Composite parts delaminate. Rubber compounds shed filler under cyclic stress. Coatings blister off glass substrates within months of field exposure. In every one of these failures, the root cause is the same: an organic polymer matrix and an inorganic substrate have nothing chemically meaningful holding them together at the interface. That gap costs manufacturers in scrap rates, warranty returns, and unplanned line stoppages — losses that compound quietly until someone finally traces them back to a missing or mismatched coupling agent in the formulation.
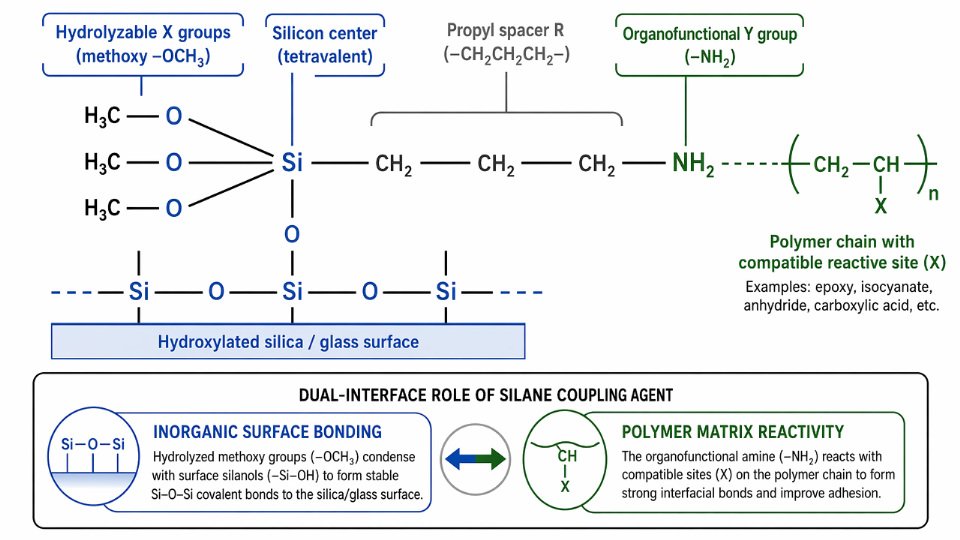
Silane coupling agents are bifunctional organosilicon molecules that bond inorganic surfaces — glass, silica, metals, minerals — to organic polymer matrices. The most widely used types are aminosilanes, vinylsilanes, epoxysilanes, methacrylsilanes, and mercaptosilanes. Each carries a reactive organic group selected to match the chemistry of the target resin or rubber system, while the alkoxysilane end hydrolyzes and condenses onto hydroxylated inorganic surfaces.
What makes this chemical class genuinely interesting from an engineering standpoint is the scale of the problem it solves, and how radically different the right answer looks depending on whether you are compounding a tire tread, laminating a printed circuit board, or priming a structural adhesive joint. Aminosilanes alone account for roughly 35–40% of total silane coupling agent consumption by volume — a share that reflects how broadly amine chemistry threads through epoxy systems, mineral-filled thermoplastics, and surface treatment for fiberglass. Understanding why each type dominates in its specific application is what separates a formulator who hits specifications the first time from one who spends weeks troubleshooting adhesion failures after the fact.

Aminosilanes: The Workhorses of Adhesives, Coatings, and Fiber Reinforcement
Aminosilanes consistently account for 35–40% of total silane coupling agent consumption by volume — a share that has held relatively stable for over two decades. That dominance is earned. The amine functional group is versatile enough to react with epoxies, isocyanates, acrylates, and aldehydes, while the trialkoxysilane end handles the inorganic substrate side with reliable efficiency. Understanding the structural differences between the main commercial grades matters more than most procurement specs acknowledge.
Key Commercial Structures and How They Differ
3-Aminopropyltriethoxysilane (APTES, A-1100 equivalent) is the standard reference point. Ethoxy groups hydrolyze more slowly than methoxy groups — useful when pot life in aqueous sizing baths is a concern, since slower hydrolysis gives the solution more working time before oligomerization becomes a problem. Typical industrial sizing baths run at pH 9–10.5 and 0.5–3% concentration; at those conditions an APTES bath can remain stable for 4–8 hours depending on temperature and dilution water quality.
3-Aminopropyltrimethoxysilane (APTMS) releases methanol on hydrolysis rather than ethanol. Methoxy variants hydrolyze faster and condense more aggressively onto hydroxyl-bearing surfaces, which is advantageous when substrate contact time is short — as in continuous glass fiber drawing operations where residence time in the sizing bath is measured in fractions of a second. The tradeoff is shorter pot life and a stronger solvent byproduct profile that ventilation systems need to accommodate.
N-(2-Aminoethyl)-3-aminopropyltrimethoxysilane (DAMO, A-1120 equivalent) introduces a secondary amine in addition to the primary terminal amine. That secondary amine reacts significantly more slowly with epoxy resins than the primary, but it increases the density of nitrogen-bearing sites available for hydrogen bonding and ionic interaction with acidic surface species. In practice, DAMO produces thicker, more crosslinked interphase regions in epoxy composites, which translates to better performance under hydrothermal aging conditions — relevant whenever a composite will see prolonged moisture exposure above 60 °C. Formulators who swap APTES for DAMO expecting equivalent open time in a two-part epoxy adhesive will find the system gels faster than expected; the diamine creates a higher effective amine-hydrogen equivalent weight that needs to be factored into stoichiometry.
Glass Fiber Sizing: Where Dosage Discipline Pays Off
In glass fiber and glass fabric sizing, aminosilanes are applied at 0.1–0.5 wt% relative to the glass, as part of a multi-component sizing bath that also contains film formers, lubricants, and antistatics. The silane’s job is interfacial: it must form a durable covalent bridge between the glass surface (which presents Si–OH groups after surface activation) and the polymer matrix during composite consolidation. Get the concentration right and interfacial shear strength in an epoxy laminate improves by 40–80% compared to unsized glass, depending on fiber diameter, weave architecture, and cure cycle. Under-treat and the improvement is inconsistent across a fabric roll. Over-treat and multilayer silane deposits form — these are mechanically weak and actually reduce bond quality. This is not theoretical; any glass fabric compounder who has seen delamination failures traced back to a sizing bath that ran hot for a shift will recognize the failure mode immediately.
A monomolecular or near-monomolecular aminosilane layer on an aluminum substrate can increase lap-shear bond strength by 2–4× compared to unprimed aluminum, depending on alloy, surface preparation, and adhesive system.True
This range is consistent with published ASTM D1002 lap-shear data comparing primed versus unprimed aluminum bonds in aerospace and automotive adhesive qualification studies. The variation depends heavily on pre-treatment: anodized or chromate-conversion-coated aluminum responds differently than mechanically abraded surfaces.
