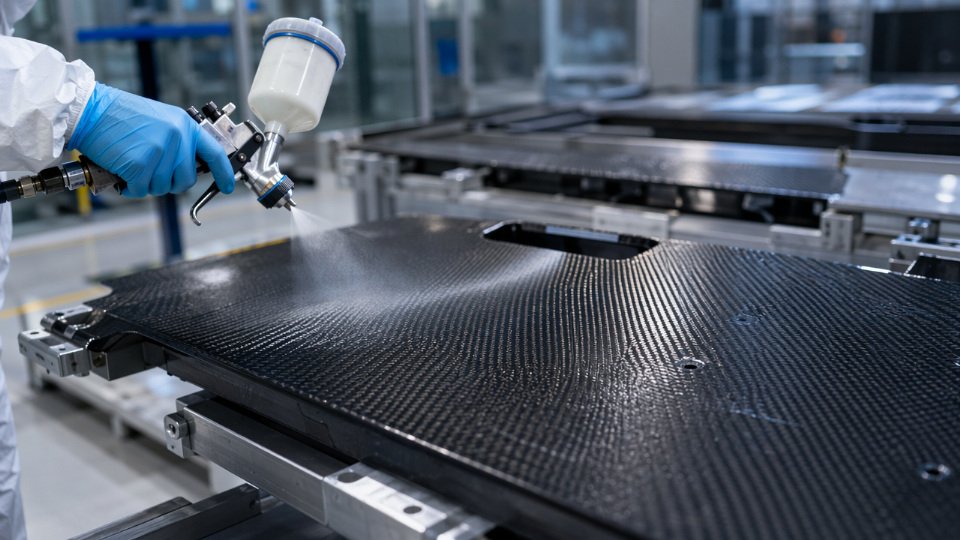
Composite parts delaminating at the fiber-glass interface. Coating adhesion failing after a single humidity cycle. Rubber compounds losing tensile strength six months into service. Each of these failures traces back to the same root cause: two chemically incompatible surfaces — typically an inorganic mineral and an organic polymer matrix — forced into contact without a reliable molecular bridge. The rework cost alone can run into thousands of dollars per production batch, and that ignores line stoppages, warranty claims, and the slower damage to supplier relationships.
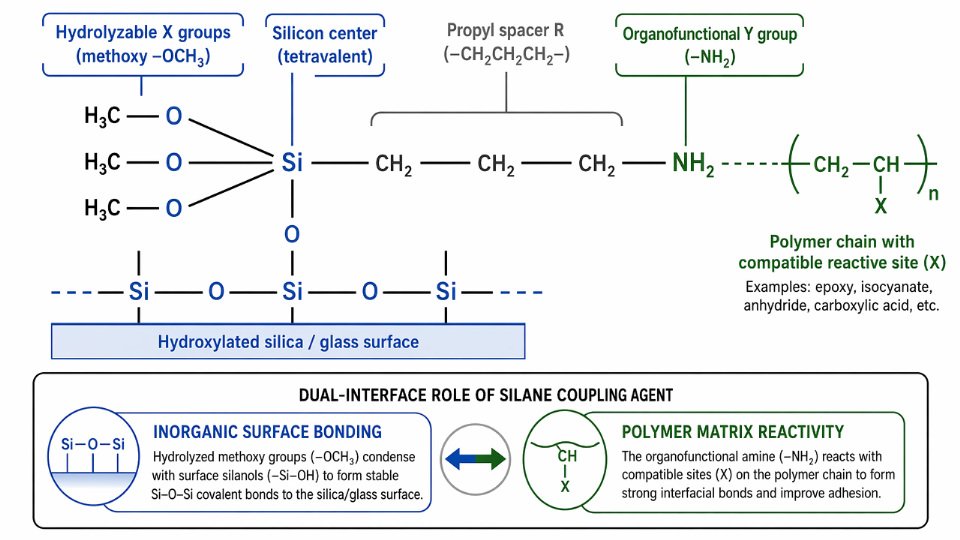
A silane coupling agent is a bifunctional organosilicon molecule that bonds chemically to both inorganic substrates (glass, silica, metals, minerals) and organic polymer matrices. One end hydrolyzes in the presence of moisture to form silanol groups that condense with surface hydroxyl groups on the inorganic phase; the other end carries an organofunctional group — amine, epoxy, methacrylate, vinyl, or others — that reacts directly with the polymer. The result is a covalent molecular bridge across what would otherwise be a weak, moisture-sensitive physical interface.
What makes these molecules genuinely interesting from an engineering standpoint is how much performance leverage a very small addition delivers. Typical loadings on glass fiber run between 0.1 and 1.0 wt% relative to filler weight — yet getting that fraction wrong by even half a percent, or choosing the wrong organofunctional group for your resin system, can mean the difference between a composite that passes qualification and one that fails on the press. The chemistry looks simple on a data sheet. The process discipline required to use it correctly is anything but.

Molecular Architecture: How the Two Functional Ends Are Structured and Why Each Matters
The general formula tells you almost everything you need to know before you order a single kilogram: R'(CH₂)ₙ–Si(OR)₃. Strip that down and you have three distinct zones — the hydrolyzable alkoxy shell around silicon, a short methylene spacer, and an organofunctional head group tuned to a specific polymer chemistry. Getting any one of those zones wrong for your application means poor adhesion, accelerated delamination under humidity, or a cured composite that fails mechanical qualification at room temperature. Understanding each zone in enough depth to match it to your substrate and resin is the fastest way to eliminate trial-and-error sourcing costs.
The Hydrolyzable Inorganic-Reactive End
The three –OR groups bonded to silicon are the molecule’s anchor to inorganic surfaces — glass fiber, silica filler, mineral substrate, metal oxide. They must first hydrolyze to silanols (–Si–OH) in the presence of moisture, then condense with surface hydroxyl groups to form stable Si–O–surface bonds.
Which alkoxy leaving group you specify has concrete processing consequences.
Methoxy (–OCH₃) hydrolyzes fastest. At pH 4–5 and 25 °C, trimethoxysilanes typically show a hydrolysis half-life toward the lower end of the 10–60 minute range — often under 15 minutes for small alkoxy groups — making them the natural choice for fast-cure sheet molding compound (SMC) lines or adhesive systems where open time is short. The byproduct is methanol, which carries regulatory and ventilation implications in enclosed processing environments.
Ethoxy (–OC₂H₅) hydrolyzes more slowly, releasing ethanol instead of methanol. That slower rate is not a liability — it actually improves bath stability in glass fiber sizing operations, where a silane solution may sit in a flooded applicator for hours. Ethoxysilanes dominate glass fiber sizing chemistry for exactly this reason. The tradeoff: downstream cure cycles may need a slightly longer or warmer pre-cure dwell to drive condensation to completion.
Acetoxy (–OCOCH₃) hydrolyzes rapidly but releases acetic acid, which limits its use to specific one-component sealant formulations — typically room-temperature-vulcanizing (RTV) silicone sealants — where the acid byproduct is acceptable or even beneficial for cure. Specify it in rubber compounding or filled composite sizing and you risk acid-catalyzed degradation of the filler surface or resin.
