Adhesion failure in dental restorations or industrial glass-fiber composites rarely announces itself in advance. A bond that looks solid on the bench delaminates under thermal cycling or moisture ingress, scrapping expensive assemblies or — in clinical settings — triggering costly remakes and liability exposure. The root cause is almost always inadequate surface chemistry at the substrate interface, and the fix requires understanding exactly what treatment chemistry you are applying and why it works.
Monobond Plus is a commercial silane-based primer, not a pure silane coupling agent in the raw industrial sense, but it functions through the same organosilane bonding mechanism. Its active silane component — present at roughly 1–5% w/w in an ethanol/water carrier — hydrolyzes at the substrate surface, forming covalent siloxane bonds between inorganic substrates and organic polymer matrices. So yes: Monobond is silane chemistry.
What makes this question worth examining carefully is that the commercial formulation, the industrial bulk reagent, and the underlying coupling mechanism are three different things that engineers and procurement managers routinely conflate — and that conflation drives specification errors, cost overruns when sourcing functional equivalents, and process failures that only surface under service conditions. Understanding where Monobond sits in the broader silane coupling agent landscape is the first step to specifying the right chemistry for your application.

Silane Coupling Agent Chemistry: Mechanism and Molecular Architecture
The reason silane coupling agents work at all comes down to a single architectural decision made at the molecular level: one molecule carries two chemically incompatible reactive ends, and it forces them to talk to each other through a short propyl or ethyl spacer chain. Understanding that architecture is the prerequisite for evaluating any silane product — including formulated primers like Monobond.
Bifunctional Architecture: Two Ends, One Bridge
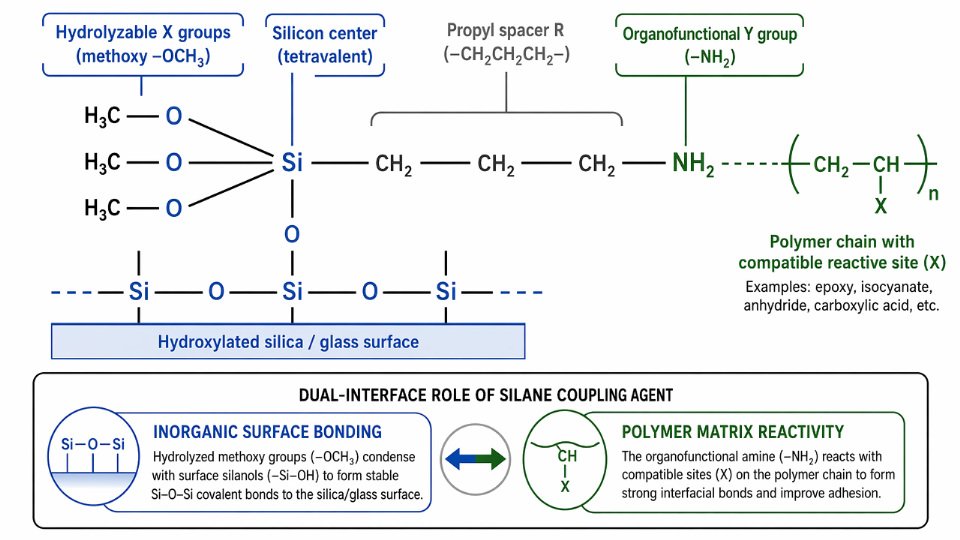
A classical silane coupling agent has the general structure X₃Si–(CH₂)ₙ–Y, where X is a hydrolyzable alkoxy group and Y is an organofunctional group. The alkoxy end is almost always trimethoxy (–OCH₃) or triethoxy (–OC₂H₅). Methoxy groups hydrolyze faster and are common in industrial coating and composite applications where throughput matters. Ethoxy groups release ethanol rather than methanol on hydrolysis, which reduces toxicity exposure in enclosed spaces — relevant on dental-lab benches and inside paint booths alike. The organofunctional end Y is where selectivity lives. Methacryloxy, amino, epoxy, vinyl, and mercapto groups each target a specific organic matrix chemistry. Getting Y wrong means the molecule sits at the interface doing almost nothing useful.
The Three-Step Coupling Mechanism
Step one is hydrolysis. In the presence of moisture — either applied water, atmospheric humidity, or the water present on an inorganic surface — the alkoxy groups convert to silanol groups (Si–OH). This happens readily at pH 3.5–5.5; outside that window, hydrolysis either stalls or the resulting silanols condense too fast with each other instead of with the substrate. Reaction time at room temperature runs 5–30 minutes depending on pH, temperature, silane concentration, and whether the solution is stirred. Monobond-type products arrive pre-hydrolyzed in their ethanol/water carrier, which is why they can be applied directly without a separate mixing step.
Step two is adsorption and condensation onto the inorganic surface. The freshly formed silanols hydrogen-bond to the hydroxyl groups on glass, metal oxide, or ceramic surfaces, then condense to form Si–O–Si or Si–O–Metal covalent bonds during drying. Surface coverage density typically reaches 2–4 µmol/m², producing a film 0.5–5 nm thick — essentially a monolayer. Stacking multiple coats does not improve bond strength; it usually creates a weak, cohesively failing silane multilayer that undermines the whole point.
Step three is reaction with the organic phase. This only occurs during cure or processing of the matrix material. The organofunctional group Y co-reacts with the polymer network: a methacryloxy group joins a free-radical polymerization chain; an amino group opens epoxide rings or reacts with anhydrides; a mercapto group participates in sulfur-cure crosslinking in rubber compounding. The result is a covalent bridge running from the inorganic substrate through the silane molecule into the organic matrix.
Organofunctional Group Selection: Why It Is Not Interchangeable
| Silane | CAS Number | Organofunctional Group | Primary Industrial Use |
|---|---|---|---|
| 3-Methacryloxypropyltrimethoxysilane (MPS) | 2530-85-0 | Methacryloxy | Glass fiber sizing, dental primers, UV-cure coatings |
| 3-Aminopropyltriethoxysilane (APTES) | 919-30-2 | Amino | Epoxy adhesives, surface functionalization, mineral filler treatment |
| 3-Glycidoxypropyltrimethoxysilane (GLYMO) | 2530-83-8 | Epoxy | Epoxy coatings, hybrid sol-gel films, printed circuit board laminates |
| Vinyltrimethoxysilane (VTMO) | 2768-02-7 | Vinyl | Polyethylene crosslinking, wire and cable insulation |
| 3-Mercaptopropyltrimethoxysilane (MPTMS) | 4420-74-0 | Mercapto | Silica-reinforced rubber, sulfur-cure tire compounds |
Using an amino silane under a free-radical acrylate system, for instance, gives no covalent bond to the matrix on cure — the amino group simply does not participate in radical chain growth. The interface looks intact until a peel or shear test exposes a clean, unbonded failure plane.
