups (Si-OH). The inorganic surface, whether silica, glass fiber, aluminum hydroxide, or kaolin, presents surface hydroxyl groups (M-OH) that are waiting for exactly this chemistry. The organofunctional group R’, sitting at the opposite end of the molecule and separated from silicon by a short alkyl spacer (n is typically 0–3 carbons), faces the polymer matrix. It is selected to react with, or at minimum compatibilize with, the resin system being used.
These are not interchangeable. An aminosilane works in epoxy and polyurethane systems because the amine participates in curing reactions directly. A methacrylate silane belongs in unsaturated polyester or acrylic systems where it copolymerizes into the polymer network. Using a vinyl silane in an epoxy system is a formulation error that produces a weak, unreacted interphase — and you will see it eventually as delamination or a sharp drop in wet mechanical retention.
The Hydrolysis and Condensation Sequence
Step one is hydrolysis. In the presence of moisture — either ambient humidity, water in an aqueous treatment bath, or water adsorbed on the filler surface itself — the alkoxy groups convert to silanols: Si(OR)₃ → Si(OH)₃, releasing the alcohol byproduct. Step two is condensation. The silanol groups on the silane molecule react with the surface hydroxyl groups on the mineral, forming covalent Si-O-M bonds (where M is Si, Al, Ti, or another metal center depending on the substrate). Some silanol groups also condense with each other, creating a cross-linked siloxane network anchored to the surface. The result is a tightly bonded, covalent junction — not a physisorbed coating that moisture can displace.
Silane coupling agents form covalent bonds with inorganic surfaces rather than relying on mechanical adhesion or physisorption.True
The hydrolysis-condensation sequence produces Si-O-M covalent linkages at the inorganic surface, which is why silane-treated composites retain substantially more strength under wet or humid conditions compared to untreated systems — the bond is not disrupted by water ingress.
The Interphase: Not a Surface, a Zone
What engineers often underestimate is that the silane treatment does not create a sharp two-dimensional boundary — it creates an interphase. This is a distinct region, typically 10–100 nm thick, where filler surface chemistry grades into polymer matrix chemistry through the silane molecular layer. The mechanical and chemical properties of this zone are neither filler nor resin; they are something engineered in between. When formulated correctly, this graded transition distributes stress more evenly across the interface, which is a primary mechanism behind the 20–60% tensile strength improvements seen in silane-treated composites (the range depends heavily on filler loading, surface area, and how well the organofunctional group matches the cure chemistry).
Choosing the Hydrolyzable Group: Methoxy, Ethoxy, or Acetoxy
This choice has real handling consequences on the plant floor. Methoxysilanes hydrolyze fastest — useful when processing speed matters or when ambient moisture is the only available water source — but methanol is the byproduct, which creates VOC and toxicity considerations in enclosed mixing environments. Ethoxysilanes react somewhat more slowly, giving better pot life in aqueous treatment baths, and release ethanol, which is considerably easier to handle. Acetoxy silanes hydrolyze fastest of the three and are common in RTV sealant systems, but they release acetic acid, which is corrosive to certain substrates, particularly carbonates and some metals; any formulator working with calcium carbonate fillers needs to know this before reaching for an acetoxy grade. Reactivity rate also affects shelf stability: methoxysilanes in humid storage conditions will begin hydrolyzing in the container if packaging is compromised, leading to gelled product that appears normal until it fails to disperse properly on the filler surface.
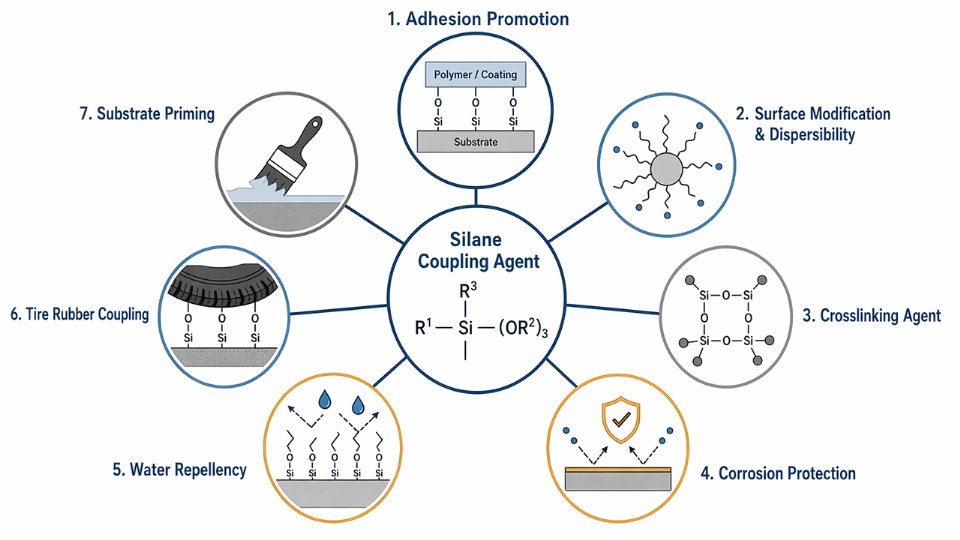
Seven Functional Roles Silane Coupling Agents Play Across Industrial Processes
Silane coupling agents do far more than glue two surfaces together. Once you understand the full range of mechanisms, you start seeing where they belong in processes you may never have connected to silane chemistry — cable manufacturing, tire compounding, masonry waterproofing, metal pre-treatment. Each role below draws on the same bifunctional architecture described earlier, but the way that architecture is exploited differs substantially by application.
