Delamination at the fiber-matrix interface doesn’t announce itself on day one. It shows up three months into service as a hairline crack in a structural panel, or as a coating that peels cleanly off a glass-filled substrate after the first thermal cycle. By that point you’re looking at warranty claims, rework labor, and a root-cause investigation that almost always traces back to the same overlooked variable: the adhesion chemistry between two fundamentally incompatible materials. Silane coupling agents exist precisely to close that gap, but only when selected and applied correctly.
Silane coupling agents improve composite and coating performance by forming covalent chemical bridges between inorganic surfaces — glass fiber, silica, alumina — and organic polymer matrices. The organosilane molecule carries two reactive ends: alkoxysilane groups that hydrolyze and condense onto the inorganic substrate, and an organofunctional group matched to the resin chemistry. The result is a durable, hydrolysis-resistant interfacial bond that can raise composite tensile strength by 20–50% over untreated systems, depending on fiber type, resin system, and silane loading.
What makes this chemistry worth studying carefully is how narrow the margin is between getting it right and getting it wrong. Load too little silane and you leave reactive surface sites unoccupied; load too much and you build up a thick, weak silane multilayer that actually reduces adhesion. The hydrolysis step that activates the silane is pH-sensitive, temperature-sensitive, and alcohol-generating — each of those factors has real implications for how you formulate a sizing bath or a surface pretreatment. The sections below work through the mechanisms, the practical process variables, and the failure modes that show up when any one of them is mishandled.

Molecular Architecture of Silane Coupling Agents: How the Bifunctional Structure Works
The reason silane coupling agents outperform physical adhesion promoters — waxes, sizing agents, simple wetting aids — comes down to one fact: they form covalent bonds on both sides of the interface simultaneously. Understanding how that happens at the molecular level tells you exactly why process conditions matter and where formulations go wrong.
The General Formula and What Each End Does
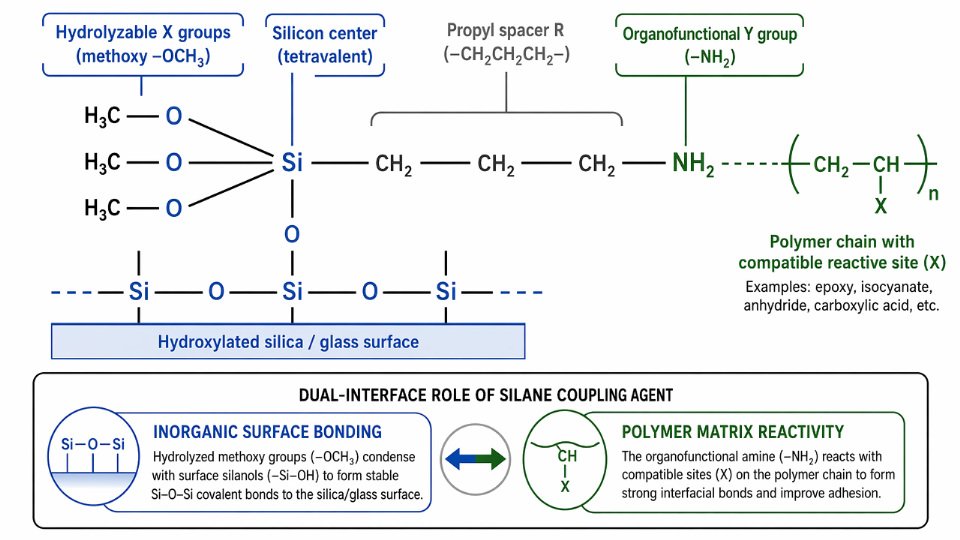
The canonical structure is X₃Si–(CH₂)ₙ–Y. The X groups are hydrolyzable alkoxy functions, most commonly methoxy (–OCH₃) or ethoxy (–OC₂H₅). These react with inorganic surfaces — glass fiber hydroxyls, silica filler surfaces, metal oxides — to anchor the molecule to the substrate. The Y group is an organofunctional terminus matched to the polymer matrix: an epoxy, methacrylate, amine, vinyl, or mercapto group that co-reacts with the resin during cure. The (CH₂)ₙ spacer connecting both ends is not cosmetic. At n = 3, the propyl chain is long enough to give each reactive end conformational freedom so that steric constraints from one bonding event don’t prevent the other from completing. Shorten it to n = 1, and the geometry forces trade-offs; lengthen it much beyond n = 3, and chain mobility introduces a soft, low-modulus zone that can become a stress concentration rather than a stress-transfer zone.
The Four-Step Bonding Mechanism
Step 1 — Hydrolysis. In the presence of water, the alkoxy groups cleave to produce silanol groups (Si–OH), releasing alcohol as a byproduct. Each trialkoxysilane molecule releases three moles of alcohol per mole of silane. This reaction proceeds efficiently within pH 3–5 or pH 8–10; near-neutral pH slows it considerably, which matters when you’re pre-treating a filler slurry whose wash water drifts toward neutral. Methoxy groups hydrolyze roughly 3–5× faster than ethoxy groups under equivalent conditions — a real operational variable, not a textbook footnote.
Step 2 — Condensation. The silanols don’t stay monomeric for long. They condense with each other to form oligomeric siloxane species (Si–O–Si backbone). The degree of oligomerization depends on concentration, temperature, and pH. Highly condensed oligomers can deposit unevenly or form a brittle bulk gel before the surface is ever treated, which is why dilute aqueous solutions — typically 0.1–2.0 wt% in water — are used in fiber sizing baths and filler treatments.
Step 3 — Hydrogen bonding to substrate. The oligomeric silanols hydrogen-bond to the surface hydroxyls of glass, silica, or metal oxide. At this stage adhesion is still reversible; water can displace the bond. This intermediate state is what you’re working with during the open time of a coating or the lay-up window of a composite prepreg.
Step 4 — Covalent siloxane bond formation. On drying or thermal cure, the hydrogen-bonded silanols condense with the substrate hydroxyls to form covalent Si–O–Si linkages. These bonds are thermally stable and hydrolytically far more resistant than the hydrogen-bonded precursor. The result at the glass surface is a polysiloxane interphase layer roughly 1–10 nm thick — the thickness depends on silane concentration, solution pH, and substrate hydroxyl density. This layer is not inert filler; it acts as a graded stress-transfer zone that distributes load between the stiff inorganic substrate and the viscoelastic polymer matrix, which is precisely why properly treated composites show tensile strength improvements of 20–50% versus untreated fiber-reinforced systems. The actual gain within that range depends on fiber type, resin system, and cure conditions.
