Composite panels that delaminate mid-cure, rubber-to-metal bonds that fail under thermal cycling, fiber-reinforced structural parts that shed load at the interface rather than through the matrix — these are not design failures. They are adhesion failures, and they trace back to an untreated or poorly treated surface. In automotive body and powertrain manufacturing, a single bond-line failure in a glass-fiber subframe or a brake component can trigger a production halt costing tens of thousands of dollars per hour. In aerospace, the stakes compress further: a disbond in a control surface skin or an engine nacelle panel can ground an aircraft and initiate a regulatory audit that runs months.
Silane coupling agents solve this by forming a covalent molecular bridge between an inorganic substrate — glass fiber, aluminum, steel, or carbon fiber — and an organic polymer matrix. Applied at concentrations typically between 0.1% and 2.0% by weight in a primer or coating formulation, they react with surface hydroxyl groups on one end and co-react with the resin system on the other, converting a mechanically weak interface into a chemically bonded one. Automotive and aerospace together account for roughly 35–40% of the USD 2.1 billion global silane coupling agent market.
What makes this chemistry genuinely interesting from an engineering standpoint is how much performance leverage sits in a treatment layer that is often less than a few nanometers thick. Select the wrong silane for your resin chemistry, apply it at the wrong concentration or pH, and you lose all of that leverage — or worse, you introduce a plasticizing layer that actively degrades the joint over time. Understanding exactly how these materials are specified and applied across both industries is where process discipline separates reliable production from recurring scrap.
The Silane Chemistry Toolkit: Matching Functional Groups to Automotive and Aerospace Polymer Systems
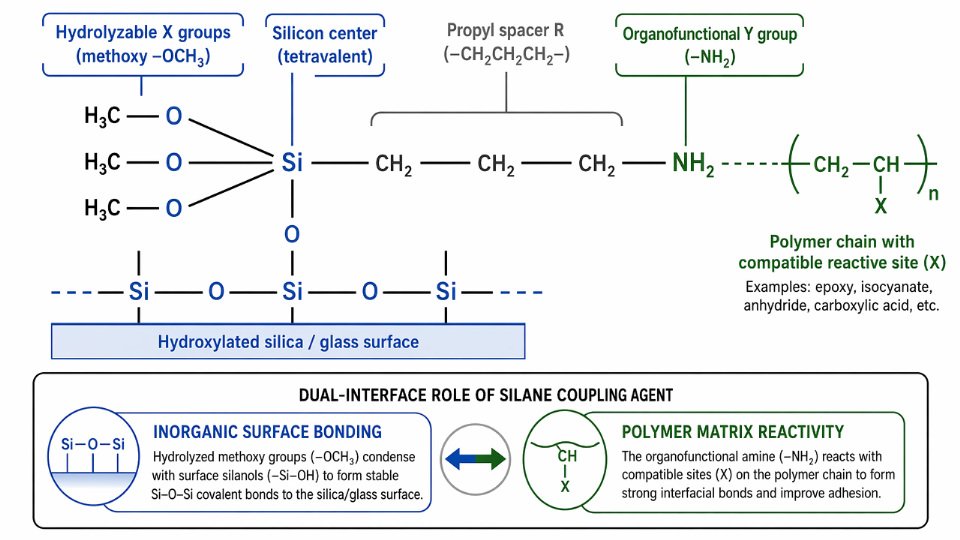
Understanding silane coupling agent selection starts with the molecule itself. The general structure — (RO)₃Si–R’–X — encodes two distinct reactivities in a single compound. The alkoxy groups (–OR) hydrolyze in the presence of moisture to form silanols, which then condense onto hydroxyl-rich inorganic surfaces: glass fiber, mineral fillers, aluminum oxide, or steel oxide layers. The organofunctional group X on the opposite end reacts covalently with the polymer matrix. Get that match wrong and you have an expensive primer doing nothing beyond solvent carrier duty.
Methoxy vs. Ethoxy: A Practical Trade-off on the Production Line
The choice between trimethoxy and triethoxy variants is rarely discussed in data sheets but matters enormously in plant operation. Methoxysilanes hydrolyze roughly three to five times faster than their ethoxy counterparts under ambient humidity — useful when you need rapid silanol generation in a spray or dip process with short open times. Ethoxysilanes release ethanol on hydrolysis rather than methanol, which has direct occupational exposure implications in confined spray booths or enclosed oven zones. Many aerospace bonding lines running REACH-compliant processes have shifted toward ethoxysilane primers for exactly that reason, accepting slightly longer pre-bake hold times in exchange for lower inhalation risk. The difference in open time — typically 15–40 minutes for methoxysilanes versus 30–90 minutes for ethoxysilanes under standard shop conditions — depends heavily on ambient relative humidity and substrate temperature, so process engineers should validate those windows on their specific line rather than relying solely on the technical data sheet.
Aminosilanes: Workhorse Chemistry for Structural Adhesives
3-Aminopropyltriethoxysilane (APTES) and its diamine variant N-2-(aminoethyl)-3-aminopropyltrimethoxysilane are the default starting point for epoxy, polyurethane, and phenolic systems. The primary amine reacts with epoxide rings and isocyanate groups, forming a covalently bonded interphase rather than a mechanically interlocked one. In aerospace structural adhesives bonding aluminum frames to CFRP panels, aminosilane-treated surfaces routinely show lap-shear improvements significant enough to reduce bond-line thickness — which matters when every gram counts. Automotive underbody coatings on phosphated steel use the same chemistry to anchor epoxy primers against stone impact and cyclic thermal fatigue.
Epoxysilanes: Preferred for CFRP Sizing
3-Glycidoxypropyltrimethoxysilane (GPS/GPTMS) dominates CFRP prepreg sizing because the epoxide functional group is compatible with both amine-cured and anhydride-cured epoxy matrices. Treatment concentration in sizing baths typically runs 0.5–1.0% by weight — going above 2.0% can produce excess silane multilayers that actually reduce interfacial shear strength by introducing a weak cohesive interlayer. CFRP components surface-treated with aminosilane or epoxysilane systems achieve interfacial shear strength improvements of 30–60% compared to untreated fiber, depending on fiber surface energy, cure cycle, and resin system.
Epoxysilane-treated CFRP fiber surfaces achieve 30–60% higher interfacial shear strength than untreated surfaces.True
This range is consistent with published single-fiber fragmentation and short-beam shear test data across multiple epoxy resin systems; the specific value depends on fiber surface oxygen content, silane concentration, and cure temperature.
Vinylsilanes and Methacrylsilanes: Crosslinking in Rubber and Sealant Systems
Vinylsilanes participate directly in peroxide-initiated crosslinking reactions, making them the functional choice for silicone sealants on aerospace firewall seals and engine bay gaskets where continuous service temperatures may reach 200–260 °C. Methacrylsilanes serve a similar crosslinking role in acrylic systems, including structural glazing tapes used in automotive panoramic roof assemblies.
Mercaptosilanes and Polysulfide Silanes: The Tire Tread Balancing Act
Bis-(3-triethoxysilylpropyl)-tetrasulfide (TESPT) is the compound that enabled low-rolling-resistance silica-filled tire treads to become commercially viable. The polysulfide bridge reacts with rubber polymer chains during vulcanization while the triethoxysilyl ends bond silica filler particles, reducing filler–filler agglomeration (the Payne effect) and improving wet-grip without proportionally raising hysteresis losses. Mercaptosilane variants react faster but require scorch-retardant management in the mixing process — a real operational constraint that influences which grade a compound development engineer specifies.