Adhesion Promotion at Organic-Inorganic Interfaces
This is the textbook role, and it remains the highest-volume one. In structural adhesives, sealants, and protective coatings, a silane primer or in-situ additive creates covalent bonds across what would otherwise be a mechanically weak boundary layer. In industrial lap-shear testing on aluminum-epoxy joints, silane-treated samples routinely achieve 15–30% higher failure loads than untreated controls, with the spread depending on surface preparation quality and cure conditions. Peel strength improvements on glass-polymer laminates typically fall in the 20–50% range. The failure mode shift matters just as much as the number: untreated joints fail adhesively at the interface; silane-treated joints tend toward cohesive failure in the bulk adhesive, which tells you the interface is no longer the weak link.
Surface Modification and Dispersibility
Precipitated silica, ground calcium carbonate, and aluminum trihydrate all tend to agglomerate because of surface hydroxyl groups that hydrogen-bond particle to particle. A silane treatment — at concentrations typically between 0.1% and 2.0% by filler weight, calibrated to surface area — replaces those hydroxyls with organofunctional groups compatible with the polymer matrix. The result is tighter particle size distribution after compounding, lower mixing energy, and reduced viscosity in filled systems. In aqueous slurry applications, aminosilanes improve wetting enough to matter at the process level — lower pump pressure, more consistent coating weight.
Excess silane treatment beyond optimal surface coverage degrades composite mechanical performance rather than improving itTrue
Unreacted silane excess forms a weak, plasticizing interphase layer rather than a robust covalent network, reducing load transfer efficiency at the filler-matrix interface.
Crosslinking Agent in Cable and Sealant Manufacturing
Vinylsilane-grafted polyethylene, when extruded and exposed to moisture, undergoes silanol condensation that builds a three-dimensional siloxane network — the basis of silane-crosslinked (XLPE) cable insulation used widely in low- and medium-voltage wiring. No peroxide, no high-temperature press cure. Silane-terminated polyurethanes in construction sealants work on the same condensation mechanism, curing at ambient humidity to produce elastic joints with service temperatures from roughly −40 °C to 100 °C depending on polymer backbone selection.
Corrosion Protection as a Chromate Replacement
A thin siloxane network deposited on steel or aluminum from a dilute silane bath creates a dense, hydrophobic barrier that slows oxygen and chloride ingress. Bis-silane systems — two trialkoxysilyl groups per molecule — are particularly effective because they form higher-crosslink-density films. Aerospace and automotive pre-treatment lines have adopted these systems where hexavalent chromate conversion coatings face regulatory restrictions, achieving salt-spray resistance in the 500–1000-hour range depending on film thickness and topcoat system.
Water Repellency and Hydrophobization
Alkylsilanes and alkoxysilanes applied to masonry, mineral fiber, or textile substrates react with surface hydroxyls to present an outward-facing alkyl layer. Water contact angles on treated concrete move from near-zero to above 120°. Unlike film-forming sealers, the silane treatment does not block vapor diffusion — a critical distinction for building facades where trapped moisture causes spalling. Treatment depth and durability depend heavily on substrate porosity and cure temperature.
Coupling in Green Tire Rubber Compounds
TESPT (bis[3-(triethoxysilylpropyl)tetrasulfide], commercially known as Si69) is the standard coupling agent for silica-reinforced tire tread compounds. It bonds precipitated silica to the rubber polymer network through sulfur crosslinks, enabling the silica loading levels — typically 60–90 phr — that reduce rolling resistance versus carbon black compounds. Processing temperature control is non-negotiable: above roughly 150 °C during mixing, premature desulfurization produces scorch and inconsistent vulcanization. A 5–10 °C window matters here.
Primer for Difficult Substrates
On glass, anodized aluminum, and engineering plastics such as polyamide or polycarbonate, surface energy and chemical inertness limit direct adhesive bonding. A silane primer — often applied at film thicknesses of 50–200 nm from dilute solution — provides the reactive anchor layer that a structural adhesive or encapsulant can bond to reliably. Automotive glazing assembly and photovoltaic module encapsulation both depend on this approach.
Selecting the Right Organofunctional Group for Your Polymer System
Getting the organofunctional group wrong is one of the most common—and most expensive—silane mistakes on the plant floor. The wrong silane either fails to react with the polymer matrix, leaving the filler effectively untreated, or reacts at the wrong point in your process, causing premature gelation, scorching in a rubber compound, or a coating that peels under mild humidity. Selection starts with a single question: what covalent or strong secondary bond can form between the silane’s organofunctional end and the specific polymer you’re running?
