Composite parts delaminate. Rubber compounds crack at the filler interface. Coatings lift from glass or mineral substrates after the first thermal cycle. These failures share a root cause: the chemistry at the boundary between an organic polymer matrix and an inorganic surface is fundamentally mismatched, and without something to bridge that gap, the joint is only as strong as the weakest van der Waals contact. The scrap rates, warranty returns, and unplanned line stoppages that follow are not random — they are predictable outcomes of ignoring interfacial chemistry at the formulation stage.
A silane coupling agent is a bifunctional molecule with one end that reacts covalently with inorganic surfaces — glass, silica, metal oxides — and another end that is chemically compatible with or reactive toward the organic polymer matrix. Applied at concentrations typically between 0.1% and 1.5% by weight of filler, the correct silane converts a mechanically weak, moisture-sensitive physical interface into a durable covalent bridge, improving composite tensile strength by 30–80% depending on substrate pairing and functional group selection.
What makes this class of molecules genuinely useful — and genuinely tricky — is how sensitive the outcome is to process conditions, surface hydroxyl density, and the sequence of hydrolysis and condensation reactions that happen before the polymer ever touches the inorganic phase. Understanding that sequence is the difference between a coupling agent that earns its cost and one that sits in a drum while your scrap rate climbs.

Molecular Architecture of Silane Coupling Agents: How the Bifunctional Structure Works
The reason silane coupling agents solve the organic-inorganic adhesion problem comes down to one structural reality: a single molecule carrying two chemically distinct reactive ends, each tuned to a different phase. Understanding that architecture precisely — not just conceptually — is what separates a process engineer who applies silanes effectively from one who chases adhesion failures around a production line.
The General Formula and What Each Segment Actually Does
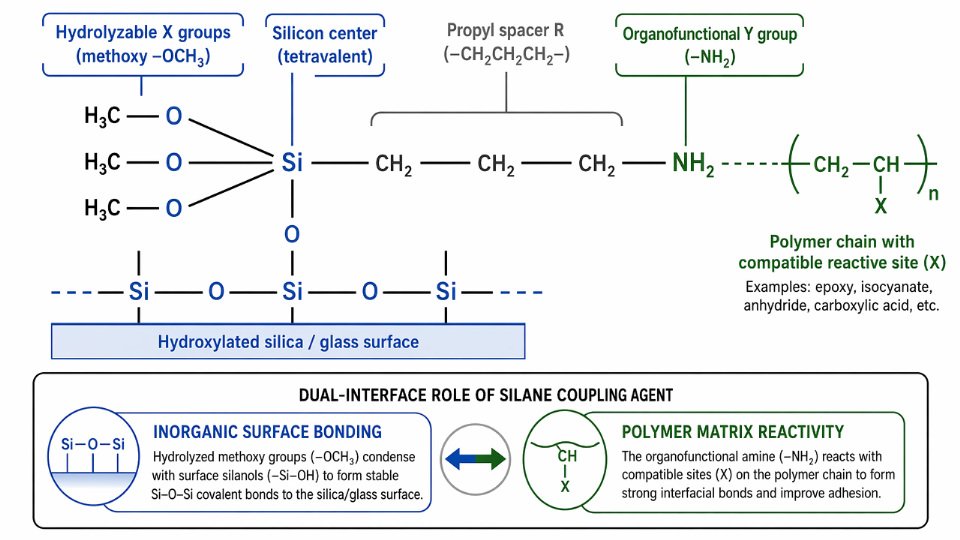
The canonical structure is R’–(CH₂)ₙ–Si(OR)₃, and every segment earns its place.
The Si(OR)₃ end — the inorganic-reactive side — consists of three hydrolyzable alkoxy groups, nearly always methoxy (–OCH₃) or ethoxy (–OCH₂CH₃). In the presence of moisture, these hydrolyze to silanol groups (–Si–OH), which then condense with hydroxyl groups on inorganic surfaces — glass, silica, alumina, metal oxides — forming covalent Si–O–M bonds. Methoxy groups hydrolyze roughly 3–5× faster than ethoxy under the same conditions (pH 4–5, room temperature, aqueous system), which matters when you’re sizing a dip-treatment residence time or a spray application window. Ethoxy variants are preferred in solvent-borne systems partly because they generate ethanol rather than methanol on hydrolysis, which has obvious handling and regulatory implications in enclosed plant environments.
Trialkoxysilane hydrolysis at pH 4–5 and room temperature typically completes within minutes, forming reactive silanol intermediatesTrue
This is consistent with published kinetic data on methoxysilane and ethoxysilane hydrolysis; the rate is strongly dependent on pH, with the minimum near neutral and acceleration under both acidic and basic conditions, making pH control a practical process variable rather than a fixed parameter.
The R’ end — the organofunctional group — is what bonds into the polymer matrix. Amino, epoxy, vinyl, methacryloxy, and mercapto groups each react through distinct mechanisms with specific resin chemistries. Selecting the wrong functional group for your matrix is not a minor efficiency loss; it means no covalent bond forms on the organic side, and you’ve reduced the coupling agent to a surface wetting aid at best.
The Alkyl Spacer: A Detail Engineers Often Undervalue
The (CH₂)ₙ spacer chain — typically n = 0, 1, or 3 in commercial grades — provides geometric and conformational flexibility at the interface. When both reactive ends are simultaneously trying to bond to surfaces that may not be in ideal geometric alignment, a rigid zero-carbon bridge creates steric conflict that suppresses reaction efficiency on one or both ends. A three-carbon spacer allows enough conformational freedom that the silanol groups can orient toward the inorganic surface while the organofunctional group remains accessible to incoming polymer chains or crosslinker molecules. In glass fiber sizing systems, where the silane must function under the mechanical stress of fiber-matrix debonding, this flexibility also acts as a short stress-dissipation segment — a genuine toughening contribution at the molecular scale.