Isocyanatosilanes: Windshield Bonding in One Pot
3-Isocyanatopropyltriethoxysilane condenses the glass-bonding and polymer-bonding functions into a single reactive site, reacting with surface hydroxyls on glass and simultaneously with hydroxyl or amine groups in one-part moisture-curing polyurethane adhesives. Automotive direct-glazing systems use this chemistry because it eliminates a separate primer application step — reducing cycle time by 3–8 minutes per vehicle depending on the line, while maintaining the bond-line strength required for the windshield to contribute to roof crush resistance in rollover events.
Silane Family Comparison: Quick Reference
| Silane Family | Organofunctional Group | Compatible Polymer Matrix | Key Automotive Use | Key Aerospace Use | Typical Loading Range |
|---|---|---|---|---|---|
| Aminosilane | –NH₂, –NH– | Epoxy, polyurethane, phenolic | Underbody primer on steel, structural adhesives | Aluminum-to-CFRP bonding, film adhesives | 0.3–1.0 wt% |
| Epoxysilane (GPS/GPTMS) | Glycidoxy (epoxide) | Epoxy, acrylic | Structural adhesive primers, painted surface bonding | CFRP fiber sizing, autoclave prepreg | 0.5–1.0 wt% |
| Vinylsilane / Methacrylsilane | Vinyl, methacrylate | Peroxide-cured silicone, acrylic | Roof glazing tape, rubber seals | Firewall sealants, high-temp gaskets | 0.5–1.5 wt% |
| Mercaptosilane / TESPT | Mercapto, polysulfide | Sulfur-vulcanized rubber | Silica-filled tire tread compounds | Structural rubber mounts | 2–8 phr of silica loading |
| Isocyanatosilane | Isocyanate | Polyurethane (moisture-cure) | Direct-glazing windshield adhesive | Canopy sealants, one-part PU bonds | 0.5–2.0 wt% |
Loading ranges given are for formulated systems; actual optima shift with substrate surface area, filler loading, and cure conditions.
Surface Preparation and Application Methods That Determine Bond-Line Performance
The most precisely engineered silane chemistry will fail completely if the substrate arrives at the bond line carrying oils, oxides, or release agent residue. Surface preparation is not a preliminary step — it is half the process, and skipping or shortcutting it accounts for the majority of field bond failures attributed, incorrectly, to “adhesive problems.”
Substrate Cleaning and Activation
Silane coupling agents react with surface hydroxyl groups (-OH) on glass, metal oxides, and mineral fillers. Contamination physically blocks those sites or introduces a weak boundary layer underneath the silane film. The pre-treatment sequence must be matched to the substrate and the production environment.
For aluminum aerospace structures, a typical NADCAP-compliant sequence runs: solvent wipe (typically MEK or isopropanol to remove hydrocarbon contamination), followed by alkaline deoxidizer treatment, then chromate-free conversion coating (phosphoric acid anodize or trivalent chromium process) to generate a controlled, reproducible oxide layer with high -OH density. ASTM D2651 specifies surface preparation methods for adhesive bonding of aluminum and is the baseline most aerospace primes reference in their bonding process specifications. Skipping the conversion coating step and applying silane directly to a solvent-wiped surface reduces bond durability under humid aging conditions significantly — the silane layer forms, but the oxide beneath it is thermodynamically unstable and will undercut.
For automotive steel stampings and glass substrates, the sequence is usually less elaborate: alkaline wash, water rinse, dry, then silane application within a controlled time window — typically under 4 hours to prevent re-oxidation or moisture re-contamination in a plant environment.
Plasma treatment and UV-ozone activation are used on polymer substrates (polypropylene, PEEK, SMC) where neither alkaline wash nor abrasion creates sufficient -OH density. Plasma generates polar functional groups and dramatically increases surface energy, which allows the silane to wet and bond rather than bead and dewet.
Preparing and Applying Aqueous Silane Solutions
For most primer applications, silane is diluted to 0.5–2.0% by weight in a water/alcohol mixture, typically 90–95% deionized water with 5–10% isopropanol as a co-solvent. The pH must be held at 4–5 using dilute acetic acid. Outside that range — particularly above pH 6 — aminosilanes self-condense in solution and precipitate as oligomeric siloxane particles that create a thick, powdery, weak multilayer on the surface rather than a dense monolayer. Allow at least 15–30 minutes of hydrolysis time after mixing before applying; the silanol groups need time to form fully.
Application is by spray, wipe, or dip depending on part geometry and throughput. After application, parts flash off at 20–25°C for 5–30 minutes. That window is critical — it drives off the water and alcohol carrier and allows initial physical adsorption before the adhesive or composite matrix is applied. Forced-air drying at 60–80°C can shorten the window to 2–5 minutes in high-volume lines.
Neat and Solvent-Borne Systems for Automated Lines
High-volume automotive glass bonding lines and metal stamping operations often use neat silane or solvent-borne primer systems at 5–20% concentration applied by roller coat or flood coat. These systems tolerate the throughput and part-to-part consistency demands of automated lines better than aqueous systems, which require tighter pH and hydrolysis controls. The trade-off is VOC load and the need for explosion-proof application equipment.
Cure and Condensation Schedules
Silanization proceeds in two stages. Physical adsorption happens quickly — within seconds of application. Covalent Si-O-metal or Si-O-glass condensation bonds form more slowly and are strongly dependent on temperature and humidity. At 20–25°C and 40–60% relative humidity, meaningful condensation density requires at least 30–60 minutes of dwell. Elevating to 80–120°C cuts that to 5–15 minutes and increases crosslink density within the organosilane layer. Under-curing — rushing parts to adhesive application before condensation completes — leaves the interface partially physisorbed only, which performs adequately in short-term peel tests but degrades rapidly under cyclic thermal or moisture exposure.
Higher silane concentration always produces a stronger bond interfaceFalse
Above approximately 1.5–2.0% in aqueous solution, excess silane forms a thick multilayer that is hydrophilic and cohesively weak. Optimal adhesion for most glass-fiber and metal systems occurs in the 0.5–1.0% range where a dense, thin chemisorbed monolayer forms.
Integral Additive Versus Surface Primer
Silane can be incorporated directly into the adhesive or sealant formulation — the integral blend approach — or applied as a standalone primer coat before adhesive application. Integral blending simplifies the process: one fewer application step, no primer inventory, no pot-life management for a separate primer system. The cost and process savings are real in high-volume assembly. The performance trade-off is that the silane must migrate to the interface during cure, which is geometry-dependent and less controllable than a deliberate primer coat. For structural bonds in aerospace, where bond-line consistency must be documented and traceable, a discrete primer step remains the standard. For automotive sealant applications and filled rubber compounding, integral addition is broadly accepted.
Process Failure Modes and Corrective Actions
| Failure Mode | Root Cause | Consequence | Corrective Action |
|---|---|---|---|
| Powdery white residue on surface | Over-concentration or pH drift above 6 | Weak cohesive failure at interface | Reduce concentration; re-check pH; replace solution batch |
| Poor wetting on polymer substrate | Insufficient surface energy | Silane beads rather than films | Add plasma or UV-ozone pre-treatment |
| Bond failure after humidity exposure | Insufficient condensation cure | Si-O bonds never formed covalently | Extend dwell time or increase cure temperature |
| Adhesion failure on metal | Contaminated substrate; oil not fully removed | Silane bonds to contamination layer | Verify solvent wipe effectiveness; add alkaline wash step |
| Inconsistent bond strength batch-to-batch | Silane hydrolysis not at equilibrium at application | Variable monolayer density | Enforce minimum 20-minute hydrolysis hold after mixing |
The discipline required here is process control, not chemistry adjustment. Most silane failures in production trace to a procedural deviation — a rushed operator, a pH strip checked infrequently, a substrate left sitting too long after pre-treatment — rather than to the silane product itself. Establishing written process sheets with hold times, pH ranges, humidity limits, and maximum time-between-steps is the single highest-leverage improvement most plants can make.