Methoxy silanes hydrolyze significantly faster than ethoxy silanes under equivalent pH and temperature conditionsTrue
The methoxy group's smaller steric bulk and the lower stability of methanol as a leaving group relative to ethanol both contribute to faster hydrolysis kinetics, a well-documented phenomenon in silane chemistry with direct implications for pot life management in coating formulations.
Methoxy vs. Ethoxy: A Practical Pot-Life Consequence
Fast hydrolysis is not always better. In a coating formulation where silane is pre-dissolved in the binder, methoxy silanes can begin condensing in the can before application, shortening pot life to hours under warm or humid shop conditions. Ethoxy silanes buy you more working time — typically double to triple the pot life under similar conditions — at the cost of slower surface bonding on cold substrates. For composite fiber sizing applied in a continuous bath at controlled temperature, the faster methoxy variants are often preferred because the fiber passes through quickly and the sizing is dried immediately. For a two-component coating mixed on a factory floor in summer, an ethoxy variant frequently makes more sense. Choosing the wrong hydrolysis rate for the process isn’t a minor optimization issue; it’s a direct route to either premature gelation in the pot or incomplete bonding on the substrate.
The Interphase Layer Is a Zone, Not a Line
It’s worth correcting a common simplification: the silane doesn’t form a single monolayer. The condensed polysiloxane network at the fiber surface is a three-dimensional interphase of multilayer character. The innermost region is covalently bonded to the substrate. Moving outward, the network becomes progressively more crosslinked with the matrix resin as the organofunctional Y groups react during composite cure. This gradient in composition and modulus is what makes the interphase effective — it doesn’t create an abrupt mechanical discontinuity, which is exactly the failure condition described in the previous section. Optimal silane loading on glass fiber is generally 0.1–1.0 wt% of fiber weight; above that upper bound, excess silane forms a thick, poorly crosslinked outer layer that becomes the weakest point — adhesive failure migrates back into the silane deposit rather than being prevented by it.
Selecting the Right Organofunctional Group: Matching Silane Chemistry to Your Resin System
Getting the silane type wrong is one of the more expensive formulation mistakes you can make — not because the material costs much, but because incompatible chemistry produces an interphase that is weaker than no treatment at all. Adhesion drops, laminates delaminate at lower stress than untreated controls, and the failure often looks like a filler or fiber problem rather than a chemistry mismatch. The selection logic is straightforward once you understand what the organofunctional group actually does at the resin interface.
Aminosilanes for Epoxy, Phenolic, Melamine, and Polyurethane Systems
3-Aminopropyltriethoxysilane (APTES) is the workhorse for epoxy-matrix composites. The primary amine on the propyl tail participates directly in epoxide ring-opening — the same reaction that occurs between an amine hardener and the resin. This is not surface wetting; it is covalent integration into the crosslink network. In glass-fiber-reinforced epoxy laminates, that coreaction is what drives tensile strength improvements in the 20–50% range relative to unsized fiber, with the upper end of that range achieved when fiber loading and cure schedule are both optimized. In phenolic and melamine systems, the amine condenses with methylol groups. For polyurethane, the amine reacts with isocyanate end groups, though reaction rate is fast enough to require attention to pot-life when aminosilane is pre-blended into a two-component system rather than applied as a separate sizing.
Epoxysilanes for Epoxy and Acrylic Systems
3-Glycidoxypropyltrimethoxysilane (GPTMS) carries an epoxide group that reacts with amines, hydroxyl groups, carboxylic acids, and anhydrides — the broadest reactive compatibility of any common silane type. In epoxy systems it can serve simultaneously as a glass-fiber sizing and as a reactive diluent blended directly into the resin phase at low levels, a dual-use flexibility that reduces formulation complexity. In acrylic and UV-cure coatings, the epoxide ring opens under acidic or basic catalysis, bonding to hydroxyl-functional acrylic backbones. When used as a resin modifier rather than just a surface primer, loading is typically 0.5–3 phr; above that, unreacted epoxide groups plasticize the network and reduce hardness.
Methacrylsilanes and Vinylsilanes for Radical-Cure Systems
Vinyltrimethoxysilane (VTMS) and 3-methacryloxypropyltrimethoxysilane co-polymerize through the carbon-carbon double bond during free-radical cure. This makes them the correct choice for unsaturated polyester composites, peroxide-crosslinked polyethylene (XLPE wire and cable), and peroxide- or sulfur-cured rubber compounds where a vinyl comonomer is chemically compatible. Methacrylsilane offers slightly faster radical reactivity than vinylsilane because the methacrylate double bond is more reactive toward common peroxide initiators. In XLPE cable insulation, vinylsilane grafting enables moisture-cure crosslinking without a peroxide press — a process-cost advantage that explains its dominance in that application.
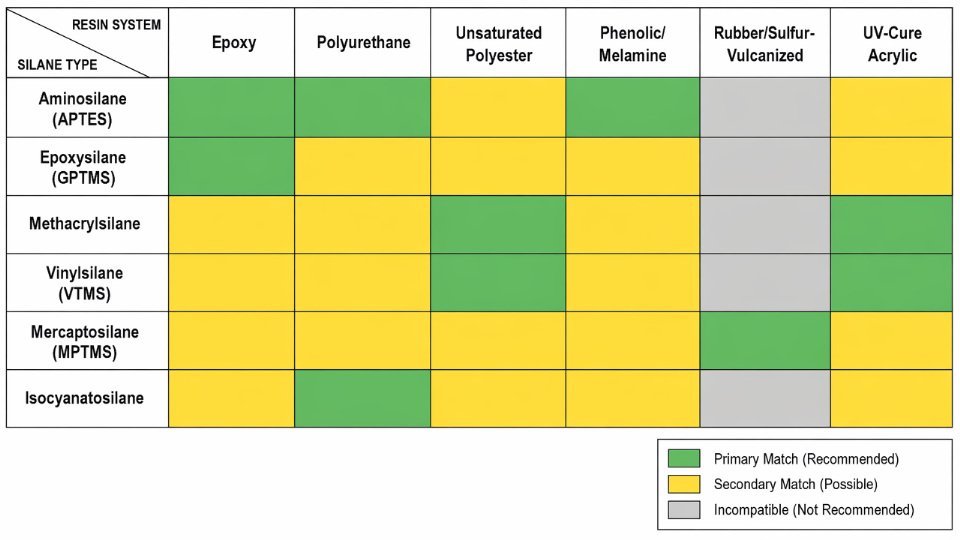
Mercaptosilanes for Sulfur-Vulcanized Rubber and Polysulfide Sealants
3-Mercaptopropyltrimethoxysilane (MPTMS) bonds silica filler to rubber via thiol-ene addition and sulfur-crosslink chemistry during vulcanization. Silica-reinforced tire compounds are the highest-volume application. The thiol group is reactive enough that premature scorch is a real processing risk if mixing temperature is not controlled below around 140–150 °C depending on accelerator system. Bis-triethoxysilylpropyl tetrasulfide (TESPT) is sometimes preferred precisely because its polysulfide bridge releases sulfur more gradually, reducing scorch tendency while delivering comparable final crosslink density.