Commercial Functional Groups: Side-by-Side Comparison
| Common Designations | Functional Group R’ | Compatible Polymer Systems | Typical Loading (on filler, wt%) | Primary Application Sectors |
|---|---|---|---|---|
| A-1100 / KH-550 | Aminopropyl | Epoxy, polyamide, PBT, phenolic | 0.3–1.0% | Glass fiber composites, epoxy adhesives, mineral-filled nylon |
| A-187 / KH-560 | Glycidoxypropyl (epoxy) | Epoxy, polyurethane, polysulfide | 0.3–0.8% | Sealants, epoxy coatings, CFRP prepreg sizings |
| A-151 / KH-171 | Vinyl | Unsaturated polyester, EPDM, EVA | 0.5–1.5% | Wire and cable insulation, rubber compounding |
| A-174 / KH-570 | Methacryloxypropyl | Acrylic, unsaturated polyester, UV-cure systems | 0.3–1.0% | Dental composites, UV-cured coatings, SMC/BMC |
| A-189 / KH-590 | Mercaptopropyl | Sulfur-cured rubbers, polysulfide, gold-surface adhesion | 0.5–2.0% | Tire compounds (silica-reinforced), rubber-to-metal bonding |
Loading levels depend primarily on filler surface area — high-surface-area precipitated silica at 150–200 m²/g demands more silane per unit mass than coarse ground calcium carbonate at 5–10 m²/g. Exceeding the monolayer coverage threshold doesn’t add adhesion; it builds up a weak, poorly crosslinked silane multilayer that can itself become a failure plane under stress. Getting this number right is a titration problem, not an estimate.
The combined effect of this bifunctional architecture is why composites incorporating correctly selected silane coupling agents routinely show tensile strength improvements of 30–80% over untreated controls — the upper end of that range achieved when substrate hydroxyl density is high, functional group matching is precise, and hydrolysis/condensation conditions during application are controlled rather than left to ambient variability.
Step-by-Step Reaction Mechanism at the Organic-Inorganic Interface
Understanding the mechanism isn’t academic exercise. Get any stage wrong — wrong pH during hydrolysis, insufficient cure time, wrong silane for your polymer chemistry — and you pay in delamination, reduced fatigue life, or premature moisture ingress. Each stage builds on the last, and the covalent continuity across the interface is only as strong as its weakest step.
Stage 1 — Hydrolysis: Converting Alkoxy Groups to Reactive Silanols
When a trialkoxysilane contacts moisture — whether free water in a solvent system, adsorbed water on a substrate surface, or atmospheric humidity — the alkoxy groups (–OCH₃ or –OC₂H₅) hydrolyze to silanol groups (Si–OH), releasing methanol or ethanol as byproducts. This reaction is acid- or base-catalyzed, and the rate depends heavily on pH and temperature.
The practical sweet spot is pH 4–5, where hydrolysis is fast but premature self-condensation of the silanol intermediates is suppressed. Above pH 7, silanols condense with each other faster than they can migrate to and bond with the substrate surface — you build a floating polysiloxane gel in solution rather than a tightly anchored monolayer. Below pH 3, hydrolysis slows again and you risk incomplete activation.
Methoxy groups hydrolyze roughly 3–5× faster than ethoxy groups under equivalent conditions. For most aqueous silane solution treatments (0.5–2 wt% in water/alcohol), a methoxysilane reaches near-complete hydrolysis within 2–5 minutes at room temperature and pH 4–5. An ethoxysilane under the same conditions may need 10–20 minutes. In high-throughput glass fiber sizing operations, where contact time between the fiber and the coupling agent bath is measured in seconds, this kinetic difference is not trivial — it directly determines how much reactive silanol is actually available when the fiber hits the bath.
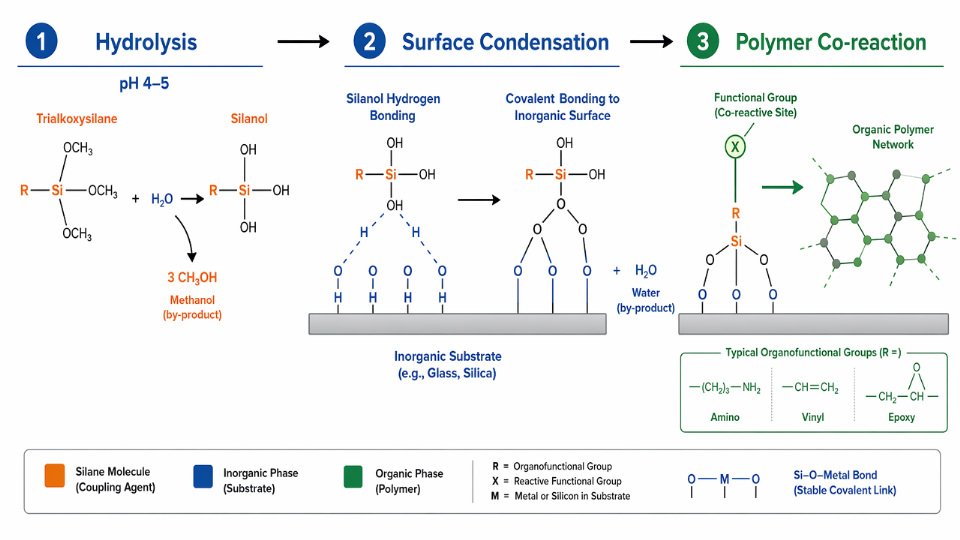
Stage 2 — Condensation onto the Inorganic Surface: Building the Covalent Anchor
Hydrolyzed silanol groups first form hydrogen bonds with surface hydroxyl groups — Si–OH on glass fiber, Ti–OH on titanium dioxide pigment, Fe–OH on steel or iron oxide, Al–OH on alumina filler. These hydrogen bonds orient the silane molecule flat against the surface and are reversible, which is why a wet or contaminated substrate is a real problem: competing water molecules occupy the same hydroxyl sites.
On drying and mild heat (typically 80–120 °C, though some systems cure at room temperature given sufficient time), condensation occurs. Water is released, and covalent Si–O–Si or Si–O–Metal bonds form. The result is a chemically grafted silane layer.
A single silane molecule can form up to three Si–O–surface bonds from its three silanol groups, creating a highly stable, multi-point covalent attachment.True
Trialkoxysilanes generate three silanol groups upon full hydrolysis, each capable of condensing with a surface hydroxyl, though in practice steric constraints and surface hydroxyl density mean two bonds per molecule is more common. The principle of multi-point anchoring is well established in silane surface chemistry.
In controlled deposition — dilute solution, short contact, mild cure — you get a molecular monolayer: one to two silane molecules thick, with maximum surface coverage and minimal steric crowding for the organofunctional group. In thicker deposits or concentrated systems, excess silane forms a polysiloxane oligomeric network on top of the first bonded layer. This multilayer can actually reduce composite mechanical performance by acting as a weak, cohesively failing boundary layer. Monolayer deposition is the target in most composite and adhesive applications.
