Delamination, premature fiber pull-out, and moisture-induced strength loss are not random production failures — they trace back to one root cause: glass or carbon fiber surfaces that won’t bond chemically to a polymer matrix. When that interface fails, the entire structural premise of fiber-reinforced plastic collapses. A composite rated for 50,000 load cycles might fail at 12,000. Scrap rates climb, warranty claims follow, and the cost difference between a properly treated fiber and an untreated one stops looking like a chemistry problem and starts looking like a margin problem.
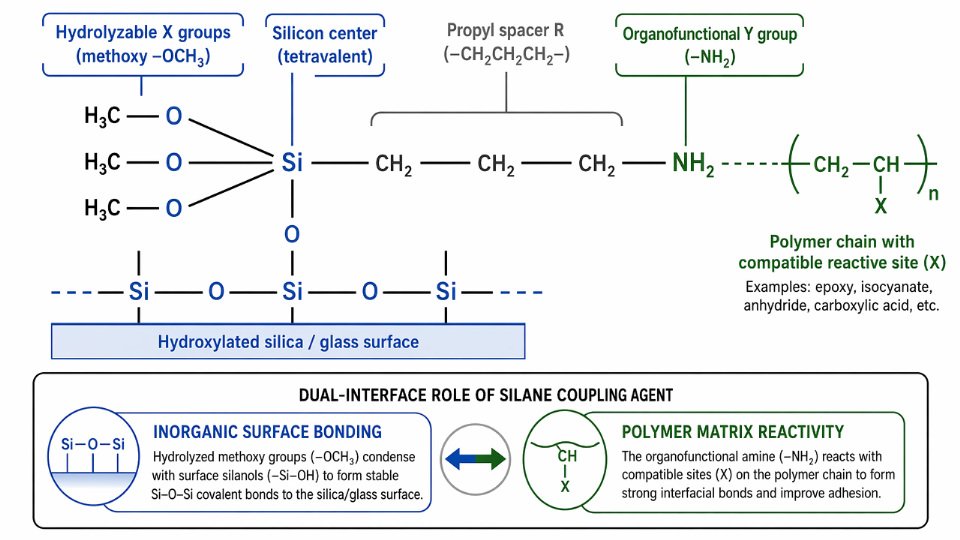
Silane coupling agents are bifunctional organosilicon molecules that bridge the chemical incompatibility between inorganic fiber surfaces and organic polymer matrices in FRP production. One end hydrolyzes and forms covalent Si-O-Si bonds with hydroxyl groups on glass or mineral fiber; the other end reacts with the resin system — epoxy, polyester, vinyl ester, or polyurethane. Applied at loadings typically between 0.1% and 1.5% by weight of reinforcement, they routinely improve interfacial shear strength by 30–150%, depending on fiber type, resin chemistry, and surface preparation quality.
What makes silane treatment genuinely interesting to engineers is how much performance leverage sits in such a small intervention. The chemistry happens fast — trialkoxysilane hydrolysis and condensation onto a glass surface takes seconds to minutes under the right pH window — yet the bond it creates, a covalent Si-O-Si network exceeding 400 kJ/mol in strength, outlasts almost every other aspect of the composite’s service life. Understanding exactly why that bond forms, when it fails to form, and how to specify the right silane for a given resin system is what separates FRP production that performs from FRP production that merely processes.

Molecular Mechanism: How Silane Coupling Agents Bond Glass Fibers to Polymer Resins
The performance gains silane coupling agents deliver in FRP are not incidental — they follow directly from a sequence of well-defined chemical reactions. Understanding each step lets you diagnose failures, optimize process conditions, and choose the right silane grade rather than defaulting to a generic aminosilane because it worked once on a different laminate.
Step 1 — Hydrolysis: Converting Alkoxy Groups to Reactive Silanols
A trialkoxysilane arrives at the glass surface carrying two or three alkoxy groups — most commonly methoxy (-OCH₃) or ethoxy (-OC₂H₅) — that are chemically inert toward the fiber and the resin on their own. Contact with water or surface-adsorbed moisture triggers hydrolysis, cleaving each Si-OR bond and generating a silanol group (Si-OH) while releasing methanol or ethanol as the byproduct.
Rate depends on three variables you can actually control. pH matters most: the reaction is fastest in the range of pH 3.5–5.5, which is why sizing bath pH is routinely buffered with dilute acetic acid. Outside that window — particularly above pH 7 — hydrolysis slows markedly and self-condensation of the silane in solution accelerates, producing oligomeric particles that deposit unevenly on fiber surfaces. Temperature has a secondary effect; raising the bath from 20 °C to 50 °C roughly doubles hydrolysis rate, though it also compresses the working window before premature condensation occurs. Alkoxy chain length matters too: methoxysilanes hydrolyze 3–5× faster than their ethoxy analogs under equivalent conditions, which is consequential when you’re running a high-speed roving or chopped-strand line where fiber dwell time in the sizing bath is measured in fractions of a second.
Step 2 — Condensation onto the Substrate Surface
Once silanol groups form, they condense with the hydroxyl-rich surface of glass (Si-OH groups) or alumina-containing mineral fillers (Al-OH groups), releasing water and forming covalent Si-O-Si or Si-O-Al bonds. These bonds carry dissociation energies exceeding 400 kJ/mol — substantially stronger than the van der Waals interactions a bare fiber surface relies on.