Alt text: Molecular structure diagram of a trialkoxysilane coupling agent showing the inorganic-reactive silanol end, flexible alkyl spacer, and organofunctional end
The Methylene Spacer and Why n = 3 Is the Industrial Default
The –(CH₂)ₙ– chain between silicon and the organofunctional group is not decorative. At n = 1, the organofunctional group sits close enough to silicon that steric crowding can interfere with both surface condensation and polymer reaction simultaneously. At n = 3 — the propyl spacer found in the vast majority of commercial grades — there is sufficient conformational flexibility for the inorganic end to bond to the surface while the organic end reaches into and reacts with the polymer matrix. Longer spacers (n = 6 or 8) appear in specialty grades designed to reduce crosslink density or improve toughness, but they represent a small fraction of industrial volume.
The Organofunctional End Matched to Polymer Chemistry
This is where most sourcing decisions get made — or get made wrong.
| Organofunctional Group | Primary Reactive Partners | Typical End-Use System |
|---|---|---|
| Amino (–NH₂, –NH–) | Epoxy resins, isocyanates, anhydrides | Epoxy composites, polyurethane adhesives |
| Glycidoxy (epoxide) | Amines, anhydrides, hydroxyl resins | Structural epoxy, powder coatings |
| Methacryloxy | Unsaturated polyester, acrylic monomers | SMC, BMC, GFRP via free-radical cure |
| Mercapto (–SH) | Sulfur-cure rubber, polysulfide | Tire compounds, rubber-to-metal bonding |
| Vinyl | Peroxide or Pt-catalyzed silicone; polyester | Wire and cable insulation, silicone rubber |
A common field error is specifying an aminosilane in a free-radical-cured unsaturated polyester system. The amine quenches free radicals, inhibits cure at the fiber-matrix interface, and produces a soft interphase zone that fails in shear long before the bulk resin does. The consequence logic is straightforward: wrong organofunctional group → incomplete interfacial cure → delamination under cyclic load, often only visible after environmental conditioning.
Pre-Hydrolyzed Oligomeric Grades and Shelf-Life Tradeoffs
Monomeric trialkoxysilanes are inherently prone to self-condensation once hydrolysis begins. A trimethoxysilane solution prepared at too high a concentration or left standing too long will form oligomeric or polymeric siloxane species that deposit as thick, poorly bonded siloxane layers rather than a controlled monolayer. Some commercial products are deliberately supplied as pre-hydrolyzed oligomers — partially condensed silane chains with residual silanol groups capped for stability. These oligomers offer more uniform surface coverage on high-surface-area fillers (precipitated silica, fumed silica), better reproducibility across production batches, and meaningful shelf-life advantages over monomeric grades in humid climates.
Pre-hydrolyzed oligomeric silanes provide more consistent surface coverage on high-surface-area fillers than freshly prepared monomer solutions.True
Oligomeric silanes have already undergone controlled partial condensation, reducing the variability introduced by on-site hydrolysis conditions such as water quality, pH drift, and temperature. Peer-reviewed surface characterization studies using XPS and TGA confirm more uniform carbon loading on silica surfaces treated with oligomeric grades under industrial conditions.
The practical implication for procurement: if your mixing room temperature swings seasonally or your process water pH is not tightly controlled, an oligomeric grade reduces your interfacial quality variance without requiring tighter process controls. The per-kilogram cost is modestly higher — typically in the range of 10–25% depending on functional group and supplier — but the reduction in off-spec composite scrap often justifies that premium within the first few production runs.
Step-by-Step Reaction Mechanism: From Hydrolysis to Covalent Interfacial Bonding
Understanding the mechanism at each stage lets you diagnose why a treatment line is underperforming — whether the fault lies in the mixing tank, the oven, or the substrate prep — rather than defaulting to “change the silane grade” as a first response.
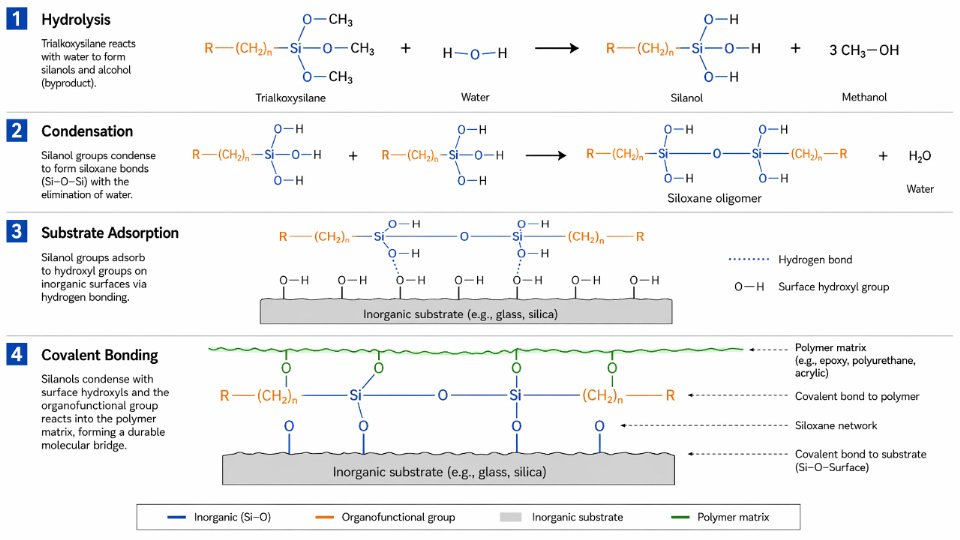
Alt text: Four-stage reaction flowchart: hydrolysis, condensation, substrate adsorption, covalent bonding to polymer matrix
Stage 1 — Hydrolysis: Converting Alkoxy Groups to Reactive Silanols
When a trialkoxysilane contacts water, each alkoxy group (–OCH₃ or –OC₂H₅) hydrolyzes to a silanol (Si–OH), releasing methanol or ethanol as a byproduct. This looks simple on paper; in practice it controls everything downstream.
pH matters enormously. Triethoxysilanes hydrolyze fastest in the pH 4–5 window — half-lives of roughly 10–30 minutes at 25°C, lengthening to 40–60 minutes as pH climbs toward neutral, depending on the specific alkoxy group size and steric environment around silicon. Acidifying the bath with dilute acetic acid to reach pH 4–5 is standard practice for good reason. Temperature accelerates the reaction: raising from 20°C to 40°C roughly halves the half-life, but also accelerates the competing condensation in Stage 2, so most production lines run 20–30°C for better process control.
Water-to-silane ratio needs to be stoichiometrically sufficient — at least 3 moles of water per mole of trialkoxysilane for complete hydrolysis — but excess water beyond that is largely neutral as long as concentration is managed.
Stage 2 — Condensation and Oligomer Formation in Solution
Freshly formed silanols are reactive toward each other. Two Si–OH groups condense to form a Si–O–Si siloxane linkage with loss of water. At concentrations above roughly 2% in aqueous solution, this self-condensation accelerates to the point where oligomeric networks precipitate as a gel before the silane ever reaches the substrate surface. Working at 0.5–2% aqueous solution keeps the equilibrium toward small, mobile oligomers — reactive enough to adsorb and bond, fluid enough to wet the substrate uniformly.