Silane Coupling Agents in Automotive Composite Structures and Lightweight Body Panels
Every vehicle platform developed in the last decade carries a weight target that engineering teams treat as non-negotiable. Automakers are pursuing 10–15% mass reduction per vehicle generation — a range that shifts depending on segment, powertrain architecture, and regional regulatory pressure. For battery-electric platforms, that number is not abstract: every 100 kg of unladen weight costs roughly 5–8% in real-world range, depending on battery chemistry and aerodynamic drag. The materials answering that call are glass-fiber-reinforced plastics, sheet molding compound, and — at higher cost points — carbon-fiber-reinforced polymers. None of them deliver their rated structural performance without silane chemistry working at the fiber-matrix interface.
Glass Fiber Sizing: Where Silane Chemistry Begins
Commercial E-glass fiber is coated immediately at the bushing, while the filaments are still molten and before any mechanical contact. This sizing is a multi-component system: film former for processability, lubricant to reduce interfilament abrasion, antistatic agent, and — critically — a silane coupling agent applied at 0.2–0.8% of fiber weight. The silane is typically an aminosilane (for polyester and vinyl ester systems) or an epoxysilane (for epoxy matrices). The concentration within that range depends on fiber diameter, intended resin system, and whether the part will be compression-molded SMC or liquid-infused structural composite.
The mechanism is a covalent molecular bridge. On the glass side, silanol groups on the fiber surface react with the hydrolyzed silane’s alkoxy groups, forming Si–O–Si bonds to the substrate. On the polymer side, the organofunctional group — amine, epoxy, methacrylate — reacts with the curing matrix. The result is a continuous load-transfer path across what would otherwise be a weak, moisture-susceptible interface.
Performance consequences are measurable and procurement-relevant. Interfacial shear strength of properly silanized E-glass in an epoxy matrix typically falls in the 40–80 MPa range, with position in that band depending on silane type, sizing formulation quality, and cure conditions. Unsized or poorly sized fiber in the same matrix tests at 20–35 MPa. That gap does not stay theoretical on the production floor — SMC door panels and underhood brackets made with off-spec or degraded sizing show 25–40% lower flexural strength than panels made with optimized silane treatment, which translates directly to failed drop-weight impact tests and rejected part batches.
CFRP in Automotive: Solving a Chemical Inertness Problem
Carbon fiber presents a fundamentally different challenge. The graphitic surface is chemically inert — there are no native silanol groups, and untreated fiber bonds poorly to epoxy or polyamide matrices by any mechanism. The industry-standard solution runs in two steps: electrolytic oxidation creates carboxyl, hydroxyl, and carbonyl groups on the fiber surface, and then epoxysilane or aminosilane treatment grafts onto those oxygen-containing functional groups. This compatibilizes the fiber with the epoxy systems used in structural CFRP body components or with the thermoplastic polyamide matrices used in some automated-fiber-placement components for premium automotive platforms.
Aminosilane or epoxysilane treatment of oxidized carbon fiber can improve interfacial shear strength by 30–60% compared to oxidized-but-untreated fiber surfaces.True
Electrolytic oxidation alone increases surface energy but leaves functional groups that are not chemically matched to the polymer matrix. Silane coupling agents create covalent bonds between those surface groups and the matrix, producing measurably higher IFSS values across multiple published composite testing studies.
Structural Adhesive Joints and Aging Performance
Body-in-white structures on modern platforms routinely bond aluminum extrusions to GFRP reinforcements, or steel stampings to CFRP inserts, using structural adhesives. These mixed-material joints must deliver lap-shear strength above 20 MPa for structural classification — and they must hold that after 1,000-hour salt-spray and humidity aging cycles that simulate years of real service in road environments. Silane primer treatment on both substrates before adhesive application is what keeps joints in spec after aging. Without it, the polymer adhesive-to-metal or adhesive-to-composite interface degrades by hydrolytic attack at the boundary layer, and lap-shear values can drop below structural thresholds after accelerated aging even when initial bond strength passes qualification.
Long-Glass-Fiber Thermoplastics: Preserving Fiber Length Through the Mold
Long-glass-fiber thermoplastic compounds — typically polypropylene or polyamide loaded with 30–50% glass fiber at 10–25 mm initial length — are the workhorse material for door modules, instrument panel carriers, and front-end modules. The processing challenge is that injection molding imparts high shear, and fiber breakage during fill reduces the effective reinforcing length from the nominal value down to whatever survives the gate and runner system. Silane-treated glass in these compounds serves two functions simultaneously: it maintains fiber-matrix adhesion in the finished part, and the sizing film reduces fiber-to-fiber and fiber-to-barrel abrasion during plastication, which preserves more fiber length through the mold. Parts made with poorly silanized LGF compounds show lower impact resistance and higher part-to-part variation — an outcome that tends to surface first in door-slam endurance testing or pedestrian impact simulations rather than in routine dimensional inspection.
Tire and Rubber Compound Reinforcement: How Silane Drives Fuel Economy and Safety Simultaneously
Tire compounding is, by volume, the single largest end-use for silane coupling agents in the automotive sector — and the technology behind it resolves a genuine engineering contradiction that stumped rubber chemists for decades.
The Problem Carbon Black Could Not Solve
Through most of the twentieth century, carbon black was the default reinforcing filler in tire treads. It works well: good filler-polymer compatibility, predictable processability, solid abrasion resistance. What it cannot do is simultaneously improve rolling resistance and wet-grip traction. Those two properties trade off against each other in carbon black compounds because the polymer relaxation dynamics that reduce hysteresis (and therefore rolling resistance) are not the same dynamics that maximize energy dissipation at low temperatures and high frequencies — exactly the conditions governing wet braking on cold pavement.
Precipitated silica breaks this compromise, but only when it is properly coupled to the rubber matrix. Without coupling chemistry, silica is worse than useless in a rubber compound.
Why Raw Silica Destroys Compound Processability
Precipitated silica carries a dense population of surface silanol groups (Si-OH) — hydrophilic, polar, strongly hydrogen-bonding. Styrene-butadiene rubber (SBR), butadiene rubber (BR), and natural rubber (NR) are nonpolar, hydrophobic hydrocarbon polymers. Mix unmodified silica into any of these matrices and the result is aggressive particle agglomeration, Mooney viscosity spikes to levels that make internal mixer discharge difficult or impossible, and essentially no reinforcement — the filler is simply clumped rather than dispersed. Compound scrap rates in early silica trials ran extremely high for exactly this reason.
TESPT: The Chemistry That Makes It Work
Bis-[3-triethoxysilylpropyl]-tetrasulfide — commercially known as Si-69 or TESPT — addresses both ends of the compatibility problem within a single molecule. During high-temperature mixing, typically between 140 °C and 160 °C, the triethoxysilyl groups hydrolyze and condense with silica surface silanols, anchoring the silane covalently to the filler surface. This hydrophobizes the silica and dramatically improves dispersion kinetics. The polysulfide bridge — an average of 3.8 sulfur atoms in the tetrasulfide distribution — then participates in sulfur vulcanization during the cure stage, forming covalent crosslinks into the rubber polymer network. The result is a continuous covalent pathway: silica particle → silane anchor → polysulfide bridge → rubber chain. Filler reinforcement becomes structural rather than frictional.