What Performance Numbers Actually Mean
Bond strength uplift from correct silane treatment versus untreated controls commonly falls in the 30–200% range for shear bond tests — the wide spread depends on substrate porosity, surface hydroxyl density, silane loading, and matrix cure conditions. A dense, smooth borosilicate glass surface and a highly filled composite resin sit at opposite ends of that range from rough, high-surface-area fumed silica in rubber. Surface coverage density at 2–4 µmol/m² is not a marketing claim; it is a measurable figure from thermogravimetric analysis or elemental combustion analysis of treated filler, and it is the parameter a formulator should audit when a new silane batch underperforms.
A correctly selected and applied silane coupling agent forms a true covalent bond between inorganic substrate and organic matrix.True
The three-step hydrolysis–condensation–co-reaction mechanism is well established in organosilicon chemistry literature and confirmed by XPS and infrared spectroscopy studies on treated glass and mineral surfaces.
What Exactly Is Monobond Plus? Formulation Anatomy of a Dental Silane Product
Monobond Plus is not a single-silane product. That distinction matters enormously when a procurement manager or formulation chemist is trying to understand what they are actually buying — and whether an industrial silane from a bulk supplier can replicate it.
The Multi-Component Silane Stack
The primary coupling agent is 3-methacryloxypropyltrimethoxysilane, almost universally abbreviated MPS. It handles adhesion to silica-based substrates: feldspathic porcelain, leucite-reinforced ceramics, and lithium disilicate glass-ceramics such as IPS e.max. The methacrylate terminus co-polymerizes with the resin cement matrix; the trimethoxysilyl end condenses onto surface hydroxyls after hydrolysis. That is textbook silane coupling agent chemistry.
What makes Monobond Plus a blended system is the addition of a sulfide-functional silane — typically a mercaptopropyl or bis-silyl polysulfide variant — specifically to activate zirconia. Zirconia (yttria-stabilized tetragonal polycrystalline, or Y-TZP) is notoriously deficient in surface silanols, so MPS alone bonds poorly to it. The sulfide silane interacts with zirconia surface sites through a different coordination mechanism. Alongside these two silanes, a phosphoric acid methacrylate monomer extends adhesion to metal oxide surfaces, including base-metal and noble alloy frameworks. The result is one bottle that addresses four or five substrate categories — a clinical convenience trade-off that any formulator will immediately recognize as a cost and shelf-life compromise.
All of this is dissolved in an ethanol/water carrier solvent at controlled acidic pH, typically in the pH 3.5–5.5 window that drives silane hydrolysis without inducing rapid self-condensation. The exact pH set point determines how aggressively the alkoxysilane groups hydrolyze to silanols in solution, and consequently how reactive the product is at the moment of application.
Pre-Hydrolyzed and Ready-to-Use: The Shelf-Life Trade-Off
Industrial silanes are supplied neat and anhydrous — MPS at ≥97% purity, packaged under inert atmosphere, with shelf lives of 24–36 months when stored correctly below 25°C away from moisture. Monobond Plus arrives pre-hydrolyzed and ready for direct application. For a dental assistant working chairside, that is the right call. For a formulator or procurement manager comparing cost structures, it is a significant variable.
Pre-hydrolyzed silane solutions in aqueous ethanol are inherently less stable. Silanols condense slowly but irreversibly into siloxane oligomers that no longer couple efficiently. Typical shelf life for a single-bottle dental silane system runs 12–24 months from manufacture, depending on storage temperature and how frequently the bottle is opened. Every exposure to ambient humidity accelerates that clock.
Monobond Plus contains approximately 1–5% w/w active silane solids in its ethanol/water carrier.True
This concentration range is consistent with published dental silane formulation literature and the product's intended single-application, wipe-and-evaporate use protocol. Industrial neat MPS, by contrast, is used at 0.1–2% in formulated primers after dilution, starting from ≥97% pure material.
Cost-Per-Active-Gram: The Industrial Contrast
This concentration gap is where industrial procurement logic diverges sharply from dental product purchasing. Monobond Plus at 1–5% active silane solids means you are paying for predominantly solvent carrier and formulation convenience. Industrial MPS at ≥97% purity, used at 0.1–2% dilution in a primer, delivers the active ingredient at a cost-per-gram of silane that is typically one to two orders of magnitude lower — the exact ratio depends on batch size, supplier region, and current raw material pricing.
For a factory running composite panel lamination, coating adhesion primers, or glass fiber sizings, there is no rational case for sourcing a dental-grade pre-hydrolyzed product. Conversely, a dental lab attempting to substitute raw industrial MPS for Monobond Plus would need to correctly formulate the pH, dilution level, carrier solvent ratio, and application protocol — and would still lack the zirconia-active sulfide silane component.
Regulatory Label vs. Chemical Reality
Monobond Plus is marketed and registered as a dental bonding agent or universal ceramic primer. It is not labeled “silane coupling agent” in the generic industrial sense, which is the single largest source of confusion when industrial buyers or cross-sector formulators encounter it. The regulatory classification reflects its intended medical device accessory context, not a different chemical mechanism. Strip away the label and the clinical packaging, and the MPS fraction is functionally identical in mechanism to the industrial MPS that SiliconChemicals and other organosilicon manufacturers produce at bulk scale — just pre-diluted, pre-hydrolyzed, and blended with co-functional additives for a specific substrate matrix.
Industrial vs. Dental Silane Coupling Agents: Specification Differences That Matter for Procurement
Procurement managers who encounter Monobond Plus on a supplier’s datasheet and then search for bulk silane often get confused — the same chemistry, wildly different specs, and a price gap that can make or break a formulation budget. Understanding exactly where those differences sit lets you source correctly the first time.
Purity, Form, and Packaging Reality
Industrial neat silanes — 3-methacryloxypropyltrimethoxysilane (MPS) being the dominant example — are supplied at 97–99.5% GC purity, anhydrous, typically inhibited with 100–200 ppm MEHQ to prevent vinyl polymerization during storage. You receive them in 1 kg lab bottles up to 1,000 kg IBC totes, sealed under dry nitrogen. The active content is essentially the entire product.