Isocyanatopropylsilane and Chloropropylsilane
Isocyanatopropyltriethoxysilane reacts with hydroxyl, amine, and water, making it useful for one-component moisture-cure polyurethane sealants and for bonding hydroxyl-rich substrates like wood or cellulose fiber. It is moisture-sensitive in storage — sealed containers and dry handling are non-negotiable. Chloropropylsilanes are not used directly as coupling agents; they are reactive intermediates for synthesizing custom organofunctional silanes, relevant to specialty formulators rather than to most end-use engineers.
Aminosilane (APTES) is compatible with sulfur-vulcanized rubber systems as a primary coupling agentFalse
Aminosilanes do not participate in radical or sulfur-crosslink chemistry and provide minimal covalent integration in sulfur-vulcanized rubber. Mercaptosilanes or polysulfide silanes are required for that matrix.
| Silane Type | Representative Grade | Compatible Resin | Primary Substrate | Cure Condition | Key Performance Gain |
|---|---|---|---|---|---|
| Aminosilane | APTES | Epoxy, phenolic, PU | Glass, aluminum | Thermal | Tensile strength, interlaminar shear |
| Epoxysilane | GPTMS | Epoxy, acrylic | Glass, mineral filler | Thermal, UV | Adhesion, wet retention |
| Methacrylsilane | MAPTMS | Unsaturated polyester, acrylic | Glass, silica | Radical (peroxide/UV) | Wet strength, fatigue life |
| Vinylsilane | VTMS | XLPE, polyester rubber | Glass, polyolefin | Peroxide/moisture | Crosslink density, elongation |
| Mercaptosilane | MPTMS | Silica-rubber, polysulfide | Silica, carbon black | Sulfur vulcanization | Reinforcement, tear strength |
| Isocyanatosilane | ICPTES | Moisture-cure PU, wood composites | Cellulose, metal | Moisture | Bond strength to hydroxylic surfaces |
| Chloropropylsilane | — | Synthetic intermediate | — | — | Platform for custom organofunctional silanes |
Application Methods and Process Parameters That Determine Coupling Efficiency
Getting the chemistry right on paper means nothing if the plant-floor application is poorly controlled. Silane coupling agents are sensitive to temperature, pH, moisture, concentration, and dwell time — get any one of these wrong and you can end up with worse adhesion than an untreated surface, because a poorly condensed silane layer acts as a weak boundary phase rather than a load-transferring bridge.
Aqueous Sizing Baths for Continuous Glass Fiber
The sizing bath is the most mature and highest-throughput application route. Working concentration sits between 0.1 and 1.0 wt% on fiber weight — where exactly depends on fiber tex, line speed, and the target resin system. Staying below 1.0 wt% matters: excess silane forms a thick, poorly crosslinked oligomeric layer that fractures under stress rather than transferring load to the matrix.
pH control is non-negotiable. Amino-functional silanes (3-aminopropyltriethoxysilane and relatives) hydrolyze and adsorb best at pH 3.5–4.5; drop a dilute acetic acid solution to hit that window. Epoxy-functional grades prefer pH 4–5 — a narrower band, and drifting alkaline causes premature Si–O–Si condensation in the bath itself. Bath temperature should stay between 20 and 40°C. Higher temperatures accelerate hydrolysis and shorten usable bath life; lower temperatures slow adsorption onto the fiber surface, leaving patchy coverage.
After sizing, fiber drying at 110–130°C drives off residual water and completes the condensation reaction that anchors silanol groups to surface silanols on the glass. Under-drying leaves unreacted silanols vulnerable to hydrolytic reversal in service; over-drying above roughly 150°C can thermally degrade organofunctional groups — particularly amino and methacrylate grades — before the fiber even reaches the compounder.
Integral Blending with Mineral Fillers
When treating silica, talc, or calcium carbonate in a compounder or high-intensity mixer, liquid silane is metered directly onto the filler — typically 0.5 to 2.0 wt% on filler weight, with the higher end reserved for fine, high-surface-area precipitated silica. Dosing rate and point of injection matter: add silane too early in a long extruder barrel and shear heat degrades the organofunctional group before it contacts the polymer matrix; add it too late and surface coverage is incomplete.
Residence time in the mixing zone should provide at least 60–120 seconds of contact at 80–120°C to initiate surface reaction. Calcium carbonate needs particular attention — its surface is weakly basic, which can accelerate premature condensation. Pre-acidifying the filler surface with a trace of fatty acid or using a methoxy-grade silane (which hydrolyzes slightly slower than ethoxy) buys processing margin.
Adding silane directly to a compounder eliminates the need for pH control entirelyFalse
Even in dry blending, surface moisture on the filler and heat in the barrel drive hydrolysis; uncontrolled moisture can cause premature Si–O–Si oligomerization, reducing reactive silanol availability at the filler surface.
Solvent-Borne and Waterborne Primer Coats for Metal Substrates
On aluminum alloys and steel, silane primers are typically applied by spray, wipe, or dip, targeting a dry film thickness of 50–200 nm. Thinner than 50 nm and surface coverage is incomplete; thicker than 200 nm and the silane interphase itself becomes a cohesive failure point under peel or shear loads.