TESPT loading is typically optimized in the range of 8–12% relative to silica weight, depending on silica surface area (BET values of 160–200 m²/g are common for tire-grade precipitated silica), mixer type, and dump temperature control. Under-dosing leaves unreacted silanols that re-agglomerate during storage. Over-dosing wastes silane and can accelerate scorch.
Silica/TESPT-compounded passenger tire treads typically achieve rolling resistance reductions of 20–30% and wet braking distance reductions of roughly 10–15 meters from 80 km/h compared to equivalent carbon black compounds.True
These ranges are consistent with published tire industry data and ISO 28580 rolling resistance testing benchmarks. The exact figures depend on compound formulation, silica grade, silane loading, and tread geometry.
Mercaptosilane as a Lower-Temperature Processing Alternative
TESPT carries a real processing risk: the polysulfide bridge can release active sulfur species during high-temperature mixing, creating premature crosslinking — scorch — before the compound ever reaches the mold. Mixing discipline, dump-temperature control below 160 °C, and staged addition protocols all reduce this risk, but they add process complexity.
Mercaptopropyltrimethoxysilane (MPTMS) and its blocked variants — sometimes called NXT-type silanes — react with silica at lower temperatures and release the mercapto coupling group only during vulcanization. Scorch safety improves substantially. The trade-off is cost: mercaptosilanes run higher per kilogram than TESPT, and the total silane spend per tire compound batch increases accordingly. For high-performance summer tire applications, where compound uniformity and tight cure window control matter most, that cost premium is increasingly accepted.
Regulatory Pull Is Not Optional
EU Tire Label Regulation EC 1222/2009 introduced mandatory wet-grip and rolling-resistance ratings on a graded scale. Achieving A or B ratings on rolling resistance — the grades that matter for OEM supply contracts and retail shelf differentiation — is effectively impossible with carbon black compounds alone at current tread polymer technology. China’s GB/T 4502 standard creates a parallel requirement in one of the world’s largest tire markets.
Electric vehicle programs intensify the pressure further. EV powertrains carry no engine-braking energy recovery through drivetrain drag, and the additional battery mass increases rolling-resistance losses disproportionately. Several major OEM EV tire specifications now require rolling-resistance coefficients below 7.0 N/kN — targets that make silica/silane technology not a performance upgrade but a baseline engineering requirement.
The compound engineer who still treats silane selection as a commodity purchasing decision is leaving measurable fuel economy, safety performance, and regulatory compliance on the table.
Aerospace Structural Adhesives and Sealants: Meeting MIL-Spec and ASTM Requirements with Silane Chemistry
Aerospace bonding is where silane chemistry stops being a performance enhancer and becomes a life-safety material. The tolerance for bond degradation in a primary wing skin joint or a fuselage frame-to-skin adhesive is effectively zero — not because engineers are conservative by culture, but because the failure modes are catastrophic and the inspection intervals between them can span thousands of flight hours.
The Aerospace Adhesive Bonding Landscape
Structural bonding in airframes uses film adhesives — Redux 312 and Cytec FM-300-class systems are the reference products — applied in precisely controlled bond-line thicknesses typically between 0.1 mm and 0.25 mm, cured under autoclave pressure and temperature. Paste adhesives fill a different role: repair stations and field-applied joints where autoclave access is impractical. Both systems join metal-to-composite and composite-to-composite interfaces across empennage components, wing skins, and fuselage panels — structures that cycle through temperature swings from -55°C at cruise altitude to 70°C or above in ground soak, with simultaneous humidity exposure.
The minimum hot-wet qualification threshold for most primary structural adhesives is 3,000 hours at 70°C and 85% relative humidity with less than 10–15% retention loss in lap-shear or climbing-drum peel — depending on the specific program spec. That test alone takes over four months of continuous conditioning before a single data point is collected. Silane chemistry is what makes passing it repeatable.
Silane as the Active Component in Aerospace Bond Primers
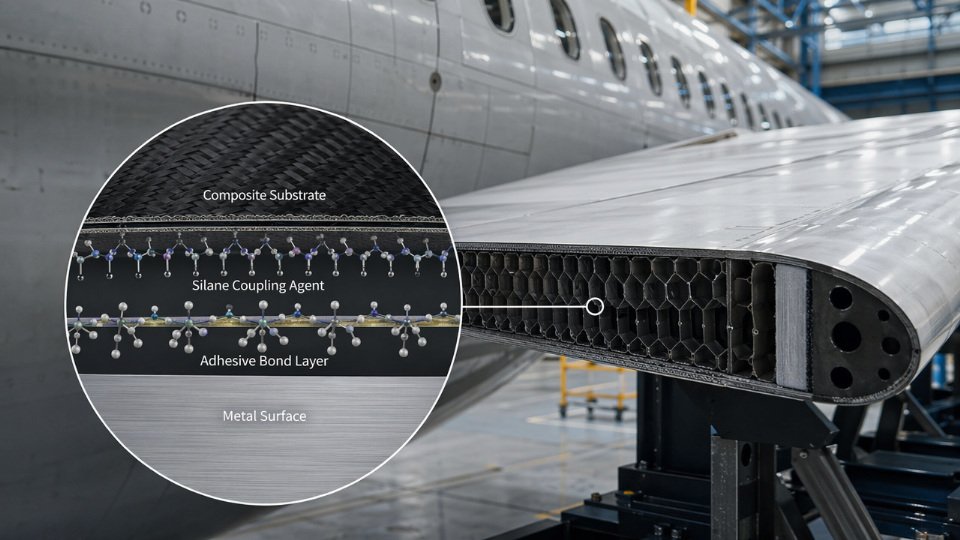
Boeing Specification BMS 5-89 and Airbus AIMS 10-04-001 define the qualification requirements for bond primers applied to anodized aluminum before film adhesive lay-up. Products qualifying under these specs — Cytec BR-127 and Henkel Loctite EA-9696-class primers — contain two functional packages: a chromate corrosion inhibitor and a silane adhesion promoter, typically an aminosilane or epoxysilane at low loading. The silane’s job is specific: it creates a covalent bridge between the aluminum oxide layer produced by phosphoric acid anodize and the epoxy backbone of the film adhesive. Without that bridge, moisture diffusing along the bond line hydrolyzes the physical adsorption, and long-term durability testing fails. With it, the interface survives because Si-O-Al bonds resist hydrolytic attack far better than van der Waals contact.
Chromate-Free Primer Development: Silane’s Dual Role
Hexavalent chromium is listed under REACH as a Substance of Very High Concern, and both FAA and EASA have been processing qualification approvals for non-chromate alternatives for over a decade. The replacement chemistry leans hard on silane combinations — epoxysilane plus vinylsilane, often blended with organic corrosion inhibitors such as cerium or molybdate salts — to perform two jobs simultaneously: adhesion promotion and barrier protection. The silane network’s condensed, cross-linked structure slows oxygen and water ingress at the metal surface. This dual function is not automatic; formulation work to optimize silane concentration (typically 0.5–1.5% by weight in the primer solution, depending on substrate roughness and anodize depth) is required before a primer can enter qualification testing.
Chromate-free silane-based aerospace primers have received FAA and EASA qualification approvals for specific aircraft programs and are in active production use.True
Multiple non-chromate bond primers using silane chemistry have received airworthiness authority approvals, though chromate-containing primers remain qualified and in use on legacy programs where fleet standardization outweighs the elimination timeline.