Stage 3 — Co-Reaction with the Organic Polymer: Closing the Covalent Bridge
The organofunctional group — the “organic end” of the silane — must react covalently with the polymer matrix during processing. This is where silane selection matters most, because mismatching organofunctionality to polymer chemistry leaves that end of the bridge unreacted.
Aminosilanes (–NH₂) react with epoxy resins via nucleophilic ring-opening of the epoxide. The amine nitrogen attacks the strained oxirane ring, forming a stable beta-hydroxy amine linkage. This reaction proceeds readily at processing temperatures of 80–150 °C and requires no additional catalyst in most formulations. The result is a chemical bond that transmits tensile and shear stress directly from the epoxy network, through the silane molecule, into the inorganic substrate lattice.
Vinylsilanes carry a terminal vinyl group (–CH=CH₂) that co-polymerizes with unsaturated polyester or vinyl ester resins during peroxide-initiated cure. The vinyl group on the silane participates in the same free-radical chain as the polymer backbone — it is literally incorporated into the growing polymer chain. Pull the composite apart and the failure will occur in the bulk polymer or substrate, not at the interface.
Mercaptosilanes (–SH) are used in sulfur-vulcanized rubber compounds, particularly with silica-reinforced tire treads. The thiol group participates in sulfur crosslinking networks during vulcanization, covalently tying the silica particle surface into the rubber crosslink density. A correctly silane-treated silica compound produces a continuous crosslinked network from rubber matrix through silane to particle — compared to an untreated silica compound, wet traction and rolling resistance performance diverge substantially, and tensile strength improvements of 30–80% (depending on silica loading, silane treat level, and rubber formulation) are achievable.
What this sequence produces, when executed correctly, is a continuous covalent load-transfer pathway: polymer matrix — organofunctional bond — silane central silicon — siloxane bond — inorganic surface. No weak van der Waals boundary, no moisture-reversible hydrogen bond at the critical interface. Mechanical stress, thermal expansion mismatch, and hydrolytic attack all act on covalent bonds rather than physical adhesion. That is why the mechanism matters operationally, not just chemically.
Application in Glass Fiber Reinforced Composites: Maximizing Interfacial Strength
Glass fiber reinforced polymers represent the single largest end-use for silane coupling agents globally, consuming a disproportionate share of that USD 1.2–1.5 billion market. The reason is straightforward: glass fiber without surface treatment is chemically hostile to organic resins. The fiber surface carries silanol groups and adsorbed moisture; the polymer matrix carries none of the surface energy or polarity needed to bond to them spontaneously. Under dry lab conditions this incompatibility is partially masked by mechanical interlocking. Expose the composite to humidity, water immersion, or thermal cycling, and the interface degrades fast.
Why Moisture Destroys Untreated Glass Fiber Composites
Untreated glass fiber composites can lose 40–60% of their dry mechanical strength after prolonged moisture exposure — the exact figure depends on fiber volume fraction, resin type, and exposure temperature. Water molecules preferentially attack the resin-glass interface because that boundary is the weakest polar site in the system. Once water penetrates, it hydrolyzes any weak physical bonding and swells the matrix locally, propagating microcracks along fiber lengths. The result is delamination that no post-cure adjustment can reverse.
Proper silane sizing reduces that wet strength retention drop to below 15%, sometimes to single digits in optimized epoxy-aminosilane systems. The covalent Si–O–Si bonds formed at the glass surface are hydrolytically stable under most service conditions — they resist the same water ingress that destroys untreated interfaces. This is not a marginal improvement. It is the difference between a structural part that survives a marine or automotive service environment and one that fails within months.
Silane-sized glass fiber composites retain over 85% of dry flexural strength after 1000 hours of water immersion at 70°C in well-matched resin-silane systemsTrue
Published data from ASTM D2344 interlaminar shear testing on epoxy/aminosilane systems consistently shows wet retention above 85% when sizing chemistry is correctly matched; unsized controls in the same studies fall to 40–55% retention under equivalent conditions.
Selecting the Right Silane for the Matrix Resin
Sizing chemistry selection is not optional and not interchangeable. Using the wrong functional group produces an interface that is physically applied but chemically inert — you get the cost of treatment with none of the performance.
The pairing logic is driven by co-reactivity with the matrix cure chemistry:
| Matrix Resin | Recommended Silane Class | Reactive Organic Group | Cure Co-reaction Mechanism |
|---|---|---|---|
| Epoxy | Aminosilane (e.g., APTES, AEAPS) | –NH₂ / –NH– | Amine reacts with epoxide ring |
| Polyester / Vinyl ester | Methacrylsilane (e.g., MPS) | Methacrylate | Free-radical copolymerization |
| Polypropylene / Polyethylene | Vinylsilane or maleic-modified | Vinyl / anhydride | Grafting, peroxide-assisted or reactive extrusion |
| Phenolic | Aminosilane or epoxysilane | –NH₂ / epoxy | Condensation or ring-opening |
Mismatch here is a common procurement and formulation error. An aminosilane applied to a polyester system will not co-react with the free-radical cure — you have silane at the glass surface doing nothing on the organic side. Tensile and ILSS data will look indistinguishable from unsized fiber at elevated temperature or humidity.
The Sizing Process: Concentration, pH, and Drying
Industrial sizing lines apply silane from aqueous solution, typically at 0.1–2.0 wt% concentration depending on fiber tex weight, desired coat weight, and silane molecular weight. Concentration is not a dial to maximize — above roughly 1.5–2.0 wt% in most systems, multilayer physisorbed silane builds up on the fiber surface and actually degrades bond quality by introducing a weak cohesive layer between the covalent monolayer and the resin.
pH control during solution preparation is critical. Trialkoxysilane hydrolysis to silanol intermediates proceeds most cleanly at pH 4–5, typically adjusted with dilute acetic acid. At neutral or alkaline pH, condensation outpaces hydrolysis and the bath gels prematurely — sometimes within 30–60 minutes — wasting material and producing uneven coverage. Bath life at pH 4–5 and room temperature runs 4–12 hours depending on silane concentration and temperature; this is a working parameter that sizing line operators need to track, not assume.