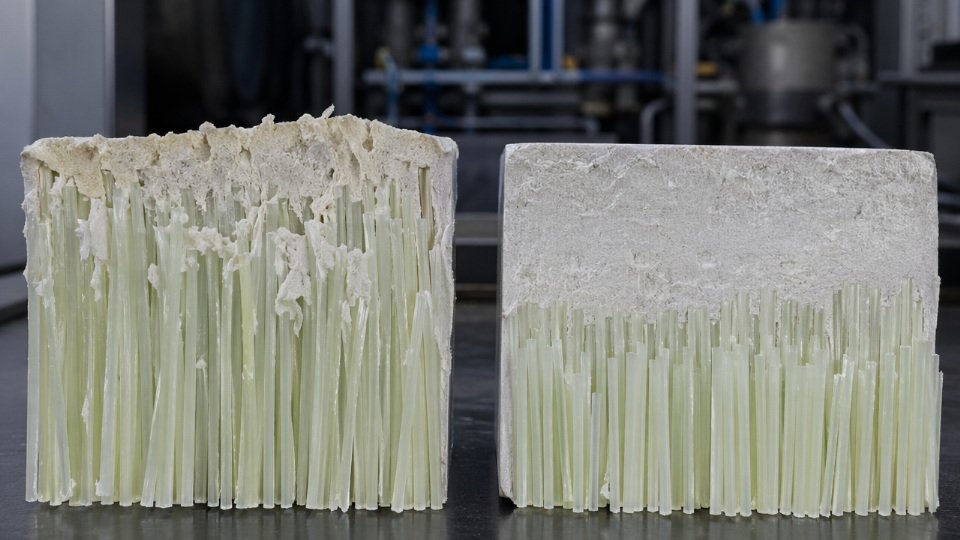
Not every silanol condenses with the substrate. Some react with neighboring silanol groups, building a cross-linked polysiloxane network anchored to the glass at multiple attachment points. The practical target is a treatment layer roughly 2–5 molecular monolayers thick. Thinner than that and surface coverage is incomplete, leaving bare glass patches that initiate debonding under stress. Thicker than that and the excess silane forms a weak, cohesively poor boundary layer that actually reduces interfacial shear strength — a counterintuitive failure mode that shows up as poor wet retention and low short-beam shear values even though coupling agent was applied generously.
Optimal silane treatment thickness is 2–5 molecular monolayers; applying more does not improve and typically degrades interfacial shear strength.True
Excess silane forms a cohesively weak polycondensate boundary layer. Studies on E-glass/epoxy systems consistently show a strength peak at sub-monolayer to ~5-monolayer coverage, with measurable decline at heavier deposits.
Step 3 — Organofunctional Reaction with the Polymer Matrix
The silane’s other end — the organofunctional group — is engineered to react with the specific resin being cured. An aminosilane contributes primary amine groups that react with epoxide rings during cure. A methacryloxypropyl silane copolymerizes into unsaturated polyester or vinyl ester networks via free-radical addition. A glycidoxysilane introduces epoxy functionality that reacts with both amine hardeners and the glass-side siloxane network simultaneously. A mercaptosilane provides thiol groups reactive toward sulfur-vulcanized rubbers and certain UV-cure systems.
Matching organofunctional group to resin chemistry is not optional. An aminosilane applied to a polyester/styrene system delivers virtually no covalent bonding to the matrix — it may actually interfere with cure by scavenging acidic catalyst — while the correct vinylsilane or methacrylsilane treatment on the same fiber can improve interfacial shear strength by 30–150% depending on loading level (typically 0.1–1.5% by weight of reinforcement), fiber architecture, and cure conditions.
The Interphase Zone: More Than a Bond Line
The result of all three steps is not simply a thin adhesive layer — it is a distinct interphase region roughly 5–50 nm thick. This zone has a modulus and fracture toughness that gradient from the stiff inorganic fiber outward to the bulk resin, distributing stress across a finite volume rather than concentrating it at a sharp geometric discontinuity. Under cyclic or impact loading, this gradient arrests crack propagation that would otherwise travel along a bare fiber-matrix interface in microseconds. That crack-arrest behavior is why treated-fiber laminates retain a far greater fraction of dry mechanical properties after water immersion — the interphase keeps stress from reaching the hydrolytically vulnerable glass surface.
Hydrolytic Stability and Why Aggressive Environments Demand Different Chemistry
The Si-O-Si network is stable across a wide service range, but it is not unconditional. Below pH 3 and above pH 10, acid- or alkali-catalyzed hydrolysis reverses the condensation reactions, progressively degrading bond density at the fiber surface. Standard monosilane treatments are adequate for most ambient-exposure laminates, but parts destined for chemical plant service, marine immersion, or alkaline concrete environments require a different approach.
Bis-silane coupling agents — molecules carrying two trialkoxysilyl groups flanking a central organofunctional bridge — generate a denser, more cross-linked siloxane network at the surface because each molecule forms more anchoring bonds simultaneously. Oligomeric silane formulations take this further: pre-hydrolyzed and partially condensed before application, they deposit a thicker, more coherent film that resists hydrolytic attack at both pH extremes. The trade-off is higher raw material cost and tighter bath management requirements, but for components rated for 10–25 years in aggressive service, that cost is trivially small relative to the replacement cost of a failed structural part.
Matching Silane Functional Groups to FRP Resin Systems: Selection Engineering Guide
Getting the silane chemistry wrong costs more than the coupling agent is worth. A vinylsilane on an epoxy matrix, for instance, delivers almost no reactive bonding — the vinyl group has nothing to react with during an amine-anhydride or amine cure cycle. You get marginal improvement over bare fiber, pay for a surface treatment step, and still ship parts with delamination risk. Selection engineering starts with one question: what chemistry is actually happening at the fiber-matrix interface during cure?
Epoxy Resin Systems
Epoxy dominates structural FRP — aerospace layups, wind blade spar caps, pressure vessels, tooling. Two silane families dominate here. Aminosilanes, particularly 3-aminopropyltriethoxysilane (the A-1100 type), carry a primary amine that reacts directly with epoxide rings during cure. The amine doesn’t just sit at the interface as an adhesion promoter — it becomes a node in the crosslink network itself, which is why interlaminar shear strength (ILSS) gains of 50–80% over untreated glass are realistic rather than optimistic, depending on fiber sizing compatibility and resin cure schedule. Glycidoxysilanes (A-187 type, 3-glycidoxypropyltrimethoxysilane) offer an alternative route: the epoxy-functional silane co-reacts with matrix hardener, useful when surface pH or humidity conditions make amine silanes prone to carbamation during storage. In practice, many glass fiber sizings for structural epoxy applications blend both chemistries at the fiber manufacturer level, but when you are applying a coupling agent in your own plant — re-treating chopped strand, for example — the aminosilane is the more forgiving and widely proven choice.
Aminosilane treatment of glass fiber in epoxy FRP can improve ILSS by up to 80% versus untreated fiberTrue
This improvement reflects the amine group's direct participation in epoxy crosslinking at the fiber-matrix interface, supported by published composite testing data comparing treated and untreated glass/epoxy laminates under ASTM D2344 short-beam shear protocols.