A dental silane like Monobond Plus is approximately 1–5% w/w active silane dispersed in an ethanol/water carrier. The remainder is solvent, stabilizer, and sometimes a secondary functional silane to broaden substrate compatibility. That formulation is intentional for chairside use — it pre-hydrolyzes on demand and applies uniformly to a ceramic crown surface in a 60-second protocol. For an industrial glass fiber sizer running 20,000 kg batches, that carrier solvent and packaging geometry are irrelevant overhead.
Industrial MPS supplied at 97–99.5% GC purity contains more active silane per kilogram than any ready-to-use dental silane product by a factor of roughly 20–100x.True
Dental products are diluted to 1–5% active silane in aqueous-ethanol carrier by design for clinical application control; industrial neat silane is near-anhydrous concentrate with purity confirmed by GC analysis per batch certificate.
Cost Structure: Where the Premium Lives
A 5 mL dental silane bottle priced for clinical distribution contains perhaps 0.05–0.15 g of active silane. When you back-calculate cost per gram of active silane, the figure runs 50–200x higher than bulk industrial MPS — depending on the specific dental brand tier, regional distributor margin, and whether the product carries a CE or FDA Class II device classification. None of those regulatory pathways, branding costs, or cold-chain distribution requirements have any relevance to an adhesive formulator or composite manufacturer buying silane by the drum. Paying for them anyway is a procurement error, not a materials decision.
Moisture Sensitivity and Storage Consequences
Industrial neat MPS must be stored below 25°C in sealed containers, away from moisture ingress. For storage longer than six months, nitrogen blanketing is standard practice — partial hydrolysis creates oligomeric siloxane deposits that reduce reactivity and can foul dispensing equipment. This is a real operational concern: a partially hydrolyzed silane shipment used in glass fiber sizing will cause uneven fiber-matrix adhesion, showing up as reduced composite flexural strength or surface haze — often only discovered at the laminate testing stage, not at incoming inspection.
Pre-hydrolyzed dental solutions behave differently. They’re designed for immediate use once opened and degrade within weeks to months post-opening because the hydrolysis and partial condensation are already underway. That short window is acceptable for single-use clinical packaging. In an industrial environment with bulk containers left open between shifts, it’s a scrap risk.
Where Industrial Silanes Actually Go at Scale
Glass fiber sizings consume more than 40% of global silane coupling agent volume — MPS and aminosilanes applied continuously in fiber-drawing operations. Sealant and adhesive primer systems (structural glazing, automotive glass bonding) represent the next significant segment. Optical fiber coatings, filled polymer compounding for rubber and thermoplastics, and dental or orthopedic composite matrices each account for meaningful but smaller shares of the approximately USD 2.1 billion global market projected to grow at roughly 6–7% CAGR through 2030 — depending heavily on EV battery component growth and construction activity cycles.

Side-by-Side Specification Comparison
| Parameter | Industrial Neat Silane | Formulated Industrial Primer | Dental Monobond-Type Product |
|---|---|---|---|
| Active silane content | 97–99.5% w/w | 5–40% w/w in solvent | 1–5% w/w in ethanol/water |
| Purity grade | GC-confirmed, batch CoA | Application-specific blend | Not typically disclosed |
| Packaging | 1 kg bottle → 1,000 kg IBC | 5–200 kg drums | 5–10 mL single-use bottles |
| Shelf life (sealed) | 12–24 months at ≤25°C, dry | 6–18 months | 18–36 months sealed; weeks once opened |
| Certifications | REACH, ISO quality, SDS | REACH, application specs | CE/FDA device classification |
| Approximate cost per kg active silane | USD 15–60 depending on grade and volume | USD 40–150 depending on formulation | USD 2,000–10,000+ |
For any industrial application consuming silane at kilogram scale or above, sourcing neat or formulated industrial-grade silane from a manufacturer like SiliconChemicals is the operationally and commercially correct decision. The dental channel solves a different problem — precision, single-use reliability, regulatory traceability for medical devices — and prices accordingly.
Key Functional Silane Chemistries That Overlap Between Dental and Industrial Applications
The silane chemistries inside a 1 mL bottle of Monobond Plus and inside a 200 kg drum destined for a tire plant or fiberglass factory are, at the molecular level, often the same chemistry. Understanding those overlaps lets formulators, procurement managers, and R&D engineers make faster sourcing decisions — and avoid paying clinical-packaging premiums for chemistry that exists at industrial scale.
3-Methacryloxypropyltrimethoxysilane (MPS / MEMO, CAS 2530-85-0)
MPS is the workhorse. It is the primary silane in Monobond-type dental primers, but industrially it is consumed at a scale that dwarfs dental applications by several orders of magnitude. Global demand runs in the tens of thousands of metric tons per year, depending heavily on fiberglass production volumes and UV-coatings market activity. Glass fiber sizing is the dominant end use: MPS acts as the bridge between the silica surface of the glass filament and the unsaturated polyester or vinyl ester resin matrix. Get the sizing concentration wrong — typically applied at 0.1–0.5% w/w on fiber weight — and interlaminar shear strength drops 20–40%, depending on resin system and cure profile. Delamination, not catastrophic fracture, is usually the first failure mode.
In UV-curable coatings, MPS is incorporated as a reactive adhesion promoter or co-monomer, improving wet adhesion to glass and certain metals. In bone cement and dental composite formulations, the same molecule is tethering ceramic filler particles to the PMMA or BisGMA polymer network. Same silane, radically different application contexts, but identical hydrolysis-condensation mechanism at the interface.
Sulfide-Functional Silanes: TESPT (CAS 40372-72-3)
Bis[3-(triethoxysilyl)propyl]tetrasulfide — commonly called TESPT or Si-69 by the rubber industry — appears in Monobond Plus to improve adhesion to zirconia and other non-silicatable oxide surfaces. Industrially, TESPT is the highest-volume functional silane sold globally. Silica-reinforced “green tire” compounds cannot achieve their hysteresis and rolling-resistance targets without it. Dosing in rubber typically runs 6–12 phr relative to silica loading, and the mixing temperature window (140–155 °C) is tight; exceed it and premature silane condensation creates scorch without adequate coupling. The dental use of TESPT is a minor footnote compared to the millions of tons of silica-reinforced passenger tire compounds produced annually.