After application by dip tank or spray ring, fiber is dried at 110–150°C for 30–120 seconds on the fiber line. This drives off residual water, completes silanol condensation with glass surface hydroxyls, and partially cross-links the silane film. Under-drying leaves a hydrated, weak interface. Over-drying at above 180°C risks thermal degradation of aminosilane groups and discoloration in clear laminates.
Quantified Performance Benchmarks
When sizing chemistry is correctly matched to matrix resin and processing conditions are controlled, published ASTM D2344 and ISO 14130 interlaminar shear strength data show consistent, reproducible improvements over unsized controls:
- Flexural strength: +30–50% (range driven by fiber volume fraction and resin cure completeness)
- Interlaminar shear strength (ILSS): +20–45% (most sensitive metric for interface quality; upper range achieved in epoxy/aminosilane systems at optimized cure)
- Impact resistance: +15–30% (Charpy or Izod; improvement narrows in toughened resin systems that already redistribute impact energy through the matrix)
These are not marketing numbers — they are reproducible in any ISO 14130 test program run at independent labs, provided the sizing process is documented and controlled. The variance within each range comes from real variables: fiber diameter, sizing coat weight measured by loss on ignition (LOI, typically 0.3–1.0 wt%), resin molecular weight, and laminate void content. If your internal test data falls outside these ranges, the first place to investigate is LOI consistency across fiber lots — not silane supplier performance.
Silane Coupling Agents in Rubber Compounding and Silica-Filled Systems
Precipitated silica is, on paper, an attractive reinforcing filler for rubber. Its surface area can exceed 150–200 m²/g, it is lighter than carbon black, and it carries genuine potential for lower rolling resistance. In practice, raw precipitated silica is deeply problematic inside a rubber compound. The surface is covered with silanol groups (Si–OH) at a density of roughly 4–8 per nm², and those silanols aggressively hydrogen-bond to one another. The result is tight filler agglomeration that resists breakdown during mixing, a sharp increase in compound Mooney viscosity, and poor polymer-filler interaction because the hydrophilic silica surface has almost no thermodynamic affinity for hydrocarbon elastomers like SBR or BR. Without chemical surface modification you get a compound that processes poorly, scorches unpredictably, and delivers only a fraction of the reinforcement its surface area should theoretically support.
Why Bis-Silyl Polysulfide Silanes Became the Industry Standard
The dominant solution is bis(triethoxysilylpropyl) tetrasulfide — widely called TESPT or Si-69 — and its disulfide analog Si-75, along with mercaptosilane variants. TESPT carries two triethoxysilyl heads, each capable of reacting with silica surface silanols, connected through a propyl tether to a polysulfide bridge (averaging 3.5–4 sulfur atoms in tetrasulfide grades). That polysulfide bridge is not passive structure: it participates directly in sulfur vulcanization, tethering the silica particle covalently into the rubber network rather than leaving it as a coated but inert filler.
Mercaptosilanes react faster with both silica and rubber but carry a well-documented scorch risk that limits their use to specific mixing protocols or blocked-mercaptosilane derivatives designed to delay reactivity until vulcanization temperatures are reached.
The Two-Stage Reaction and the Critical Temperature Window
The chemistry inside the internal mixer splits into two distinct stages, and keeping them separate is where mixing discipline matters most.
During the first stage — silanization — the triethoxysilyl groups hydrolyze using trace surface moisture on the silica, forming silanols that condense with the silica surface. This needs to happen at 140–160 °C and requires adequate mixing time, typically 2–4 minutes at temperature depending on rotor speed and fill factor. Below 130 °C the reaction is too slow and silica remains poorly compatibilized. Above 160–165 °C the polysulfide bridge begins to release active sulfur, which starts crosslinking the rubber prematurely — scorch.
The second stage — coupling into the rubber network — happens during vulcanization at 170–180 °C, where the polysulfide groups donate sulfur into the crosslink network, forming covalent bonds between the silica surface and the elastomer chains. The outcome is a three-dimensionally bonded filler-polymer interface rather than a mechanically entangled one. Dump temperature control in the mixer, along with rotor speed and fill factor, directly determines whether silanization completes before vulcanization begins. Getting this wrong costs you either under-silanized silica (poor compound properties, high viscosity, shortened tool life on extruders) or premature crosslinking (scrap batch, potential mixer cleaning downtime).
Silica-silane reinforced tire treads achieve rolling resistance reductions of 20–30% compared to equivalent carbon-black compounds.True
This range is consistent with data from EU tire labeling programs and published rubber technology literature; the actual figure depends on silane loading level (typically 6–10 phr TESPT relative to silica), silica grade, elastomer blend, and tread compound design.
The Green Tire Performance Case
The aggregate performance outcome justifies the added formulation complexity. Silica-silane tire tread compounds deliver rolling resistance reductions in the range of 20–30% versus carbon-black reference compounds, wet grip improvements of roughly 10–15%, and fuel economy gains of 3–5% over a vehicle’s operating cycle — figures that vary with tread pattern, vehicle class, and baseline compound design. This combination is the technical foundation of what the industry calls the green tire, and it maps directly onto the EU tire labeling regulation’s A–G rolling resistance and wet grip grades that now materially influence purchasing decisions across European OEM supply chains.
The sustainability argument compounds over time. Silica is produced from quartz sand and does not carry the process-carbon footprint of furnace black. Switching a high-volume passenger tire line from carbon black to silica-silane reinforcement meaningfully reduces both vehicle fuel consumption and compound-level CO₂ intensity — two pressures that tire manufacturers and automotive OEMs are facing simultaneously from regulators and fleet customers.
Surface Treatment of Inorganic Fillers and Pigments: Improving Dispersion and Polymer Compatibility
Mineral fillers are cheap, abundant, and functionally useful — but introducing them into organic polymer matrices at meaningful loadings routinely causes agglomeration, viscosity spikes, and a dramatic drop in mechanical properties. The root cause is thermodynamic: untreated filler surfaces are hydrophilic, high-energy, and chemically mismatched with nonpolar or weakly polar polymer chains. Silane coupling agents resolve this by chemically grafting an organofunctional monolayer onto the filler surface, converting it from hydrophilic to hydrophobic and presenting reactive or compatible groups toward the polymer.
Which Fillers Respond to Silane Treatment — and Which Don’t
Silane chemistry depends on surface hydroxyl groups for condensation bonding. Fumed silica, precipitated silica, aluminum trihydrate (ATH), kaolin, wollastonite, and talc all carry surface silanols or aluminol hydroxyls that react cleanly with hydrolyzed trialkoxysilane intermediates. These substrates are strong candidates for direct silane treatment.