Titanium and Composite Bonding: Sol-Gel Silane Processes
Ti-6Al-4V alloys used in engine pylons, nacelle structures, and landing gear brackets present a different surface chemistry problem. Titanium’s native oxide is thinner and less stable than aluminum oxide under bond-primer application, and chromic acid anodize — the traditional solution — generates hazardous waste streams at scale. The NASA-developed sol-gel process, often referenced as the BSAA (Boeing Sol-Gel Adhesive Bonding) approach, addresses this by depositing a 50–200 nm organofunctional silane layer in a zirconia sol-gel matrix directly onto the titanium surface. The organofunctional group — typically a glycidoxy or methacryloxy silane — reacts with the epoxy film adhesive during cure, while the zirconia network bonds to the titanium oxide through metal-oxygen-silicon linkages. Bond durability data from this process approach equivalence to chromic acid anodize at 3,000-hour hot-wet conditions, which is why it has entered certified process specifications at several airframe manufacturers.
Aerospace Sealants: Fuel Tanks, Pressurization, and Firewalls
Polysulfide sealants qualified to MIL-PRF-81733 handle fuel tank sealing — exposed to Jet A or Jet A-1 continuously for 30,000 flight hours or more. Silicone sealants qualified to MIL-A-46146 cover firewall barriers and pressurization seals where temperature resistance above 200°C is required. Both specifications mandate adhesion-to-substrate performance after fuel immersion: peel strength on aluminum typically must exceed 8 N/mm after 168 hours in fuel at 60°C. Achieving that requires silane crosslinkers built into the sealant backbone — not surface-applied — to maintain cohesive integrity and substrate adhesion simultaneously. Omit or under-dose the silane component, and the sealant passes initial cure but delaminates progressively in service.
Traceability and Qualification: Why AS9100 Is Non-Negotiable
Aerospace procurement teams are not buying silane chemistry — they are buying documented, auditable consistency. A qualification batch for a bond primer or sealant requires full raw material traceability to the silane lot, Certificate of Conformance to the applicable specification, and retention samples stored for five to ten years depending on the program. Lot-to-lot variation in silane hydrolysis rate or functional group concentration that a tire compounding plant might absorb without incident will cause a qualification failure in an aerospace adhesive system. Silane suppliers supporting this sector need ISO 9001 as a floor and AS9100 as the functional requirement — not for paperwork compliance, but because the test data generated over years of qualification testing is only as defensible as the batch records behind it.
Windshield and Glazing Bonding in Automotive: The Direct-Glazing Silane System Explained
Modern vehicle windshields are not passive glass panels. They are load-bearing structural members. In a roof-crush event, the windshield assembly contributes roughly 15–30% of total roof stiffness — the exact share depends on vehicle architecture, pillar geometry, and the stiffness of the adhesive bond line itself. That bond line is a one-component moisture-curing polyurethane bead, typically 8–12 mm wide and 5–8 mm tall, and its long-term structural performance is entirely dependent on a silane primer layer measured in micrometers.
Why the Bond Line Has to Work for 15 Years, Not Just Drive-Away
OEM assembly specifications require the windshield to reach a minimum safe drive-away strength — sufficient to support airbag deployment loads — within 30–60 minutes of installation at ambient conditions between roughly 5°C and 40°C. That short window is a process engineering constraint, not a chemistry convenience. The same bond must then survive thermal cycling from −40°C to +90°C, sustained vibration, pressure wash exposure, and UV edge loading across a service life exceeding 15 years. No single adhesive chemistry achieves this without an optimized silane interface.
The Three-Layer System and Where Silane Fits
The complete glazing system has distinct layers, each solving a different problem.
Float glass leaves the tin bath with a pyrolytic or magnetron-sputtered functional coating — typically SiO₂, SnO₂, or multilayer stacks — that controls solar heat gain and provides a defined, cleanable inorganic surface. Over the vision area this surface is optically clear. Around the perimeter, a black ceramic enamel frit is screen-printed and fired at 600–700°C, fusing into the glass surface. This frit serves two purposes: it blocks UV from reaching the adhesive (preventing photo-oxidative degradation) and provides the rough, high-surface-energy substrate the adhesive bonds against at the flange.
The silane primer is applied directly to this frit surface — and in some systems also to the painted steel or aluminum flange on the body side. Without it, the polyurethane adhesive bonds to a physisorbed contamination layer rather than the substrate itself. In humid aging tests, that contamination layer fails cohesively within hundreds of hours. Silane-primed bonds retain 80% or more of their initial lap-shear strength (typically specified above 6 MPa) and peel strength (above 8 N/mm) after 1,000 hours at 70°C and 90% relative humidity — the combined FMVSS 212 and ECE R43 qualification envelope.
Properly silane-primed polyurethane windshield bonds can retain 80% adhesive strength after 1,000 hours at 70°C/90% RH agingTrue
This performance level is achievable with correctly formulated isocyanatosilane or aminosilane/epoxysilane primer systems and is a routine qualification requirement in OEM glazing adhesive specifications, consistent with FMVSS 212 and ECE R43 retention standards.
Silane Primer Chemistry: The Dual-Reaction Mechanism
The dominant chemistry for glass bonding uses 3-isocyanatopropyltriethoxysilane (ICPTES) either alone or blended with aminosilane or epoxysilane components. The triethoxysilyl end hydrolyzes in the presence of atmospheric or substrate moisture, forming silanol groups that condense with the silanol groups on the frit or glass surface, creating covalent Si–O–Si linkages. The isocyanate group at the other end of the molecule reacts directly into the polyurethane network as it cures — forming urethane or urea linkages with the adhesive’s hydroxyl or amine chain ends.
Moisture management is non-negotiable here. ICPTES hydrolysis must proceed far enough to form the siloxane bond to glass, but if bulk water pools on the surface before application, the primer pre-condenses into oligomers that lose surface reactivity. Shop floor humidity above 75% RH or substrate temperature below dew point both trigger this failure. The result is an adhesive that appears fully cured and visually normal but delaminates at the glass-primer interface under load — a latent structural defect with no visible indicator.
Robotic Application in High-Volume OEM Assembly
On a body-in-white line producing 40–70 vehicles per hour, silane primer is dispensed robotically in 50–200 ms cycles. The primer formulation must specify viscosity tightly enough (typically 5–30 mPa·s for spray-applied systems, higher for roller or brush-applied formats) to maintain consistent film thickness — 5–15 µm dry — without bridging the frit edge geometry. Infrared curing stations positioned 30–90 seconds after application accelerate silane condensation, reducing open time sensitivity before the polyurethane bead is dispensed. Vision systems with calibrated cameras verify primer coverage width and detect missed spots before glazing robots place the glass.
Product selection has direct production consequences. A primer with open time shorter than the robot cycle creates adhesion windows that close before polyurethane contact. One with excess solvent retention delays drive-away strength development, stalling the line or releasing vehicles below safe structural threshold.
Aftermarket Repair: Where the Silane Failure Mode Is Most Common
Replacement windshield installation in the aftermarket follows the same chemistry requirements, but without automated process controls. Technicians working in variable conditions — outdoor bays, variable humidity, cold mornings — must apply the OEM-specified or technically equivalent silane primer system to both the glass frit and the pinch-weld flange. Skipping the primer, substituting an incompatible chemistry, or applying it to a contaminated surface produces a bond that passes visual inspection and achieves adequate short-term strength but fails durably under cyclic load and humidity exposure. For quality assurance managers developing technician training programs, this is the highest-risk single step in the repair procedure: invisible to any post-installation check, and consequential only when the vehicle needs the windshield bond to perform structurally.