A silane coupling agent solution at 5% concentration will deliver a thicker, stronger interphase on glass fiber than a 1% solution.False
Higher concentration accelerates self-condensation and gelation in solution, producing irregular multilayer deposits with poor cohesive strength. The interphase becomes mechanically weaker, not stronger. Optimal treatment is a controlled near-monolayer, achieved at 0.5–2% concentration.
Pot life is a real operational variable. A freshly prepared triethoxysilane bath at pH 4–5 and 1% concentration is typically usable for 4–8 hours before oligomer growth makes it unreliable. Mix only what you will use in that window.
Stage 3 — Adsorption onto the Inorganic Substrate
Before any covalent bond forms, the silanol groups hydrogen-bond to surface hydroxyls on the substrate — Si–OH on glass, Al–OH on aluminum oxide, Fe–OH on steel. This physisorption is rapid and reversible, which is precisely why the subsequent curing step cannot be skipped.
Surface hydroxyl density drives how much silane a surface can anchor. Glass carries approximately 4–5 hydroxyl groups per nm², which sets a theoretical ceiling for monolayer coverage and is the physical basis behind the 0.1–1.0 wt% loading recommendation relative to filler weight. Loading at the high end of that range on a low-surface-area filler wastes material and creates a weak multilayer; loading at the low end on a high-surface-area fumed silica leaves bare patches that become crack initiation sites under stress.
Stage 4 — Covalent Condensation and Organofunctional Reaction with the Polymer
Drying and curing — typically 80–150°C for 10–30 minutes, with the specific conditions depending on substrate thermal tolerance and organofunctional group reactivity — drives condensation between the adsorbed Si–OH and the surface hydroxyls. Water is eliminated and a covalent Si–O–substrate bond forms. Typically 1–3 such bonds form per silane molecule; the remaining silanols either condense laterally with neighboring silane molecules or remain as free silanols, which can participate in re-bonding after mechanical stress or hydrolytic attack.
Simultaneously, the organofunctional end reacts with the polymer matrix during compounding or cure. An aminosilane reacts with epoxy resin via ring-opening; a vinylsilane copolymerizes into a peroxide- or radiation-crosslinked polyolefin; a methacryloxysilane grafts into a free-radical thermoset. The silane molecule becomes a true covalent bridge, not an adhesion promoter sitting loosely at the interface.
The combined effect is measurable. Composites with properly optimized silane treatment typically show 30–80% improvement in dry interlaminar shear strength relative to untreated controls, with the range depending on fiber type, resin system, and cure completeness. After water immersion — the real test of interfacial durability — treated composites retain 60–90% of that strength. Untreated controls typically lose 40–60% of their already-lower baseline under the same conditions. That gap is the commercial argument for getting the mechanism right at every stage.
Selecting the Right Silane: Matching Functional Group to Polymer System and Substrate
Getting this choice wrong costs more than a wrong-grade purchase. It shows up as delamination in a composite panel six months into service, cohesive failure in a structural adhesive joint, or unexplained scorch in a rubber compound. The organic functional group — not the silane family name — is what determines chemical compatibility with the polymer matrix, and that decision has to be made before anything else.
Amino-Functional Silanes (KH-550 / A-1100 Equivalents)
The primary amine group reacts readily with epoxy resins, phenolic resins, polyamides, polyurethanes, and hot-melt adhesive systems. On substrates — glass fiber, fumed silica, aluminum — the amine also provides some buffering effect that can accelerate the silanol condensation step during application. Loading on glass fiber typically runs 0.3–0.6 wt% relative to filler, though porous alumina fillers can pull this toward the higher end. One operational caution: primary amines discolor in oxidative environments, so these grades are unsuitable where optical clarity or light color retention is specified.
Glycidoxy-Functional Silanes (KH-560 / A-187 Equivalents)
The epoxide ring opens slowly under neutral to mildly acidic conditions, making these silanes tolerant across a wider pH range than amino types. That stability is why glycidoxy grades dominate electronics encapsulants, underfill resins, and structural adhesives where processing involves varied cure schedules. They work cleanly with epoxy, polyurethane, and acrylic systems. Color is essentially absent, and pot-life sensitivity is lower than with amine-functional silanes — a practical advantage in high-throughput production lines where open time matters.
Methacryloxy-Functional Silanes (KH-570 / A-174 Equivalents)
These are the standard choice for unsaturated polyester, acrylic, and UV-cure systems. The methacrylate group copolymerizes directly into the resin network during free-radical cure. In glass-fiber-reinforced plastics for marine hulls and automotive underbody panels, the interfacial bond formed here is what prevents water ingress along the fiber-matrix interface over years of cyclic loading. Shelf life requires attention: the methacrylate double bond is susceptible to thermal polymerization during storage, so inhibitor levels and storage temperature (typically below 25°C, away from direct light) matter operationally.
Mercapto and Sulfido-Functional Silanes (KH-590 / Si-69 Equivalents)
Rubber compounders filling with precipitated silica rather than carbon black cannot achieve acceptable Mooney viscosity, cure kinetics, or wet-grip balance without these. The bis-silyl tetrasulfide structure of Si-69 equivalents functions as a bifunctional coupling agent and sulfur donor simultaneously during vulcanization. Rolling resistance reductions in silica-filled passenger tire treads are directly attributable to the interfacial coupling these grades establish. Mixing temperature control is critical — temperatures above 150°C during the first mixing stage can prematurely decompose the polysulfide chain and consume available sulfur.
Vinyl-Functional Silanes (VTMS / A-151 Equivalents)
Crosslinked polyethylene cable insulation is the single largest volume application. Moisture-cure XLPE relies on the vinyl silane grafted onto the polyethylene backbone hydrolyzing and condensing in service humidity. The same chemistry enables moisture-cure sealants and serves as a surface primer on polyolefin composites where adhesion to non-polar substrates is otherwise poor.
Chloroalkyl and Isocyanato-Functional Silanes
These handle reactive hot-melt adhesives, moisture-cure polyurethane sealants, and biosensor surface functionalization. The isocyanate group is moisture-sensitive, so dry handling and packaging under inert atmosphere are non-negotiable — even brief ambient exposure during transfer can reduce active isocyanate content enough to fail bond-strength specifications.
Substrate-Side Variables That Override Grade Selection
Surface hydroxyl density, not just substrate material, controls how effectively the silane anchor end bonds. Dense glass fiber presents a consistent, well-characterized surface. Concrete and wood are porous and variable — loadings may need to run 2–5× higher than on glass, and surface pre-treatment (cleaning, pH adjustment) can matter as much as grade selection. Oil contamination or thick oxide layers on metal substrates physically block the silanol from reaching reactive surface sites; even the best-matched grade fails if cleanliness is not confirmed before application.
Amino-functional silanes are suitable for all substrates and polymer systems due to their reactivityFalse
Primary amine groups cause discoloration in oxidative environments and are incompatible with acrylic and UV-cure systems; they also perform poorly on substrates requiring neutral or acidic processing conditions. Grade selection must match both the polymer chemistry and the substrate environment.