Calcite-based fillers — ground calcium carbonate, precipitated calcium carbonate — present a different problem. Calcite surfaces lack sufficient reactive hydroxyl density; silane bonding is weak and inconsistent on carbonate surfaces unless a primer activation step is used, typically a brief acid wash or a thin SiO₂ deposition layer that generates hydroxyl sites. In practice, for CaCO₃ in commodity polyolefins, fatty acid coatings (stearic acid being the standard) remain more cost-effective than silane because they physisorb to carbonate surfaces adequately and cost a fraction of aminosilane or vinylsilane per kilogram. Titanate and zirconate coupling agents sit between the two: they bond through the carbonate oxygen rather than a hydroxyl, tolerate lower surface hydroxyl density, and suit high-loading mineral-filled systems where melt viscosity reduction is the primary target.
Silane coupling agents bond effectively to siliceous and hydroxylated inorganic surfaces through covalent Si-O-substrate linkages, but do not form equivalent bonds on pure calcium carbonate surfaces without prior activation.True
The condensation mechanism requires surface hydroxyl groups (Si-OH, Al-OH, or equivalent). Calcite surfaces are dominated by carbonate anions and calcium cations, not hydroxyl groups, making direct silane esterification energetically unfavorable and poorly durable under humidity.
Dry Process Versus Wet Process Treatment
Two plant-level approaches dominate filler surface treatment, and the choice matters operationally.
The dry process adds silane — neat or pre-diluted in a small volume of solvent — directly onto filler powder in a high-speed mixer (Henschel-type or equivalent) running at temperatures between 80–120 °C. Heat accelerates hydrolysis and condensation, and residence times of 10–20 minutes are typical. Throughput is high, no drying step is needed, and the process integrates easily into existing powder-handling lines. Coverage uniformity is the limitation: on coarse, irregular particles or at low silane loadings (0.3–0.8 wt% on filler), shadowed surfaces can remain untreated, leading to inconsistent dispersion in the final compound.
The wet process disperses filler in an aqueous or alcohol-water solution containing pre-hydrolyzed silane at controlled pH (4–5 for maximum hydrolysis rate), then filters, washes, and dries the treated filler. Coverage is substantially more uniform, which matters in transparent coatings or optical applications where any aggregated untreated filler particle causes haze. The cost is higher — energy for drying, wastewater handling, longer cycle time — and heat-sensitive fillers like certain ATH grades require careful dryer temperature control to avoid premature dehydration.

Application Outcomes Worth Quantifying
In ATH-filled flame-retardant polyolefin compounds, the processability cliff hits around 55 wt% filler loading without surface treatment — melt viscosity becomes unacceptable and compounding torque exceeds equipment limits. Aminosilane treatment of ATH (typically 3-aminopropyltriethoxysilane at 0.5–1.0 wt% on filler) shifts that ceiling to 60–65 wt%, depending on ATH particle size distribution and polyolefin grade. That extra filler loading directly affects flame-retardant rating margins and compound cost.
In transparent clearcoats and UV-cure coatings, vinylsilane- or methacrylsilane-treated fumed silica reduces transmitted haze by 40–60% relative to untreated fumed silica at the same loading — a difference traceable to individual aggregate size, not just total particle count. Untreated silica aggregates in a low-viscosity resin because surface hydroxyls drive inter-particle hydrogen bonding faster than shear can break it.
In structural adhesives and sealants, silane-treated calcium silicate filler shows shear adhesion strength improvements of 25–35% compared to untreated filler. The mechanism is both improved dispersion (fewer stress-concentrating agglomerates) and direct silane bridging between filler surface and the adhesive resin’s functional groups.
Selecting the right functional group on the silane side is not optional. Vinylsilane suits peroxide- or radiation-cured systems; methacrylsilane fits UV-curable acrylate matrices; aminosilane works in epoxy systems and where electrostatic compatibility with the polymer backbone helps. Mismatch between silane organic functionality and resin cure chemistry wastes the coupling agent’s potential and leaves interfacial strength gains on the table.
Adhesion Promotion in Coatings, Sealants, and Adhesives: Selection Logic and Formulation Practice
Getting silane coupling agents to work in liquid formulation systems is not simply a matter of adding them and moving on. The chemistry is real, the failure modes are predictable, and the difference between a durable bond and a delaminated joint often comes down to how and when the silane is introduced.
In-Situ Addition vs. Substrate Primer: Two Different Mechanisms
In-situ addition means dissolving the silane directly into the coating, adhesive, or sealant at the mixing stage — typically 0.1–2.0 phr, though the effective range depends on formulation viscosity, resin type, and substrate porosity. What makes this work is surface energy migration: during cure, the silane preferentially diffuses toward the inorganic substrate because the interfacial surface energy gradient drives it there. The organic-compatible end orients toward the polymer matrix while the alkoxysilane end concentrates at the metal, glass, or mineral surface and hydrolyzes in the presence of trace moisture. This self-stratification happens spontaneously, but only if cure time and temperature are adequate — fast-curing UV systems and very thick bondlines can trap silane mid-film before it reaches the interface.
The substrate primer approach is mechanistically cleaner. A dilute silane solution (typically 0.5–5% in water or water-alcohol, pH adjusted to 4–5) is applied to the substrate, allowed to hydrolyze and condense, then dried before the adhesive or coating is applied. Hydrolysis at pH 4–5 and room temperature completes within minutes, forming silanol intermediates that condense onto surface hydroxyl groups. This pre-treatment eliminates any reliance on migration and gives you a defined, reproducible silane density at the interface. The tradeoff is an added process step, which matters on high-throughput assembly lines.
Substrate-Specific Silane Selection
Matching the silane functional group to both substrate chemistry and matrix resin is the single most consequential formulation decision. A mismatch here produces bonds that test adequately in ambient conditions but fail under humidity aging or thermal cycling.
For steel and aluminum substrates bonded with epoxy adhesives, epoxysilane (KH-560, glycidoxypropyltrimethoxysilane) is the standard choice. The epoxide group co-reacts directly with amine or anhydride curing agents, building covalent continuity from metal oxide surface through to the crosslinked epoxy network. Aminosilane (KH-550, aminopropyltriethoxysilane) is the workhorse for glass and mineral surfaces in polyurethane or epoxy systems — the primary amine reacts with isocyanates and epoxide groups, and it is notably effective at improving wet adhesion retention where moisture at the interface would otherwise hydrolyze a purely physical bond.