TESPT is the highest-volume functional silane used in silica-reinforced tire rubber compounds.True
TESPT (Si-69, CAS 40372-72-3) has been the standard bifunctional silane coupling agent for precipitated silica/rubber systems since the 1990s green tire development programs, documented extensively in rubber compounding literature and supplier technical data.
Phosphonate/Phosphate-Functional Methacrylates: 10-MDP and Its Industrial Analogs
10-MDP (10-methacryloyloxydecyl dihydrogen phosphate) is not a classical silane — it carries a phosphate anchor rather than alkoxysilyl groups. Its industrial analogs are phosphate-functional silanes and phosphate-ester adhesion promoters used in corrosion-inhibiting primers for aluminum alloys and galvanized steel. The bonding mechanism to metal oxides is the same: coordinate bonding through phosphate oxygen lone pairs to surface metal cations. Formulators developing primers for aerospace aluminum or automotive trim can draw a direct mechanistic line from Monobond Plus behavior on zirconia to phosphate-silane performance on anodized aluminum.
Vinyl Silanes: VTMO and VTEO as Chemical Cousins of MPS
Vinyltrimethoxysilane (VTMO, CAS 2768-02-7) and vinyltriethoxysilane (VTEO, CAS 78-08-0) share MPS’s trialkoxysilyl anchor but carry a vinyl rather than methacryloxy organic group. That difference in organic functionality matters enormously for downstream reactivity — vinyl silanes do not participate efficiently in free-radical photopolymerization, which is why MPS is preferred in UV-cure systems. VTMO and VTEO dominate in polyethylene cross-linking via the Sioplas and Monosil moisture-cure processes, where annual consumption tracks closely with wire-and-cable and plumbing pipe production volumes. They are also standard in polyolefin compounding for mineral filler treatment and in silicone polymer modification.
Translating Dental Reference Chemistries Into Industrial Sourcing Decisions
A laboratory that has validated ceramic bonding using Monobond Plus as a reference standard has, without realizing it, validated MPS chemistry at the interface. When that laboratory or manufacturer moves to production scale — composite panels, medical device ceramics, structural adhesives — the logical step is sourcing industrial-grade MPS directly from a silane manufacturer. The cost differential between clinical-packaged dental silane and bulk industrial MPS is substantial, often 50–150× on a per-gram active-ingredient basis, depending on order volume and purity specification. Purity requirements for most composite manufacturing applications (98%+ GC assay, controlled hydrolyzate content) are well within what industrial silane producers supply as standard product. SiliconChemicals manufactures MPS, VTMO, VTEO, and TESPT-class sulfide silanes as core catalog items, precisely because these are the building blocks the global composites, rubber, and coatings industries depend on at scale.
How to Apply Silane Coupling Agents Correctly: Surface Preparation, Concentration, and Cure Protocols
Getting silane chemistry right on paper means nothing if the application protocol fails on the shop floor. Most adhesion failures blamed on “bad silane” trace back to contaminated substrates, wrong concentration, or skipped hydrolysis time. Here is what actually works.
Surface Preparation: The Step That Determines Everything Downstream
A silane coupling agent bonds covalently to surface hydroxyl groups. If those sites are blocked by oil, mold release, dust, or atmospheric carbon contamination, the silane condenses onto itself rather than the substrate — you get a brittle oligomer layer that peels under load.
For metallic substrates, solvent wipe followed by grit blasting or mechanical abrasion is typically sufficient. Glass and silica-based ceramics respond well to alkaline cleaning, which exposes fresh silanol density. Feldspathic porcelain specifically benefits from HF etching — typically 9–10% hydrofluoric acid for 60–90 seconds — because the acid dissolves the glassy matrix and creates the micro-rough, hydroxyl-rich topography that silane needs. Zirconia does not respond to HF; its tetragonal crystal structure is resistant to acid attack. The accepted industrial and dental practice for zirconia is air abrasion with 50 µm alumina at 0.2–0.3 MPa, which mechanically activates the surface and increases reactive site density without damaging the bulk.
Operational warning: HF is acutely toxic through skin contact, with systemic fluoride poisoning possible even from small exposures. Establish full PPE protocols — nitrile over butyl gloves, face shield, acid-resistant apron — before this step enters any standard operating procedure.
Solution Preparation and the Hydrolysis Window
For industrial primer formulations, dissolve neat silane at 0.5–2.0% v/v in a carrier of 95% ethanol / 5% deionized water. Adjust pH to 4.0–5.0 using dilute acetic acid; this range balances hydrolysis rate against condensation rate and gives a working solution that remains monomeric long enough to apply. Allow 5–10 minutes hydrolysis time at room temperature before coating — the ethoxy or methoxy groups must fully convert to silanols before the solution touches the substrate. Use the prepared bath within 8 hours. Beyond that, silanol groups start intermolecular condensation, forming oligomers in solution that deposit as a thick, non-uniform film.
Silane working solutions prepared at pH 4.0–5.0 with a 5–10 minute hydrolysis period show significantly better surface condensation and bond strength than solutions applied immediately after mixing.True
Hydrolysis of alkoxy groups to silanols is the prerequisite reaction for covalent bonding to the substrate. At the correct pH and dwell time, the reactive silanol species are fully formed before deposition, which is well-established in silane coupling agent application science.
Application Methods at Different Production Scales
Laboratory and small-batch work: brush or swab application, let the film air-dry 60–120 seconds to allow solvent evaporation, then heat-cure at 100–120°C for 60 seconds. The heat drives condensation of silanols with surface hydroxyl groups, completing the covalent Si–O–substrate network.
Production scale changes the equation. Spray application suits large flat panels and structural glass. Roll coat or slot-die coating handles continuous web materials with tight film-weight control. Glass fiber sizing is a different regime entirely — an aqueous silane bath at 0.1–0.5% active silane, with continuous strand drawn through at line speeds up to 1000 m/min. At those speeds, film uniformity depends more on bath chemistry stability and strand tension than on operator technique.

Quality Verification: Three Methods Worth Running
Water contact angle measurement is the fastest shop-floor check. A properly silanized glass surface drops from a contact angle above 60° to below 10° for hydrophilic silanes like aminosilanes. If the angle stays high, surface coverage is incomplete.