Quick-Reference Selection Table
| Functional Group | Reacts With | Typical Substrate | Key Industry | SiliconChemicals Grade |
|---|---|---|---|---|
| Amino (–NH₂) | Epoxy, phenolic, polyamide, PU, hot-melt | Glass fiber, silica, aluminum | Composites, adhesives, coatings | KH-550 series |
| Glycidoxy (epoxide) | Epoxy, PU, acrylic | Glass, silica, metal | Electronics, structural adhesives | KH-560 series |
| Methacryloxy | Unsaturated polyester, acrylic, UV-cure | Glass fiber, silica | GFRP, marine, automotive | KH-570 series |
| Mercapto / polysulfide | Rubber (sulfur vulcanization) | Precipitated silica | Tire, rubber goods | KH-590 / Si-69 series |
| Vinyl | Polyethylene (XLPE), silicone, sealants | Polyolefin, glass | Cable insulation, sealants | VTMS / A-151 series |
| Isocyanato / chloroalkyl | PU, reactive hot-melt | Metal, glass, biosensor surfaces | Sealants, medical devices | Specialty grades |
Use this table as a starting filter, not a final specification. The hydrolysis pH of the silane during application, the surface condition of the substrate, and the cure chemistry of the resin system all interact — cases where two functional groups appear viable on paper frequently resolve clearly once processing conditions are specified. SiliconChemicals technical support can provide application-specific recommendation data, including compatibility testing results relevant to your system, before you commit to a production quantity.
Industrial Application Deep Dive: Glass Fiber Composites, Rubber Compounding, and Adhesives
Silane coupling agents move the most volume in three sectors — fiber-reinforced composites, silica-rubber compounds, and structural adhesives — but their reach extends into coatings, electronics, and civil infrastructure. Each domain has its own process constraints and failure modes. Understanding those details is what separates a correctly specified silane from an expensive mistake.
Glass Fiber Sizing and Mineral Filler Treatment
During continuous glass fiber drawing, silane is applied as one component of the aqueous sizing formulation at 0.1–0.5 wt% relative to fiber weight, with the exact loading depending on fiber diameter, draw speed, and the target matrix resin. The sizing package — which also contains film formers, lubricants, and antistatic agents — is worthless at the fiber–matrix interface without the silane anchor. The silane bonds covalently to surface silanol groups on the glass and presents an organofunctional group outward, giving the matrix resin something to react with chemically rather than just wet mechanically.
The performance gap is stark and well-documented across the composites industry. Unsized glass fiber laminated into an epoxy system can lose up to 50% of flexural strength after a 24-hour water boil test. The same fiber treated with an appropriate aminosilane or methacrylsilane sizing retains 75–85% of dry flexural strength under the same conditions. Water attacks the weakest point in any composite — the interface — and silane treatment is the primary line of defense. For mineral fillers such as precipitated calcium carbonate or wollastonite, surface treatment at 0.3–1.0 wt% silane shifts the filler from a stress concentrator to an active reinforcing participant.
Silane-treated glass fiber retains 75–85% of dry flexural strength after a 24-hour water boil test, compared to up to 50% loss for unsized fiber in epoxy laminates.True
This retention range is consistent with published ASTM D790 and ISO 14125 test data reported across multiple academic and commercial composite studies comparing sized and unsized E-glass in epoxy matrices.
Silica-Reinforced Rubber and Green Tire Compounding
Precipitated silica cannot do what carbon black does in a tire tread unless a silane bridges the polar silica surface to the nonpolar rubber matrix. The industry-standard coupling agent here is TESPT (bis-(triethoxysilylpropyl) tetrasulfide), though shorter-chain monosulfide variants are increasingly used where reversion resistance matters. During internal mixer processing, the silane undergoes in-situ silanization with silica surface silanols — a reaction that requires the compound temperature to reach 140–160°C and hold there long enough for ethanol to volatilize and the silane to bond. Drop below 140°C and the reaction stalls; push above 160°C and the sulfide groups begin to cross-link prematurely, causing scorch that ruins the batch and clogs the mixer rotors.
When the reaction runs correctly, the effects are measurable and commercially significant. Compound Mooney viscosity drops by 20–30 Mooney units compared to unsilanized silica compounds at equivalent loading — that directly affects injection pressure, cycle time, and equipment wear. Rolling resistance, quantified as tan delta at 60°C, falls by 15–25% relative to carbon black compounds, which is the core fuel-efficiency claim behind low-rolling-resistance passenger tires. Wet traction, measured by tan delta at 0°C, improves simultaneously. The magnitude of both effects depends on silane loading (typically 6–10 parts per 100 parts silica), mixing protocol, and silica specific surface area.
Adhesive and Sealant Primers for Structural Bonding
Automotive windshield bonding operates under FMVSS 212 retention requirements, which means the adhesive joint must survive crash loads even after thermal cycling, humidity exposure, and UV degradation. Polyurethane windshield adhesives almost universally use an aminosilane or epoxysilane primer applied to the glass at 0.5–2 wt% in a fast-evaporating solvent carrier. The primer reacts with glass surface hydroxyls and presents amine or epoxy groups to the incoming polyurethane adhesive bead, creating a covalent bridge rather than a purely physical bond. Skip the primer on a production line and the bond passes initial peel — it fails in the accelerated humidity aging test at 70°C and 95% RH.
Construction sealants tested to ISO 11600 face similar demands: silicone and polyurethane sealants on concrete or aluminum curtain wall framing are primed with aminosilanes or vinylsilanes at 1–5 wt% depending on substrate porosity. The difference between primed and unprimed joints in peel adhesion after water immersion can exceed 40%, which determines whether the sealant meets Class 25 or fails at Class 12.5.
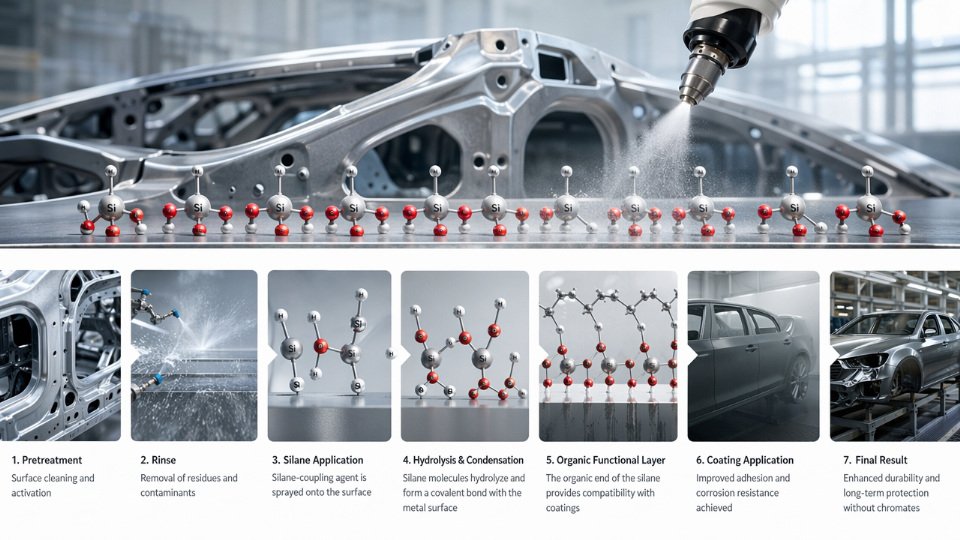
Metal Pretreatment: Replacing Chromate with Silane Interlayers
Epoxy and amino bis-silanes applied from 0.5–2% aqueous solution form a dense, crosslinked organosiloxane network on steel or aluminum surfaces. That network performs two functions simultaneously: it provides mechanical keying and covalent adhesion to the metal oxide layer, and it acts as a barrier against the ionic transport that drives cathodic delamination under applied coatings. In neutral salt spray testing per ISO 9227, bis-silane pretreated panels have demonstrated 2000+ hours before underfilm corrosion reaches 2 mm from a scribe — performance that meets or approaches trivalent chromate benchmarks without the regulatory burden of hexavalent chromium.