Vinylsilane suits polyolefin substrates and silicone sealant systems where free-radical or platinum-catalyzed crosslinking is the cure mechanism. Methacrylsilane performs in UV-cure acrylate coatings on glass and ceramic: the methacrylate group participates directly in the radical polymerization front, anchoring the cured film to the inorganic surface through covalent bonds rather than secondary adhesion alone.
Aminosilane KH-550 improves wet adhesion retention in polyurethane sealants on glass substratesTrue
The primary amine group reacts covalently with isocyanate groups in PU systems while the triethoxysilane end bonds to glass surface silanols, maintaining interfacial bond integrity under humid conditions where purely physical adhesion would hydrolyze and fail.
Stability, Pot Life, and Formulation Sequencing
Aqueous silane solutions present a real shelf-life problem that catches formulators out. Once hydrolyzed, silanol groups condense with each other — oligomerization and eventual gelation are the end states. At low concentration (below 1–2%) and controlled pH (4–5), hydrolyzed solutions remain useful for hours to a few days at room temperature. Above pH 7 or at elevated temperature, condensation accelerates sharply and usable pot life can drop to under an hour.
In solvent-based formulations the situation is more forgiving. Unhydrolyzed alkoxysilane dissolved in a dry organic solvent system can remain stable for several months, provided moisture ingress is controlled. This is one practical reason formulators working with moisture-sensitive adhesive systems prefer to add silane as the last component before application, after all water-bearing ingredients have been incorporated.
The correct addition sequence for aqueous or waterborne systems: adjust the bulk formulation pH to 4–5 first, pre-hydrolyze the silane separately in a small volume of acidified water for 10–30 minutes, then introduce it into the main formulation under agitation. Adding unhydrolyzed silane directly to a neutral or alkaline waterborne system invites rapid, uncontrolled condensation and silane loss before it ever reaches a substrate. In solvent-borne systems, add silane after all reactive components are blended and just before application or packaging into sealed containers.
Pot life monitoring matters commercially. A formulation that passes day-one adhesion testing but shows drop-off at day five or day thirty indicates silane depletion through premature condensation — a failure mode that shows up in field returns rather than in initial QC.
Key Performance Testing Methods: How to Measure the Adhesion Improvement Delivered by Silane
Specifying a silane coupling agent based on chemistry alone is not enough. Until you have test data confirming that the chosen silane, at the chosen concentration and treatment method, actually improves adhesion on your specific substrate-polymer pair, you are operating on assumptions. The test methods described below are the ones quality teams and process engineers reach for first — and the ones a supplier should be able to provide data against before you commit to a formulation or supply agreement.
Mechanical Tests That Quantify Bond Strength
The pull-off adhesion test (ASTM D4541 / ISO 4624) is the standard starting point for coatings on metal or mineral substrates. A loading dolly is epoxy-bonded to the cured coating surface and pulled perpendicular to the substrate. A well-silane-treated system on steel or aluminum typically produces pull-off values in the range of 8–20 MPa depending on coating thickness, cure schedule, and substrate surface profile — more telling is the failure mode. Cohesive failure within the coating or substrate material confirms the interface itself is stronger than the bulk; adhesive failure at the interface signals the silane treatment is underperforming or was applied incorrectly.
The cross-cut tape test (ISO 2409) is faster and suited to production-line spot checks rather than engineering qualification. After a grid of cuts is made through the coating, standardized tape is applied and removed. A rating of 0 (no detachment) versus 4 or 5 (heavy flaking) is immediately visible. It catches gross adhesion failures reliably but lacks the sensitivity to differentiate, say, a 12 MPa interface from a 16 MPa one.
For structural adhesive bonds, lap shear strength (ASTM D1002) is the workhorse test. Two substrate coupons overlap by a fixed area and are pulled in tension-shear until failure. Silane treatment on metal adherends commonly shifts lap shear values from 10–15 MPa (untreated, depending on adhesive type) to 18–28 MPa — that 30–80% improvement range is real but depends heavily on the adhesive chemistry and the silane’s organofunctional group matching it. An aminosilane primer under an epoxy adhesive on aluminum is a textbook high-performing pair; the same aminosilane under a UV-cure acrylate is not.
The T-peel test (ASTM D1876) measures flexibility and peel resistance for film-to-film or flexible substrate bonds, reporting force per unit width rather than stress. It is relevant in laminated packaging, flexible electronics, and membrane systems where lap shear geometry is not realistic.
For fiber-reinforced composites, short-beam shear / interlaminar shear strength (ASTM D2344) is critical. Tested on a short, narrow coupon under three-point bending, this method forces failure between plies rather than through them. Composite panels made with properly silanized glass fiber typically show ILSS values 20–50% above controls using unsized or incompatibly sized fiber.
Accelerated Durability: Where Silane Treatment Proves Its Long-Term Value
Dry strength numbers are necessary but not sufficient. The real competitive advantage of silane coupling agents is moisture durability — the ability to maintain bond integrity when the interface is attacked by water ingress, humidity cycling, or corrosive environments.
After 1,000 hours of salt spray exposure (ASTM B117), silane-treated metal-coating or metal-adhesive systems typically retain 70–90% of their initial dry bond strength. Untreated or physically primed controls regularly fall to 20–40% retention. That gap closes products liability suits, warranty claims, and premature field failures.
Silane-treated adhesive joints typically retain 70–90% of dry bond strength after 1,000-hour salt spray versus 20–40% for untreated controls.True
This retention range is consistent with published ASTM B117 test data across epoxy-metal and polyurethane-metal systems where organofunctional silanes provide covalent bonding at the interface, dramatically slowing moisture-driven hydrolysis and undercutting.
Humidity cabinet exposure (ASTM D2247, 500 hours at 100% relative humidity) is more aggressive than salt spray for pure moisture uptake evaluation and is commonly specified in automotive and aerospace primer qualifications. Boiling water immersion — one to two hours — is a brutal but fast screening test used in glass fiber composite development; retention above 60% of pre-immersion ILSS is a common internal acceptance threshold.
Wet-dry cycling (alternating immersion and oven drying over 10–20 cycles) is particularly diagnostic for mineral-filled compounds and sealant-to-concrete bonds, where thermal and moisture expansion differences stress the interface repeatedly. Systems that pass this test have demonstrated real interfacial chemistry, not just physical interlocking.