Flash-off time before topcoat application is critical — allow 15–30 minutes at ambient conditions for waterborne systems, less for solvent-borne. Overbaking is a common production error: curing beyond 180°C for more than 20–30 minutes causes silane crosslink densification and embrittlement at the metal interface, reducing rather than improving adhesion. Operators chasing faster cycle times on metal pretreatment lines frequently discover this only after lap-shear testing fails.
Plasma and UV Activation on Low-Energy Surfaces
Carbon fiber and aluminum oxide surfaces carry relatively few hydroxyl groups for silane condensation. Atmospheric plasma treatment or UV-ozone exposure (60–120 seconds at appropriate power density) increases surface hydroxyl density by oxidizing the top 5–10 nm of material. Without this step, silane loading on untreated carbon fiber can be 30–50% lower than on glass, undermining the interfacial bond that the previous chemistry selections were designed to build.
Critical Storage and Bath-Life Controls
Hydrolyzed silane solutions — especially methoxy grades — have a working life of roughly 4–8 hours once diluted in water. After that, condensation polymerization renders the silane effectively inert as a coupling agent. Monitor bath turbidity with a simple turbidimeter or even a visual haze check; cloudiness signals oligomer precipitation and means the bath must be discarded, not adjusted. Store concentrated silane in sealed, nitrogen-blanketed containers away from humidity; even packaging headspace moisture can initiate hydrolysis over weeks, degrading shelf life well before the nominal 12-month date.
Performance Gains in Fiber-Reinforced Polymer Composites: Data-Driven Evidence
The case for silane coupling agents doesn’t rest on mechanism alone — it rests on measurable output at the laminate and part level. Here is what the data actually shows, and what conditions those numbers depend on.
Interlaminar Shear Strength in Glass-Fiber/Epoxy Systems
Interlaminar shear strength is the metric most sensitive to interfacial bond quality because failure initiates exactly at the fiber-matrix boundary. Aminosilane-treated E-glass laminates consistently show ILSS improvements of 30–45% versus untreated controls in published benchmarks. The exact figure depends on fiber sizing compatibility, cure schedule, and laminate void content — a poorly degassed layup with good silane treatment will still underperform a clean laminate with marginal treatment. Practically speaking, a 35% ILSS gain translates to thinner laminates carrying the same shear load, or the same laminate surviving higher interlaminar stress in bolted joint zones. Either outcome has a direct cost consequence.
Aminosilane-treated E-glass/epoxy laminates show 30–45% ILSS improvement versus untreated controlsTrue
This range is consistent across multiple peer-reviewed studies on glass-fiber-reinforced epoxy composites using aminopropyltriethoxysilane surface treatments under controlled cure conditions
Hydrolytic Durability: The 1000-Hour Immersion Test
Dry-state strength is only half the story. Silane-treated composites regularly retain above 85% of their dry tensile and flexural strength after 1000 hours of water immersion. Untreated controls in the same test typically fall below 60% retention — sometimes well below, depending on fiber sizing porosity and matrix hydrophilicity. The mechanism is straightforward: without a covalent siloxane bond at the interface, water molecules displace the physical adhesion between fiber and matrix within weeks. With a silane interphase in place, water ingress is slowed and the bond survives osmotic stress far longer. For marine structures, under-hood automotive parts, or any component exposed to humidity cycling, this durability gap is the primary justification for silane cost.
Operational warning: Retention figures above 85% assume the silane was applied at 0.1–1.0 wt% on fiber weight and that hydrolysis occurred under controlled pH conditions (pH 3–5 or pH 8–10). Excess loading — above roughly 1 wt% — forms a thick silane multilayer that is itself mechanically weak and accelerates hydrolytic degradation rather than preventing it.
Impact Resistance and Fatigue Life in Glass-Fiber/Vinyl Ester Systems
Fatigue performance is where the silane interphase earns its keep in cyclically loaded structures. A well-formed silane interphase layer is not a rigid bond — it has measurable viscoelastic character that dissipates crack-tip energy at the fiber-matrix boundary before a microcrack can propagate into the matrix. In glass-fiber/vinyl ester systems, this mechanism extends fatigue life by roughly 2–3× compared to untreated fiber. The range depends heavily on stress ratio, fiber volume fraction, and whether the laminate was produced by wet layup, infusion, or pultrusion — infused laminates with lower void content show the upper end of that range.
Carbon Fiber: A Different Surface Chemistry Problem
Carbon fiber presents a harder challenge. Native carbon fiber surfaces carry far fewer hydroxyl groups than glass, so the standard silane hydrolysis-condensation pathway has less to anchor to. Surface oxidation — typically by plasma treatment or electrochemical oxidation — is required first, raising surface oxygen content enough for epoxysilane or aminosilane primers to bond effectively. Even then, ILSS gains in aerospace-grade carbon/epoxy prepreg systems are more modest: 15–25% is the realistic range. That ceiling matters when specifying treatment for certified aerospace structures, where any surface modification step must be validated against existing material qualification data.
Mineral-Filled Thermoplastics: Impact Strength and HDT
The benefit in short-fiber and particulate-filled thermoplastics is often underappreciated. In PP/talc and PA/glass-bead systems, vinylsilane or aminosilane treatment of the filler raises notched Izod impact strength by 20–35% and heat deflection temperature by 8–15°C. The HDT improvement is particularly valuable for under-hood automotive applications where continuous-use temperature margins are tight. Both figures depend on filler loading level, compounding shear history, and whether the silane was applied as a pre-treatment on the filler or introduced as a reactive additive during compounding — pre-treated filler generally gives more consistent results because coverage is controlled before the high-shear mixing environment.
| System | Key Metric | Typical Gain | Primary Dependency |
|---|---|---|---|
| E-glass / epoxy laminate | ILSS | 30–45% | Sizing compatibility, cure schedule |
| Any FRP, wet environment | Tensile retention at 1000 h | >85% vs <60% untreated | Silane loading, pH during hydrolysis |
| Glass fiber / vinyl ester | Fatigue life | 2–3× extension | Void content, stress ratio |
| Carbon fiber / epoxy (aerospace) | ILSS | 15–25% | Surface oxidation quality |
| PP/talc or PA/glass bead | Notched Izod impact | 20–35% | Compounding method, filler loading |
| PP/talc or PA/glass bead | Heat deflection temperature | +8–15°C | Filler loading, silane type |
Taken together, these data points give procurement and R&D leadership a concrete basis for evaluating silane cost against performance return — not as a generic additive cost, but as an input that determines whether the composite meets its design life under real service conditions.