Epoxy Adhesive Primers and Salt Spray Performance
As a primer on aluminum, even a nominally monomolecular aminosilane film — applied from a 0.5–2% aqueous solution, air-dried, and then topcoated with an epoxy adhesive — changes the failure mode. Without it, failure is typically adhesive (at the metal interface) and propagates rapidly under humid or salt-spray conditions. With a properly applied aminosilane primer, failure shifts to cohesive within the adhesive layer, and 1000-hour salt spray resistance becomes achievable on common 6xxx-series alloys with standard epoxy adhesives. The key variable is surface cleanliness before priming: any residual hydrocarbon contamination above roughly 5 mg/m² will block silanol condensation and render the primer layer discontinuous.
Mineral-Filled Nylon Compounds
In PA66 compounding with glass beads or wollastonite, APTES treat rates typically fall between 0.3–1.0% by weight of filler. The amine group reacts with residual carboxyl and hydroxyl functionality at the nylon chain ends during melt compounding, forming a covalent or strong ionic linkage that transfers stress across the filler interface. The practical outcome is simultaneous improvement in notched Izod impact resistance and heat deflection temperature — two properties that normally trade off against each other in unfilled or poorly coupled systems. Compounds with well-coupled wollastonite can achieve HDT improvements of 15–30 °C over baseline PA66, with the upper end dependent on filler loading and aspect ratio.
One operational point worth enforcing in any compounding line: aminosilane-treated fillers must be dried to below 0.2% moisture before entering the extruder. The basic amine catalyzes hydrolytic degradation of PA66 at processing temperatures, and even modest moisture levels will cause viscosity drop and surface defects that look like degradation — because they are.
Epoxysilanes: Precision Coupling for Epoxy Systems, Electronics, and Structural Composites
Aminosilanes dominate by volume, but epoxysilanes dominate by criticality. When the end-use system is an epoxy matrix — circuit board laminate, semiconductor encapsulant, structural composite, or abrasive wheel — the epoxide functional group on the silane delivers reaction chemistry that amino groups simply cannot replicate cleanly. Understanding where and why that distinction matters is what separates a well-specified formulation from one that passes qualification testing and then fails in the field.
Primary Commercial Grades and the Methoxy-vs-Ethoxy Decision
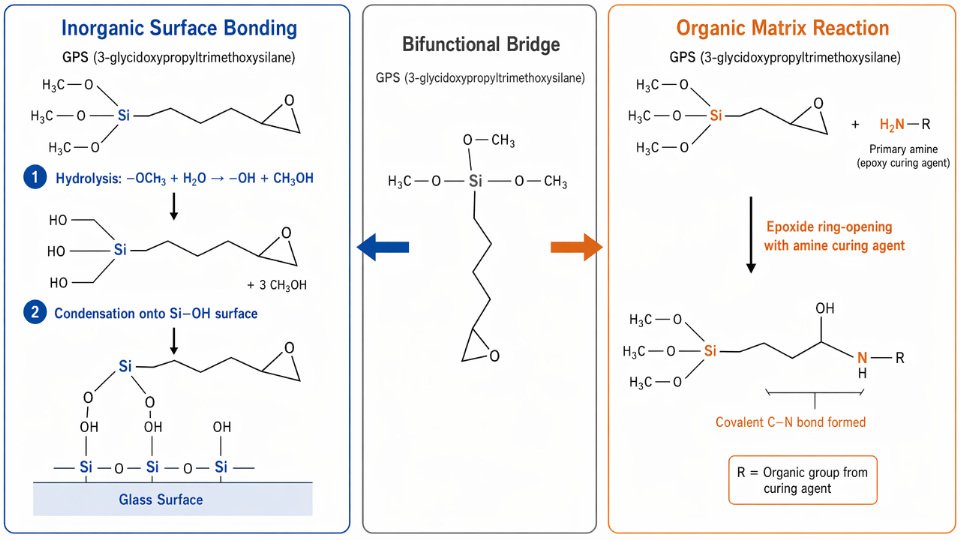
The two grades you will encounter in almost every procurement context are 3-glycidoxypropyltrimethoxysilane (widely called GPS, GPTMS, or gamma-GPS) and its triethoxysilane analogue. The functional group is identical; what differs is hydrolysis rate. Methoxy variants hydrolyze roughly 3–5× faster than ethoxy variants under equivalent conditions — the exact ratio depends on pH, temperature, and water activity in the formulation. That speed matters operationally. In aqueous sizing baths for E-glass fiber, where the silane must deposit and condense on the fiber surface within seconds of contact, methoxy-GPS is standard. In waterborne coatings or moisture-cure systems where a slower, more controlled hydrolysis avoids premature gelation in the pot, the ethoxy version buys you working time. The byproduct difference — methanol versus ethanol — also becomes a workplace hygiene and regulatory factor in enclosed processing environments; some customers in the EU and in food-adjacent facilities specify ethoxy grades specifically to reduce methanol exposure limits compliance work.
GPS has one additional capability that occasionally surprises formulators new to the chemistry: at treat rates above roughly 1.5 wt% on filler, excess GPS can function as a reactive diluent in the epoxy matrix itself, reducing initial viscosity and participating in cure rather than sitting as unreacted plasticizer. This is useful in high-filler-loading systems but requires stoichiometric awareness — unaccounted epoxide equivalents will alter your amine or anhydride cure ratio and shift Tg if you are not tracking it.
PCB Laminates and FR-4: Where Dielectric Stability Is Non-Negotiable
FR-4 laminate starts as woven E-glass fabric sized with GPS during fiber manufacturing. The epoxide groups on GPS react with the amine and hydroxyl functionality present in the epoxy resin system during laminate pressing, creating covalent bonds across the glass–resin interface. The practical consequence is measurable: GPS-treated FR-4 laminates retain peel strength and maintain stable dielectric constant (typically Dk 4.2–4.6 at 1 GHz, depending on resin system and weave style) through thermal cycling from -40°C to 125°C at IPC Class 2 and Class 3 qualification levels. Without adequate coupling, moisture ingress at the glass–resin interface elevates dissipation factor and eventually causes micro-delamination — failures that are invisible at incoming inspection but show up as signal integrity drift or CAF (conductive anodic filament) susceptibility in service.
GPS-treated E-glass sizing is a standard industry practice for FR-4 laminates qualifying to IPC-4101 requirementsTrue
IPC-4101 qualification testing includes peel strength and moisture resistance criteria that FR-4 laminates reliably meet when E-glass is properly sized with epoxysilane coupling agents; this is documented practice across laminate manufacturers globally
Semiconductor Packaging: Managing CTE Mismatch at 70–90 wt% Filler Loading
Epoxy molding compounds and flip-chip underfills carry fused silica filler at 70–90 wt% loading — that extreme level exists specifically to pull the compound’s coefficient of thermal expansion (CTE) down toward silicon’s ~3 ppm/°C, reducing stress at solder joints during reflow cycles that peak at 260°C for lead-free processes. At those filler loadings, interface integrity between silica and epoxy matrix is not a secondary concern; it is the primary mechanical design variable. GPS treatment of the fused silica at 0.3–0.8 wt% on filler (the effective range depends on filler particle size distribution and surface area) maintains adhesion through repeated thermal shock and prevents the micro-void nucleation at the filler surface that leads to delamination on moisture-sensitivity-level (MSL) testing. An undertreated filler will pass initial mechanical testing and fail MSL-1 popcorning assessment — a costly lesson when the failure surfaces during package qualification, not raw material incoming.