For tighter QA requirements, FTIR-ATR identifies Si–O–Si network peaks confirming condensation, plus any functional group peaks (C=O for methacrylate silanes, N–H for aminosilanes). XPS quantifies silicon and heteroatom surface concentration if a more rigorous characterization is needed.
Mechanical testing closes the loop. Lap-shear strength per ASTM D1002 or pull-off adhesion per ISO 4624 reveals cohesive versus adhesive failure mode — which tells you immediately whether the silane layer itself is the weak link or if the adhesive system beyond it is underperforming.
Common Failure Modes and Their Root Causes
| Failure Mode | Root Cause | Consequence |
|---|---|---|
| Cohesive failure within silane layer | Concentration too high; multilayer deposition | Bond strength 30–60% of expected value |
| Poor initial adhesion, passes dry test, fails humidity | Insufficient hydrolysis time | Silane physically adsorbed, not covalently bonded |
| Spotty adhesion, non-uniform coverage | Substrate contamination (oil, release agent) | Scrap rate increase; rework cost scales with part size |
| Container gels within shelf life | Moisture ingress during storage | Entire batch loss; validate container sealing procedure |
Concentration is the most commonly misunderstood variable. More silane does not mean better adhesion. Above roughly 2% v/v for most systems, you build a multilayer film whose outer layers are only hydrogen-bonded, not covalently anchored. The cohesive strength of that outer zone is poor. Keep concentration at the lower end of the effective range, verify with contact angle, and confirm with bond testing before scaling up.
Silane Coupling Agent Selection Guide: Matching Functional Group to Substrate and Resin System
Getting the silane chemistry wrong costs more than the silane itself. Delamination in a glass-fiber composite, adhesion failure in a powder-coated aluminum assembly, or premature cracking in a tire tread compound all trace back, frequently, to a functional-group mismatch that looked fine on paper. The selection logic is not complicated once you understand the two sides of the silane molecule: the alkoxy groups hydrolyze and bond to the inorganic substrate; the organofunctional group reacts with the polymer matrix. Both reactions have to work, or neither matters.
Selection Matrix by Organic Matrix Type
The table below summarizes the primary recommendation for each resin system. Loading ranges depend on substrate surface area, filler particle size, and process temperature — treat them as starting points for DOE, not final specs.
| Organic Matrix | Recommended Functional Group | Representative Silane | Typical Loading | Bond Strength Gain vs. Untreated |
|---|---|---|---|---|
| Epoxy | Glycidoxy (epoxy-silane) | GPS (3-glycidoxypropyltrimethoxysilane) | 0.3–1.0% on filler weight | 40–80% increase in lap-shear |
| Polyester / Vinyl ester | Methacryloxy | MPS (3-methacryloxypropyltrimethoxysilane) | 0.3–0.8% on filler weight | 35–70% increase |
| Polyurethane | Amino | APTES (3-aminopropyltriethoxysilane) | 0.5–1.5% on filler weight | 30–65% increase |
| Acrylate | Methacryloxy | MPS | 0.2–0.6% on filler weight | 35–60% increase |
| Rubber / Sulfur cure | Polysulfide | TESPT (bis[3-triethoxysilylpropyl]tetrasulfide) | 6–12 phr relative to silica | 50–100% wet-traction improvement |
| Polyolefin (PP, PE) | Vinyl or chloro- + compatibilizer | Vinyltrimethoxysilane + peroxide | 0.5–2.0% on filler weight | 20–45% increase |
| Nylon / Polyamide | Amino or epoxy | APTES or GPS | 0.3–1.0% on filler weight | 30–60% increase |
Gains depend heavily on cure temperature, humidity during application, and whether the silane is applied to filler pre-treatment or as a coupling agent in-mix.
Glass and Silica Substrates: High Reactivity, Broad Silane Compatibility
Glass fiber and fumed silica carry roughly 4–5 surface silanol groups per nm², which gives trialkoxysilanes a dense anchoring surface. You have flexibility here — the limiting factor shifts to functional-group compatibility with the resin, not surface reactivity. Use MPS for polyester and acrylate matrices, GPS for epoxy systems, APTES when you need both adhesion and amine reactivity (common in two-component polyurethane coatings). Hydrolysis before application at pH 3.5–5.5 for 5–30 minutes is standard practice; skipping this in-mix is a common plant-floor error that cuts coupling efficiency by 30–50%.
Oxide Substrates: Alumina, Zirconia, Titania
These substrates carry significantly fewer reactive hydroxyl groups than glass, and surface chemistry varies with calcination history and contamination. Plasma or corona activation before silane treatment is not optional for critical adhesion applications — it raises surface hydroxyl density enough to make a measurable difference. Amino and methacryloxy silanes perform at moderate levels on alumina. On zirconia, standard silanes underperform; phosphonate-silane hybrids and TESPT show better durability under hydrothermal aging. This is precisely why a dental ceramic primer like Monobond Plus uses a multi-silane blend rather than a single chemistry — zirconia is in the same difficult-substrate category, and no single functional group covers it reliably.
Standard methacryloxy silanes alone provide durable bonding to zirconia without surface activation.False
Zirconia has low surface hydroxyl density and chemical inertness that limits conventional silane condensation; plasma treatment or phosphonate-silane chemistry is required for reliable long-term adhesion, which is why multi-component primers are standard practice for zirconia bonding in both dental and industrial contexts.
Metal Substrates: Steel, Aluminum, Copper
Amino and glycidoxy silanes pull double duty on metals — they promote adhesion and form a crosslinked hydrophobic film that slows corrosive ion ingress. A bis-silane system such as bis-[triethoxysilylpropyl]-amine forms a denser, more crosslinked network than a mono-silane at the same concentration because both ends of the molecule can anchor to the surface or crosslink laterally. Apply at 1–3% in a water-ethanol primer, allow full hydrolysis, and control dry-film thickness to 20–80 nm — thicker films paradoxically crack and reduce adhesion. On aluminum, pre-cleaning with a mild alkaline wash followed by deionized water rinse before silane application closes the gap between lab specimens and production-line results.
Emerging Substrates: Carbon Fiber, Basalt Fiber, Nano-Silica
Oxidized carbon fiber surfaces carry carboxyl and hydroxyl groups that respond well to amino and epoxy silanes. Basalt fiber is mineralogically similar to E-glass and follows the same selection logic — MPS or GPS with standard trialkoxysilane chemistry works reliably. Nano-silica fillers in rubber compounds are the highest-volume use case for TESPT in the world; tire tread compounders use 6–12 phr relative to silica loading, with the exact dose optimized against Payne effect reduction and scorch safety. Running below 6 phr leaves silanol groups un-reacted, causing excessive hysteresis and rolling-resistance penalties; above 12 phr risks scorch and processing instability.