Matching Functional Group to Resin Chemistry
The table below condenses the most common industrial pairings. Use it as a starting point, not a final specification—actual performance still depends on filler surface area, processing temperature, and mixing sequence.
| Silane Type | Common Designations | Compatible Polymer Systems | Primary Reaction Mechanism |
|---|---|---|---|
| Aminosilane | KH550 / A-1100 | Epoxy, polyurethane, phenolic, polyamide | Amine reacts with epoxide rings, isocyanates, carbonyl groups |
| Epoxysilane | KH560 / A-187 | Epoxy, acrylic, polysulfide | Epoxide ring opens with amines, thiols, hydroxyls |
| Vinylsilane | KH151 / A-151 | PE, PP, unsaturated polyester | Free-radical or peroxide crosslinking; grafting |
| Methacryloxysilane | KH570 / A-174 | Acrylic, UV-cure, unsaturated polyester | Free-radical polymerization through methacrylate double bond |
| Mercaptosilane | SI-69 variants, A-189 | Natural rubber, SBR, EPDM, silicone rubber | Thiol-ene addition, sulfur network participation |
Aminosilanes are workhorses in epoxy composite manufacturing because the primary amine on KH550 reacts directly into the epoxide network during cure, forming a genuine covalent bond rather than a surface coating that can delaminate. In polyurethane systems, the same amine group reacts with isocyanate, which means you must account for pot-life reduction when adding KH550 to a two-component PU formulation—pre-treating the filler rather than adding silane in-situ is usually the safer approach.
Reactivity Considerations: Blocked vs. Free Mercaptosilanes and Oligomeric vs. Monomeric Forms
Free mercaptosilanes (A-189 type) give excellent silica–rubber coupling in carbon-black or precipitated-silica compounds but scorch readily above roughly 130–140 °C during mixing, narrowing your processing window. Blocked mercaptosilanes—where the thiol is temporarily protected as an ester or similar derivative—release the active thiol only at vulcanization temperatures, giving you a 20–40 °C wider mixing window depending on the blocking chemistry. For high-silica tire compounds or industrial rubber goods processed on open mills or internal mixers running hot, blocked variants are worth the modest cost premium.
Oligomeric silanes solve a different problem: hydrolytic stability on the filler surface. Monomeric silanes can re-hydrolyze and migrate if the treated filler sits in humid warehouse conditions for weeks before compounding. Oligomeric forms build a cross-linked siloxane network on the filler surface that resists moisture reversal, which matters in tropical manufacturing environments or when your inventory turnover is slow.
Excess silane above the optimal loading range reduces composite performance rather than improving it.True
Unreacted silane forms a weak, plasticizing polycondensate layer on the filler surface that disrupts load transfer. Optimal treatment concentration for mineral fillers typically falls between 0.1% and 2.0% by weight of filler, with the right value depending on BET surface area.
Multifunctional and Hybrid Silanes for Complex Systems
Toughened epoxy-rubber blends and hybrid organic-inorganic coatings create a genuine chemical dilemma: a single organofunctional group can only bond to one polymer phase. Multifunctional silanes carry two different reactive groups—an amine and a methacrylate, for example—to bridge both phases simultaneously. The processing trade-off is reactivity sequencing: you need to control which reaction fires first. Hybrid silanes used in sol-gel coatings often carry both a reactive organic group and additional alkoxy groups beyond the standard three, building a denser inorganic network while retaining organic compatibility.
How Application Method Drives Silane Selection
Dry blending—tumbling silane directly onto filler—is fast and low-cost but gives uneven surface coverage, particularly on fillers with BET surface areas above roughly 100 m²/g. Coverage uniformity improves substantially with slurry treatment, where the silane hydrolyzes in aqueous solution before the filler contacts it, but you add a drying step and must control pH (typically 3.5–5.5 for effective hydrolysis without self-condensation). In-situ addition during compounding suits vinylsilanes and some epoxysilanes in thermoplastic systems, where heat and shear drive the reaction, but residence time in the mixer must be long enough for hydrolysis and condensation to complete. Methacryloxysilanes added in-situ to UV-cure systems need particular care—any premature radical initiation from residual peroxides or UV exposure in the mixing area will polymerize your silane before it reaches the filler surface.
Critical Process Parameters That Determine Silane Treatment Effectiveness
Getting the chemistry right on paper means nothing if the process conditions are wrong on the floor. Silane coupling agents are sensitive to at least five independent variables, and a failure in any one of them produces the same result: poor adhesion, premature delamination, or wasted material. Here is what each variable actually controls and how to keep it in spec.
Substrate Surface Hydroxyl Density
The silane reaction requires surface silanols or metal hydroxyl groups to bond to. Glass fiber carries roughly 4–8 silanol groups per nm², a figure that drops sharply if the surface has been contaminated with sizing residues, oils, or adsorbed moisture from improper storage. Fumed silica typically presents 2–4 OH/nm² on an as-received basis, while metal oxides such as aluminum hydroxide and titanium dioxide sit in the 3–6 OH/nm² range depending on calcination history and particle size.
Pre-cleaning matters more than most process engineers expect. Solvent wiping removes organic contamination but does nothing to restore hydroxyl density on a dehydrated surface. Acid etching with dilute HCl or sulfuric acid (typically 5–15 wt%, 20–60 seconds, depending on metal or glass type) exposes fresh hydroxyl groups and can increase reactive site density by 30–60% versus untreated surfaces. Atmospheric plasma treatment — 30 to 120 seconds at 50–200 W depending on equipment — is more controllable and leaves no acid residues, making it the preferred choice for precision composite layup and electronics substrate work.