How Silane Coupling Agents Elevate Coating Adhesion, Corrosion Resistance, and Weatherability
Composites get most of the attention in silane literature, but coatings represent an equally demanding — and commercially larger — application domain. The failure modes are different too. A coating doesn’t fail in tension the way a fiber-matrix interface does; it fails by delamination, undercutting corrosion, blistering, and chalking. Each of those failure paths traces back to the same root cause: weak, hydrolytically unstable adhesion at the substrate interface.
Covalent Bonding on Steel and Aluminum Surfaces
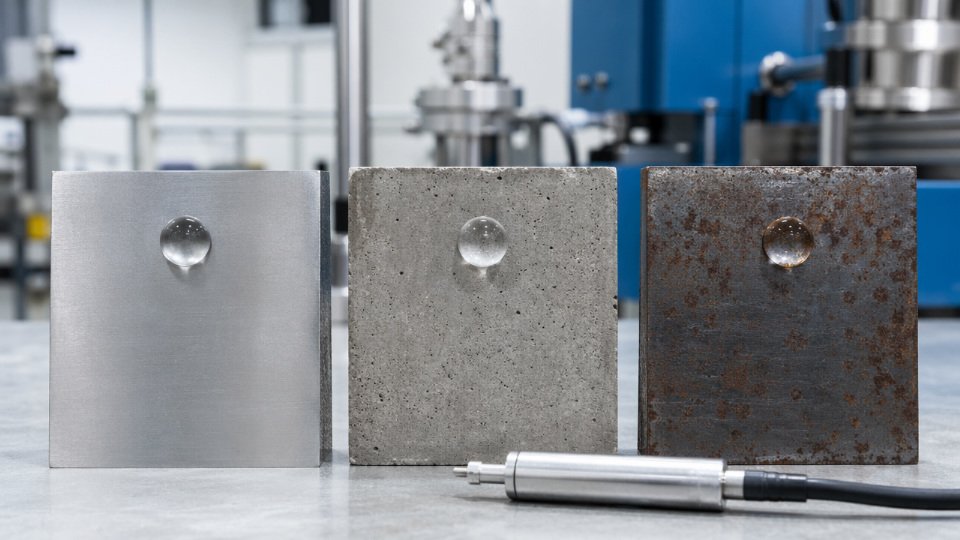
On steel, silane hydrolysis products react with surface hydroxyl groups to form Fe–O–Si covalent bonds. On aluminum, the equivalent Al–O–Si linkage forms across the native oxide layer. Both replace van der Waals adhesion — which survives only until moisture penetrates — with bonds that remain mechanically active in wet service. The practical test for this is ISO 2409 cross-cut adhesion, where properly silane-primed steel routinely achieves a rating of 0 (no detachment) even after 240-hour water soak, versus ratings of 2–4 for unprimed or physically-primed controls. Pull-off strength by ISO 4624 tells the same story: adhesion on silane-treated aluminum typically runs 30–60% higher than on solvent-wiped-only substrates, with the exact uplift depending on surface roughness, oxide thickness, and the specific silane chemistry used.
Chrome-Free Pre-Treatment in Coil Coating and Aerospace Primers
Hexavalent chromium conversion coatings are effective, but regulatory pressure under REACH and various national restrictions has accelerated the shift toward bis-silane alternatives. Bis-trimethoxysilylpropyl amine — often called a bis-amino silane — hydrolyzes and condenses to form a densely crosslinked siloxane network rather than a monolayer. That network creates a physical barrier against ion transport while maintaining covalent attachment to the metal. The practical consequence is a significant reduction in cathodic delamination, the spreading of coating loss from a scribe under impressed cathodic potential.
Bis-silane pre-treatments can achieve cathodic delamination performance comparable to thin chromate conversion coatings on cold-rolled steel in neutral salt spray testing.True
Published corrosion studies and supplier qualification data from coil coating trials consistently show bis-amino and bis-sulfur silane pre-treatments achieving delamination radii within 1–2 mm of chromate-treated controls after 500–1000 hours ISO 9227, provided surface cleanliness and silane bath concentration are tightly controlled.
Loading concentration and bath pH are critical. A bath outside the hydrolysis-active window — roughly pH 4–5 for most bis-silanes — produces either incomplete hydrolysis or excessive oligomerization before the silane even reaches the metal surface, resulting in a loose, powdery deposit that reduces adhesion rather than improving it.
Waterborne Architectural Coatings on Concrete and Masonry
Concrete is alkaline, porous, and dimensionally unstable — a hostile substrate for organic coatings. Epoxysilane or aminosilane additives at 0.5–2.0 wt% of total formulation weight improve wet adhesion by bridging the siliceous aggregate and calcium silicate phases in the substrate to the polymer binder. After 2000-hour QUV weathering cycles, silane-modified formulations show measurably lower chalking ratings and significantly reduced blistering frequency compared to the same base coat without silane. The exact loading that works best depends on binder type; pushing past roughly 1.5 wt% in a pure acrylic dispersion often causes viscosity instability without further adhesion gain.
Automotive Clearcoats and Scratch Resistance
Methacrylsilane crosslinkers are routinely incorporated into automotive OEM clearcoat systems. They co-react with the acrylic or polyurethane binder network, increasing crosslink density near the surface where scratch events initiate. Crockmeter testing and nano-indentation hardness measurements both show improvement — hardness gains of 10–25% are typical, depending on cure temperature and silane concentration. Acid rain resistance also improves because the denser crosslinked network slows the ingress of acidic condensate to the pigment and primer layers below.
Offshore Anti-Corrosion Systems
This is where the performance gap is most commercially visible. On bare steel destined for marine or offshore service, a silane-based primer — applied before the epoxy topcoat — can reduce undercutting at a scribe from the 6–10 mm range seen with conventional epoxy primers alone to under 2 mm after 1000 hours of ISO 9227 neutral salt spray. The mechanism is twofold: the covalent Fe–O–Si bond resists wet disbondment, and the siloxane crosslinked layer slows chloride ion diffusion to the metal surface. Getting this result in practice requires the steel to be blast-cleaned to Sa 2.5, the silane applied within a narrow concentration window (typically 1–5% in aqueous solution), and the coating applied before the silane film re-absorbs atmospheric moisture — a process window that narrows considerably above 80% relative humidity.