Quality Standards, Safety Handling, and Regulatory Compliance for Industrial Silane Coupling Agents
Procurement and EHS sign-off on a new silane supplier is rarely just a price conversation. Before a purchase order moves forward, most quality and compliance teams want documented evidence of purity, a defensible regulatory position across their target markets, and a handling protocol that will survive an internal HSE audit. Each of those requirements has a specific, testable answer — here is what that looks like in practice.
Industrial-Grade Purity: What the Certificate of Analysis Should Show
For mainstream silanes such as 3-methacryloxypropyltrimethoxysilane (MPS) and 3-glycidoxypropyltrimethoxysilane (GPS), the industry benchmark is GC purity of ≥97%, though high-specification electronic or optical applications often demand ≥99%. The exact threshold that matters to your process depends on the resin system and filler loading — a 2% impurity in a high-loading glass fiber compound will show up as bond variance; in a low-loading sealant it may be invisible.
Beyond GC purity, a complete CoA should include refractive index (useful as a quick incoming-goods check), density, color by APHA scale (typically <20 for a clean, water-white product), and water content measured by Karl Fischer titration. For anhydrous grades used in moisture-sensitive formulations, water content below 200 ppm is the standard target — above that, premature hydrolysis in the drum is a real risk, not a theoretical one. SiliconChemicals supplies CoA, Safety Data Sheets, and third-party test reports as standard documentation, not on-request extras.
Regulatory Status Across Major Markets
Most high-volume silane coupling agents carry REACH registration in the European Union. MPS, for example, has an active REACH registration number, and GPS and aminopropyltriethoxysilane (APTES) are similarly listed. If your EU customer requires a full substance dossier during supplier qualification, the registration number is the starting point for that conversation.
In the United States, the relevant silanes appear on the TSCA inventory, which means no pre-manufacture notice is required for standard commercial use. Chinese exports are subject to GB standards for industrial chemicals, and a reputable Chinese manufacturer will be able to map their internal quality specs to those requirements explicitly — not just assert compliance.
One classification that catches some procurement teams off-guard: several amino silanes, including APTES, are classified as skin sensitizers under GHS Category 1. That classification affects not just the SDS but your receiving and handling SOPs, training records, and potentially your customers’ regulatory filings if the silane stays in the finished article.
Silane coupling agents commonly used in industrial manufacturing are registered under REACH and listed on the TSCA inventory, making them fully compliant for sale and use in the EU and United States.True
High-volume silanes including MPS and APTES are included in the REACH pre-registration and full registration system, and are listed on the US EPA TSCA Chemical Substance Inventory, confirming their legal status for commercial use in both jurisdictions.
GHS Hazard Profiles and Plant-Floor Handling
Knowing the GHS classification before the drum arrives on the dock prevents reactive scrambling. MPS is a flammable liquid Category 3 (flash point typically 75–90°C depending on grade and carrier content), a skin and eye irritant, and may cause respiratory irritation at elevated vapor concentrations. APTES is flammable, corrosive, and harmful by inhalation — it has a pungent amine odor that is a practical warning signal, but odor threshold is not a reliable exposure metric. TESPT (the sulfur-bridged silane used in tire compounding) carries a combustible classification with a distinctive sulfur odor; acute toxicity is low, but aquatic environmental hazard is flagged.
Minimum PPE for all three: nitrile gloves rated for organic solvents, chemical splash goggles or a face shield, a chemical-resistant apron, and local exhaust ventilation at the dispensing point. Open-drum handling in a standard warehouse bay without LEV is an HSE finding waiting to happen.
Storage, Transport, and Shelf Life
Most ethoxy and methoxy silanes ship under UN1993 (flammable liquid, NOS, PGIII), which determines your packaging group, placard requirements, and modal restrictions for road and sea freight. Store containers sealed under a nitrogen blanket at 5–25°C, away from strong acids, bases, and oxidizers — all three can trigger hydrolysis or exothermic reactions. Shelf life under correct storage conditions runs 12–24 months; the wide range reflects differences in silane reactivity, container integrity, and how strictly temperature is controlled in the warehouse.
Packaging and Export Documentation from SiliconChemicals
SiliconChemicals ships in 200 kg steel drums, 1,000 kg IBC totes, and ISO tank containers for bulk orders — the right format depends on your consumption rate and unloading infrastructure. Standard export documentation includes Certificate of Origin, SGS third-party inspection reports, and full SDS in English, which simplifies customs clearance and satisfies end-user compliance requirements in most markets without additional translation work on the buyer’s side.
SiliconChemicals’ Silane Coupling Agent Product Portfolio and Supply Chain Advantages
For procurement managers and process engineers who have worked through the chemistry of silane coupling agents, the next practical question is straightforward: where do you source the right grade at scale, with consistent quality and predictable lead times? That question is where SiliconChemicals operates.
Core Product Lines and Their Industrial Roles
The product portfolio maps directly to the functional chemistries discussed throughout this article.
MPS (methacryloxypropyltrimethoxysilane, also called MEMO or A-174 equivalent) is the workhorse for glass fiber sizings, dental composites, and thermosetting composite laminates. Buyers in the wind blade, printed circuit board, and SMC/BMC compounding sectors consume this in bulk. Purity requirements for glass fiber sizing typically demand GC assay above 97%, and SiliconChemicals’ distillation trains are configured to hold that spec consistently across multi-tonne batches.
GPS (glycidoxypropyltrimethoxysilane, GLYMO) is specified by formulators working with epoxy adhesives, solvent-borne primers, and powder coatings on aluminum and steel. The epoxy ring is hydrolytically sensitive, so moisture control during drum filling matters as much as synthesis purity. Packaging in nitrogen-blanketed containers is standard practice here, not optional.
APTES and APTMS (aminopropyltriethoxysilane and aminopropyltrimethoxysilane) are among the highest-volume silanes globally because their reactivity spans epoxy, isocyanate, and acrylic resin systems. They also serve as adhesion promoters in polyurethane sealants and as surface functionalizers for silica fillers. The methoxy variant (APTMS) hydrolyzes faster — useful when process dwell time is short — while the ethoxy variant releases ethanol rather than methanol, which has safety implications in confined manufacturing environments.