The tradeoff is process sensitivity. Chromate conversion coating is tolerant of surface contamination; silane pretreatment is not. Oil contamination or oxide scale above a few nanometers disrupts the condensation reaction and produces a weak boundary layer. Bath concentration, pH (typically 4–5), temperature, and dwell time all need active monitoring. A drift in bath pH above 6 causes premature polymerization in solution rather than on the metal surface — the bath looks milky and the coating loses adhesion entirely.
Electronics Encapsulation
In semiconductor packaging, glycidoxysilane and phenylsilane are incorporated into epoxy molding compounds at 0.1–0.5 wt% to improve adhesion across the die–leadframe–substrate assembly. The critical failure mode silane prevents is delamination during solder reflow, when absorbed moisture vaporizes and creates internal pressure at interfaces. Reducing that delamination risk also reduces coefficient of thermal expansion mismatch stress transmitted to solder joints, improving long-term reliability under thermal cycling per JEDEC standards.
Concrete and Masonry Waterproofing
Isobutyl triethoxysilane and octyl triethoxysilane penetrate porous concrete by capillary action and react with calcium silicate hydrate at the pore wall surfaces, converting a hydrophilic substrate into a hydrophobic one without sealing pores — vapor permeability is largely preserved. Water absorption measured by RILEM tube test drops by 80–95% depending on concrete porosity, application rate (typically 150–300 mL/m² for a horizontal bridge deck), and curing time before rainfall. On highway bridge decks, properly applied silane treatment cycles run 3–5 years before retreatment, with chloride ingress reduction that extends structural service life measurably in deicing-salt environments.
Process Integration: Optimal Handling, Dilution, pH Control, and Application Methods
Getting the chemistry right on paper means nothing if solution preparation and application are inconsistent on the floor. Most silane coupling agent failures traced back through quality records turn out to be process failures — wrong pH, skipped hydrolysis dwell time, or a batch prepared eight hours before use — not wrong product selection.
Dilution and Solution Preparation
The standard working concentration for trialkoxysilanes is 0.5–2.0 wt% in water, a hydroalcoholic mixture (typically 20–95% isopropanol or ethanol), or an organic solvent for non-aqueous systems. That range depends on substrate surface area, application method, and target coverage density.
The addition sequence matters. Always add silane slowly to water while stirring — never pour water into neat silane. Reversing the sequence creates a locally concentrated, uncontrolled hydrolysis front that generates heat, promotes oligomerization, and can produce a cloudy precipitate before the batch is even ready to use.
pH control is non-negotiable. For triethoxysilanes (vinyltriethoxysilane, 3-GPS, APTES-type), adjust to pH 4.0–5.0 using dilute acetic acid. This range maximizes hydrolysis rate while suppressing condensation between silanols in solution. Aminosilanes are self-buffering — a 1–2 wt% aqueous solution of 3-aminopropyltriethoxysilane typically settles near pH 10–11 naturally, which is appropriate for that chemistry and requires no further adjustment. After pH is confirmed, allow 30–60 minutes of hydrolysis dwell time under gentle agitation before the solution contacts any substrate. Rushing past this step is one of the most common causes of milky solutions and weak adhesion in first-pass troubleshooting.

Pot Life Management
Hydrolyzed silane solutions are not indefinitely stable. Aminosilanes in aqueous solution are the most forgiving — usable for several days under controlled conditions. Glycidoxysilane solutions in acidic media are the opposite extreme: viscosity rises noticeably within 4–8 hours as ring-opening and oligomerization proceed. Vinylsilane and methacrylsilane solutions typically fall in the 12–48 hour range, depending on concentration and temperature.
Practical options to extend working life: prepare fresh batches in small volumes sized to one shift’s consumption, or specify pre-hydrolyzed oligomeric silane grades. These oligomers arrive partially condensed in sealed containers and can remain shelf-stable for up to 12 months, significantly reducing in-plant preparation variability. For high-volume continuous lines, this is often the lower total-cost choice once rework and batch disposal are factored in.
Application Methods
The delivery method should match the process, not default to what’s convenient. Spray and flood-coat work well for mineral fillers and metal panels. Dip and roll-on suit flat substrates and textile reinforcements. Glass fiber sizing baths run continuously and require tight concentration monitoring — a drift of even 0.2 wt% at the applicator can shift composite interlaminar shear strength outside specification.
In rubber compounding with precipitated silica, the silane is added as a liquid directly into the internal mixer at 130–140°C, before silica incorporation is complete. At that temperature, the ethoxy groups react in situ, and ethanol is volatilized — ventilation is mandatory. For metal pretreatment in automotive body shops, wipe-on solvent solutions or electrodeposition baths are standard, with infrared cure used in high-throughput primer lines.
Curing and Drying Parameters
Air drying at room temperature removes solvent and alcohol but does not complete covalent Si–O–substrate condensation. Achieving maximum bond density requires forced-air oven cure at 100–150°C for 10–30 minutes, with the exact time-temperature combination depending on substrate thermal tolerance and silane type. For moisture-cure sealant systems, ambient humidity of 40–70% RH is the practical optimum — below 30% RH, cure is unacceptably slow; above 80%, surface skin formation can trap unreacted silane underneath.
A minimum cure temperature of 120°C is required to achieve full covalent condensation and maximum wet adhesion durability for most trialkoxysilane systems on mineral or glass substrates.True
Condensation of surface silanols to Si–O–substrate bonds is thermally activated. Below 100°C, the reaction proceeds incompletely within practical dwell times, leaving physisorbed silane that washes out under humid aging or water immersion tests.