Hydrolysis Conditions
Alkoxy silanes must hydrolyze before they can condense onto a substrate, and the rate and stability of that hydrolysis depend tightly on pH, water content, temperature, and solvent.
The optimal pH window is 3.5–5.5 for aminosilanes — their amine group raises local pH, so you add dilute acetic acid to bring the solution back down — and 4.0–5.0 for most other functional silanes. Outside this range, hydrolysis either stalls (high pH for some silanes) or condensation races ahead of deposition, producing silica-like oligomers in solution rather than a clean monolayer on the substrate surface. Water content is typically 1–5% by weight of the treatment solution. Too little and hydrolysis is incomplete; too much accelerates oligomerization in the bath. Temperature between 20–40°C is workable for most systems; above 50°C, pot life drops significantly even at optimal pH.
Solvent choice affects hydrolysis rate and wetting. Ethanol-water and methanol-water systems are common, but isopropanol slows hydrolysis and is occasionally useful when you need a longer working window for large-format substrates.
Drying and Curing Conditions
A cure temperature of 100–150°C for 15–30 minutes is sufficient to complete siloxane condensation and drive off residual water for most alkoxy silane systems on mineral fillers.True
This range is consistent with published kinetic data on silane condensation reactions and is widely used in glass fiber sizing and mineral filler treatment operations. Shorter times or lower temperatures leave uncondensed silanols that hydrolyze back under service humidity.
The risk that gets missed in production is multilayer physisorbed silane. When concentration is too high or drying is too slow, silane molecules that never bonded covalently to the surface remain as a weak, water-soluble oligomeric layer on top of the true chemisorbed monolayer. That layer peels under load or humidity and is the most common root cause of inconsistent composite batch results.
Silane Concentration and Coverage
Monolayer coverage for most silanes on mineral fillers falls in the 0.1–2.0 wt% range relative to filler weight. The exact optimum depends on specific surface area — a high-surface-area fumed silica at 200 m²/g needs more silane than a coarse calcium carbonate at 5 m²/g, in proportion. Under-treatment leaves bare inorganic surface exposed to the polymer interface, reducing stress transfer. Over-treatment builds up that oligomeric layer described above. A practical QC method is loss-on-ignition comparison between treated and untreated filler batches, targeting a consistent organic carbon pickup within ±0.05 wt% from lot to lot.
Moisture and Shelf-Life Management
Alkoxy silanes begin hydrolyzing on contact with atmospheric moisture, which is why container integrity matters from the moment a drum is opened. Recommended storage is sealed drums under dry nitrogen blanket at 5–25°C; most commercial alkoxy silanes carry a shelf life of 12–24 months under those conditions, dropping to 6–12 months once opened and resealed. Aqueous silane solutions have a much shorter working life — typically 4–72 hours depending on silane type and pH — and should be prepared fresh in small batches rather than held in a day tank. An operational warning: if a prepared solution shows visible turbidity or precipitation, it has already oligomerized and will produce inconsistent results regardless of downstream process control.
Industry-by-Industry Application Breakdown: Where Silane Coupling Agents Deliver Measurable Value
The chemistry is only useful if it solves a real production problem. Across six distinct industries, silane coupling agents reduce scrap, extend service life, cut energy consumption, or replace hazardous process steps — often doing several of these at once.
Fiber-Reinforced Composites and Wind Energy
Glass fiber sizing is where silane coupling agents carry enormous economic weight. Aminosilane and epoxysilane are applied at the fiber-forming stage, typically at 0.1–0.5% on glass weight, forming a molecular bridge between the silica surface and the epoxy or polyester matrix. The practical result is interlaminar shear strength (ILSS) improvements of 25–50% compared to unsized fiber, depending on fiber diameter, resin viscosity, and cure profile. For wind turbine blades — which experience tens of millions of load cycles over a 20-year service life — fatigue resistance is the governing property, not just static strength. A blade root section running with inadequate silane coverage will develop micro-delamination progressively; you won’t see it until a field inspection reveals paint cracking along spar cap edges. At that point, repair costs dwarf the cost of getting sizing chemistry right at the roving plant.

Tire and Rubber Manufacturing
TESPT (bis[3-(triethoxysilyl)propyl] tetrasulfide) and TESPD (the disulfide variant) operate differently from most coupling agents because they must function dynamically during vulcanization. The silanol groups bond to silica filler surfaces during mixing; the polysulfide tail then reacts with the rubber polymer network during the cure step. This two-stage mechanism is temperature-sensitive — premature reaction during mixing generates scorch, while incomplete reaction during cure leaves free silica clusters that increase rolling resistance. Tire engineers running high-silica tread compounds typically target TESPT loadings between 6–10 parts per 100 parts silica, adjusted for mixer dump temperature. Published industry data consistently shows that properly coupled high-silica treads reduce rolling resistance by 15–25% versus carbon-black compounds of comparable wet grip rating, which translates directly into fuel economy gains of 3–6% under standardized test cycles.
TESPT and TESPD polysulfidic silanes improve rolling resistance in high-silica tire treads while maintaining wet grip performance.True
This is well-documented in open literature from major tire research programs and confirmed by standardized ECE R117 tire labeling data across commercial tire ranges.