Abrasive Bonding: Extending Grinding Wheel Life
Coated and bonded abrasives are a less-discussed but commercially significant application. In resin-bonded grinding wheels using aluminum oxide or silicon carbide grains with phenolic or epoxy binder systems, GPS acts as the adhesion promoter between the inorganic grain surface and the organic bond matrix. The grain surface is siliceous or oxide-terminated; GPS anchors to it hydrolytically, while the epoxide end reacts into the curing binder network. Wheel life extension in the range of 20–40% is achievable compared to untreated grain, with the upper end of that range seen in wet-grinding applications where water would otherwise hydrolyze an untreated grain–binder interface progressively. The trade-off is treat cost versus wheel replacement frequency — in high-volume precision grinding operations, the math usually resolves clearly in favor of silane treatment.
Waterborne Epoxy Coatings: Replacing Solvent-Borne Primers Under VOC Pressure
Low-VOC regulatory environments in the EU, California, and increasingly across Southeast Asian manufacturing zones are pushing two-component epoxy coating systems away from solvent-borne primers toward waterborne formulations for steel and concrete substrates. GPS functions as an adhesion promoter in these systems, applied either as a pre-treatment wash on the substrate or blended directly into the waterborne epoxy component. The challenge in waterborne systems is stability: GPS must hydrolyze and remain dispersed without self-condensing into oligomeric aggregates before it contacts the substrate. Formulation pH control (typically pH 4–5 for pre-hydrolysis stability) and pot-life management are the critical variables. When handled correctly, GPS-containing waterborne epoxy primers deliver adhesion performance on blast-cleaned steel that is competitive with solvent-borne baselines — which is why the adoption curve has been accelerating as VOC limits tighten rather than relaxing.
Vinylsilanes and Methacryloxysilanes: Enabling Crosslinked Polyolefins, Wire & Cable, and UV-Cure Systems
Vinylsilanes and methacryloxysilanes occupy a narrower commercial niche than aminosilanes, but in the industries they serve — wire and cable, fiber optics, dental restorative materials, UV-cure composites — they are genuinely irreplaceable. No direct substitutes exist at comparable cost and process compatibility. Understanding why requires looking at the chemistry before the application.
Vinyltrimethoxysilane and Vinyltriethoxysilane: Two Reaction Pathways in One Molecule
Vinyltrimethoxysilane (VTMS) and its ethoxysilane counterpart (VTES) carry a vinyl group (CH₂=CH–) attached directly to silicon. That vinyl group participates in free-radical reactions — peroxide-initiated or radiation-driven. The three methoxy or ethoxy groups hydrolyze to silanols, which condense with hydroxyl sites on mineral surfaces or with each other to form siloxane networks. This dual reactivity is what makes the molecule useful for crosslinking polyolefins: the vinyl participates in grafting onto the polyethylene backbone under peroxide initiation, and the alkoxysilane groups later crosslink in the presence of moisture and a tin catalyst.
In XLPE wire insulation, two well-established commercial processes exploit this mechanism. The Sioplas process pre-grafts VTMS onto polyethylene in a compounding extruder, then crosslinks the shaped insulation by exposure to hot water or steam. The Monosil process grafts and extrudes in a single step using a reactive extruder, reducing handling steps but demanding tighter temperature control. Typical silane loading runs 1–3 phr depending on the target crosslink density, base resin MFI, and insulation wall thickness — thicker walls need longer steam cure times or higher catalyst levels, and formulators often treat these as linked variables rather than independent ones.
The commercial significance here is cost. Electron-beam crosslinking produces comparable or superior XL performance but requires capital investment of roughly USD 3–8 million for a dedicated EB line, plus radiation licensing and shielding infrastructure. Silane-crosslinked XLPE achieves 90°C continuous-rated insulation using standard extrusion equipment with a steam or water-bath post-cure stage. For mid-volume cable producers, that capital difference is decisive.
Demand for silane-crosslinked cable insulation has accelerated alongside EV charging infrastructure and medium-voltage distribution upgrades. EV DC fast-charging cables operate at elevated temperatures under sustained current loads, and XLPE insulation rated at 90°C or 105°C is a specification requirement, not a preference. This is one segment where supply tightness for high-purity VTMS has actually affected cable producers’ production schedules in recent years.
Silane-crosslinked XLPE cable insulation can achieve continuous temperature ratings equivalent to electron-beam crosslinked XLPE at a fraction of the capital cost.True
Silane-XLPE using VTMS in Sioplas or Monosil processes routinely achieves 90°C and higher continuous ratings per IEC 60502 and UL standards. EB crosslinking offers some performance advantages in uniform crosslink density but requires capital-intensive radiation equipment; silane crosslinking uses standard extrusion lines with a steam cure stage, dramatically reducing capital requirements for equivalent ratings.
In HTV (high-temperature vulcanizate) silicone rubber, vinyl groups serve a different function entirely. Here, small amounts of vinylmethylsiloxane units built into the silicone polymer backbone — or added via vinyl-functional silane — provide the reactive crosslink sites for peroxide cure. Without accessible vinyl groups, the peroxide generates radicals that have nowhere productive to react with the silicone chain, and cure efficiency collapses. This is a role as a reactive monomer in the polymer backbone, not a coupling agent role in the classical sense, and conflating the two leads to formulation errors.
MPS: Where Photopolymerization Meets Inorganic Surfaces
3-Methacryloxypropyltrimethoxysilane — sold under designations like A-174, MPS, or MAPTMS depending on the supplier — bridges free-radical photopolymerizable resin systems and glass or mineral surfaces. The propyl spacer provides enough flexibility that the terminal methacrylate group can participate in UV-initiated copolymerization with acrylate, methacrylate, or styrene monomers without steric interference from the siloxane anchor at the surface.
In fiber optic primary and secondary coatings, MPS treatment of the glass fiber surface ensures the acrylate-urethane coating bonds covalently rather than merely mechanically. Moisture intrusion at an untreated or poorly treated glass-coating interface reduces bond strength progressively, creating micro-delamination zones. Those zones cause microbending, which increases signal attenuation — measurably, in dB/km terms. A cable that passes initial insertion-loss testing can degrade past specification within months in humid environments if silane surface treatment was inadequate or inconsistent. This is a field-return problem that typically gets misdiagnosed as a connector or splicing issue before someone checks the coating adhesion.