Common Process Faults and Corrective Actions
| Fault | Symptom | Root Cause | Corrective Action |
|---|---|---|---|
| Incomplete hydrolysis | Milky solution, weak adhesion | Short dwell time or high concentration | Extend dwell to 45–60 min; reduce to ≤1.5 wt% |
| Premature gelation | Viscosity spike mid-shift | pH too high for glycidoxy type, or excess concentration | Lower pH to 4–5; reduce batch size |
| Poor dry adhesion | Low lap shear, cohesive failure | Contaminated substrate or low hydroxyl density | Solvent-wipe or plasma-clean surface before treatment |
| Poor wet durability | Adhesion loss after humidity aging | Cure temperature below 120°C | Verify oven calibration; increase dwell time |
Storage and Shelf Life
Neat silanes must stay in sealed, dry containers — moisture ingress begins hydrolysis immediately and degrades the product during storage. Shelf life for most grades runs 12–24 months at 5–25°C. Amino- and partially hydrolyzed grades are more sensitive and should be handled under a nitrogen blanket in bulk tanks. For procurement planning: ocean freight from China typically runs 2–4 weeks depending on destination port, and silane shipments are classified as flammable liquids (most neat trialkoxysilanes have flash points of 20–75°C depending on alkoxy group). Build lead time and safety stock into replenishment cycles accordingly, particularly for grades with tighter pot life or seasonal demand peaks in the composites sector.
Performance Benchmarks: How to Measure the Effectiveness of Silane Surface Treatment
Specifying a silane coupling agent is only half the job. Proving it worked — under real service conditions, not just dry-lab press-outs — is where quality engineers earn their keep. The methods below represent what experienced composite, rubber, and coatings labs actually run, in roughly the order they appear in a validation campaign.
Mechanical Retention in Composites
Short beam shear strength (ASTM D2344) and interlaminar shear strength (ISO 14130) are the standard starting points for glass fiber reinforced epoxy or polyester laminates. Running them dry tells you the baseline; the test that actually discriminates silane quality is the result after a 24-hour water boil or a 7-day ambient water soak. In well-optimized glass/epoxy systems with a matched silane — typically a γ-aminopropyltriethoxysilane or methacryloxy silane applied at 0.3–0.8 wt% on fiber — you should retain 70% or more of the dry ILSS value. Systems that drop below 60% retention usually point to one of three problems: wrong functional group for the resin, incomplete hydrolysis during fiber sizing application, or overcrowded multilayer deposition that never fully condenses.
A useful internal benchmark: run the same panels with and without silane treatment and track the wet/dry ratio, not just the absolute numbers. That ratio isolates the coupling contribution from resin formulation variability.
Adhesion Tests for Coatings and Adhesives
Cross-cut adhesion (ISO 2409 / ASTM D3359) gives a fast pass/fail on coating adhesion to metal or glass substrates. Meaningful silane pretreatment typically shifts results from Gt 3–4 to Gt 0–1. Pair that with pull-off strength (ISO 4624) measured before and after 240-hour salt spray per ASTM B117. Pull-off values on steel in the 3–7 MPa range dry are common; the real question is how far they drop after salt exposure. A well-chosen organofunctional silane — vinylsilane on zinc, aminosilane under epoxy primers — typically limits pull-off loss to under 25% at 240 hours.
For structural adhesives, lap shear (ASTM D1002) and T-peel (ASTM D1876) after 7-day water soak are the go-to screens. Failure mode matters as much as the number: cohesive failure in the adhesive is acceptable; adhesive failure at the substrate interface means the coupling layer is the weak link, which sends you back to silane selection or surface preparation.
Rubber Compound Characterization
The Payne effect — measured as the difference in storage modulus G′ between low strain (typically 0.1%) and high strain (10%) in a dynamic strain sweep — is the most direct indicator of filler dispersion and silanization quality. A large G′ drop means the silica network is breaking and reforming under strain, dissipating energy as heat. Good silanization (0.1–0.5 wt% bis-silane on precipitated silica, adequate mixing temperature around 140–155°C) cuts the Payne effect substantially, sometimes reducing the high-to-low modulus ratio by 30–60% depending on silica grade and mixing protocol.
Tan delta at 60°C correlates directly with rolling resistance — lower is better for fuel efficiency. Tan delta at 0°C predicts wet traction — higher is better. These two KPIs often pull in opposite directions, and silanization quality influences where a compound lands on that trade-off curve. Any lab validating a silane change for tire tread compounds should run full temperature sweeps, not just room-temperature rheology.
Surface Chemistry Confirmation
FTIR/ATR can confirm covalent Si-O-substrate bond formation on silane-treated glass or silica surfacesTrue
The Si-O-Si stretching band at 1000–1100 cm⁻¹ shifts or intensifies after condensation with surface silanols, and the Si-OR alkoxy peak near 1080 cm⁻¹ diminishes as hydrolysis and condensation proceed — these are standard assignments in surface chemistry literature.
XPS adds quantitative surface coverage — you can calculate atomic percent silicon on the treated surface and estimate monolayer equivalents. Contact angle measurement gives quick process feedback: hydrophobic silanes (octyl, vinyl) should raise the contact angle on glass by 20–50° versus the untreated baseline; aminosilanes in aqueous environments typically reduce it to near zero, indicating strong wetting and hydrogen bonding capacity.
Bulk Filler and Long-Term Field Testing
Laser diffraction particle size distribution on silane-treated silica or calcium carbonate checks whether agglomerate breakup occurred during treatment — well-dispersed treated filler typically shows a shift toward smaller median particle size, often 20–40% reduction in d90 depending on starting agglomerate state and mixing intensity. TGA between 200–600°C quantifies the actual organic loading; this cross-checks the nominal application rate and catches under-treatment before composite panels or rubber batches go further downstream.
For automotive, marine, and construction applications, field validation cycles are non-negotiable: 1,000–5,000 hours of salt spray (ASTM B117), cyclic corrosion per SAE J2334, 1,000 hours of UV aging (ISO 4892-2), and 500 thermal cycles between -40°C and +120°C. These are multi-week commitments, which is why front-loading the surface chemistry and mechanical retention tests matters — they catch bad silane choices in days rather than months.
SiliconChemicals maintains application test data packages covering these protocols for its principal silane grades and can provide them on request to support customer qualification programs.
SiliconChemicals Product Portfolio and Supply Chain Advantages for Global Buyers
Knowing which silane works chemically is only half the procurement problem. The other half is finding a supplier who can deliver consistent purity, complete documentation, and predictable lead times at a cost structure that makes the bill of materials viable. Here is how SiliconChemicals is positioned on each of those dimensions.
Core Product Lineup
The standard catalog covers the functional families that account for the large majority of industrial silane consumption. Amino-functional grades include both the monoamino KH-550 / A-1100 type (3-aminopropyltriethoxysilane) and the diaminosilane KH-792, which is particularly useful where a higher amine density or secondary-amine reactivity is needed in polyamide and epoxy composite systems. Epoxy-functional grades — KH-560 / A-187 type (3-glycidoxypropyltrimethoxysilane) — are stocked for glass-fiber-reinforced epoxy laminates, moisture-curing adhesives, and protective coatings. Methacryloxy-functional KH-570 / A-174 type covers peroxide- and UV-cure polyester and acrylic systems. Vinyl-functional silanes are offered in both trimethoxy (VTMS) and triethoxy (VTEO) forms, the choice between them driven by hydrolysis rate requirements and VOC constraints on the production line.
For rubber compounding, the sulfido-functional silanes Si-69 (TESPT, tetrasulfide) and Si-75 (TESPD, disulfide) are produced to the same functional sulfur specifications used in silica-filled tire tread compounds, where the sulfur rank directly affects scorch safety versus coupling efficiency. Mercapto-functional KH-590 / A-189 type serves adhesive and fast-cure rubber applications where a shorter coupling bridge is acceptable. Chloropropyl grades (the chloro-precursor family), phenyltrimethoxysilane for high-temperature and optical applications, and long-chain hydrophobic silanes such as octyltriethoxysilane for surface waterproofing and filler deactivation round out the catalog.