Adhesives and Sealants
Silane-terminated polymer (STP) sealants have become the construction and automotive industry’s preferred replacement for polyurethane and silicone hybrids in demanding joints. The silane end-groups hydrolyze and condense directly onto glass, anodized aluminum, and galvanized steel without a primer — a real throughput advantage on automotive glazing lines where eliminating a primer flash-off step saves 8–15 minutes per vehicle. Durability under cyclic thermal and humidity stress is the critical qualification test; well-formulated STP sealants routinely pass 5,000-hour UV/condensation cycles and ±25% joint movement at temperatures from -40°C to 90°C.
Paints, Coatings, and Corrosion Protection
Silane pre-treatment of steel and aluminum before powder coating has largely replaced zinc phosphate and, in many jurisdictions, chromate conversion in automotive and architectural applications. A correctly applied silane wash — aminosilane or epoxysilane at 0.5–2.0% in aqueous solution, pH controlled between 4 and 5 — consistently delivers 500–1,000 hours neutral salt spray performance depending on substrate cleanliness, rinse quality, and coating film thickness. The process runs at ambient temperature, removes the phosphate sludge disposal cost, and reduces rinse water volume by 30–50% compared to phosphate lines.
Electronics and Encapsulants
Epoxysilane and phenylsilane are standard components in underfill and transfer-molding compounds for flip-chip and BGA packages. At solder reflow temperatures (240–260°C for lead-free profiles), the silane-treated filler-resin interface resists delamination that would otherwise propagate from pad edges under thermal expansion mismatch stress. Phenylsilane improves filler compatibility in high-modulus epoxy molding compounds where standard aminosilane would alter cure kinetics. In high-volume package assembly, a delamination rate above 0.1% at reflow is considered a process failure; silane-treated compounds routinely keep that figure below detectable levels under JEDEC moisture sensitivity testing.
Construction and Civil Engineering
Alkylsilane and isobutylsilane surface treatments applied to concrete, brick, and natural stone create a hydrophobic zone 3–6 mm deep without sealing surface pores. Chloride ion penetration — the primary corrosion mechanism for rebar in marine and de-icing salt environments — drops by 70–90% in treated sections compared to untreated controls at equivalent exposure duration. For bridge deck concrete in northern climates where de-icing salt loading is heavy, a single alkylsilane application every 7–12 years is typically more cost-effective than reactive repairs to delaminated cover concrete. The treatment window matters: applying to concrete below 5°C or above 35°C surface temperature leads to incomplete penetration and shorter protection cycles.
Performance Testing and Quality Metrics Engineers Use to Validate Silane Treatment
Specifying a silane coupling agent is only half the job. Without a structured verification protocol, you have no way to distinguish a well-treated filler from one that looks identical but will delaminate under service humidity, or to catch a borderline-quality silane lot before it contaminates an entire production run. The test methods below are the ones working quality engineers and procurement teams actually use — not a textbook list.
Mechanical Interface Tests: The Primary Performance Gate
Lap shear strength per ISO 4587 and T-peel per ASTM D1876 are the workhorses for adhesive and laminate qualification. Run both dry and after conditioning — the standard benchmark most suppliers and OEMs accept is ≥70% strength retention after a 72-hour boiling water soak. If your assembly drops below that threshold, the silane layer is either under-hydrolyzed, at the wrong loading, or mismatched to the polymer. Short beam shear (ASTM D2344) adds interlaminar shear strength data for fiber-reinforced composites, where the failure mode reveals whether weakness is at the fiber–matrix interface or inside the matrix itself. A delamination failure at the interface after boil conditioning almost always points back to silane selection or hydrolysis conditions, not fiber quality.
Strength retention above 70% after 72-hour boiling water conditioning is a widely accepted industry benchmark for silane-treated composite interfaces.True
This threshold appears in supplier qualification documents, aerospace adhesive specifications, and academic composite literature as a minimum practical requirement for durable silane bonding under humid aging.
Surface Analysis: Confirming the Chemistry Is Actually There
Contact angle measurement is cheap, fast, and brutally informative. Untreated silica typically reads 20–40°; after treatment with a hydrophobic silane such as HMDS or an alkylsilane, you should see values above 100°. Anything below 80° on a supposedly treated batch warrants immediate investigation — excess moisture during treatment, incomplete condensation, or silane hydrolysis before application are the usual culprits.
FTIR-ATR confirms organofunctional group identity and silane layer presence without destroying the sample. Look for the Si–O–Si stretch between 1000–1130 cm⁻¹ and the characteristic absorption of the functional group — vinyl, amino, epoxy, or methacryloxy — to confirm you have the right silane and that it has bonded rather than simply physisorbed. TGA quantifies surface coverage directly: the weight loss between roughly 200–600 °C corresponds to the organic silane layer, and when normalized to BET surface area, it gives you grams of silane per square meter of filler — a number you can track lot to lot.
Filler Dispersion Quality in Compound
BET surface area measured before and after treatment catches over-coating, which actually closes off micropores and reduces active surface. Oil absorption number per ASTM D281 is a fast shop-floor metric: a meaningful drop in oil absorption — typically 15–35% depending on filler type and silane loading — confirms improved polymer wetting and predicts better dispersion in compound. Rheology profiling of the filled polymer, specifically low-shear viscosity and Payne effect amplitude in rubber compounds, closes the loop between surface chemistry and real mixing behavior.