Corrosion Protection and Metal Pretreatment: Replacing Phosphate and Chromate with Silane-Based Systems
Zinc phosphate conversion coating has been the dominant automotive body pretreatment for over four decades. It works: the crystalline zinc phosphate layer anchors cathodic electrocoat paint mechanically and chemically, and a well-run phosphating line will pass 500–1000 hours neutral salt spray with minimal scribe creep. The problem is everything around the chemistry itself. A conventional phosphating line runs 15–20 process tanks — degreasing, conditioning, phosphating, passivation, multiple rinse stages — operating the phosphating bath at 55–65°C around the clock. Drag-out sludge is continuous. Rinse water carries phosphate, nickel, manganese, and zinc ions that require active wastewater treatment before discharge. Under EU Industrial Emissions Directive and EPA 40 CFR Part 433, the capital and operating cost of that treatment has climbed steadily. For a paint shop running 60 cars per hour, wastewater treatment, sludge disposal, and energy for bath heating combined represent a meaningful slice of pretreatment operating cost — realistic estimates from line operators put achievable savings from silane conversion at 30–40%, though the actual figure depends heavily on local energy and effluent disposal pricing.
How the Silane Film Forms and Why It Protects
Bis-silane systems — most commonly 1,2-bis(triethoxysilylethane), BTSE, blended with a functional silane such as an aminosilane or epoxysilane — are the workhorses of silane-based conversion coatings. In aqueous solution, the ethoxy groups hydrolyze to silanols. On a steel, aluminum, or zinc surface, those silanols condense with surface metal hydroxyl groups, forming covalent Si-O-metal bonds. Simultaneously, the bis-silane structure crosslinks laterally, building a dense polysiloxane network 50–300 nm thick. That range is not arbitrary: film thickness depends on bath concentration (typically 2–10% w/w), immersion time, pH control, and substrate alloy. Too thin and the oxygen and moisture diffusion barrier is inadequate; too thick and the film becomes brittle and loses adhesion to the subsequent paint layer.
The functional silane component serves a second role — its organic group (amine, epoxy, or methacrylate, chosen to match the electrocoat or primer binder chemistry) bonds covalently to the paint film. You get a true chemical bridge, metal oxide to polysiloxane to paint, rather than the mechanical interlocking that phosphate relies on.
Silane-based conversion coating processes require only 3–5 process steps compared to 15–20 for conventional zinc phosphating.True
Silane pretreatment lines typically consist of alkaline clean, rinse, silane application, and rinse — eliminating conditioning, phosphating, passivation, and multiple intermediate rinse stages required in zinc phosphate systems.
Process Implementation in a Mixed-Metal Body Shop
Modern automotive body structures combine hot-dip galvanized steel, cold-rolled steel, and aluminum stampings on the same line. That combination is a serious problem for conventional phosphating, which requires bath chemistry and temperature adjustments when aluminum content changes. A single silane bath treats all three substrates simultaneously without chemistry changes — the same Si-O-metal bond chemistry forms on iron oxide, zinc oxide, and aluminum oxide surfaces.
Application is straightforward: spray or immersion at ambient to 40°C, with process windows far wider than phosphating tolerates. Bath control reduces to pH, concentration, and contamination monitoring rather than the multi-parameter balancing act of a phosphate bath. That simplicity matters at 3 a.m. on a weekend shift.
Performance qualifications under VW Group TL-181 and GM GMW14872 — which require 500–1000 hours neutral salt spray with scribe creep held below 1–2 mm — have been achieved by established silane pretreatment products on both steel and aluminum. Those qualifications took time and iteration; a plant switching today is adopting a proven performance envelope, not running an experiment.
Aerospace: Sol-Gel Replacing Chromic Acid Anodize
The aerospace context is different in scale but more acute in regulatory pressure. Hexavalent chromium is a known carcinogen; chromic acid anodize (CAA), long the standard aluminum surface preparation for structural adhesive bonding, is under sustained pressure from REACH and equivalent frameworks. Silane-based sol-gel pretreatments — applied by wipe or spray on repair surfaces in the field — form a chemically equivalent bond to the aluminum oxide layer and provide comparable bond durability to CAA without the chromium exposure risk. These processes are now called out in Boeing BPS 5077 and Airbus SRM Chapter 51 specifically for field repair scenarios where tank anodizing is not available. The qualification data behind those specifications should be the starting point for any aerospace MRO operation evaluating the transition.
The operational warning here is process discipline. Silane sol-gel applied over contaminated or poorly abraded aluminum does not self-correct the way a phosphate bath can partially compensate for surface condition. Bond failures traced back to silane pretreatment almost always originate in inadequate surface preparation, not the silane chemistry itself.
Quality Control, Testing Protocols, and Specification Compliance for Silane-Treated Components
Getting the chemistry right is only half the job. Verifying that the silane layer actually formed correctly — at the right coverage, with the right orientation, on every production batch — is where quality engineering earns its cost.
Surface Verification: Choosing the Right Tool for the Context
Contact angle measurement is the fastest in-line check available. A properly silanized glass substrate treated with an aminosilane should show a water contact angle of 20–40°; the same substrate treated with vinylsilane or a hydrophobic phenylsilane should read above 70°. Values outside these ranges signal either incomplete hydrolysis, contamination from mold release or machining oils, or over-cure that has buried reactive groups beneath a collapsed silane multilayer. The equipment is inexpensive enough to place at the line, and measurements take under two minutes per part.
For laboratory confirmation, XPS (X-ray photoelectron spectroscopy) gives you quantitative atomic-percentage data on surface silicon and nitrogen — the two elements that confirm aminosilane coverage. A well-formed monolayer on glass typically shows Si at 2–5 atomic percent above the substrate silicon signal; nitrogen detection in the 0.5–1.5 at% range confirms the amine group is present and not buried. ToF-SIMS goes further, providing molecular-level fragment maps that confirm whether the correct silane species — not a contaminant or hydrolysis byproduct — is present at the interface. ToF-SIMS is not a production tool; it belongs in failure investigation and first-article qualification, where its cost is justified.

Adhesion Testing: What the Standards Actually Require
A silane treatment that passes contact angle but fails under load is still a failure. The standard test battery for structural bonding covers several mechanisms. ASTM D1002 lap-shear testing on metal bonded joints targets minimum values of 15–25 MPa for automotive structural applications and 20–35 MPa for aerospace primary bonds, depending on adhesive system and substrate alloy. ASTM D3167 floating roller peel is sensitive to thin-bondline failure modes that lap-shear can mask. For CFRP and other composite laminates, ASTM D5528 Mode I interlaminar fracture toughness (G_Ic) is the authoritative measure — properly silanized carbon fiber composite systems typically show G_Ic in the range of 250–450 J/m², versus 150–250 J/m² for untreated controls, depending on fiber sizing, resin system, and cure temperature.
CFRP components treated with aminosilane or epoxysilane coupling agents can achieve interfacial shear strength improvements of 30–60% compared to untreated fiber surfacesTrue
This range is consistent with published composite interface literature and reflects variation due to fiber sizing type, silane concentration (typically 0.5–1.0 wt% optimal), resin cure schedule, and test geometry. Results at the lower end are typical for standard industrial epoxy systems; the upper range applies to carefully optimized aerospace-grade systems with controlled surface preparation.