VTMO and VTEO (vinyltrimethoxysilane and vinyltriethoxysilane) drive the polyolefin crosslinking market, particularly moisture-cure XLPE cable insulation and crosslinked polyethylene pipe. Demand in this segment tracks infrastructure construction cycles closely.
TESPT and TESPD are the bis-sulfide silanes that tire manufacturers and technical rubber compounders depend on for silica reinforcement. Getting the sulfide rank distribution right in TESPT synthesis is genuinely difficult; a batch skewed toward higher polysulfides raises scorch risk in the compound. SiliconChemicals controls sulfur rank distribution through reactor residence time and temperature profiling, with batch certificates reporting sulfur content and rank distribution — not just assay.
Bis-amino silanes, particularly bis-(trimethoxysilylpropyl)amine, are specified in waterborne corrosion protection primers for steel and galvanized surfaces, where they outperform chromate-based systems in adhesion durability on difficult substrates.

Manufacturing Base and What Integration Actually Means
SiliconChemicals operates production assets in Hubei province and Zhejiang province — both within China’s established organosilicon industrial clusters. The practical consequence of that location is upstream integration: trichlorosilane and methylchlorosilanes are available from regional producers at stable contract pricing rather than spot-market volatility. Large-scale reactors and multi-stage distillation trains allow rapid scale-up when a customer moves from qualification trials to full production volumes. Batch-to-batch consistency is measurable; the supply chain structure that enables it is what actually delivers it.
SiliconChemicals can offer MPS and GPS at prices 15–35% below Western European equivalents for comparable purity gradesTrue
This range reflects the cost advantage of integrated monomer supply, lower energy costs, and scale efficiencies within China's organosilicon industrial clusters in Hubei and Zhejiang provinces, compared with European toll manufacturers sourcing intermediates on open markets. Actual savings depend on grade, order volume, and incoterms.
Standard catalog items ship within 2–4 weeks. Custom synthesis or specialty pre-hydrolyzed concentrates typically require 4–8 weeks, depending on batch size and analytical release requirements.
Technical Support Beyond the Data Sheet
Application development support includes formulation trials, lap-shear and peel adhesion testing with customer resin systems, and surface analysis consultation when a new substrate or coating stack is being qualified. For customers who need proprietary primers under their own brand, OEM and white-label formulation services are available, including custom silane blends and pre-hydrolyzed primer concentrates at customer-specified active silane concentrations.
Global Logistics and Regulatory Compliance
Established export channels cover Rotterdam and Hamburg for Europe, Los Angeles and Houston for North America, and primary ports across Southeast Asia, the Middle East, and South America. Compliance documentation covers REACH (EU), TSCA (United States), K-REACH (South Korea), and AICS (Australia) — the registrations that procurement and EHS teams typically need before approving a new chemical supplier. Safety data sheets are available in the formats required by each region.
Frequently Asked Questions About Monobond and Silane Coupling Agents
Is Monobond Plus the same as plain 3-methacryloxypropyltrimethoxysilane?
No. Monobond Plus is a formulated multi-component dental primer; 3-methacryloxypropyltrimethoxysilane (MPS) is a raw chemical intermediate. Monobond Plus contains MPS as its primary active silane, but also incorporates a sulfide-functional silane and a phosphoric acid methacrylate monomer — components that broaden adhesion to metal alloys and low-hydroxyl ceramics like zirconia. Industrial-grade MPS is what a formulator starts with. It is not pH-adjusted, not pre-diluted to chairside working concentration, and carries none of the ancillary chemistry that makes Monobond Plus a convenient single-bottle solution. Procurement teams sourcing silane for composite manufacturing, glass fiber sizings, or adhesive primers should specify industrial MPS or GPS directly — not attempt to reverse-engineer a dental product.
Monobond Plus contains only MPS as its active silane ingredientFalse
Monobond Plus is a multi-component system that includes MPS, a sulfide-functional silane, and a phosphoric acid methacrylate; the combination is what delivers broad-spectrum adhesion to silica ceramics, zirconia, and metal alloys simultaneously.
Can industrial-grade MPS replace Monobond in a dental laboratory?
In a pure chemistry sense, properly diluted and hydrolyzed industrial MPS can achieve comparable bond strength to silica-based ceramic surfaces in controlled laboratory tests. The chemistry is not meaningfully different. The problem is regulatory, not molecular: industrial MPS is not formulated, tested, or cleared for intraoral use under CE or FDA medical device frameworks. Dental laboratories performing clinical procedures must use regulatory-cleared products. For industrial composite manufacturing, prototype development, or materials research, industrial MPS is the technically sound and significantly more cost-effective option — the price differential between bulk industrial silane and a small-volume clinical product is substantial, often an order of magnitude per gram of active silane.
How long does a silane coupling agent treatment last on a surface?
A properly applied and thermally cured silane monolayer on glass or ceramic can remain stable for years under dry indoor conditions. The real performance boundary is hydrolytic durability. In humid or aqueous service environments, the siloxane bonds anchoring the silane to the substrate hydrolyze over time, degrading adhesion progressively. Using trifunctional trialkoxysilanes rather than mono- or di-functional variants helps, because multiple Si–O–substrate bonds must break simultaneously before the molecule detaches. A crosslinking cure step (typically 110–150°C for 15–30 minutes, depending on silane type and substrate thermal tolerance) densifies the interfacial layer and extends durability further. For critical applications — structural glazing, fiber-reinforced composites in outdoor exposure, or medical device bonding — accelerated aging per ISO 9142 or ASTM D1183 should be part of the qualification protocol, not an afterthought.
What is the difference between a silane coupling agent and a silane primer?
A silane coupling agent is the active chemical species: MPS, GPS, APTES, TESPT, and so on. A silane primer is a formulated, ready-to-apply product — the coupling agent dissolved in a water-ethanol carrier at working concentration, pH-adjusted to the 3.5–5.5 range that drives hydrolysis without premature condensation, and sometimes blended with additional adhesion promoters or stabilizers. Monobond Plus is a silane primer. Industrial silane primers follow the same logic: the formulator dissolves the raw silane, adjusts pH, controls solids content, and packages it for direct application. Understanding this distinction matters for procurement because buying raw silane and formulating on-site gives you full control over concentration and pH; buying a pre-made primer trades that flexibility for convenience and consistency.
Which silane chemistry works best on zirconia?