Corrosion Resistance Validation for Metal Substrates
Neutral salt spray per ISO 9227 combined with cross-cut adhesion per ISO 2409 is the standard sequence for metal coating applications. The acceptance criterion most coating engineers use is Gt0–Gt1 after 240 hours of salt spray. EIS (electrochemical impedance spectroscopy) gives earlier and more sensitive detection of barrier degradation than visual inspection alone — useful when qualifying a new silane adhesion promoter for a primer system where you cannot wait 500+ hours for a salt spray result.
Incoming Silane QC: What to Accept at the Gate
Purity by GC above 97% is a typical minimum for technical-grade coupling agents; some electronics and medical applications push that to 99%. Karl Fischer moisture content matters because silane hydrocarbons hydrolyze in storage — most specifications cap moisture at 500–1000 ppm depending on functional group sensitivity. Finally, pH of a freshly prepared 1% aqueous solution (typically 4–6 for amino silanes, 3.5–5 for vinyl and methacryloxy types) serves as a fast, no-equipment check that hydrolysis is proceeding normally and that the lot has not degraded in transit or warehousing.
Running all five categories together — mechanical, surface chemistry, dispersion, corrosion, and incoming QC — gives you a defensible qualification dataset, not just a passed-or-failed stamp.
Formulation Pitfalls and Troubleshooting Guide for Common Silane Application Failures
Every silane coupling agent that performs brilliantly in a literature reference can still fail in your plant if the application conditions are wrong. The failure modes below are not edge cases — they appear regularly in production environments and account for a disproportionate share of composite delamination complaints, coating adhesion returns, and adhesive bond failures. Understanding the root cause of each is faster and cheaper than empirical re-testing from scratch.
Hydrolysis Failure: The Silane That Never Activated
A silane coupling agent cannot bond to a mineral surface until its alkoxy groups hydrolyze to silanols. That reaction requires water, a workable pH, and enough contact time before evaporation removes the solution. In low-humidity spray applications or where a concentrated silane is added neat to a dry filler, partial or zero hydrolysis is common.
Diagnosis is straightforward: FTIR of the treated filler will show persistent Si–OR stretching bands (typically 1080–1100 cm⁻¹ for Si–OEt) rather than the broad Si–OH and condensed Si–O–Si network you expect after complete hydrolysis. The fix is an aqueous dilution protocol — typically 0.5–2.0 wt% silane in water, pH adjusted to 4.0–5.0 for alkylalkoxysilanes using dilute acetic acid, or pH 9–10 for aminosilanes which are self-catalyzing. Allow 15–30 minutes of hydrolysis dwell time before application. Overly fast drying (substrate temperatures above roughly 60°C during spray) competes with hydrolysis; slow the evaporation or pre-cool the substrate.
Incomplete hydrolysis of alkoxy groups is one of the leading causes of silane treatment failure in production environments and can be confirmed non-destructively by FTIR analysis of treated filler.True
Residual Si–OR peaks detected by FTIR are a direct spectroscopic indicator that the alkoxy groups have not converted to reactive silanols, meaning covalent bonding to the mineral surface cannot proceed. This diagnostic approach is standard practice in silane application troubleshooting.
Silane Migration and Blooming
When silane loading exceeds the monolayer coverage of your filler — roughly 2–4 μmol/m² for most mineral fillers — unbound oligomeric silane migrates to the surface during processing or curing. In clear coatings and adhesive bondlines, this blooms as a hazy, low-gloss layer that destroys inter-coat adhesion. The root cause is almost always over-treatment: exceeding 1.5–2.0 wt% silane on filler with moderate surface area, or using a silane whose organofunctional group is incompatible with the topcoat chemistry, reducing its tendency to anchor within the matrix. Reduce loading in 0.2 wt% steps, confirm with contact angle measurement, and add a post-treatment heat cure step (typically 110–130°C for 15–20 minutes, depending on silane type) to drive condensation and lock the silane layer in place.
Moisture-Induced Bond Reversal
Si–O–Metal bonds are reversible under prolonged wet immersion, particularly when the substrate surface carries residual organic contamination or oxide layers that are loosely adherent. Parts that pass dry-state adhesion pull-off tests can still fail after a 500-hour water soak. The solution has two components: substrate pre-cleaning (grit blast, solvent wipe, or acid etch depending on the metal, immediately before silane treatment — not hours before) and selection of silanes carrying hydrophobic spacer groups such as long-chain alkyl or phenyl bridges that physically impede water ingress to the bond interface. Bis-silyl polysulfide and bis-silyl amino silanes are worth evaluating for applications with sustained water exposure.
Incompatibility with Cure Systems
Aminosilanes are nucleophilic bases. Added to a two-part epoxy adhesive during compounding, they will accelerate the epoxy cure and cut pot life from hours down to minutes in some formulations — effectively making the adhesive unusable at production line speed. Manage this either by using encapsulated or blocked amine silanes that release only under heat, or by staging the addition: treat the filler separately and dry it before compounding, so free amine content entering the adhesive system is minimized.