Unsaturated Polyester and Vinyl Ester Systems
Marine hulls, filament-wound pipe, civil pultruded profiles — these are almost all unsaturated polyester (UPE) or vinyl ester (VE), cured by free-radical initiation. The silane must carry an unsaturated organic group that co-polymerizes with the styrene-unsaturated polyester backbone during radical cure. Vinyltrimethoxysilane handles lower-performance applications; 3-methacryloxypropyltrimethoxysilane (A-174 type) is preferred where adhesion under wet conditions matters, because the methacrylate group co-polymerizes more efficiently with typical MEKP-initiated UPE systems. Typical loading is 0.3–0.8 wt% on fiber weight — the exact figure depends on fiber surface area, finish type, and whether the silane is applied as a direct treatment or incorporated into a size. Going above 0.8% often wastes material through thick silane multilayers that are mechanically weaker than either the fiber or the covalently bonded monolayer underneath.
Operational warning: Methacrylsilane solutions are sensitive to premature polymerization. Keep diluted treatment baths below 25°C, avoid direct sunlight, and use inhibitor-containing grades if bath residence time exceeds two hours.
Polyurethane and Thermoplastic Nylon (PA) FRP, Including LFT
Long-fiber thermoplastic compounds are processed at 250–320°C depending on PA grade and PU system. Isocyanatosilanes react with surface hydroxyls and amines on both the fiber and matrix. Aminosilanes also work with nylon matrices through hydrogen bonding and amine-amide compatibility, though the thermal stability of the silane’s organic functionality must be verified — aliphatic aminosilanes begin losing functionality above roughly 220–240°C under extended dwell, so processing temperature and screw residence time directly affect the residual coupling efficiency arriving at the mold. Volatile byproducts from alkoxy hydrolysis (methanol from methoxysilanes, ethanol from ethoxysilanes) require adequate ventilation at the compounding extruder; methanol evolution in enclosed systems is both a process safety and regulatory issue, not a minor footnote.
Phenolic, BMI, and High-Temperature Thermosets
Standard aminosilanes and glycidoxysilanes degrade progressively above 220°C, which is a problem for phenolic laminates cured at 150–180°C with post-cure above 200°C, and a serious problem for bismaleimide systems with service temperatures reaching 230°C or beyond. Phenylaminosilanes and bis-trialkoxysilyl hybrid systems (where two silane ends bracket a thermally stable organic bridge) retain interfacial integrity at these temperatures. The aryl backbone in phenylaminosilane has substantially lower thermal mobility than aliphatic chains, which reduces bond degradation under sustained heat load. These grades cost 30–60% more than commodity aminosilanes — but in a BMI aerospace part, the cost delta is trivial against the consequence of delamination in post-cure.

Silane Selection Reference Table
| Resin System | Recommended Functional Group | Typical Grade / Type | Target Loading (wt% on fiber) | Primary Performance Gain |
|---|---|---|---|---|
| Epoxy (thermoset) | Amino, Glycidoxy | A-1100 type, A-187 type | 0.3–0.6% | ILSS +50–80%; wet retention |
| Unsaturated polyester / vinyl ester | Vinyl, Methacryloxy | Vinyltrimethoxysilane, A-174 type | 0.3–0.8% | Wet flexural strength; hydrolytic resistance |
| Polyurethane (thermoset & TPU) | Isocyanato, Amino | Isocyanatosilane grades | 0.4–0.7% | Bond strength to polar urethane matrix |
| Nylon / PA (LFT, GMT) | Amino | A-1100 type, high-thermal variants | 0.3–0.6% | Impact and tensile retention after processing |
| Phenolic, BMI, high-temp thermoset | Phenylaminosilane, bis-silane hybrids | High-temp specialty grades | 0.4–0.8% | Thermal stability above 220°C; retention of ILSS |
Loading ranges depend on fiber specific surface area, presence of existing sizing, application method (bath treatment vs. direct spray), and target end-use environment. Wet service conditions consistently push loading toward the upper end of each range.
Application Methods in Industrial FRP Production: Sizing, Finish, and Direct Treatment
Getting silane chemistry right at the molecular level means nothing if the application method deposits it unevenly, at the wrong concentration, or under conditions that cause premature condensation before the fiber ever reaches the laminating line. Three distinct industrial routes exist, each with its own process window, failure modes, and quality control logic.
Sizing Bath Application During Fiber Drawing
This is the dominant route for glass fiber — and for good reason. Silane is incorporated into an aqueous sizing formulation at 0.1–0.5 wt% (concentration depends on silane type, fiber tex, and downstream resin system) alongside film-formers, lubricants, and antistatic agents. The sizing is applied continuously as fiber is drawn at speeds ranging from 10 to 60 m/s through an applicator shoe or roller. At those velocities, contact time with the fiber surface is measured in milliseconds, which means the silane must already be at the correct pH (3.5–5.5) and partially hydrolyzed before it hits the glass — it cannot hydrolize on the fly.
After application, the sized fiber is wound and dried at 110–150°C for periods that typically range from 30 minutes to several hours, depending on package density and moisture target. The goal is to drive off water and initiate condensation of the silanol groups onto the glass surface without over-curing the organic functional groups needed for resin bonding.
The critical engineering constraint here is forward compatibility: the silane functional group must be specified for the resin system the fiber manufacturer’s customer intends to use. An aminosilane sizing is incompatible with polyester resin because the amine reacts with the styrene monomer and causes surface inhibition. A methacrylsilane sizing is largely wasted in an epoxy lay-up. This means a glass fiber producer selling into multiple markets either maintains separate sizing lines or accepts that some customers will need post-treatment — an expensive fallback.
Post-Treatment of Woven Fabrics and Chopped Strand Mat
Fabrics that have been heat-cleaned (burned off or solvent-extracted to remove original sizing) or chopped strand mats that received a generic sizing can be re-treated by immersion, spray, or padding in aqueous silane solution at 0.2–1.0 wt%, then dried and cured at 100–130°C.