Silane Coupling Agents in Specialty Applications: Rubber, Sealants, and Functional Fillers
The composites and coatings markets get most of the attention in silane literature, but the rubber, sealant, and filler industries collectively consume a substantial share of global silane coupling agent production. Each application involves a distinct interfacial chemistry challenge, and choosing the wrong silane — or applying the right one incorrectly — produces outcomes ranging from poor filler dispersion to catastrophic sealant bond failure in service.
Precipitated Silica Reinforcement in Tire Compounds
Bis-(triethoxysilylpropyl)-tetrasulfide, widely known as TESPT or Si69, is the workhouse coupling agent for silica-filled tire treads. The mechanism operates in two stages. During mixing, the triethoxysilyl groups hydrolyze and condense onto silanol groups on the precipitated silica surface, anchoring the silane covalently. Then during vulcanization, the tetrasulfide bridge reacts with the rubber network through sulfur crosslinking, creating a continuous organic-inorganic network rather than a simple filled rubber compound.
The practical result is measurable. Rolling resistance drops 20–30% compared to equivalent carbon-black compounds — the exact reduction depends on silica loading (typically 60–80 phr in a high-performance tread), mixing temperature, and cure system design. Wet grip is also improved because the tread compound remains more elastic at low temperatures. The tradeoff is process sensitivity: mixing temperature must stay below roughly 150°C to prevent premature sulfur release from the tetrasulfide group, which would scorch the compound and waste the coupling chemistry entirely.
Silane-Modified Fillers in PVC and Sealant Formulations
Calcium carbonate and kaolin are high-volume fillers in PVC plastisols, construction sealants, and adhesives. Untreated, they tend to agglomerate, drive up compound viscosity, and create stress concentration points that reduce elongation at break. Surface treatment with a short-chain alkylsilane or a vinylsilane before compounding addresses all three problems simultaneously.
The silane forms a hydrophobic monolayer on the filler particle surface, reducing inter-particle attraction and improving wetting by the polymer matrix. In a typical plastisol formulation, this can reduce Brookfield viscosity by 15–35% at equivalent filler loading — the range depends on filler particle size and surface area, original surface moisture content, and the specific silane chemistry used. Elongation at break in the cured sealant recovers to levels closer to unfilled polymer. For procurement teams, this means either maintaining filler loading at lower processing cost, or increasing filler content to reduce formulation cost while holding target mechanical properties.
Moisture-Cure Sealants with Alkoxysilane-Terminated Polymers
Silicone and polyurethane sealants used on glass and aluminum facades rely directly on alkoxysilane end-group chemistry. Trimethoxysilyl-terminated polymers cure by absorbing ambient moisture: the methoxy groups hydrolyze to silanols, which then condense to form siloxane crosslinks bonded to the substrate surface. No separate primer is needed when the substrate is clean and the humidity is adequate — typically above 40% RH for reliable cure propagation through a joint with a depth greater than 10 mm.
Trimethoxysilyl-terminated sealants require no primer on clean glass or aluminum when ambient RH exceeds 40%True
Ambient moisture hydrolyzes the alkoxysilane end groups, which then condense with surface hydroxyls on glass (silanol-rich) and the native oxide layer on aluminum, forming durable covalent siloxane bonds without a separately applied adhesion promoter.
Failure mode to understand: if the substrate carries release contamination or if the joint is sealed before surface moisture is sufficient, the siloxane network forms in the bulk but does not bond to the substrate. The sealant cures to a rubbery state and peels cleanly off the facade — a cohesive-looking but adhesion-deficient joint that can take months of thermal cycling to manifest as an actual leak.
Hydrophobic Treatment of Fumed Silica
Fumed silica used in hydrophobic coatings, anti-caking agents, and inkjet paper coatings requires surface modification to suppress the native hydrophilicity that makes untreated grades difficult to disperse in non-polar systems. Two reagents dominate this application: hexamethyldisilazane (HMDS) and methyltrimethoxysilane (MTMS).
HMDS reacts with surface silanols under mild heating, replacing them with trimethylsilyl groups and releasing ammonia as the only byproduct. MTMS achieves a similar hydrophobic surface but through conventional hydrolysis-condensation, making it more suitable for aqueous-phase treatment processes. The treated silica shows a water contact angle above 100° and disperses readily in polysiloxane and alkyd coating systems. In inkjet paper coatings specifically, this surface modification controls ink spread rate and prevents feathering, making silane-treated fumed silica a functional rather than merely structural component.
Aminosilane Treatment of ATH in Flame-Retardant Composites
Aluminum trihydrate (ATH) is the dominant non-halogen flame retardant in EVA and polyolefin cable compounds and molded parts. High loadings — often 50–65 wt% of the compound — are necessary to achieve the required limiting oxygen index, but untreated ATH has poor compatibility with organic polymer matrices. The result is a compound that passes fire tests but has fragile mechanical properties and poor extrusion processability.
Aminosilane treatment changes this. The silane bonds to surface hydroxyls on the ATH particles and presents amine functionality to the polymer matrix, improving stress transfer at the filler interface. Tensile strength in ATH-filled EVA recovers 15–25% versus untreated filler at equivalent loading — the actual figure depends on aminosilane type (3-aminopropyltriethoxysilane is most common), treatment level, and the compatibility of the amine group with the specific matrix chemistry. Critically, flame-retardant loading does not need to be reduced to achieve the strength target, so the fire performance specification is maintained without compromise.
Formulation Pitfalls, Troubleshooting Guide, and Quality Control Protocols
Even well-understood chemistry fails at the plant floor when process discipline lapses. Silane coupling agents are no exception. The failure modes below are repeatable, documented, and preventable — but only if your QC protocol catches them before they become scrap, delamination claims, or a corroded primer batch.
Premature Gelation in the Silane Treatment Bath
Gelation is the most common bath-side failure, and it almost always traces back to one of three causes: pH outside the optimal hydrolysis window, high ionic strength from tap or process water, or bath temperature creeping above 30–35 °C during extended production runs.