Yellowing in Clear Coatings
Primary aminosilanes oxidize under UV exposure and turn yellow — this is a known, well-documented mechanism involving imine and enamine chromophore formation. In clear or light-pigmented coating systems, substituting a secondary aminosilane (which has no labile N–H to oxidize by the same pathway) or switching to an epoxysilane matched to the resin curing chemistry is the practical remedy. Confirm compatibility with the specific resin before committing at scale.
Scale-Up Inconsistency
Laboratory silane optimization at 100 g filler scale does not automatically reproduce at 500 kg. Mixing energy, residence time distribution in ribbon blenders or paddle mixers, oven temperature uniformity across large dryer loads, and substrate surface variability (roughness lot-to-lot) all shift the effective treatment coverage. Run a structured DOE across the production-scale variables rather than just transferring lab parameters. Inline NIR or process FTIR on the dryer exit stream can detect under-condensation before the treated filler reaches compounding.

SiliconChemicals Product Portfolio and Global Supply Chain for Silane Coupling Agents
Core Product Lines and Cross-Reference Equivalents
SiliconChemicals’ silane coupling agent range centers on the KH series, a designation familiar to any procurement engineer who has sourced from China’s organosilicon sector. The lineup covers the functional chemistries that account for the vast majority of industrial demand:
KH550 (3-aminopropyltriethoxysilane) — equivalent to Momentive A-1100 and Evonik Dynasylan AMEO — is the workhorse amine silane for epoxy, phenolic, and polyamide systems. KH560 (3-glycidoxypropyltrimethoxysilane, equivalent to A-187 / Dynasylan GLYMO) dominates epoxy composite and electronic encapsulant applications. KH570 (3-methacryloxypropyltrimethoxysilane, equivalent to A-174 / Dynasylan MEMO) is standard in acrylic and unsaturated polyester systems, particularly fiberglass-reinforced panels and dental composites. KH580 and KH590 deliver mercapto and polysulfidic chemistry respectively — the latter critical for silica-reinforced tire compounds where sulfur crosslinking chemistry must integrate with the silane. KH151 (vinyltriethoxysilane) and KH171 (vinyltrimethoxysilane) serve polyethylene crosslinking, wire and cable insulation, and moisture-cure sealant systems.
Knowing the KH number and its Momentive or Evonik equivalent means your formulation spec, incoming inspection protocol, and REACH/SDS documentation translate directly — no reformulation risk when switching or dual-qualifying a supplier.
Manufacturing Infrastructure and Quality Consistency
Production facilities sit inside Zhejiang and Shandong province’s organosilicon industrial clusters — the same geography that hosts integrated chlorosilane crackers and fumed silica producers. That co-location matters operationally: feedstock lead times are measured in days, not weeks, and spot shortages that would strand an isolated producer rarely propagate through an integrated cluster.
Continuous distillation columns — rather than batch still pots — are the relevant process detail here. Batch distillation introduces run-to-run variation in residual hydrolysate and oligomer content that shows up as viscosity drift and inconsistent coupling efficiency on your production line. Continuous distillation with in-line GC monitoring holds product purity consistently above 98% GC, which is the specification threshold most composite and sealant formulators require to keep their own process Cpk numbers defensible.
The quality management system is ISO 9001-certified. Every production batch ships with a certificate of analysis covering GC purity, refractive index, density, and hydrolysis rate — parameters your incoming QC team can verify independently without specialized equipment.
SiliconChemicals manufactures silane coupling agents under an ISO 9001-certified quality management system with batch purity consistently above 98% GC.True
ISO 9001 certification is a verifiable third-party credential; 98% GC purity is a standard, commercially realistic specification for industrial-grade silane coupling agents produced by continuous distillation and is consistent with published product specifications from major market participants.
Custom Synthesis and Application Development
Standard catalogue grades solve most problems. They don’t solve all of them. For customers running waterborne coating lines, SiliconChemicals’ technical team formulates pre-hydrolyzed oligomeric silane emulsions that disperse in aqueous systems without the phase separation you get when you try to add a neat alkoxysilane directly to a water-based primer. For OEM customers who need a blended primer package — silane, co-solvent, pH buffer, and wetting agent combined into a single ready-to-apply product — the team works under NDA to develop and lock in proprietary formulations. That co-development framework protects your process IP while giving you a qualified second source.
Supply Chain and Logistics
Packaging runs from 25 kg drums through 200 kg drums and 1,000 kg IBC totes to ISO tank containers for customers running silane at tonnage scale. Export moves through Shanghai, Tianjin, and Qingdao, giving routing flexibility when one port faces congestion or schedule delays. Regional warehouse partnerships in Europe and Southeast Asia allow stocking programs that reduce your safety stock burden without putting you on a 6–8 week ocean freight cycle for every replenishment order.
For engineering teams in more than 30 countries currently working through sampling, specification approval, or scale-up, the entry point is straightforward: request a sample lot with the full TDS and SDS package, run it against your existing acceptance criteria, and engage the application engineering team if your process parameters fall outside standard guidance.
Frequently Asked Questions About Silane Coupling Agents
Engineers and procurement managers consistently run into the same practical questions when specifying or sourcing silane coupling agents. The answers below reflect real application conditions — not catalog summaries.