The single biggest process risk here is silane agglomeration. If concentration drifts above roughly 1.0 wt%, or bath pH rises above 6 (carbonate contamination from hard water or airborne CO₂), silane oligomers begin to self-condense in solution before reaching the fiber surface. The result is a thick, mechanically weak polysiloxane layer sitting on top of the fiber rather than covalently bonded to it.
Secondary silane aggregation on fiber surfaces can reduce adhesion efficiency by up to 40% compared to a properly deposited monolayer.True
Thick polysiloxane multilayers are cohesively weak and fracture within the interphase rather than at the fiber-matrix interface, consistently reducing measured ILSS in published pull-out and short-beam shear studies.
Uniform coverage requires bath circulation, controlled temperature (typically 20–30°C for the bath itself), and regular pH monitoring — ideally every 30–60 minutes in continuous production. Spray application can achieve more consistent add-on weights than immersion for heavy woven rovings, but requires calibrated nozzle pressure and coverage overlap patterns validated by XPS spot mapping.
Integral Blending into Resin Compound
For short-fiber-filled composites, SMC (sheet molding compound), and BMC (bulk molding compound), silane is added directly into the resin mix at 0.5–1.5 wt% relative to filler weight — a higher loading than sizing methods because in-situ migration to the fiber or mineral filler surface during mixing and cure is inherently less efficient than pre-applied surface treatment. Not all silane molecules find an interface.
The practical advantage is logistics: no separate fiber treatment line, no aqueous bath to maintain, no drying oven. In a high-throughput SMC plant producing compound continuously, eliminating one process stage has real scheduling and capital value. The tradeoff is that silane distribution in the compound relies on shear mixing, resin viscosity, and cure temperature profile — variables that fluctuate more than a controlled sizing bath. Resin formulators typically run ILSS benchmarks against pre-treated fiber to quantify the efficiency gap before committing to integral addition.
Process Control Parameters and Quality Indicators
A properly silane-treated glass surface should exhibit a water contact angle below 10° if the treatment is intended to maintain hydrophilicity for polar resin systems, or above 70° if it has been hydrophobized for polyolefin matrices. Anything in between often signals incomplete coverage or contamination.
Beyond contact angle:
- XPS (X-ray photoelectron spectroscopy) confirms the presence and ratio of Si, C, and N signals at the surface; it can detect whether functional groups have survived drying without thermal decomposition
- FTIR-ATR identifies Si-O-Si stretch bands and residual Si-OH peaks, giving a qualitative read on degree of condensation
- Short-beam shear test (ILSS per ASTM D2344 or ISO 14130) is the production-floor workhorse — fast, inexpensive, and directly relevant to laminate performance
A common production schedule runs ILSS checks on one sample per batch or per shift, with XPS used quarterly or when a new silane lot is introduced.
Common Application Defects and Corrective Actions
| Defect | Root Cause | Detection | Corrective Action |
|---|---|---|---|
| Thick, brittle silane layer | Bath concentration too high (>1.0 wt%) or pH too high | Contact angle inconsistency; ILSS scatter | Reduce concentration; recheck and adjust bath pH to 4–5 |
| Residual alcohol plasticizing interphase | Insufficient drying temperature or dwell time | FTIR shows residual alkoxy peaks; tacky feel of mat | Increase drying temperature to 120–130°C; extend dwell |
| Premature condensation / bath gelling | pH drift above 6.0 or bath temperature exceeding 35°C | Visible turbidity in bath; rising viscosity | Replace bath; add dilute acetic acid; chill bath if needed |
| Patchy coverage on woven fabric | Spray nozzle fouling or uneven roller pressure in padding | XPS spot mapping shows concentration variance | Clean/replace nozzles; calibrate nip pressure uniformly |
Residual alcohol is particularly insidious because it does not always show up in routine ILSS tests at room temperature — it can act as a plasticizer that reduces interphase Tg and causes performance drops only under elevated-temperature service conditions or after moisture aging. If a laminate is meeting cold ILSS targets but failing hot-wet retention specs, check the drying step before blaming the resin.
Quantified Performance Impact: Mechanical, Durability, and Weathering Data for Silane-Treated FRP
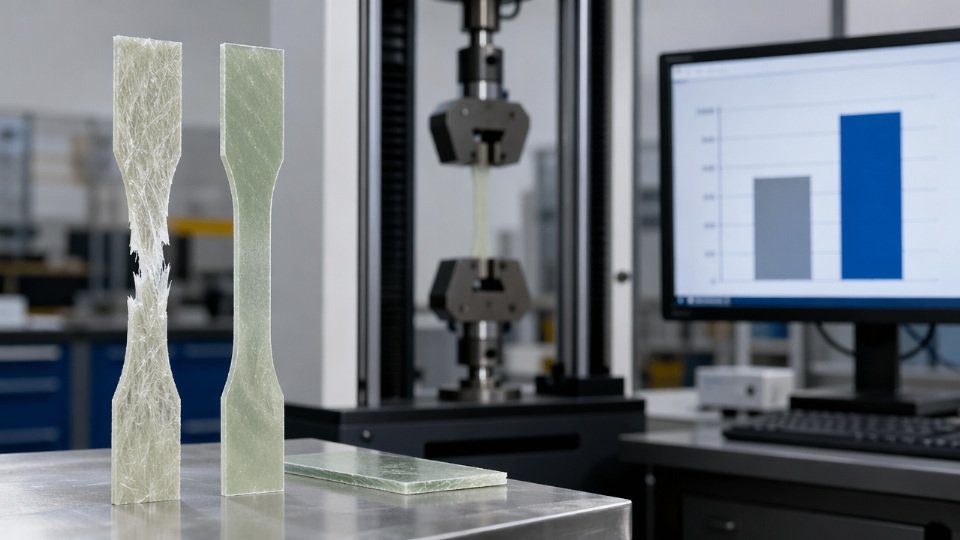
The case for silane coupling agents is not abstract chemistry — it shows up directly in tensile test reports, delamination failures in the field, and warranty claims on pressure vessels. Understanding the magnitude of these effects, and what process variables govern them, is what separates informed specification from guesswork.