Manufacturing Scale and Quality System
Production facilities sit inside the Hubei and Jiangsu organosilicon industrial clusters — the same geography where China’s largest chlorosilane producers operate — which matters for feedstock reliability, not just cost. The quality management system is ISO 9001-certified. GC purity specification runs above 98% for most standard grades; every shipment ships with a full Certificate of Analysis covering GC purity trace, refractive index, density, and moisture content. That last parameter is not cosmetic — free moisture above roughly 0.05 wt% accelerates self-condensation in the drum, and a CoA that shows it gives a receiving QC team an actionable pass/fail criterion before the material ever reaches the mixing room.
Every SiliconChemicals shipment of standard silane coupling agent grades is accompanied by a Certificate of Analysis including GC trace, refractive index, density, and moisture content.True
This is stated as a standard quality documentation commitment by the manufacturer and is consistent with industrial silane supplier practice for regulated and high-purity grades.
Integrated Supply Chain and Cost Position
Direct access to domestic chlorosilane intermediates — the primary raw material for virtually all commercial silanes — reduces raw material cost by roughly 15–30% compared with European or North American production, a range that depends on energy price differentials and ocean freight rates at any given time. Vertical integration from intermediate synthesis through finished silane means the manufacturer controls the rate-limiting steps internally, which cuts lead time variability. That matters when a compounder is running just-in-time and a two-week supply disruption translates directly into idle compounding lines.
Packaging, Logistics, and Sample Access
Standard packaging runs 25 kg drums, 200 kg drums, and 1,000 kg IBC totes. All packaging is UN-certified for hazardous material classification, covering both sea and air freight modes. Consolidation services are available from Shanghai and Tianjin, with typical ocean transit of 18–35 days to Europe, North America, and Southeast Asia depending on routing and carrier schedule. For evaluation quantities, air freight samples from 100 g to 5 kg ship within days — a practical point because running a composite laminate trial on an uncharacterized silane is a real cost, and getting the right candidate quickly shortens that qualification cycle.
Technical Support and Compliance Documentation
Pre-sales support includes formulation consultation, application test data, and English-language SDS and TDS documentation as standard. Custom synthesis and toll manufacturing are available for specialty functional silanes outside the catalog, with minimum order quantities starting at 200 kg for custom grades versus 25 kg for standard grades. On the regulatory side: REACH pre-registration and full registration data are available for major European customers, SDS documents comply with GHS Rev. 9, RoHS compliance statements are provided, and export control commodity classifications are furnished to simplify customs clearance. For procurement teams managing supplier qualification audits, that documentation package shortens the approval timeline measurably.
Frequently Asked Questions About Silane Coupling Agents
Can silane coupling agents work on aluminum, steel, or calcium carbonate — not just glass?
Yes, and this is a common misconception worth clearing up early. Aluminum and steel both carry a native oxide layer — alumina on aluminum, iron oxide on steel — and those oxide surfaces are hydroxyl-rich enough to react readily with silanols under normal processing conditions. Amino-functional silanes (3-aminopropyltriethoxysilane) and bis-silyl polysulfide silanes both show strong adhesion promotion on metal substrates. This is why silane primers appear in aerospace bonding specifications and automotive coating pretreatment lines.
Calcium carbonate is a different story. CaCO₃ surfaces carry relatively few reactive hydroxyls, so silanolysis at the surface is sluggish and coupling efficiency drops sharply. In rubber and plastics compounding with ground or precipitated CaCO₃, stearic acid surface treatment often delivers more cost-effective results. Titanate or zirconate coupling agents are the preferred engineered solution when you do need a coupling mechanism on CaCO₃ — they bond through carboxylate and carbonate coordination chemistry rather than silanol condensation.
What separates a coupling agent from a crosslinker or a waterproofing silane?
Function follows structure here. A coupling agent is bifunctional by design: one end hydrolyzes and bonds the inorganic surface, the other carries an organofunctional group that reacts into the polymer matrix. Crosslinkers such as tetraethoxysilane (TEOS) have four hydrolyzable groups and build dense silica networks, but no polymer-reactive organic tail exists — they reinforce inorganic networks, not interfaces. Waterproofing silanes like isobutyltriethoxysilane present a non-reactive hydrophobic alkyl group: they block water ingress through pore surfaces but form no covalent bond with organic binders. Specifying the wrong class wastes money and — in structural adhesive or composite applications — creates a genuine safety risk.
How much silane should I use per kilogram of filler?
Start with a BET surface area measurement on your specific filler lot, then divide by the silane’s coverage factor — aminosilanes typically cover 300–400 m²/g of silane. That calculation gives you theoretical monolayer loading, which is your baseline. For glass fiber, the validated industrial range is 0.1–0.5 wt% on fiber weight, with the exact figure depending on fiber diameter and sizing process. For precipitated silica in tire and technical rubber compounds, TESPT (bis-(triethoxysilylpropyl) tetrasulfide) is applied at 6–10 wt% on silica, depending on the specific surface area of the silica grade — a high-surface-area silica (200+ m²/g BET) sits toward the upper end. Over-treatment is not benign: excess uncondensed silane forms a weak, poorly crosslinked boundary layer that actually reduces interfacial strength and wastes material cost. Under-treatment leaves uncoupled surface area that acts as a crack initiation site under stress or humidity.
Why is my prepared silane solution going cloudy or gelling in the tank?
Cloudiness usually means oligomeric condensation has begun but remains reversible if caught early. Gelling means you have a crosslinked siloxane network — that batch is unusable. The common causes, in order of frequency seen on production floors: pH drifting above 6 (non-amino silanes condense rapidly above neutral), silane concentration above 2 wt%, high mineral content in the process water, elevated tank temperature, or solution standing beyond its working pot life. Fix: use freshly deionized water, buffer to pH 4–5 with dilute acetic acid, keep concentration at or below 2 wt%, and prepare only what you will use within a shift.
Silane solutions above pH 6 condense significantly faster than those held at pH 4–5, reducing usable pot life from hours to minutes for most trialkoxysilanes.True
Condensation kinetics of silanols are base-catalyzed above neutral pH; the half-life for oligomerization drops sharply as pH rises above 6, consistent with published sol-gel chemistry literature and validated in production troubleshooting experience.
What are the real handling hazards?
Flash point ranges from roughly 20°C to 80°C across commercial grades — treat all of them as flammable liquids. Methoxysilanes release methanol during hydrolysis, and in a closed mixing room that vapor accumulates fast; continuous ventilation is not optional. Aminosilanes are corrosive to eyes and mucous membranes even at low exposure levels — chemical splash goggles and nitrile or neoprene gloves are minimum PPE. Chloroalkylsilanes and acetoxysilanes generate HCl or acetic acid on contact with moisture, so local exhaust ventilation directly at the point of use is required. Bulk storage containers must be kept sealed under dry nitrogen or argon; a single poorly resealed drum can absorb enough atmospheric moisture to gel the contents before the next draw-off. GHS-compliant safety data sheets for all SiliconChemicals grades are available on request and ship with every order.