Surface Characterization: Confirming Silane Coverage Before You Run Mechanical Tests
Running mechanical tests on a panel where the silane treatment was incomplete or contaminated gives you a bad number with no explanation. Surface characterization closes that loop.
FTIR-ATR (attenuated total reflectance Fourier-transform infrared spectroscopy) is the fastest surface-level check. On a silanized glass or mineral surface, you are looking for Si-O-Si bands near 1,000–1,130 cm⁻¹ and, depending on the organofunctional group, C-H stretch or N-H bend signatures that confirm the organic arm is present and intact. Absence of these bands on a “treated” surface tells you the treatment step failed — wrong pH during hydrolysis, insufficient drying, or contaminated solvent.
XPS (X-ray photoelectron spectroscopy) provides elemental composition of the top 5–10 nm of the surface. Silicon atomic concentration, carbon-to-silicon ratio, and nitrogen or sulfur presence (for aminosilanes or mercaptosilanes) can all be quantified and compared against a reference spectrum for optimal treatment. XPS is expensive and slow for routine QC but is the right tool during process development and troubleshooting.
Contact angle measurement is fast, non-destructive, and directly relevant to wettability by adhesives and coatings. An untreated silica or glass surface is strongly hydrophilic — water contact angles typically below 20°. After proper silane treatment, the organofunctional layer shifts this to 50–80° depending on the silane selected, confirming the surface energy modification needed for good organic matrix interaction. A contact angle that remains below 30° after supposed treatment is a warning: the silane film may be incomplete, heavily cross-linked at the surface, or already contaminated.
Used together — a mechanical test program, a relevant durability protocol, and at least one surface characterization method during development — these tools give procurement and quality teams the objective evidence needed to validate a silane supplier, lock in a treatment specification, and defend that specification against cost-cutting substitutions down the line.
Selecting the Right Silane Coupling Agent: A Practical Decision Framework for Engineers
Getting silane selection right is a front-loaded investment. Picking the wrong functional group costs you nothing at the purchase order stage and everything at the press, the extruder, or the weathering chamber. The decision narrows predictably once you know four things: what the inorganic substrate actually is, what polymer or resin you are bonding into, what temperatures and cure chemistry the process imposes, and what the end-use environment demands.
Substrate-by-Polymer Selection Matrix
The table below organizes the most common industrial pairings. Loading ranges are expressed as weight percent of silane on filler (for pre-treatment) or on total formulation (for in-situ addition); the actual optimum within each range depends on filler surface area, specific surface hydroxyl density, and mixing intensity.
| Inorganic Substrate | Epoxy | Polyurethane | Polyolefin (PP/PE) | Unsaturated Polyester | Silicone Rubber | NR / SBR Rubber |
|---|---|---|---|---|---|---|
| Glass fiber / fumed silica | Aminosilane (A-1100 type), 0.3–0.8 wt% | Aminosilane or isocyanate-reactive aminosilane, 0.3–0.6 wt% | Vinylsilane + peroxide, 0.5–1.2 wt% | Methacrylsilane (A-174 type), 0.3–0.7 wt% | Vinylsilane, 0.5–1.5 wt% | Mercaptosilane (Si-69 / TESPT type), 1.0–2.5 phr |
| Metal oxide (Al₂O₃, TiO₂, steel surface) | Epoxysilane or aminosilane, 0.2–0.5 wt% | Aminosilane, 0.2–0.5 wt% | Vinylsilane, 0.5–1.0 wt% | Methacrylsilane, 0.3–0.6 wt% | Vinylsilane or epoxysilane, 0.5–1.0 wt% | Mercaptosilane, 1.0–2.0 phr |
| Carbonate mineral (CaCO₃, wollastonite) | Epoxysilane or aminosilane, 0.5–1.0 wt% | Aminosilane, 0.5–1.0 wt% | Vinylsilane + compatibilizer, 0.8–1.5 wt% | Methacrylsilane, 0.5–1.0 wt% | Vinylsilane, 0.8–1.5 wt% | Mercaptosilane or vinylsilane, 1.5–3.0 phr |
Carbonate minerals present a particular challenge. Their surface hydroxyl density is lower than silica, and their alkaline surface can accelerate silanol condensation before adequate surface coverage is achieved. Adjust pH of any aqueous pre-treatment bath to the 4–5 range where hydrolysis proceeds within minutes yet premature oligomerization is suppressed.
Processing Condition Constraints That Override the Matrix
Temperature is the first filter. Above roughly 200 °C — common in nylon compounding, high-performance thermosets, and some rubber vulcanization cycles — aminosilanes and mercaptosilanes become liabilities. Amino groups can discolor and begin decomposing; mercapto groups may volatilize or react prematurely with peroxides. Vinylsilanes, which need peroxide or radiation activation to form covalent bonds with the polymer backbone, are thermally stable well past 220 °C and remain the standard choice for polyolefin compounds processed in twin-screw extruders.
Aqueous systems — waterborne coatings, latex adhesives, cement-based composites — require either pre-hydrolyzed silane grades or oligomeric silane formulations stabilized against rapid recondensation. Adding a standard trialkoxysilane directly into a water-based coating at neutral pH gives you a polysiloxane precipitate in the drum, not an adhesion promoter on the substrate.
UV-cure systems tolerate no ambiguity: only methacryl-functional or acryl-functional silanes carry the unsaturated double bond that participates in radical chain growth. Using an aminosilane in a UV-cure acrylate adhesive may improve wetting on glass momentarily, but it provides no covalent tie into the cured network and often inhibits cure by reacting with photoinitiator radicals.
Formulation Mistakes With Measurable Consequences
Using silane coupling agent above the monolayer-equivalent loading reduces interfacial bond strength rather than increasing it.True
Excess silane condenses into a thick, low-cohesive polysiloxane interlayer between the inorganic surface and the polymer matrix. This weak intermediate layer becomes the locus of failure under stress, negating the strength gains achieved at correct loading. Laboratory cross-section SEM consistently shows cohesive failure within this interlayer when loading exceeds roughly 1.5–2× the calculated monolayer dose.
Three mistakes account for the majority of field failures seen during incoming quality audits and composite line startups.