Zirconia (ZrO₂) is a difficult substrate precisely because it has far fewer surface hydroxyl groups than silica-based ceramics. Classical methacryloxy silanes applied without surface preparation produce weak, inconsistent bonds. Reliable adhesion to zirconia requires a layered approach: mechanical surface activation first (air abrasion with 50–110 µm alumina, or selective infiltration etching), followed by a silane or monomer with genuine chemical affinity for Zr–OH sites. Phosphate-functional monomers such as 10-MDP and phosphonate silanes show the strongest chemical affinity to zirconia surfaces. Sulfide-functional silanes (TESPT) also perform well. Monobond Plus addresses this by incorporating both the phosphoric acid methacrylate and a sulfide silane alongside MPS — which explains why it outperforms single-component MPS systems on zirconia in comparative bond-strength studies.
How should industrial silane coupling agents be stored to maximize shelf life?
Keep containers tightly sealed under dry nitrogen or argon blanket. Storage temperature should stay in the 5–25°C range; heat accelerates hydrolysis and polymerization, while freeze-thaw cycling can compromise container seals. Keep stock away from direct sunlight, strong acids, strong bases, and any moisture source. Under these conditions, anhydrous MPS and GPS have practical shelf lives of 24–36 months from manufacture. Once a drum or bottle is opened and exposed to atmospheric humidity, plan to consume the material within 6–12 months and test periodically: GC purity analysis and Karl Fischer water content measurement are the standard checks. An elevated water content reading is an early warning that the silane is beginning to oligomerize, which reduces coupling efficiency before any visible change occurs.
Does SiliconChemicals supply custom silane blends or pre-hydrolyzed concentrates?
Yes. SiliconChemicals formulates custom silane primer concentrates matched to specific substrate-resin combinations, including pre-hydrolyzed and stabilized formats that can be applied directly without on-site pH adjustment or dilution. This is particularly useful for operations that lack on-site chemistry capability or need batch-to-batch consistency across multiple production sites. Lead times and minimum order quantities vary with formulation complexity — a straightforward single-silane concentrate at standard concentration has a shorter development cycle than a multi-component blend optimized for a novel substrate. Provide the technical sales team with substrate type, resin chemistry, application method (spray, wipe, dip), cure conditions available, and the performance metric you are targeting; that information determines whether an existing grade covers the need or a development project is warranted.
Conclusion: Monobond as a Gateway to Understanding Silane Coupling Agent Chemistry at Industrial Scale
The answer to the title question is unambiguous. Monobond — and its current commercial form, Monobond Plus — is a silane coupling agent. Full stop. It is a precisely formulated dental primer built on methacryloxy silane (MPS) and sulfide silane chemistry, diluted to a working concentration of roughly 1–5% w/w in an ethanol-water carrier and pH-adjusted to sit within the hydrolysis window of approximately 3.5–5.5. The mechanism operating on the surface of a zirconia crown or a silica-coated composite is chemically identical to what happens when a glass fiber manufacturer treats E-glass rovings with the same MPS chemistry before embedding them in epoxy or polyester resin. The substrate changes. The bond-forming reaction does not.
That equivalence is the practical insight this article has been building toward.

From Dental Curiosity to Industrial Procurement Logic
Engineers and formulators who arrive at this topic from a dental-materials angle often leave with a sharper understanding of silane coupling agents than people who were taught the industrial chemistry directly — because Monobond’s small, controlled application forces you to think about concentration, hydrolysis time, surface oxide density, and resin compatibility all at once. Those are exactly the variables that determine whether a silane treatment in a composites plant, a rubber mixing line, or a corrosion-protection primer actually works.
The underlying silane building blocks — MPS (3-methacryloxypropyltrimethoxysilane), GPS (3-glycidoxypropyltrimethoxysilane), APTES (3-aminopropyltriethoxysilane), TESPT (bis-triethoxysilylpropyl tetrasulfide) — are available in industrial quantities. The cost differential is real and significant. A dental primer is priced as a finished, regulated medical-device consumable; a kilogram of industrial-grade MPS or GPS sourced directly from a manufacturer is priced as a chemical intermediate, typically an order of magnitude lower per unit of active silane. The chemistry doing the work is the same. What changes is purity specification, packaging, regulatory filing pathway, and scale — variables a procurement manager can evaluate directly rather than absorbing into an opaque finished-product price.
Industrial-grade MPS and GPS silanes perform the same surface-bonding mechanism as the equivalent functional groups in dental silane primers like Monobond Plus.True
Both dental and industrial silane coupling agents rely on the trialkoxysilane hydrolysis and condensation reaction with surface hydroxyl groups, followed by copolymerization or chemical bonding with the organic matrix. The mechanism is chemistry, not a product category.
What Competent Silane Sourcing Actually Requires
Sourcing a silane at industrial scale is not simply a matter of finding the CAS number and issuing a purchase order. You need to verify hydrolysis stability under your process conditions, confirm compatibility between the silane’s organic functional group and your specific resin or polymer, validate that your surface preparation protocol generates sufficient hydroxyl density for condensation, and establish that the supplier’s batch-to-batch consistency meets your quality control specifications. These are engineering decisions, not catalog decisions. Getting them wrong means adhesion failures, coating delamination, scrap composite parts, or rubber compounds that don’t meet tensile specification — consequences that cost significantly more than the silane itself.
SiliconChemicals’ Position in This Supply Chain
SiliconChemicals manufactures and supplies the full range of functional silane coupling agents — methacryloxy, epoxy, amino, mercapto, sulfide, vinyl, and specialty variants — from within China’s integrated organosilicon industrial clusters, where raw-material proximity and production scale drive cost and lead-time advantages that standalone importers cannot replicate. Whether you are scaling up a fiberglass composite manufacturing line, qualifying an MPS-based adhesion promoter for an automotive coating system, developing a TESPT-treated silica compound for a tire tread formulation, or evaluating corrosion-inhibiting silane primers for metal substrates, the underlying chemistry need is real and the supply pathway is straightforward.
The technical team at SiliconChemicals works from sample stage through full commercial supply — providing application guidance on concentration, hydrolysis protocol, cure conditions, and functional group matching, not just a certificate of analysis. If this article has clarified what silane coupling agents are and how they work, the logical next step is a direct conversation about which chemistry fits your substrate, your resin system, and your production volume. That conversation starts with a sample request or a technical inquiry — and it tends to move faster than most procurement teams expect.