Dental composite formulations illustrate MPS’s precision requirements at the small-particle end. Silanized glass ceramic filler particles typically range from 0.04 to 4 µm, and MPS treatment must achieve complete, uniform surface coverage at that scale. In bis-GMA/TEGDMA resin matrices, covalent coupling between filler and matrix directly governs flexural strength, wear resistance, and hydrolytic stability — all properties tested under ISO 4049. Formulators who skip adequate silane treatment or use it at insufficient concentration find that filler particles debond from the resin matrix under cyclic mechanical loading, accelerating surface degradation. The clinical consequence is reduced restoration longevity, which is a regulatory and liability exposure, not just a performance complaint.
In waterborne acrylic dispersions for sealants and pressure-sensitive adhesives, MPS functions both as an adhesion promoter to glass, aluminum, and cementitious substrates, and as a crosslinker that builds network density as the dispersion dries and the methacrylate groups react. Treat rates here are low — typically 0.3–1.0% on polymer solids — but the effect on peel strength and cohesive failure mode is disproportionately large. Getting the addition sequence right matters: MPS added too early to a high-pH dispersion can hydrolyze and self-condense before it reaches the substrate, wasting the silane and leaving the adhesion mechanism to van der Waals forces alone.
Mercaptosilanes and Sulfur-Functional Silanes: The Tire Industry’s Most Valuable Chemical Tool
Sulfur-functional silanes occupy a narrow slice of the overall silane coupling agent portfolio but generate outsized commercial impact — primarily because one application, silica-reinforced passenger tire treads, consumes the vast majority of global output. Understanding why requires looking at both the chemistry and the factory-floor constraints that govern rubber compounding.
TESPT vs. MPTMS: Two Structures, Very Different Use Cases
The two commercially dominant sulfur-functional silanes are bis[3-(triethoxysilyl)propyl]tetrasulfide (TESPT, sold under the Si-69 equivalent designation by multiple producers) and 3-mercaptopropyltrimethoxysilane (MPTMS, also written MPTS). They share a sulfur-containing functional group but behave fundamentally differently in service.
TESPT carries a polysulfide bridge — typically a mixture of disulfide through tetrasulfide linkages, with S3 and S4 species predominating — flanked by two triethoxysilylpropyl anchors. That bifunctional architecture is what makes it indispensable in green tire compounding: the silanol-reactive triethoxysilyl ends condense onto precipitated silica surface hydroxyl groups during the high-temperature mixing stage (typically 140–160°C), while the polysulfide bridge donates sulfur into the rubber network during the separate vulcanization step. One molecule does two jobs simultaneously.
MPTMS, by contrast, carries a free thiol (-SH). It is more reactive and more chemically specific, which makes it useful where TESPT’s dual-function polysulfide chemistry would be either excessive or incompatible — polysulfide and silicone sealant adhesion to steel and aluminum substrates, gold nanoparticle surface functionalization for biosensor and electrochemical sensor platforms, and increasingly as a surface compatibilizer for metal sulfide cathode materials (lithium-sulfur, nickel-rich NMC) in next-generation battery research. MPTMS treat rates in sealant applications typically run 0.5–1.5% on filler, depending on substrate surface area and desired bond strength.
Why TESPT Dominates Green Tire Production
The silica/TESPT system is the technical foundation of what the tire industry calls the “green tire” — not environmental marketing, but a compound that achieves a fundamentally better balance of rolling resistance and wet grip than traditional carbon black reinforcement permits.
A silica-reinforced tread using TESPT at typical loading (5–10 phr TESPT for 60–80 phr precipitated silica, exact ratio depending on silica surface area, BET typically 160–200 m²/g) delivers rolling resistance reductions of 20–30% compared to equivalent carbon black compounds. Wet braking distance shortens by roughly 10–20% on standardized test surfaces. These are not small gains — in passenger car terms, the rolling resistance improvement alone translates to measurable fuel economy improvement over a tire’s service life.
TESPT-coupled silica tread compounds reduce rolling resistance by 20–30% versus carbon black reference compoundsTrue
This range is well-documented in published rubber compounding literature and OEM tire development data; actual improvement depends on silica loading, TESPT/silica ratio, mixing protocol, and base polymer. The range is realistic for passenger car tread applications, not a guaranteed absolute.
The trade-off managed through silane loading and mixing parameters is hysteresis distribution across the temperature range. Higher silane loading suppresses tan delta at 60°C (less rolling resistance heat) but can reduce the tan delta peak at 0°C (less wet grip). Compounders adjust TESPT level, mixing temperature profile, and coupling time to move the hysteresis curve — a process optimization that requires careful in-plant control rather than purely formulation adjustment.
Process Window and Scorch Risk
TESPT’s polysulfide linkage is what makes it work, and also what demands respect on the plant floor. Above approximately 170°C, premature sulfur release accelerates sharply — risk of scorch increases, and if mixing continues at elevated temperatures without adequate control, you get partial pre-crosslinking before the compound ever reaches the press. The consequence is scrapped batch material, cleaning downtime, and potential damage to internal mixer rotors if the compound locks up.
Industry practice — essentially universal in high-volume tire compounding — is two-stage mixing. The non-productive (NP) stage processes silica, TESPT, and polymer at 140–160°C to achieve silanization without triggering vulcanization. The productive (P) stage adds curatives at lower temperatures (below 105–110°C drop temperature). Dump temperature control in the NP stage is the single most critical process variable. A ten-degree overshoot is not a minor deviation; it can shift scorch time by several minutes and alter the final vulcanizate crosslink density enough to cause in-spec failure on hysteresis testing.
Blocked Mercaptosilanes: Better Processing, Same Performance
Free MPTMS has a persistent handling problem: thiol odor. Even at low treat rates, free -SH groups produce a working environment that is difficult to manage in open compounding areas. Blocked mercaptosilanes — where the thiol is protected as a thioester, octanethioate being the commercially prominent example — release the active thiol only at vulcanization temperatures. This eliminates the odor issue during mixing, reduces premature reaction with polymer, and allows tighter process control. Performance in terms of coupling efficiency and compound properties is equivalent to or better than free MPTMS in non-tire rubber articles (profiles, belts, seals). Adoption has grown steadily in technical rubber goods where environmental and safety compliance is under scrutiny.
Sulfur Rank Control in Production
For buyers sourcing TESPT equivalent grades, sulfur rank distribution — the ratio of S2 to S4 polysulfide species — directly affects vulcanization behavior. A supplier with poor rank control delivers batch-to-batch variation in available sulfur, which the compounder experiences as inconsistent crosslink density and shifting cure curves. SiliconChemicals produces TESPT equivalent grades via direct synthesis from triethoxymethylsilane and elemental sulfur under controlled reaction conditions, with sulfur rank distribution specified to ±5%. That specification is not cosmetic; it is what allows a tire compounder to set curative levels and mixing parameters with confidence that the silane is not the source of production variance.