Tensile and Flexural Strength Gains
At the same fiber volume fraction, silane-treated glass/epoxy composites typically achieve tensile strengths in the range of 700–1,200 MPa, while untreated equivalents fall between 450–750 MPa. The spread within each band depends primarily on fiber volume fraction (40–65% is typical in structural laminates), fiber architecture (woven versus unidirectional), and matrix cure completeness. Flexural modulus improvements of 15–40% are consistently reported across both glass/polyester and glass/epoxy systems — the lower end of that range comes from short-fiber compression-molded parts where fiber alignment dominates; the upper end appears in filament-wound or pultrusion-grade products where interface efficiency is the limiting variable.
The mechanism is direct: a well-bonded interface transfers load efficiently from the relatively compliant matrix into the high-stiffness fiber. Without that chemical bridge, stress concentrations accumulate at the fiber surface under load and initiate premature matrix cracking at strains well below the theoretical failure point.
Interlaminar Shear Strength: The Sharpest Diagnostic
ILSS is the metric engineers should watch first when evaluating interface quality, because it isolates the fiber-matrix bond from fiber-dominated properties. Untreated glass/epoxy laminates typically show ILSS values of 18–25 MPa. A well-optimized aminosilane treatment on the same system raises that to 38–55 MPa — an improvement of 60–120% depending on silane loading (typically 0.3–0.8% by weight of fiber), application uniformity, and cure conditions.
For structural panels in pressure vessels or pipe fittings, this is not a marginal gain. An ILSS below 30 MPa in a filament-wound vessel operating under combined hoop and axial stress creates a credible delamination risk at stress concentrations around nozzle openings. Specifying and verifying the correct aminosilane finish before fiber procurement — not after a batch of rejects — is the operationally sound approach.
Aminosilane treatment of glass fibers can improve interlaminar shear strength by 60–120% compared to untreated glass in epoxy matrix composites.True
This range is consistent with reported values across peer-reviewed composite materials literature examining short-beam shear test data for aminosilane-treated glass/epoxy systems at comparable fiber volume fractions.
Hydrothermal Aging Resistance
Water is the long-term enemy of glass fiber composites, and the fiber-matrix interface is where degradation begins. After 1,000 hours of immersion at 70°C — a standard accelerated aging protocol that approximates years of service in humid or submerged environments — silane-treated glass/polyester composites retain 75–90% of their dry tensile strength. Untreated samples from the same layup retain only 45–60%.
The mechanism is twofold. Silane treatment forms a hydrophobic organofunctional layer at the fiber surface that slows capillary water transport along the fiber-matrix interface. It also replaces the relatively weak physical adsorption bonds between sizing and resin with covalent Si-O-Si linkages that resist hydrolysis even at elevated temperatures. The practical consequence: in pipe rehabilitation liners, marine structural components, and cooling tower internals, correct silane specification directly extends inspection intervals and structural service life.
Fatigue Life Extension
Cyclic loading governs design in wind turbine blades, automotive leaf springs, and high-pressure pulsating pipe systems. Silane treatment shifts the S-N fatigue curve of glass/epoxy laminates by roughly half a decade in cycle life at equivalent stress amplitudes. At a stress level that causes untreated laminates to fail at around 10⁵ cycles, treated equivalents routinely survive past 10⁵·⁵ cycles under the same test conditions. The driver is crack initiation suppression at the interface — without a strong chemical bond, debonding begins early and propagates quickly under repeated loading.
Surface Quality in Class A Applications
In automotive body panels and marine gelcoat applications, poor fiber-matrix adhesion telegraphs fiber architecture to the surface — a defect known as fiber print-through. Properly silane-treated and processed panels achieve surface roughness (Ra) values of 0.5–2 µm; undertreated or mis-specified panels commonly measure 3–8 µm Ra under the same molding conditions. The difference is visible under oblique lighting and requires rework or rejection. Silane treatment alone does not guarantee a Class A surface — mold temperature uniformity and cure shrinkage management matter too — but poor silane specification reliably prevents achieving it regardless of how well everything else is controlled.
Silane Coupling Agents Across Key FRP End Markets: Wind Energy, Automotive, Marine, and Construction
Silane chemistry does not operate in a vacuum. The functional group you specify, the hydrolysis conditions you control, and the bond durability you demand are all dictated by the end application. Five sectors illustrate this dependency clearly — and each one punishes mis-specification differently.
Wind Energy: Fatigue and Moisture Over 25–30 Years
Wind turbine blades are the single largest FRP end market by volume, and the engineering requirements are among the most demanding in the industry. Blades ranging from 60 to 107 m in length undergo tens of millions of load cycles across a design life of 25–30 years, often in coastal or offshore environments where relative humidity stays above 80% and salt spray is continuous.
The spar cap — the primary structural load-carrying element — is typically glass or carbon fiber in an epoxy matrix. Epoxy-functional silanes (glycidoxypropyltrimethoxysilane being the standard workhorse) form covalent glycidyl ether linkages with the epoxy network, giving bond strengths that survive the hygrothermal cycling that degrades untreated interfaces within a few years. Bis-amino silanes find use where wet layup or infusion processes involve slower cure cycles, because their higher reactivity with the fiber surface offsets the extended open time. The practical consequence: delamination at the spar cap-to-shear-web bond line, one of the most common blade failure modes, correlates directly with silane treatment quality. A blade that passes static load testing can still fail in fatigue at 3–5 years if the fiber sizing was undersized or the silane was mis-matched to the epoxy system.
Automotive and Transportation: High-Temperature PA Processing
Short-glass-fiber-reinforced polyamide 66 (PA66-GF30 or GF50) has become a structural workhorse in under-hood components, seat frames, and front-end modules. The processing window matters here: barrel temperatures during injection molding typically run 270–300°C, and the silane sizing on the glass fiber must survive that thermal exposure without degrading to the point where the fiber-matrix interface is compromised.
Aminosilane sizings — specifically those with secondary or hindered amine structures — are preferred because they form stable amide-like bonds with the polyamide backbone while resisting thermal hydrolysis at processing temperatures. The payoff is measurable: properly silane-treated GF30 PA66 composites can achieve 50–70% mass reduction versus equivalent steel stampings while retaining the energy absorption characteristics required under FMVSS crash standards. Get the silane wrong — for instance, using a methacryl silane optimized for polyester rather than the aminosilane specified for PA — and notched Charpy impact strength drops by 30–50%, which is a structural compliance problem, not just a performance footnote.