Environmental Aging Protocols
Silane bonds that look excellent on day one can degrade when water penetrates the interface. ASTM D1183 humidity resistance testing (typically 95–100% RH, 40–60 °C, 250–1000 hours depending on the specification) is the standard screen for hydrolytic stability in automotive programs. Salt spray per ASTM D1141 targets corrosion-driven adhesion loss on metal substrates. For aerospace, Boeing BSS 7286 hot-wet conditioning (typically 70 °C water immersion for defined soak periods before mechanical testing) reveals moisture plasticization at the fiber-matrix interface — the primary degradation pathway for composite joints in service. ISO 11343 impact peel is worth including in automotive programs because it captures high-rate loading behavior that quasi-static lap-shear misses entirely. All of these tests are ultimately probing one thing: whether the silane hydrolytic bond to the substrate survives sustained attack by water more effectively than a physically adsorbed coating would.
Incoming Inspection of Silane Raw Material
Supplier COA data is a starting point, not a substitute for incoming verification on critical lots. Key parameters to check: purity by GC (minimum 97% for industrial composite grades, 99%+ for aerospace-qualified material), refractive index against the supplier’s established specification window (typically ±0.0015 from the nominal value), specific gravity (useful as a rapid consistency check), and moisture content by Karl Fischer titration — methoxysilanes in particular should arrive below 500 ppm moisture, because even modest hydration initiates self-condensation that reduces functional silanol availability. For aminosilanes, verify hydrolysis rate by pH drift method: a slow drift relative to the qualified reference lot suggests batch-to-batch variation in oligomer content. Residual methanol or ethanol content matters for both process safety and cure kinetics inside closed-mold composite processes.
Aerospace OEM Lot Control and Supplier SPC Requirements
Aerospace procurement adds a layer of controls that industrial customers sometimes underestimate until their supplier fails an audit. Qualified silane suppliers to aerospace programs are typically required to retain a minimum of three reserve production lots from each qualified batch, with samples held under controlled storage conditions (sealed, dry, temperature-controlled) for the duration of the part’s service life traceability window. Statistical process control data — Cpk values above 1.33 on purity, refractive index, and functional group content — must be available on demand. Change notification requirements are strict: any raw material or process change requires 90-day advance notice and often triggers a re-qualification test series. Maintaining this infrastructure is not trivial for a silane producer. It is a meaningful differentiator between a commodity chemical supplier and a qualified aerospace supply chain partner.
Failure Analysis Workflow
When a bonded assembly fails in test or in service, the fracture surface tells you where to look. SEM examination distinguishes cohesive failure (fracture through the adhesive bulk, generally acceptable) from adhesive failure (clean separation at the substrate interface, which almost always implicates surface preparation). FTIR-ATR on the fracture surface can detect residual silane, confirm expected chemistry, or identify contamination — a silicone release agent, for example, produces a Si-O-Si fingerprint that is easily distinguished from the silane coupling agent signal. The corrective action path follows directly: adhesive failure with no silane signal on the substrate surface points to process failure in application or cure; adhesive failure with correct silane signal but contamination peaks points to incoming substrate cleanliness. Each analytical result maps to a specific process parameter, which is exactly the kind of structured feedback loop that prevents recurrence rather than just documenting it.
Sustainable and Next-Generation Silane Applications Emerging in EV and Advanced Air Mobility Platforms
Electrification, new certification frameworks, and intensifying ESG pressure are collectively reshaping the demand profile for silane coupling agents in ways that differ structurally from traditional automotive and aerospace applications. The chemistry is the same organofunctional silane toolkit — but the substrates, fluid environments, production rates, and regulatory constraints are new enough that existing sizing formulations and primer systems frequently need redesign rather than simple transfer.
EV Battery Pack Assembly and Thermal Interface Materials
Battery thermal management is now one of the highest-growth application areas for silane chemistry. Thermal interface materials placed between battery cells and aluminum cooling plates must simultaneously conduct heat — typically targeting 3–8 W/m·K, depending on filler loading and particle morphology — and maintain electrical isolation above 10¹² Ω·cm. Achieving both in a silicone matrix loaded with aluminum nitride or boron nitride particles is not automatic. Without surface treatment, thermally conductive fillers agglomerate and the filler-matrix interface becomes a thermal resistance source rather than a conductivity pathway.
3-Methacryloxypropyltrimethoxysilane (MPS) is widely used to compatibilize these fillers. The methacrylate end group anchors covalently to the silicone matrix during cure; the trimethoxysilyl end reacts with surface hydroxyl groups on the ceramic filler. What this produces in practice is a more uniform filler dispersion, lower void fraction at the interface, and measurable improvement in thermal conductivity — achievable conductivity depends on filler type, particle size distribution, and loading fraction, typically 50–75 wt% for high-performance grades. Getting the silane concentration wrong in this system costs thermal performance directly: under-treatment leaves bare filler surfaces that act as scattering sites; over-treatment introduces excess siloxane oligomers that reduce matrix crosslink density.
Powertrain Sealing in Electric Drivetrains
Motor housings and power electronics enclosures in EVs see fluid environments that are genuinely different from ICE applications. Battery coolants often run at pH 8–10; some thermal management fluids contain glycol-amine blends with moderate alkalinity. Traditional room-temperature-vulcanizing silicone sealants formulated for petroleum-based fluids can experience accelerated hydrolysis of the crosslink network under alkaline conditions if the silane crosslinker is not correctly selected. Alkoxy-functional silanes with higher hydrolytic stability — ketoximino or acetoxy crosslinker systems depending on the substrate — are being specified for these environments. The temperature cycling profile also differs: EV powertrains cycle more frequently between ambient and 80–120 °C operating temperature than ICE systems, placing higher cumulative strain on bond lines at the housing joint.
Thermoplastic Composites for High-Rate Production
CF/PA6, CF/PA66, and CF/PP components are attractive for mass-market vehicles because thermoplastic composites support cycle times compatible with automotive stamping lines — sometimes under 60 seconds for compression-molded parts. The problem is that conventional silane sizings designed for epoxy or vinyl ester thermoset matrices are chemically mismatched with polyamide and polypropylene matrices. Polyolefin-compatible silane end groups, including maleic-anhydride-grafted or long-chain alkyl variants, are an active development area. No single commercial solution is mature across the full range of thermoplastic matrices yet; formulators are optimizing case by case.
Advanced Air Mobility Platforms
eVTOL aircraft present an unusual procurement challenge: structures that are composite-intensive to a degree exceeding conventional general aviation, operating under certification frameworks — FAA AC 21.17-4, EASA SC-VTOL — that are still being finalized. Silane-based adhesive primer systems qualified for conventional aerospace applications are being evaluated for these platforms, but weight budgets are tighter and the bond-line qualification data packages that programs demand take time to accumulate. Procurement teams sourcing silane primers for AAM programs should expect to supply full batch traceability records, viscosity and solids-content certificates of analysis, and accelerated aging data — because the airframe integrators building their qualification packages cannot absorb supplier variability that they could tolerate in less weight-critical structures.
Reduced-VOC and Bio-Based Silane Formulations
EU VOC Directive 2004/42/EC and equivalent regulations in other manufacturing regions are driving automotive and aerospace OEMs to audit VOC contributions from every coating and primer step. Conventional aminosilane and epoxysilane synthesis routes generate methanol as a hydrolysis byproduct — not trivial at production-line application volumes. Waterborne silane primer systems reduce this substantially by pre-hydrolyzing the silane before formulation, shifting methanol release from the coating line to a controlled reactor environment. SiliconChemicals has been developing low-methanol epoxysilane and aminosilane grades where partial pre-condensation reduces in-process alcohol evolution while maintaining adhesion promotion efficacy. Whether a specific waterborne system fully substitutes for a solventborne predecessor depends on substrate surface energy and line cure temperature — this requires validation, not assumption.