Trialkoxysilanes hydrolyze cleanly at pH 3–5 or pH 8–10. Between those bands — roughly pH 5.5 to 7.5 — condensation reactions outrun hydrolysis, and oligomeric siloxanes form in solution rather than on the substrate surface. The remedy is straightforward: buffer with dilute acetic acid (0.1–0.5 vol% in water) to hold pH at 4–4.5, use deionized or RO water with conductivity below 10 µS/cm, and set a bath turnover limit. In continuous fiber-sizing operations, a practical rule is to discard and refresh the bath after 4–8 hours of production, depending on fiber throughput and ambient temperature. High ionic strength accelerates siloxane network formation even at correct pH — this is why municipal tap water with elevated calcium or chloride content has ruined otherwise-correct formulations.

Incomplete Hydrolysis on High-Surface-Area Fillers
With precipitated silica, fumed silica, or calcined kaolin — surface areas ranging from 100 to over 300 m²/g — incomplete hydrolysis is a real production risk, not a theoretical one. Residual Si-OCH₃ groups sitting on the filler surface don’t bond to the matrix. You can detect this directly by DRIFT-FTIR: look for the Si-OCH₃ absorption at approximately 1090 cm⁻¹. That peak should diminish substantially after proper treatment; the Si-OH peak near 930 cm⁻¹ should grow. If the methoxy peak persists after your standard mixing cycle, extend mixing time — or introduce a small quantity of dilute acid or titanate catalyst to accelerate hydrolysis. Mixing intensity matters too. High-shear blending (tip speeds above 10 m/s in a horizontal plow mixer, for example) distributes silane more evenly than low-shear tumbling, which can leave core filler particles essentially untreated.
Silane Migration and Blooming in Thermoplastic Compounds
If a treated filler compound shows surface haze, reduced gloss, or tackiness after 2–6 weeks of storage, you are almost certainly above monolayer coverage. Excess silane that isn’t covalently anchored migrates to free surfaces during thermal cycling or storage. Target 0.3–0.8 wt% silane on a filler surface area basis — the upper end applies to lower-surface-area fillers like ground calcium carbonate; the lower end to high-surface-area precipitated silica. Above monolayer coverage, the additional silane does not improve adhesion and actively degrades it by creating a weak boundary layer.
Optimal silane loading on glass fiber surfaces is 0.1–1.0 wt% of fiber weight, and exceeding this range reduces rather than improves adhesion.True
Multilayer silane deposition creates a weak cohesive boundary at the interface. Published fiber-composite studies and commercial sizing formulation data consistently show an adhesion maximum at near-monolayer coverage, with measurable ILSS decline at higher loadings.
QC Protocol: What to Measure and When
Three measurements give a complete picture of treatment quality:
| Test | Method | Acceptance Criterion |
|---|---|---|
| Silane loading on treated filler | TGA, weight loss 200–500 °C | Matches target wt%; batch-to-batch CV <5% |
| Surface wettability | Water contact angle | <30° for amino silanes on treated silica |
| Interfacial bond quality | ILSS coupon, ASTM D2344 | ≥20% improvement vs. untreated control |
TGA weight loss in the 200–500 °C window captures the organofunctional silane layer specifically — below 200 °C you’re losing physisorbed moisture, above 500 °C you’re burning residual carbon rather than the silane itself. Run treated and untreated filler blanks in parallel every production batch, not just at qualification.
Methanol Liberation and Ventilation Requirements
Trimethoxysilanes release methanol during hydrolysis — stoichiometrically, 3 moles of methanol per mole of silane. In an enclosed mixing room processing 50–200 kg batches, methanol vapor concentration can reach or exceed occupational exposure limits without adequate exhaust ventilation. If your process involves confined spaces, spray application in enclosed tanks, or high-temperature post-cure inside an oven, switch to triethoxysilane grades. Ethanol has a lower vapor pressure and a higher TLV-TWA than methanol, and the regulatory exposure limit is less restrictive in most jurisdictions. The performance difference between methoxy and ethoxy grades is marginal for most resin systems; the safety and compliance difference is not.
Frequently Asked Questions About Silane Coupling Agents in Composites and Coatings
What is the difference between a silane coupling agent and a silane crosslinker?
These two terms describe fundamentally different functions, and confusing them leads to the wrong product selection. A coupling agent bridges two dissimilar materials — an inorganic substrate such as glass, silica, or steel on one side, and an organic polymer matrix on the other. Its bifunctional architecture is specifically designed to form covalent bonds at both interfaces simultaneously. A silane crosslinker, by contrast, reacts entirely within a single polymer network: it connects polymer chains to each other, raising molecular weight and cohesive strength without any requirement to bond a dissimilar surface. Vinyltrimethoxy silane used in peroxide-cured polyethylene cable insulation is acting as a crosslinker. The same vinyltrimethoxy silane applied as a fiber sizing to glass-reinforced polyester is acting as a coupling agent. The silane molecule may be chemically identical; the functional role depends entirely on where and how it is deployed.
Can silane coupling agents be used on carbon fiber as well as glass fiber?
Yes, but carbon fiber demands one critical preparation step that glass fiber does not. Carbon fiber surfaces are chemically inert and carry very few hydroxyl groups in their as-manufactured state — there is simply not enough surface reactivity for silane condensation to anchor onto. Surface oxidation is required first, typically via electrochemical anodization in the sizing bath (the industrial standard), or plasma treatment, or ozone exposure for laboratory work. These treatments introduce carboxyl, hydroxyl, and epoxide functionality across the fiber surface. Once that reactive layer exists, aminosilanes and epoxysilanes condense effectively onto carbon fiber and deliver measurable interlaminar shear strength improvements of 15–40%, depending on fiber grade, oxidation intensity, and resin type. Skip the oxidation step and the silane simply does not bond — it sits on the surface as a loose layer and contributes almost nothing.
How long does a silane treatment last under outdoor weathering conditions?
Properly applied silane primers on steel can maintain corrosion protection for 10–15 years in neutral industrial environmentsTrue
Si-O-metal and Si-O-Si covalent bonds formed during silane condensation are hydrolytically stable under neutral pH conditions. Long-term field performance in the 10–15 year range is consistent with published studies on organosilane pre-treatments for automotive and architectural steel, though actual service life depends on coating system design, surface preparation quality, and exposure severity.
Durability depends heavily on bond type and service environment. The covalent Si-O-Si and Si-O-metal bonds that form during proper condensation are stable across a wide pH range under normal weathering. What degrades them is sustained exposure to strongly acidic conditions (pH below roughly 4) or strongly alkaline conditions (pH above roughly 10) — both of which can reverse the hydrolysis equilibrium and progressively dissolve the siloxane network. In neutral industrial or architectural environments, well-applied silane primers perform reliably over multi-year service intervals. This is why surface preparation before silane application is non-negotiable: residual mill scale, chloride contamination, or oil films block silane condensation and create voids where moisture accumulates, undermining bond longevity from day one.