Silane-treated short-glass-fiber PA66 composites can achieve 50–70% weight reduction versus steel while meeting FMVSS crash energy absorption requirementsTrue
Published composite lightweighting studies and OEM structural programs consistently report 50–70% mass savings for GF-reinforced PA66 versus steel in equivalent structural applications, with the silane treatment being a necessary condition for the mechanical properties required under FMVSS 214 and 301 impact standards.
Marine and Infrastructure: Hydrolytic Stability in Immersion Service
Glass/vinyl ester and glass/polyester laminates have been the backbone of marine and chemical plant infrastructure for decades. Boat hulls, buried pipe, chemical storage tanks, and offshore platform gratings all share one operating condition: prolonged or permanent liquid contact. In seawater immersion or chemical service, the silane bond at the fiber-matrix interface is exposed to hydrolytic attack continuously.
Methacrylsilane and vinylsilane sizings are the standard choices here, because both form stable covalent bonds with unsaturated polyester and vinyl ester networks through free-radical crosslinking. The hydrolytic stability of the Si-O-Si bond network formed during sizing application — achieved at pH 3.5–5.5 during the fiber finishing process — is what ultimately governs whether a glass/vinyl ester pipe achieves its 20–50 year design life in a brine injection service or starts to show wall weeping at year 8. Field experience in chemical plant piping consistently shows that switching to lower-cost, improperly matched sizings shortens effective service life by 30–40% and triggers unplanned shutdowns that cost far more than the silane savings ever justified.
Construction and Civil Engineering: Alkaline Concrete Attack
GFRP rebar is now formally specified in ACI 440.1R and fib Bulletin 40 as a non-corrosive alternative to steel in bridge decks, marine structures, and parking garages. The durability challenge is specific: concrete pore solution runs at pH 12.5–13.5, a strongly alkaline environment that attacks both the glass fiber and the fiber-matrix interface aggressively.
Silane treatment is the primary defense at the interface level. The silane bond must remain intact under sustained alkaline exposure for the 50–100 year design lives now being specified for infrastructure. Aminosilane and epoxy-silane combinations with high Si-O-Si network density — achieved through optimized condensation during sizing — show the best resistance to pore solution penetration. Bond-to-concrete performance, which ACI 440 quantifies as a development length requirement, depends not just on rebar surface texture but on whether the outermost resin layer remains fully adhered to the fiber. Loss of silane bond integrity translates directly to reduced composite action between rebar and concrete, which is a structural capacity issue.
Electronics and PCB Laminates: Dielectric Precision
FR-4 laminate — woven E-glass cloth in a brominated or halogen-free epoxy system — is the substrate for the vast majority of printed circuit boards globally. The FRP requirements here are not mechanical in the conventional sense; they are electrical and dimensional. Dielectric constant (Dk) and dissipation factor (Df) must remain stable across thermal cycling from -55°C to +130°C, and z-axis expansion must be controlled tightly to prevent plated through-hole fatigue.
Aminosilane and epoxy-functional silane sizings on the woven E-glass are specifically formulated to minimize interfacial voids and moisture uptake — both of which raise Dk and Df. Any silane loading excess that creates non-bonded silane oligomers at the interface introduces a moisture absorption pathway, which in a high-speed digital PCB application causes signal integrity failures that are nearly impossible to trace back to a chemistry problem without detailed materials analysis. This is a sector where silane specification is handled at the glass fabric weaver level, but procurement engineers sourcing finished laminate should understand that fabric sizing quality directly affects PCB electrical performance.
Silane Coupling Agent Supply Chain, Grades, and Procurement Intelligence for FRP Manufacturers
Buying the wrong grade, storing it incorrectly, or switching suppliers mid-production run are three procurement decisions that regularly show up as delamination failures and scrap spikes on the FRP plant floor — not in a purchasing report. Getting silane procurement right requires understanding what the spec sheet actually means in production terms.
Key Commercial Grades and When Purity Tier Matters
Five silane coupling agents cover the majority of FRP applications:
| Common Name | CAS Number | Primary FRP Use |
|---|---|---|
| 3-Aminopropyltriethoxysilane (APTES) | 919-30-2 | Epoxy, phenolic, polyamide matrices |
| 3-Glycidoxypropyltrimethoxysilane (GPTMS) | 2530-83-8 | Epoxy, polyurethane, moisture-cure systems |
| 3-Methacryloxypropyltrimethoxysilane (MPS) | 2530-85-0 | Unsaturated polyester, vinyl ester, acrylic |
| Vinyltrimethoxysilane (VTMS) | 2768-02-7 | Polyethylene, polypropylene, cross-linked systems |
| 3-Mercaptopropyltrimethoxysilane (MPTS) | 4420-74-0 | Sulfur-cured rubber, polysulfide, epoxy |
Purity grades run 98%, 99%, and 99.5%+. The 98% industrial grade is adequate for most direct-treatment and finish applications where the silane is diluted to 0.1–2.0% aqueous solution before contact with fiber. Step up to 99%+ when running continuous sizing baths: low-level oligomeric contaminants in 98% material accumulate in recirculating bath chemistry over a shift and can shift bath pH outside the 3.5–5.5 hydrolysis window. The 99.5%+ optical/electronic grade is rarely justified for structural FRP unless the end product has optical clarity requirements or strict color specifications — the price premium is real and the performance delta in ordinary glass/epoxy laminates is negligible.
Specification Parameters That Actually Protect You at Goods Receipt
Purity by GC is the primary incoming QC check. Require ≥98.0% for industrial grades; for sizing-bath-critical applications specify ≥99.5% and make it a contractual hold point, not a preferred value. Moisture content matters more than most buyers realize — keep it below 200 ppm in sealed containers. Above that threshold, hydrolysis begins in the drum, generating silanol oligomers that reduce active coupling sites before the material ever contacts a fiber. Color by APHA should be below 20 for clarity-sensitive sizing formulations; yellowed material at APHA 50–80 is not automatically off-spec for mechanical performance but signals thermal degradation or contamination history worth investigating. Specific gravity and refractive index are fast, instrument-free checks that flag adulteration or batch mix-up without waiting for GC results — keep reference ranges from your qualified supplier’s CoA on file and check every drum.