Chlorosilanes, Alkylsilanes, and Fluorosilanes: Surface Engineering for Hydrophobicity, Release, and Nanofiller Treatment
Not every silane coupling agent is there to build a load-bearing chemical bridge between two dissimilar phases. A significant portion of industrial silane consumption is aimed at a different goal: redesigning the surface energy of a substrate — filler particle, stone facade, semiconductor wafer, or glass panel — without necessarily forming a covalent link to a polymer matrix. These surface-engineering silanes operate through the same silanol condensation chemistry, but the organic tail they leave behind is deliberately non-reactive. That distinction changes everything about how you specify, apply, and troubleshoot them.
Chlorosilanes and the Hydrophobic Treatment of Fumed Silica
Methyltrichlorosilane (MTCS), dimethyldichlorosilane (DMDCS), and trimethylchlorosilane (TMCS) are the workhorses of fumed silica hydrophobization. Each silanol group on a pyrogenic silica surface is highly polar; untreated fumed silica carries a surface energy in the range of 45–55 mJ/m² and absorbs moisture aggressively. Treatment with chlorosilanes — typically done in a fluidized-bed reactor at 300–400 °C with HCl scavenging — replaces those surface silanols with methyl groups, dropping surface energy into the 18–25 mJ/m² range. The exact value depends on treatment density, silane chain length, and residual silanol content.
The downstream consequences are concrete. In one-part silicone RTV sealants, hydrophilic fumed silica will interact with ambient moisture during storage, causing viscosity drift and premature gelation in the cartridge — a warranty problem and a waste problem simultaneously. Hydrophobic grades eliminate that instability. In HDI-based powder coatings, untreated silica agglomerates in the powder blend, creating uneven flow and anti-caking failure during storage above 35 °C; hydrophobic fumed silica disperses without moisture interference. PTFE composite seals used in aggressive chemical environments rely on hydrophobic silica to maintain dimensional stability under thermal cycling.

DMDCS tends to give higher methyl coverage than TMCS because it can react across two adjacent silanols; MTCS can cross-link at the surface and, if over-applied, will generate a brittle silicone oligomer layer that actually worsens dispersion. Treat rate control — typically 2–8% silane on silica weight, depending on BET surface area — matters more than people expect.
Long-Chain Alkylsilanes for PVC, Stone, and Concrete
Hexadecyltrimethoxysilane and octyltriethoxysilane carry C16 and C8 alkyl tails respectively. In PVC plastisols, precipitated calcium carbonate (PCC) treated with these silanes shows dramatically reduced moisture sensitivity and better compatibility with the plasticizer phase — important for automotive underbody coatings where moisture-induced blister formation is a field failure mode.
In facade protection, isobutyltrimethoxysilane (IBTMO) and n-octyltriethoxysilane are applied as dilute aqueous emulsions or cream formulations to brick, limestone, and concrete. Treatment depths of 5–20 mm are achievable depending on substrate porosity and application method. DIN EN 1504-2 certification requires water absorption reduction exceeding 90% by the Karsten tube or equivalent test, and most commercial facade systems built on these silanes meet that threshold on porous substrates. On dense concrete, penetration depth drops and performance guarantees narrow accordingly — something procurement teams specifying facade contracts should confirm with the applicator, not assume.
Fluoroalkylsilanes: Release Coatings and the PFAS Shift
Tridecafluorooctyltriethoxysilane (PFOTES) and its relatives push surface energy below 15 mJ/m², enabling release functions that no hydrocarbon silane can match. Semiconductor wafer dicing tape release, PDMS mold fabrication for microfluidic devices, and anti-fingerprint treatments on architectural glass all depend on the fluorocarbon tail’s exceptionally low surface tension.
Long-chain perfluoroalkyl silanes (C8+) are subject to PFAS regulatory scrutiny in the EU, US EPA, and several Asian markets as of 2024.True
C8 perfluoroalkyl substances fall under REACH SVHC listings and EPA PFAS action plans; this is driving formulation shifts to C4 and C6 fluorosilane alternatives across the electronics and construction sectors.
The industry is actively migrating toward shorter-chain C4 and C6 fluorosilanes, which show reduced bioaccumulation potential. Performance is close but not identical — oil-repellency in particular drops somewhat with shorter chains, and formulation adjustments are usually needed. Teams specifying these coatings should request explicit confirmation of chain length from their supplier, not rely on trade names.
Phenylsilanes for Optical and High-Temperature Silicone Applications
Phenyltrimethoxysilane and diphenyldimethoxysilane serve a structural role in silicone polymer synthesis rather than surface treatment of a particulate. Incorporating phenyl groups into polydimethylsiloxane (PDMS) chains raises the refractive index from approximately 1.40 toward 1.46–1.50, which matters for LED encapsulant matching and optical waveguide applications. Phenyl-modified silicones also maintain flexibility at higher continuous service temperatures — roughly 200–250 °C versus 150–180 °C for standard PDMS — because the phenyl group suppresses crystallization at the chain level. The trade-off is cost and slightly higher viscosity at equivalent molecular weight, which affects processing in potting and casting applications.
How to Select the Right Silane Coupling Agent: A Decision Framework for Formulators and Procurement Engineers
Choosing the wrong silane doesn’t just mean suboptimal adhesion — it means delamination at the press, filler agglomeration in the mixer, or a coating that peels in humidity testing six weeks before a product launch. The selection logic is not complicated, but it requires working through five distinct decision gates in sequence.
Step 1: Identify the Substrate Surface Chemistry
This is non-negotiable and frequently skipped. Siliceous substrates — glass fiber, precipitated silica, fumed silica, aluminum oxide — carry surface silanol groups (Si–OH) at densities typically between 4 and 8 per nm², which react readily with trialkoxysilanes under standard aqueous or dry-blend conditions. Almost any silane family will condense onto these surfaces given reasonable moisture and temperature.
Metallic substrates are a different problem. Bare steel has minimal hydroxyl density; without phosphate pretreatment or a chromate-free conversion coating, silane adhesion is patchy and durability under salt-fog cycling is poor. Aminosilanes have historically performed best here because the amine group provides secondary hydrogen bonding to metal oxide surfaces even where covalent siloxane density is limited. Titanium and aluminum oxide behave more like siliceous substrates and respond predictably to trialkoxysilane primers.
Organic substrates — carbon black, organic pigments, most polymer powders — offer almost no silane reactivity unless the surface has been plasma-treated, flame-oxidized, or corona-treated first. Specifying a silane for untreated carbon black is a cost with no return.