First, over-application. A silane film thicker than roughly one to two monolayers — easy to achieve if you dose by rule of thumb rather than by surface area calculation — creates a brittle, self-condensed polysiloxane layer that fractures under shear or peel before either primary bond is tested. Tensile strength improvements of 30–80% at correct loading can reverse to net losses at two or three times that dose.
Second, functional group mismatch. An aminosilane introduced into a peroxide-cured EPDM or NR compound carries primary amine groups that simply have no reaction partner in a radical cure cycle. You pay for the silane, consume mixing energy, and achieve adhesion no better than untreated filler — while potentially scavenging free radicals and slowing vulcanization.
Third, neglecting surface moisture before dry addition. Trialkoxysilanes need surface hydroxyl groups to bond, but they also need controlled, limited moisture. Adding dry silane powder to a filler that has been stored in humid conditions without re-drying first allows bulk hydrolysis and condensation in the mixer before any surface contact occurs. The result is polysiloxane clumps, uneven coverage, and lot-to-lot property scatter that looks like a raw material problem when it is actually a handling problem. Target filler moisture content below 0.3–0.5% by weight before dry silane addition; verify with loss-on-drying before each production run.
Frequently Asked Questions About Silane Coupling Agents and Adhesion Enhancement
Can a single universal silane coupling agent work across all substrates and polymers?
No — and this is one of the costliest assumptions in formulation and compounding work. The organofunctional group on the silane must be chemically reactive with the specific polymer matrix. An aminosilane bonds well with epoxy resins through amine-epoxide ring-opening chemistry but offers little covalent contribution in a peroxide-cured polyolefin system. A methacrylsilane is designed to co-react under free-radical conditions and is largely inert in a two-part polyurethane. The silane end of the molecule requires surface hydroxyl groups on the inorganic substrate — dense silanols on glass or fumed silica, for example — to form stable siloxane bonds. Substrates like untreated steel or dense alumina have far fewer accessible hydroxyls and may need surface conditioning first.
Quick chemistry matching reference: aminosilanes for epoxy, cyanoacrylate, and polyurethane systems; methacrylsilanes for unsaturated polyester and acrylic; vinylsilanes for PE, PP after grafting, and silicone elastomers; mercaptosilanes and polysulfidic silanes for rubber-silica systems; epoxysilanes for epoxy, PU, and some nylon grades. Using the wrong functional group does not just reduce adhesion improvement — it can actively destabilize the interface by introducing a non-bonding interlayer.
What is the recommended loading level for filler surface treatment versus in-formulation addition, and what happens when it goes wrong?
Surface treatment of mineral fillers typically runs 0.5–2.0 wt% silane based on dry filler weight, but the correct figure depends on the filler’s BET surface area. A high-surface-area precipitated silica at 150–200 m²/g needs a higher loading than a coarse ground calcium carbonate at 3–5 m²/g to achieve monolayer coverage. Under-treatment leaves bare inorganic surface patches that absorb water, agglomerate, and act as stress concentrators — tensile and impact properties fall well short of target and batch-to-batch scatter increases. Over-treatment is equally problematic: excess silane condenses into a thick oligomeric polysiloxane layer that is cohesively weak. Composites pull apart within that soft interlayer rather than at the filler-polymer boundary, giving similar mechanical results to no treatment but at higher cost and with potential processing issues like reduced melt flow or surface blooming.
For in-formulation addition (silane added directly to the mix rather than pre-treating the filler), typical addition levels are 0.1–1.0 phr relative to total compound weight, with the lower end appropriate for systems where filler surface area is modest and the upper end reserved for highly loaded, high-surface-area systems.

How should silane coupling agents be stored and handled, and what is their shelf life?
Most trialkoxysilanes carry a shelf life of 12–24 months when stored sealed, away from moisture, at 5–25 °C. This is not conservative packaging language — hydrolysis begins as soon as the headspace picks up atmospheric moisture, converting alkoxy groups to silanols and then to oligomeric siloxanes before the material ever reaches your process. Opened drums should be blanketed with dry nitrogen and resealed immediately. Methoxy-functional silanes release methanol during hydrolysis and cure; ethoxy-functional grades release ethanol and are often preferred in enclosed-space or occupational-exposure-sensitive environments, though they hydrolyze slightly more slowly. Both require adequate ventilation at the point of use. Containers must never be stored near water, steam lines, or in areas with high humidity fluctuation.
Trialkoxysilane hydrolysis begins within minutes at pH 4–5 and room temperature, producing silanol intermediates that condense with inorganic surface hydroxyls.True
This is consistent with established organosilane reaction chemistry documented in peer-reviewed surface science literature and standard industrial technical data sheets for trialkoxysilane products.
Are silane coupling agents effective on polyethylene and polypropylene without any surface preparation?
Untreated polyolefins are essentially chemically inert at the surface — no hydroxyl groups, no amine groups, no unsaturation accessible to the silane’s organofunctional end. A standard silane coupling agent applied to bare PE or PP contributes almost nothing to adhesion. The practical routes around this are well established. Plasma, flame, or corona treatment oxidizes the surface and introduces carbonyl and hydroxyl functionality, after which epoxysilane or aminosilane primers can anchor meaningfully. The higher-volume industrial approach is reactive extrusion: vinylsilane or methacrylsilane is grafted onto the polyolefin backbone in the melt phase, typically using a peroxide initiator, producing a silane-grafted polyolefin that can then crosslink with moisture or react at an interface. This is standard practice in moisture-crosslinked wire and cable insulation and in polyolefin-based hot-melt adhesive systems that bond to glass or metal.
What distinguishes SiliconChemicals’ silane coupling agent product line in quality, supply, and technical support?
Consistency is where most procurement problems originate, not price. SiliconChemicals operates in-house synthesis with an ISO-certified quality management system and applies GC purity control with a target above 98% on each production batch. Purity variation in trialkoxysilanes — even a few percent of hydrolyzed or dimerized species — shifts the effective loading calculation and introduces process variability that is difficult to diagnose at the compounding stage. Multi-ton stock positions across core product grades mean lead times that support just-in-time manufacturing schedules, including urgent requirements for global customers across more than 30 countries. Each product is supported by a customized technical data sheet matched to the customer’s specific application — glass fiber sizing, rubber compounding, filler treatment, or adhesive formulation — rather than a generic specification sheet. Dedicated application engineering support is available for customers developing new formulations or troubleshooting adhesion failures, providing access to laboratory-level evaluation and process guidance rather than only transactional supply.