Waterborne silane primer systems eliminate all VOC emissions in automotive glass bonding linesFalse
Waterborne systems substantially reduce in-process methanol and solvent emissions but do not eliminate VOC contributions entirely. Residual alcohols from hydrolysis and co-solvents required for stability still contribute; actual VOC reduction compared to solventborne systems is typically 60–85% depending on formulation, not 100%.
Digital Process Integration and Supplier Data Requirements
Inline Raman spectroscopy and AI-assisted vision systems are being piloted in automated bonding lines to verify silane primer coverage in real time before adhesive application. What this creates is a non-obvious requirement on suppliers: the silane product must have batch-to-batch consistency tight enough that the spectral signature the vision system was trained on remains valid across production lots. If refractive index, solids content, or degree of pre-condensation drifts between batches, the inline verification algorithm produces false accept or false reject calls — both costly. Procurement specifications for silane products feeding these lines should therefore include not just typical chemistry parameters but maximum allowable batch-to-batch variation bands, and suppliers need to provide structured batch traceability data in formats compatible with plant MES systems.
Frequently Asked Questions About Silane Coupling Agents in Automotive and Aerospace Applications
What is the difference between a silane primer and a silane coupling agent, and when do you use each?
A silane coupling agent is the active molecule itself — an organosilicon compound with a hydrolyzable siloxy group on one end and an organofunctional group on the other. A silane primer is a formulated, ready-to-use product that contains the coupling agent dissolved in a carrier solvent (typically isopropanol/water blends), along with stabilizers, wetting aids, and sometimes corrosion inhibitors or rheology modifiers.
On a production floor, primers make sense when operators need shelf-stable, pre-diluted systems that can be applied by wipe, spray, or flood coat without in-house formulation expertise. Direct-glazing automotive lines almost universally use formulated glass primers because concentration control, pot life, and application consistency are already engineered in. Neat coupling agents, by contrast, are the right choice when a compounder is incorporating silane into a rubber masterbatch, a coating manufacturer is building a proprietary adhesion promoter layer, or a composite fabricator is treating fiber sizing in-line. Buying the active molecule gives formulation flexibility; buying the primer trades that flexibility for process simplicity.
Can one silane grade work with both epoxy and polyurethane adhesive systems?
Aminosilanes — particularly 3-aminopropyltriethoxysilane (APS) — are reactive with both epoxy and polyurethane chemistries, which is why they appear frequently as multi-substrate primers in aerospace and automotive assembly operations. The amine group opens epoxy rings directly and participates in isocyanate reactions through urethane formation. This makes aminosilane a pragmatic choice when a production line bonds multiple adhesive systems to the same substrate, or when a procurement team wants to reduce SKU count.
The trade-off is real, though. An epoxysilane matched specifically to an epoxy structural adhesive will typically deliver tighter interfacial crosslink density and better hydrothermal durability than an aminosilane primer used on the same joint. For non-structural or semi-structural applications the versatility gain outweighs the performance compromise. For primary aerospace structural bonds or safety-critical automotive joints, matching functional group to adhesive chemistry and qualifying that specific combination is the correct engineering decision — not an interchangeable universal primer.
How long does a silane-treated surface remain active before adhesive must be applied?
This is one of the most frequently underestimated process variables. Silanized surfaces are not indefinitely stable. After application and cure, silanol groups at the interface will gradually rehydrate, condense, or become contaminated with airborne organics, progressively degrading bond potential.
Practical open-time windows depend on silane type and ambient conditions. Isocyanatosilane-based automotive glass primers typically allow 4–8 hours at ambient humidity before the primer layer is considered compromised; some OEM specifications tighten this to 2 hours above 80% RH. Aminosilane and epoxysilane aerospace primers designed for aluminum bonding generally permit 8–48 hours, but production process sheets should cite the qualified window, not a generic number. Storing primed parts in a humidity-controlled staging area (typically 40–60% RH, below 25°C) is standard practice in aerospace bonding shops and extends the usable window toward its upper limit.

What shelf life and storage conditions are required for silane coupling agents?
Unopened, neat silane coupling agents stored in sealed, dry containers at 15–25°C with nitrogen blanket or desiccant packing typically remain within specification for 12–24 months — the exact window depends on functional group reactivity and container size. Isocyanatosilanes and chlorosilanes are more moisture-sensitive and sit at the shorter end of that range.
Once hydrolyzed into aqueous solution, shelf life drops sharply. Methoxy silane solutions typically have an 8–24-hour usable life at working concentration before oligomerization reduces adhesion performance. Epoxysilane solutions buffered to pH 4–5 are more stable and can remain usable for up to 5–7 days under refrigerated storage — this is why pH-adjusted epoxysilane stock solutions appear in several aerospace primer specifications. Moisture exclusion is not a precaution; it is the controlling variable. A single contaminated drum cap or improperly resealed container can render an entire lot non-functional before a GC test would catch the hydrolysis.
Are silane coupling agents hazardous, and what safety measures are required?
Hazard profile depends heavily on which silane family is in use. Methoxy silanes release methanol on hydrolysis; the occupational exposure limit (OEL) for methanol is 200 ppm TWA (ACGIH) — manageable with local exhaust ventilation (LEV) but not dismissible in enclosed spray booths or heated mixing operations. Ethoxy silanes release ethanol and carry a significantly lower inhalation hazard. Isocyanatosilanes present the most serious risk: the free isocyanate group is a respiratory sensitizer with an OEL as low as 0.02 ppm as NCO. Spray application of isocyanatosilane primers in automotive glass lines requires supplied-air respirators or powered air-purifying respirators (PAPR), not just organic vapor cartridges.
For all silane handling operations: nitrile gloves (minimum 0.3 mm thickness), chemical splash goggles, LEV at point of use, and SDS Section 8 review before process setup. Spill response should treat methoxy and ethoxy silane spills as flammable liquid events — flash points typically fall between 25°C and 70°C depending on the specific compound.
Methanol released during methoxy silane hydrolysis in production environments can reach hazardous concentrations without adequate ventilation.True
Methanol vapor pressure and hydrolysis kinetics in heated or spray application conditions can generate methanol concentrations exceeding the 200 ppm TWA OEL if local exhaust ventilation is absent — confirmed by industrial hygiene monitoring data in enclosed coating operations.
How does SiliconChemicals ensure lot-to-lot consistency for aerospace-grade silane supply?
Aerospace customers specify silane not just by grade name but by batch genealogy, because an off-spec lot of aminosilane or epoxysilane entering a qualified adhesive primer formulation can invalidate a bond-line qualification without triggering any visible defect. SiliconChemicals operates under an AS9100-aligned manufacturing quality system with full raw material traceability to the originating chemical supplier lot number. Every production batch undergoes GC purity testing and refractive index verification before release; retained samples are archived for ten years to support customer audit and fleet-life investigations.
For aerospace customers, a dedicated supply portal provides real-time Certificate of Analysis (CoA) access, batch genealogy documentation, and automated hold notification if any in-process parameter falls outside specification limits. Lead-time buffer stock agreements are available for customers running under FAA, EASA, or NADCAP-audited processes where qualification re-approval timelines make spot-market substitution impractical. That combination of documentation infrastructure and supply continuity planning is what distinguishes an aerospace-qualified silane supplier from a commodity chemical distributor.