Step 2: Match the Organofunctional Group to the Polymer Matrix
The organofunctional end of the silane must either co-react with or be chemically compatible with the polymer system it is coupling into. The table below condenses field practice into a working reference.
| Polymer Matrix | Primary Recommendation | Secondary Option | Avoid |
|---|---|---|---|
| Epoxy resin | Epoxysilane (e.g., GPS) | Aminosilane | Vinylsilane |
| Polyurethane | Aminosilane | Epoxysilane | Fluorosilane |
| Polyolefin (crosslinked) | Vinylsilane | Methacryloxysilane | Aminosilane |
| Silicone rubber | Vinylsilane | Aminosilane | Mercaptosilane |
| Acrylic / UV-cure | Methacryloxysilane | Vinylsilane | Chlorosilane |
| Nylon / polyamide | Aminosilane | Epoxysilane | Mercaptosilane |
| SBR / tire compound | Mercaptosilane / TESPT | Aminosilane | Methacryloxy |
Step 3: Choose the Hydrolyzable Group
Methoxy-functional silanes hydrolyze faster — useful in size-bath applications or when short drying windows are imposed — but they release methanol during cure. OSHA’s TWA occupational exposure limit for methanol is 200 ppm; in enclosed compounding areas with limited ventilation, this demands extraction controls and air monitoring. Ethoxy silanes hydrolyze more slowly but liberate ethanol, which is far less of an exposure concern and often allows simpler ventilation compliance. Acetoxy silanes are self-catalyzing in moisture-cure sealant systems because acetic acid generated during hydrolysis accelerates the condensation reaction — though that same acidity can corrode sensitive substrates like copper leadframes if not formulated carefully.
Step 4: Determine the Application Method
Application method governs dilution level, pH, and pot-life management. Aqueous size baths for glass fiber sizing typically run at 0.1–2.0% silane by weight, pH adjusted to 3.5–5.5 to slow premature self-condensation; bath life drops sharply above pH 7 or above 25°C, so jacketed tanks with temperature control matter in hot climates. Dry blending onto filler means spraying neat silane onto tumbling filler at 0.5–2.0 wt% with residence time of 15–30 minutes at 100–120°C; under-mixing leaves silane-rich hot spots that cause streaks in the final compound. Integral blending in a twin-screw extruder is elegant but requires reactive extrusion capability — residence time, barrel temperature, and vent design all interact with silane hydrolysis kinetics. Vapor-phase deposition for microelectronic surface treatments is a separate specialty entirely, governed by vacuum equipment and wafer throughput rather than bulk chemical handling.
Step 5: Evaluate Purity and Specification Requirements
Electronics encapsulation and semiconductor packaging demand Na, K, and Fe each below 1 ppm and GC purity ≥98.5% — relaxing these specs to save a few dollars per kilogram is a false economy when a single wafer lot rejection costs more than a year’s silane purchases. Rubber compounding is far less demanding; GC purity ≥95% is workable for most tire and industrial rubber applications, and the cost difference is real.
The total silane coupling agent cost in a typical filled polymer formulation is less than 2% of raw material costTrue
At treat rates of 0.5–1.5 wt% on filler and silane prices of USD 4–20/kg for commodity grades, the silane contribution to formulation cost is small relative to base polymer and filler costs — yet adhesion, reinforcement efficiency, and moisture durability are disproportionately dependent on silane selection and dose.
Commodity aminosilanes and vinylsilanes typically price at USD 4–12/kg in bulk (volume and regional supply both affect the number); epoxysilanes and mercaptosilanes run USD 8–20/kg depending on grade and purity; fluorosilanes, owing to fluorine feedstock costs and smaller production scale, can reach USD 50–300/kg. For a procurement manager, the right framework is not minimizing silane unit cost but minimizing silane cost per unit of adhesion or reinforcement performance delivered — a 30% higher silane price can be irrelevant if it eliminates a surface-pretreatment step or halves scrap at the lamination press.
Industrial Application Deep-Dives: Composites, Construction Chemicals, and Electronics
The selection framework covered earlier only pays off when you trace silane chemistry through to actual production outcomes. Three sectors — wind energy composites, construction sealants, and semiconductor packaging — illustrate how dosage decisions and process discipline separate acceptable product from certified, long-life hardware. Two emerging areas are worth watching closely.
Wind Turbine Blade Glass Fiber Sizing
An 80–100 m blade carries roughly 15–25 tonnes of glass-fiber-reinforced epoxy laminate cycling through bending loads 10⁸ times over a 20-year service life. The glass-epoxy interface is the weak point. Standard practice uses glycidoxypropyltrimethoxysilane (GPS, often called γ-GPS or GPTMS) applied as part of the fiber sizing bath at approximately 0.3 wt% GPS in an aqueous solution that also contains a film former (typically polyurethane or polyester emulsion) and a textile lubricant to protect fibers during weaving and handling.
The chemistry is direct: GPS bonds to surface silanols on E-glass through siloxane linkages while its epoxide group reacts with amine or anhydride curing agents in the epoxy matrix, creating genuine covalent continuity across the interface. Properly sized fiber in a well-controlled blade laminate should achieve interlaminar shear strength (ILSS) exceeding 45 MPa — the threshold commonly cited in DNV-GL blade certification protocols.
What goes wrong in practice: sizing ages. GPS hydrolyzes on the fiber surface, and if the sized roving is stored in high-humidity conditions beyond six to nine months or the bath concentration drifts below roughly 0.15 wt%, bond density drops. Fatigue delamination starts at cut edges and ply drops, typically visible at three to five years of field operation rather than at the expected 20. Replacement cost for a 5 MW blade is not trivial; avoiding it with tightly controlled sizing chemistry is straightforward by comparison.

Silane-Terminated Polyurethane Sealants for Construction
European VOC Directive 2004/42/EC effectively forced the construction sealant market to move away from solvent-based polyurethane systems. The replacement technology is silane-modified polymer (SMP) sealant — sometimes called MS polymer or STPU — built on alkoxysilane-terminated prepolymers synthesized using isocyanatopropyltriethoxysilane (ICPTES) or similar endcappers.
Cure is moisture-activated: atmospheric humidity cleaves the alkoxysilane groups, generating silanols that condense to form a crosslinked silicone-urethane network without isocyanate exposure to the installer. This yields ISO 11600 Class F-25LM performance (±25% joint movement, low modulus) — adequate for curtain wall, concrete joints, and window perimeters — while meeting VOC limits well below 40 g/L. Low-modulus behavior matters for facades: a high-modulus sealant at a concrete expansion joint transfers stress into substrate edges rather than absorbing it, cracking the substrate over seasonal cycles.
Silane-terminated polymer sealants can meet ISO 11600 F-25LM classification with VOC content below 40 g/LTrue
SMP sealant chemistry eliminates reactive isocyanate groups and solvent carriers; published ISO 11600 test reports from multiple European sealant manufacturers confirm both classifications are achievable simultaneously.