Packaging, Storage, and the Oligomerization Risk
Standard packaging runs 25 kg and 200 kg drums for most FRP operations. High-volume continuous sizing lines — typically consuming 500 kg or more per week — shift to 1,000 kg IBCs, which reduce handling touches and nitrogen-blanketing labor. Shelf life in factory conditions is typically 12–24 months in sealed containers stored below 25°C away from any moisture source. That range depends heavily on how well the drum seal is maintained after first opening. A single humid day’s exposure, with a loosely seated bung on a 200 kg drum, is enough to initiate surface oligomerization. The practical consequence: coupling efficiency measured by interfacial shear strength can drop 15–40% from a partially hydrolyzed batch compared to fresh material — enough to push a borderline laminate below spec without any visible warning sign at lay-up.
Even small moisture ingress into a sealed silane drum can reduce coupling efficiency by 15–40% through premature oligomerization before the silane contacts any fiber surface.True
Trialkoxysilanes hydrolyze in the presence of water to form silanols, which condense into oligomeric or polymeric siloxanes. These oligomers have reduced reactivity toward glass fiber hydroxyl groups compared to monomeric silanols generated in a controlled sizing bath, directly reducing the density of covalent Si-O-Si bonds formed at the interface and measurable as lower interfacial shear strength.
China’s Organosilicon Cluster Advantage and What It Means for Lead Times
China produces roughly 60–70% of global organosilicon intermediates, with integrated production clusters concentrated in Jiangxi, Zhejiang, and Shandong provinces. The structural advantage for FRP buyers is vertical integration: producers like SiliconChemicals run the full chain from chlorosilane synthesis through functional silane production under one roof. That integration is not a marketing claim — it translates directly into 2–4 week lead times for standard grades and price stability during raw material cycles that whipsaw non-integrated toll manufacturers. By contrast, Western specialty chemical distributors sourcing from third-party producers typically quote 6–12 weeks for the same grades, with price volatility tied to upstream silicon metal and methanol markets they do not control.
Total Cost of Ownership: Where Silane Sits in the FRP Cost Stack
Silane coupling agents typically represent less than 1–3% of total FRP raw material cost by value, depending on resin system, fiber loading, and application method. That share is small enough that procurement teams sometimes treat it as a commodity where the lowest-price bid wins. The downside risk is asymmetric. Correct silane specification and application can reduce composite scrap rates by 5–15% — in a facility running high-value structural parts, that scrap reduction alone can recover the annual silane spend several times over. Properly treated laminates also support longer warranty coverage and open the door to premium pricing in wind blade spar caps, aerospace-adjacent automotive structures, and marine hulls where certified mechanical performance is a differentiator. The silane line item is small; its leverage on the finished product’s value and rejection rate is not.
Sustainability, Regulatory Compliance, and Next-Generation Silane Technologies for FRP
Regulatory Drivers Reshaping Silane Selection on the Plant Floor
The hydrolysis chemistry that makes trialkoxysilanes functional also generates byproduct alcohols, and those alcohols carry real occupational exposure obligations. Methoxysilanes release methanol (OSHA PEL 200 ppm, 8-hour TWA); ethoxysilanes release ethanol (OSHA PEL 1000 ppm). On paper, ethoxysilanes look safer by a factor of five. In practice, sizing bath temperatures of 40–60 °C accelerate hydrolysis, and poorly ventilated fiber-winding or pultrusion lines can push methanol concentrations into non-compliant territory within an hour of operation starting. Several European composite manufacturers have already shifted their indoor glass-fiber sizing specifications from methoxysilane to ethoxysilane systems for exactly this reason, accepting a modest trade-off in hydrolysis rate for a more defensible air-quality baseline.
The next step forward — now commercially available from a handful of specialty silane producers — is acetoxy-functional silanes and oligomeric pre-hydrolyzed silane systems. Acetoxy silanes release acetic acid rather than alcohol. Acetic acid is pungent and requires its own ventilation discipline, but its vapor pressure is substantially lower than methanol at typical process temperatures, and its detection threshold is practically its own early-warning system. Oligomeric silanes (polysiloxane-based pre-condensates) go further: they arrive partially pre-reacted, so the remaining alcohol release during sizing is reduced by roughly 60–80% versus monomeric equivalents. Equally important, the pre-condensed interphase layer they form shows improved hydrolytic stability — a meaningful durability gain for marine and civil infrastructure FRP that spends decades in humid or immersed service.
REACH, SVHC Screening, and the Documentation Burden OEMs Actually Impose
EU REACH registration covers the primary aminosilanes, epoxysilanes, and vinylsilanes used in FRP sizing at volumes that require full registration dossiers — not merely notification. For a procurement manager supplying Tier-1 automotive or wind-turbine OEMs in Europe, that means every incoming silane lot needs a current Safety Data Sheet aligned to REACH Annex II, a confirmed absence of SVHC substances above 0.1% w/w in the article, and ideally a Declaration of Conformity traceable to a registered REACH dossier number. Chinese integrated suppliers operating under ISO 9001 and ISO 14001 certification are increasingly capable of providing this documentation package as standard — not as a special request. The distinction matters: a supplier who produces documentation on demand is one audit cycle behind; a supplier whose quality system generates it automatically is a procurement risk you do not have to manage.
Key FRP silane coupling agents including aminosilanes and epoxysilanes are registered under EU REACH, requiring full registration dossiers at commercial production volumes.True
EU REACH Regulation (EC) No 1907/2006 requires registration of substances manufactured or imported above 1 tonne per year; major FRP silane coupling agents meet this threshold and are registered accordingly.
Bio-Based Silanes and Natural Fiber Composites
Natural fiber FRP — flax, hemp, basalt — is growing in automotive interior panels and construction board applications where embodied-carbon metrics are becoming procurement criteria. The problem is that natural fibers have highly hydrophilic surfaces with variable hydroxyl density, and standard glass-fiber silane protocols transfer poorly. Emerging furfuryl-functional and itaconate-functional silanes, derived partly from bio-based feedstocks, are designed to bond to both the cellulosic fiber surface and bio-derived resin matrices. In wet-state testing, optimized silane treatment of natural-fiber composites shows 15–25% retention improvement in tensile strength after water immersion — the gap between that and an untreated composite is often the difference between a structural and a decorative application classification.