What is the difference between a silane coupling agent and a silane crosslinker?
The distinction matters operationally. A coupling agent carries two chemically distinct reactive ends: one hydrolyzable group (typically methoxy or ethoxy) that anchors to an inorganic surface, and one organofunctional group (epoxy, amino, methacryloxy, etc.) that reacts into the organic polymer matrix. It is designed to bridge two different phases simultaneously.
A crosslinker — tetraethyl orthosilicate (TEOS) or methyltrimethoxysilane used in sealant curing, for example — carries multiple hydrolyzable groups but typically lacks a polymer-reactive organofunctional group. Its job is to build a siloxane network within a single phase: curing a silicone rubber, tightening a moisture-cure polyurethane, or densifying a sol-gel coating. Using a crosslinker where a coupling agent is needed leaves the inorganic–organic interface unbonded. The result is delamination under peel or hydrothermal stress — a failure mode that often doesn’t appear until accelerated aging testing or field humidity exposure.
Can silane coupling agents be used in aqueous systems?
Yes, and waterborne silane application is increasingly common as VOC regulations tighten. The key constraint is hydrolysis rate and solution stability. Once diluted in water — typically at 0.5–2.0% concentration and adjusted to pH 4–5 with acetic acid for aminosilanes or pH 3.5–4.5 for alkylsilanes — the solution is usable for roughly 6–24 hours depending on functional group reactivity and temperature. Aminosilanes hydrolyze quickly and self-condense faster; epoxy and methacryloxy silanes are more stable.
Oligomeric silanes, which are partially pre-condensed, offer extended pot life — sometimes several days — because the reactive Si–OH groups are partially consumed in controlled pre-polymerization. For high-throughput coating lines where the silane bath must remain stable across a full production shift, oligomeric grades are worth the small cost premium.

How do I calculate the correct silane loading for a mineral filler?
Start from the BET surface area of your filler. A silane monolayer requires approximately 3–4 µmol/m² of coverage. The working formula is:
Silane loading (%) = (BET × MW × coverage density) ÷ (1000 × 6.022×10²³ × silane footprint area)
Where BET is in m²/g, MW is the molecular weight of the silane in g/mol, coverage density is in molecules/m², and footprint area is in m²/molecule. For a precipitated silica with BET of 180 m²/g and a typical methacryloxy silane (MW ~248 g/mol), this works out to roughly 0.8–1.2% by weight of filler — which aligns with the practical treatment window of 0.1–2.0% cited in controlled studies.
Excess silane above the monolayer threshold improves composite strength.False
Multilayer silane deposition creates a weak, loosely bound interphase that actually reduces tensile strength and promotes moisture-driven delamination. Optimal coverage is monolayer; excess silane is waste at best and a performance liability at worse.
Running above the optimal loading doesn’t just waste material — it creates a plasticized interphase layer that becomes the weakest point in the composite under load or humidity cycling.
Are silane coupling agents safe to handle?
Most are classified as irritants rather than highly toxic compounds, but several hazards require active controls. Methoxy-functional silanes release methanol on hydrolysis; in an enclosed mixing room without local exhaust ventilation, methanol vapor accumulates quickly. Aminosilanes are corrosive to eyes — even brief splash exposure can cause serious injury, so face shield protection (not just safety glasses) is the correct minimum for any open-vessel handling.
Standard PPE protocol: nitrile gloves (not latex, which permeates), chemical splash goggles, and local exhaust ventilation at the point of use. Review the full SDS before first use; flash points vary significantly across grades, from below 23°C for some short-chain methoxy silanes to above 60°C for longer-chain variants.
What is the shelf life of silane coupling agents?
Unopened, anhydrous containers stored at 5–25°C away from moisture sources typically remain specification-compliant for 12–24 months. The primary degradation pathway is self-condensation triggered by moisture ingress — once a container is opened and repeatedly resealed, shelf life shortens measurably. A practical rule: purge partially emptied drums with dry nitrogen before resealing.
Aqueous silane solutions are a different case entirely. Prepare them fresh within the same working day. A solution left overnight — particularly in warm conditions — will have partially condensed, and the resulting oligomeric species may not wet or bond the substrate surface uniformly.
Can silane coupling agents replace primers entirely?
On clean glass, anodized aluminum, and sound concrete, a properly applied silane treatment can replace a solvent-based adhesion primer, eliminating several VOC-generating process steps. Tensile adhesion results on glass-silane-polyurethane joints routinely match or exceed primer-bonded controls in dry conditions.
The limitation is substrate condition. On corroded steel or contaminated metal, silane chemistry cannot penetrate oxide layers thick enough to mask the reactive surface hydroxyl groups. Mechanical preparation — grit blasting to Sa 2.5 or equivalent — is still required before silane application on degraded metal substrates. Skipping that step and relying on silane alone is a documented cause of early bond failure in structural glazing and aerospace sealing applications.
Does SiliconChemicals supply small sample quantities for testing?
Laboratory evaluation samples from 500 g to 5 kg are available on request, supplied with full technical data sheets, SDS documentation, and application guidance specific to your substrate and resin system. The technical sales team can advise on which grade to evaluate first based on your polymer chemistry before samples ship, which shortens the trial cycle. Contact SiliconChemicals directly to initiate a sample request.