How do I verify that treatment actually worked?
For hydrophobic-functional silanes on silica or mineral fillers, contact angle measurement is the fastest practical check — an untreated silica surface wets to near 0°, while a properly treated surface with a hydrophobic silane reads above 90°. FTIR-ATR of treated filler confirms treatment chemistry: look for a Si–O–Si stretch at 1000–1100 cm⁻¹ and reduced intensity of the free surface silanol peak near 3740 cm⁻¹. TGA provides quantitative loading — organic silane burns off between roughly 200°C and 600°C, and that mass loss converts directly to wt% treatment level. For composites, the engineering-relevant test remains mechanical retention after water aging (covered in Section 7): coupling effectiveness that looks acceptable on a dry specimen often collapses at the bond line after 24–72 hours of water immersion if treatment was marginal.
Does SiliconChemicals offer custom or specialty silanes beyond standard catalog grades?
Yes. Custom synthesis and toll manufacturing are part of the standard offering, not an exception process. Typical requests include extended alkyl spacer silanes for flexible composite applications where rigidity of standard three-carbon chains limits performance, dual-functional amino-epoxy silanes for specific adhesive systems, deuterium-labeled analogs for academic and industrial tracer research, and high-purity grades at ≥99.5% GC purity for electronics and semiconductor packaging applications. Inquiry-to-sample lead time for genuinely new structures runs 4–8 weeks depending on synthetic route complexity. Established custom grades with prior production history ship on standard commercial timelines. Direct technical inquiry to the SiliconChemicals applications team accelerates the scoping process considerably.
Sustainability, Regulatory Trends, and the Future of Silane Coupling Technology
The business case for silane coupling agents has never rested on chemistry alone. Increasingly, procurement managers and formulation engineers are being asked to satisfy regulatory compliance targets, ESG reporting requirements, and end-customer green chemistry mandates at the same time as they hit cost and performance specifications. Understanding where the technology is heading is no longer optional background reading — it directly affects sourcing decisions made today.
Replacing Chromate Conversion Coatings
The most consequential regulatory driver reshaping silane demand right now is the phaseout of hexavalent chromium pretreatments. EU ELV Directive restrictions and RoHS limits have progressively eliminated Cr(VI)-based conversion coatings from automotive and electronics supply chains, and aerospace primes are under analogous pressure from REACH Authorization List entries. Bis-silane systems — typically bis-[triethoxysilylpropyl] tetrasulfide or bis-[trimethoxysilylpropyl] amine — along with organofunctional epoxy and amino silanes have emerged as the technically validated replacement chemistry. They form dense, hydrolytically stable Si-O-metal oxide networks on aluminum, galvanized steel, and zinc substrates that match or approach the corrosion protection intervals of chromate primers in neutral salt spray testing. In regulated markets, this conversion is expanding silane consumption in metal pretreatment by an estimated 8–12% annually. For a coating line engineer making a substrate pretreatment change, the process implication is real: bath pH control between 4 and 5, controlled immersion time, and a proper force-dry step at 80–120°C (temperature and duration depend on silane type and metal substrate) are non-negotiable for film formation. Miss any of these and the adhesion improvement that justified the regulatory switch simply does not materialize.
Waterborne and Low-VOC Reformulation Pressures
Solvent-borne silane primers are being reformulated in parallel. EPA National Emission Standards, REACH Annex XVII VOC restrictions, and China’s updated GB 30981 and GB 38507 standards — phased enforcement running through 2024–2027 — are closing the window on high-VOC application systems in virtually every major industrial market simultaneously. Pre-hydrolyzed oligomeric silane concentrates, stabilized at pH 3.5–4.5, now offer shelf lives exceeding twelve months in closed containers and can be diluted directly into water at the point of use. For a plant engineer, this is genuine drop-in substitution territory: same spray or dip application equipment, compatible with existing aqueous primer top-coats, and no re-qualification of downstream cure schedules. The oligomeric format also reduces the risk of uncontrolled condensation during storage — a failure mode that has cost more than one production team an entire IBC of off-spec material.
Pre-hydrolyzed oligomeric silane systems can achieve shelf lives exceeding 12 months when stored at pH 3.5–4.5 in sealed containers.True
Stabilization at mildly acidic pH suppresses condensation polymerization of the silanol intermediates, which is the primary degradation pathway; this is well-documented in supplier technical literature and peer-reviewed surface chemistry research.
Emerging Chemistries: Bio-Based Silanes and High-Performance Filler Compatibilizers
Commercial bio-based silane coupling agents remain a specialty segment in 2024. Research programs exploring chlorosilane precursors derived from biomass routes and amino acid-functionalized silane architectures are at bench-to-pilot scale, not yet at industrial catalog pricing. SiliconChemicals is tracking these developments and can provide lifecycle assessment data for standard commercial grades to customers running product carbon footprint calculations under ISO 14067 or GHG Protocol Scope 3 frameworks — a practical support that matters when supplying into automotive OEM or electronics Tier 1 chains that now routinely request supplier LCA data.
At the performance frontier, three materials applications are pulling silane chemistry beyond current catalog boundaries. Carbon fiber composites require silanes capable of compatibilizing the heterogeneous oxide and hydroxyl surface groups present on surface-treated carbon fiber — chemistry meaningfully different from the well-understood glass fiber system. Boron nitride and aluminum nitride thermal interface materials for power electronics demand silanes that remain hydrolytically and thermally stable above 300°C, a specification that eliminates most standard aminosilane and epoxysilane offerings. Nanosilica and nanoclay encapsulants for EV battery modules require extremely uniform monolayer coverage at high specific surface areas, where conventional application methods produce inconsistent interphase density and drive variability in dielectric and mechanical properties.
Digital Supply Chain and Market Outlook
Global industrial buyers are now attaching supply chain transparency requirements to silane procurement in ways that did not exist five years ago. Batch-level traceability, digitally delivered Certificates of Analysis integrated with customer ERP systems, third-party facility audits, and Scope 3 emissions disclosure are appearing in RFQ documents from multinational manufacturers across automotive, electronics, and wind energy sectors. SiliconChemicals has invested in ERP-integrated CoA delivery and is progressing toward third-party supply chain auditing and emissions reporting aligned with these requirements.
The demand picture over the rest of this decade is shaped by four converging growth sectors: EV battery module encapsulants and lightweight GFRP structural components, 5G PCB laminates requiring silane-treated low-loss fillers, large-format wind blade manufacturing consuming glass fiber at scale, and concrete infrastructure rehabilitation using silane waterproofing penetrants. These are not speculative applications — they are running production programs with growing annual volume. The global silane coupling agent market, estimated at approximately USD 1.8–2.2 billion in 2023 depending on which end-use segments are included, is tracking toward USD 3–3.5 billion by 2030. That trajectory, supported by a 6–8% CAGR, reflects structural demand growth rather than cyclical recovery. Suppliers who can combine technical depth, regulatory readiness, and supply chain transparency are positioned to capture a disproportionate share of that growth.