Semiconductor Encapsulant Filler Treatment
Epoxy molding compounds for IC packages run at 85–92 wt% fused silica filler — that loading level is required for controlled coefficient of thermal expansion and thermal conductivity. The filler must be GPS-treated before compounding. Calculating treat rate from BET surface area is not optional here: typical fused silica used in encapsulants runs around 400 m²/kg, and achieving monolayer coverage requires approximately 0.5 wt% GPS on filler weight. Under-treat and you get filler agglomeration during melt mixing, voids at the filler-resin interface, and elevated moisture uptake. Over-treat creates excess silane that acts as a plasticizer, softening the cured compound.
The consequence is measurable: package warpage must stay below 150 µm to pass JEDEC J-STD-020 MSL1 qualification for surface-mount processing at 260 °C peak reflow. A poorly coupled filler system — even with the correct resin chemistry — will exceed that limit as the coefficient of thermal expansion mismatch at the interface rises with absorbed moisture.
Silicon Anode Treatment for Lithium-Ion Batteries
Silicon particles for next-generation anodes expand 300% volumetrically during lithiation. That volume change shreds the CMC/SBR binder network, and without surface treatment, capacity fade runs around 35–45% after 200 cycles at C/2 rate. Aminosilane treatment of the silicon particle surface creates an amine-functionalized interface that bonds more durably into the binder network, with reported fade dropping to the 12–18% range under comparable test conditions. This is early-stage commercially — production-scale sizing of nano-silicon particles introduces dust handling and dispersion challenges that are still being solved — but the electrochemical case is solid and procurement pipelines for specialty aminosilanes into battery materials are already forming.
Concrete Infrastructure Waterproofing
Isobutyltrimethoxysilane applied to bridge decks and parking garage slabs penetrates the concrete capillary structure and polymerizes in place, converting hydrophilic silanol groups on aggregate and cement paste to hydrophobic isobutylsiloxane surfaces. Applied at 200–400 mL/m² depending on concrete porosity and surface condition, the treatment reduces ASTM C1202 rapid chloride permeability from typical untreated values above 4,000 coulombs (classified as high) to below 1,000 coulombs (low). The practical output is reinforcing steel corrosion rate falls sharply enough to extend structural service life by an estimated 15–25 years — a range that depends heavily on original concrete quality, climate, and deicing salt exposure intensity. For a transportation authority managing 500 bridge structures, that means deferring major deck rehabilitation spending by a generation, which is why silane impregnation now appears explicitly in several national bridge maintenance specifications.
Quality Specifications, Storage, and Handling: What Industrial Buyers Must Verify Before Purchase
Silane coupling agents fail at the interface before they ever reach the plant floor — not because the chemistry is wrong, but because the material arrived off-spec, absorbed moisture in transit, or was stored in the wrong container. Procurement managers who treat silane sourcing as a commodity purchase discover this the hard way, usually mid-production run.
Purity Grades Are Not Interchangeable
GC purity requirements vary significantly by end-use, and conflating tiers is one of the most common specification errors in purchasing.
For rubber compounding and construction sealants, 95% purity (balance being isomers or low-level oligomers) is broadly acceptable. The margin exists because filler surface coverage is statistical, and minor oligomeric species do not materially disrupt coupling efficiency at typical treat rates of 0.1–2.0 wt% on filler.
Electronics encapsulants and structural adhesives demand 98.5% or better. Metal impurities become the governing constraint here — ionic contamination (sodium, iron, chloride) degrades long-term electrical insulation resistance and can initiate corrosion on bond pads. For electronics grades, require ICP-MS data on the CoA, not just total ash. Typical targets are below 5 ppm for sodium and below 1 ppm for iron, though exact limits depend on the specific device reliability class.
Optical coatings and semiconductor dielectric applications sit at 99.5%+ purity with correspondingly tight water content limits. Anything less introduces refractive index scatter or interferes with PECVD and spin-on processes where layer uniformity is measured in nanometers.
Water content by Karl Fischer is arguably the single most critical incoming QC parameter regardless of grade. Most commercial silane coupling agents should arrive at less than 0.05 wt% moisture. Above that threshold, hydrolysis begins in the drum — aminosilanes will oligomerize, vinylsilanes can cross-condense, and the effective active monomer concentration drops before a gram reaches your process. For APTES in particular, moisture uptake above 0.1 wt% during storage is enough to produce visible turbidity and a measurable drop in refractive index.
Reading a Certificate of Analysis Like an Engineer
A CoA that lists only “purity >98%” and a lot number is not a CoA — it is a label. Require the following on every shipment: GC purity with method reference, refractive index (to ±0.001 against the grade specification — a fast, non-destructive check your incoming QC lab can run in under two minutes), density at 25°C, Karl Fischer water content, appearance (APHA color value, with APHA <20 required for clear coating grades where yellowing is visually unacceptable), flash point, and batch-specific metal impurity data for any electronics-tier material.
Refractive index deserves emphasis. It is sensitive enough to catch gross adulteration, wrong-grade shipments, and significant hydrolysis — yet it requires only a benchtop refractometer. If your GPTMS batch reads outside the expected range (roughly 1.425–1.427 for typical commercial grades), hold the shipment regardless of the supplier’s stated purity.
Refractive index measurement is sufficient as the sole incoming QC test for silane coupling agents in most applications.False
Refractive index is a fast screening tool and will catch major deviations, but it cannot detect trace metal contamination, specific oligomeric species, or moisture at sub-0.05 wt% levels. Electronics and high-performance coating applications require Karl Fischer, GC purity, and ICP-MS as independent verification steps.
Packaging, Transit, and Shelf Life
Moisture-sensitive grades — essentially all aminosilanes and epoxysilanes — must ship in nitrogen-blanketed containers. For low-to-medium volumes, 200 L HDPE or stainless steel drums with pressure-relief bungs are standard. Stainless is preferred for chlorosilanes due to solvent-grade corrosivity concerns. High-volume commodity grades like VTMS and APTES move efficiently in 1,000 L IBC tanks, which reduces per-unit handling cost but requires your receiving area to transfer to nitrogen-sealed intermediate containers if the IBC will sit open for more than a few days.
Ocean freight temperature control matters. Most liquid silane coupling agents are stable across 5–30°C, but aqueous emulsion grades and pre-hydrolyzed solutions must not freeze — freeze-thaw cycling breaks emulsion stability permanently. VTMS carries a flash point of approximately 14°C, placing it in UN Class 3 flammable liquid transport; this requires hazmat-compliant packaging, appropriate shipping documentation, and often a surcharge on freight. APTES at roughly 96°C flash point and GPTMS at approximately 135°C are far less restrictive to ship. Know your product’s classification before quoting freight.
Neat liquid silane coupling agents in sealed original containers typically have a shelf life of 12–24 months, depending on storage temperature and drum integrity. Pre-hydrolyzed or aqueous solutions drop to 3–6 months maximum — often less in warm climates. Aminosilane solutions above pH 10 oligomerize progressively; if your formulation requires diluted APTES, prepare it fresh and use it within days, not weeks.