Is a higher silane concentration always better?
No — this is one of the most common and costly formulation errors in practice. A single dense monolayer of silane on the filler or fiber surface is the target. At optimal loading (typically 0.1–1.0 wt% on filler weight, with the precise optimum depending on specific surface area), silane molecules pack tightly, hydrolyze, and condense into a well-crosslinked interfacial layer with strong bonds on both sides. Above that threshold, excess silane builds a thick, poorly crosslinked polysiloxane multilayer. That multilayer is mechanically weak — weaker than the substrate, weaker than the matrix — and it becomes a failure plane rather than a bonding plane. The result is lower tensile strength and worse wet retention than an untreated system. More silane costs more money and produces worse parts.
Which silane coupling agents are compatible with waterborne coatings?
Waterborne systems are sensitive to bath stability because premature hydrolysis and self-condensation of silane will gel the dispersion before it contacts the substrate. Epoxysilanes (such as glycidoxypropyltriethoxysilane) and aminosilanes with ethoxy rather than methoxy leaving groups are preferred in waterborne formulations precisely because ethoxy groups hydrolyze more slowly, extending pot life and giving the silane time to reach and react with the substrate surface. Aminosilanes also offer the practical advantage of acting as co-binders in some waterborne epoxy primer systems. For two-component waterborne polyurethane coatings, blocked isocyanate silanes introduce both crosslinking and adhesion promotion in a single additive, activated by the thermal cure cycle.
How does SiliconChemicals ensure consistent product quality across large-volume shipments?
Consistency across container loads and across production campaigns is where supplier quality programs either earn or lose trust. SiliconChemicals operates under ISO 9001-certified quality management with lot-by-lot gas chromatography (GC) purity testing to confirm active content above 97% before release. Every shipment is accompanied by a full Certificate of Analysis reporting hydrolysis rate, moisture content (critical because moisture initiates premature condensation in storage), refractive index, and appearance. These parameters collectively confirm that the silane will behave as formulated rather than arriving partially hydrolyzed or contaminated. For customers qualifying a new silane into a production process, SiliconChemicals provides retained reference samples from each production lot so that any field performance anomaly can be traced back to batch-level analytical data rather than left as an unresolvable variable.
Sourcing Silane Coupling Agents From SiliconChemicals: Supply Chain Reliability and Technical Support
Knowing which silane to use is half the problem. Getting consistent, documented product at a competitive landed cost — reliably, across multiple production runs — is the other half. For procurement managers and formulation engineers who have dealt with lot-to-lot variability or opaque supply chains, that second half matters as much as the chemistry.
Portfolio Breadth and Custom Synthesis Capability
SiliconChemicals maintains more than 50 standard silane coupling agent grades across every major organofunctional group category: amino (primary and secondary), epoxy, methacryloxy, vinyl, mercapto, isocyanato, and ureido. That breadth means most standard composite and coating formulations can be matched from inventory rather than waiting on custom production. For application-specific requirements — bifunctional silanes combining two reactive organic groups, or modified hydrolysis rates for unusual process windows — a custom synthesis pathway is available. Lead times for standard grades run 2–4 weeks from order confirmation; custom synthesis projects typically require 6–10 weeks, depending on reaction complexity and intermediate availability.

Cost Efficiency Rooted in Integrated Feedstock Access
China’s organosilicon industrial clusters in Zhejiang, Jiangxi, and Shandong provinces are not just geographic concentrations — they represent vertically integrated chlorosilane feedstock chains that Western standalone silane producers cannot replicate from outside that infrastructure. SiliconChemicals sources chlorosilane intermediates from within that cluster, which reduces raw material costs by roughly 15–25% compared to producers buying chlorosilanes on the open market in Europe or North America. The practical consequence for a buyer in Germany, Texas, or Malaysia is a meaningfully lower landed cost even after freight, duties, and compliance documentation are factored in. That gap widens during periods of tight silane supply, when spot-market chlorosilane prices spike and integrated producers hold a structural price buffer.
Integrated chlorosilane feedstock access in China's organosilicon clusters reduces raw material costs by 15–25% versus Western producers buying intermediates on the open marketTrue
This cost differential reflects structural vertical integration — co-located methylchlorosilane and downstream silane production — not just currency or labor arbitrage. The range depends on product grade and global chloromethane/HCl pricing cycles.
Quality Assurance: Specifications That Actually Matter on the Plant Floor
Every production batch ships with a certificate of analysis reporting GC purity ≥97%, moisture content <0.05 wt%, and APHA color <20. Moisture specification is not a formality — even modest water ingress into a moisture-sensitive grade triggers partial self-condensation in the drum, producing oligomeric siloxanol species that behave unpredictably during fiber sizing or primer application. Batch traceability is maintained from chlorosilane lot through finished product, and compliance documentation — REACH registration, RoHS declaration, and TSCA inventory confirmation — is provided as standard, not as a paid add-on. For customers shipping into the EU, this removes a common procurement delay.
Technical Support Without a Minimum Order Barrier
Sample evaluation carries no minimum order requirement. A dedicated application engineering team handles formulation screening questions, troubleshooting consultations for adhesion or cure anomalies, and process audits conducted remotely or on-site depending on the complexity of the issue. This is not a customer service desk routing tickets — it is direct access to engineers familiar with glass fiber sizing lines, epoxy primer spray systems, and rubber compounding mills. The practical value: a technical problem that would otherwise cost several days of internal troubleshooting can often be scoped and redirected in a single call.
Logistics and Packaging Configured for Industrial Buyers
Packaging options include 200-liter drums, IBCs, and ISO tanks for bulk shipments. Moisture-sensitive grades are nitrogen-blanketed at fill to prevent hydrolysis during transit and warehousing. For high-volume customers in Southeast Asia and the Middle East, ISO tank delivery removes per-drum handling costs and significantly lowers unit freight.
To request samples, technical data sheets, or a formulation consultation, contact SiliconChemicals through the global sales network. The goal is not a single transaction — it is the kind of long-term supply relationship where your process parameters and our product specs are aligned before problems appear.