Multi-Scale Reinforcement: Silane as the Bridge Between Nano and Macro
Adding silane-functionalized graphene oxide or carbon nanotubes at 0.1–0.5 wt% to conventional glass-fiber/epoxy systems produces synergistic interlaminar toughness gains of 20–40%, depending on dispersion quality and the specific silane functional group used to graft the nano-reinforcement. The silane serves two simultaneous roles: it prevents agglomeration of the nano-filler in the resin bath, and it covalently links nano-reinforcement to the surrounding matrix, turning what would otherwise be a stress-concentration site into an additional load-transfer zone. The practical ceiling on these gains is almost always dispersion quality rather than silane chemistry — which is why the surface area and functionalization density of the GO or CNT feedstock matters as much as the silane itself.
Frequently Asked Questions About Silane Coupling Agents in FRP Production
Engineers and procurement managers working with FRP regularly encounter process decisions where getting the chemistry wrong costs real money — scrapped laminates, field delamination, or a sizing reformulation that pushes out a production launch by weeks. These answers are written for those situations.
Can I use the same silane coupling agent for both epoxy and polyester FRP?
No, and this is one of the most operationally costly mistakes in FRP formulation. Aminosilanes — the A-1100 family (3-aminopropyltriethoxysilane) — are optimized for epoxy systems because the primary amine reacts directly with epoxide groups, forming covalent bonds across the interface during cure. Use that same aminosilane in a free-radical polyester or vinyl ester system and the amine acts as a cure inhibitor, consuming peroxide initiator and producing soft, under-cured interphase zones. The result is not a marginal ILSS drop — you can see bubbling, surface tack, and cohesive failure patterns that are expensive to diagnose if you don’t immediately suspect the silane selection.
For polyester and vinyl ester systems, methacrylsilane (A-174, 3-methacryloxypropyltrimethoxysilane) or vinylsilane (A-151/A-172) are the correct choices. These contain unsaturated organic groups that co-polymerize directly into the growing polymer chain during free-radical cure, establishing a true covalent bridge rather than a physical contact zone.
Aminosilane coupling agents retard free-radical cure in polyester FRP when used at standard glass-fiber treatment levels.True
Primary amines are well-documented free-radical inhibitors; they scavenge peroxy radicals and interrupt the styrene or vinyl ester polymerization cascade, reducing cross-link density near the glass surface regardless of the silane's inorganic bonding performance.
How much silane coupling agent should I apply to glass fiber?
The industrial target for sizing bath treatment is 0.2–0.5 wt% silane on glass fiber weight (on-glass basis), though the right point within that range depends on fiber diameter, sizing bath temperature, and the specific silane’s molecular weight. Below roughly 0.2%, you leave bare silanol-rich glass surface exposed — moisture ingress and weak spots are the predictable consequence. Above about 0.5–0.8%, the deposited silane layer exceeds monolayer-to-thin-multilayer coverage and becomes mechanically brittle. That thick silane interphase can actually crack under shear loading before either the fiber or the matrix fails, reducing ILSS rather than improving it.
FTIR and XPS surface analysis are the reliable verification tools. On a production floor where those aren’t available for every batch, a quick water contact angle measurement on treated versus untreated fiber gives a rapid pass/fail signal that requires nothing more than a goniometer and about five minutes.
What is the difference between a silane coupling agent and a silane sizing?
A silane coupling agent is a pure bifunctional organosilicon compound — one reactive end bonds to glass, the other bonds to polymer resin. A sizing is a complete aqueous formulation applied to fiber at the bushing, containing the silane as its adhesion-promoting active ingredient alongside film-formers (typically polyurethane or polyester dispersions), lubricants, antistatic agents, and chopping aids. The sizing protects fiber during downstream textile processing. Specifying “a silane for our glass fiber” when you mean a full sizing system is a common source of confusion between fiber processors and resin formulators, and it produces mismatched interfacial chemistry when the film-former polymer is incompatible with the end-use resin.
How do I test whether a silane treatment has worked on my glass fiber?
Three methods, roughly in order of speed and cost. Water contact angle gives an immediate qualitative signal — treated fiber surfaces show distinctly different wetting behavior. ILSS short-beam shear testing per ASTM D2344 gives a quantitative mechanical result that directly reflects interfacial performance; expect treated versus untreated differences of 30–80% depending on resin system, with the result depending on fiber volume fraction and test geometry. SEM examination of fracture surfaces is the most diagnostic: cohesive failure (resin coating visible on fiber after breaking) confirms the interface is stronger than the matrix, while clean fiber surfaces after fracture (adhesive failure) point directly to insufficient or incompatible silane treatment.
Are silane coupling agents safe to handle in FRP manufacturing?
Standard industrial hygiene controls apply. Most FRP-grade silanes have low acute oral toxicity — LD50 values typically above 1,000 mg/kg in animal studies — but they are skin and eye irritants at handling concentrations, so nitrile gloves and splash goggles are non-negotiable. Local exhaust ventilation at the sizing bath and any open mixing station keeps inhalation exposure well-managed. The specific concern with methoxysilanes is methanol release during hydrolysis. In a poorly ventilated sizing preparation area, methanol can accumulate; OSHA sets a PEL of 200 ppm TWA and your monitoring program should include periodic air sampling near bath agitation points, not just an initial commissioning check.
How does silane treatment affect the recyclability of glass-fiber-reinforced thermoplastics?
Silane coupling agents used in PA-GF and PP-GF compounds are thermally stable well within the 240–300 °C processing windows typical of those systems. They do not prevent mechanical recycling. What matters practically is what happens to interfacial strength through regrind cycles: silane-treated recycled compound typically retains 70–85% of virgin ILSS after two regrind passes, because the covalent silane bond survives re-melting and re-solidification largely intact. Untreated recycled material with the same fiber length distribution drops to roughly 45–60% of virgin ILSS — the interface was already weak, and shear-induced fiber breakage during reprocessing compounds the loss. That gap is directly relevant to anyone writing recycled-content specifications for lightweighting programs, where maintaining structural predictability in recycled compound is a real qualification hurdle.