Supplier Qualification: What to Verify Beyond the Datasheet
ISO 9001 certification is a baseline expectation, not a differentiator. What actually separates reliable suppliers from opportunistic ones is batch-to-batch consistency data over time — ask for a minimum 12-month trend on GC purity and refractive index across production batches before placing a long-term supply agreement. Variance tighter than ±0.3 percentage points on purity and ±0.001 on refractive index across that period is achievable from a disciplined manufacturer.
Clarify minimum order quantities against sample availability upfront. Standard commercial grades from Chinese producers typically ship to European ports in 10–15 days for containerized loads, but specialty or high-purity grades may carry 3–4 week lead times depending on batch scheduling. Building a 30–45 day safety stock for critical-path production silanes is standard practice for plants that cannot absorb an unplanned substitution mid-campaign.
Frequently Asked Questions About Silane Coupling Agents
These questions come up repeatedly from formulators troubleshooting failed bonds, procurement teams qualifying new suppliers, and process engineers trying to understand why their filler treatment isn’t delivering expected performance. Answers here reflect real production conditions, not idealized laboratory scenarios.
What is the difference between a silane coupling agent and a silane crosslinker?
A coupling agent is bifunctional by design: the alkoxysilane end hydrolyzes and condenses with hydroxyl groups on an inorganic surface (glass, silica, mineral filler), while the organofunctional end reacts with the polymer matrix. The molecule physically bridges two incompatible phases. A crosslinker, by contrast, forms covalent network bonds between polymer chains — no inorganic surface is required.
The distinction blurs in practice. Vinyltrimethoxysilane (VTMS) in crosslinked polyethylene (XLPE) wire insulation functions primarily as a crosslinker, forming Si-O-Si bridges between grafted polyethylene chains after moisture exposure. Add silica filler to that same system and the same molecule starts contributing coupling functionality at the filler interface. The system context determines the dominant role. Specifying “coupling agent” or “crosslinker” without naming the target substrate and polymer matrix is operationally meaningless.
Can silane coupling agents be used on carbon fiber surfaces?
With significant caveats. Carbon fiber in its as-manufactured state has few surface hydroxyl groups — the chemistry that makes trialkoxysilanes so effective on glass or silica simply doesn’t have functional anchoring sites. Applying a standard aminosilane or epoxysilane to untreated carbon fiber produces a weakly physisorbed film that delaminates under load.
Oxidative surface treatment changes this. Anodic oxidation (the standard commercial process run inline at fiber plants) or wet chemical treatment with nitric acid introduces carboxyl, hydroxyl, and carbonyl groups on the fiber surface. Aminosilanes on oxidized carbon fiber do show measurable interlaminar shear strength improvement — typically in the range of 10–20% depending on fiber grade, sizing chemistry, and test method — but the gains are modest compared to what silanes achieve on glass fiber. Most high-performance carbon fiber composite manufacturers rely on proprietary epoxy-compatible sizings applied by the fiber producer. If you’re trying to add silane treatment downstream in your own facility, you’re solving a problem the fiber manufacturer already addressed more effectively upstream.
How do I calculate the correct silane loading for a mineral filler?
The starting point is the filler’s BET surface area. A practical working formula:
Silane wt% on filler = (BET surface area [m²/g] × coverage requirement [g silane/m²]) × 100
For APTES (3-aminopropyltriethoxysilane) on precipitated silica with BET = 200 m²/g, monolayer coverage runs approximately 0.0028–0.0033 g/m² depending on molecular packing assumptions. That puts theoretical monolayer loading at roughly 0.56–0.66 wt% on filler. In practice, most formulators run 0.5–1.0× monolayer — underdosing wastes coupling efficiency, overdosing deposits unreacted silane that can act as a plasticizer or moisture reservoir.
For silica with BET surface area of 200 m²/g, theoretical APTES monolayer coverage is approximately 0.5–0.7 wt% on filler.True
Calculated from standard BET-based silane loading methodology using APTES molecular weight ~221 g/mol and accepted monolayer footprint of ~0.45–0.50 nm² per molecule. The range reflects packing geometry assumptions and is consistent with published silane treatment literature.
Actual optimal loading often differs from theoretical by 15–30% and depends on filler moisture content, mixing energy, temperature during treatment, and whether you’re treating filler dry or in slurry. Always validate with a small-scale screening design before scaling to plant quantities.
Why does my silane solution gel or turn milky during preparation?
Both symptoms indicate premature hydrolysis and condensation — you’re forming siloxane oligomers or particles before the silane contacts the substrate. Common causes in production: water temperature exceeding 40°C, solution pH outside the 3.5–5.5 window needed for controlled hydrolysis, methoxy-grade silane solutions left standing more than 6–8 hours, or accidental contamination with alkaline wash water in the mixing vessel.
The fix is straightforward: prepare solutions fresh, buffer pH with dilute acetic acid (1–2% v/v), keep water temperature at 20–30°C, and use ethoxysilane grades when slower hydrolysis kinetics are needed. Gelled silane cannot be rescued — it must be discarded. On a production line running continuous filler treatment, a gelled batch means either a line stop or off-spec product. Neither is acceptable when silane typically represents less than 1% of formulation cost but governs final product performance.
Are silane coupling agents compatible with waterborne systems?
Yes, with formulation discipline. Triethoxysilane grades hydrolyze more slowly than methoxy grades, which gives better bath life in aqueous coatings and adhesives — relevant when a coating line runs a single batch over a multi-hour shift. Pre-hydrolyzed silane oligomers, particularly oligomeric aminosilanes, offer the best stability in waterborne dispersions because the reactive Si-OH groups are already formed and partially condensed into a more stable intermediate structure.
For complete hydrolysis of monomeric alkoxysilanes, maintain a minimum water-to-silane ratio of 5:1 by weight. Below this threshold, hydrolysis is incomplete and coupling efficiency drops. Waterborne construction primers and glass fiber sizings routinely use this chemistry at commercial scale; the process is reliable when temperature, pH, and dilution ratio are controlled.
What is the typical lead time and minimum order quantity from SiliconChemicals?
Standard commodity grades — APTES, VTMS, GPTMS, and most high-volume mercaptosilanes — are available from stock. Orders from 200 kg through full container load (FCL) ship within 7–10 business days of order confirmation. Electronic-grade and high-purity specialty silanes require 15–25 business days due to additional quality testing and documentation. For customers running initial formulation qualification or scale-up trials, sample quantities of 0.5–5 kg are available with technical data packages and direct support from application engineers familiar with your end-use segment. Lead times for repeat FCL orders with scheduled delivery frameworks can be compressed further through blanket purchase agreement arrangements — worth discussing if your consumption is predictable on a quarterly basis.